Высокоскоростные ножницы для поперечной резки катаной полосы - RU2211119C2
Код документа: RU2211119C2
Чертежи
Описание
Изобретение относится к летучим ножницам, которые содержат установленные на противолежащих друг другу барабанах режущие инструменты, которые по меньшей мере от одного присоединенного к ним приводного устройства могут получать ускорение до окружной скорости, соответствующей скорости движения разрезаемой полосы, и управляемый отдельно установочный механизм, присоединенный к барабанам.
Подобные ножницы известны из выложенной заявки ФРГ 2138478. Но эти ножницы предназначены для разрезания движущейся с большой скоростью проволоки. В выложенной заявке ФРГ 4128970 для разрезания полос раскрыты линейные направляющие для барабанов, установленные в стойке. В данном случае применяются ножи, для которых необходима высокая точность синхронизации между приводом барабана и приводом установочного механизма для того, чтобы произвести соответственно чистый разрез. За счет высокой точности синхронизации такие ножницы работают относительно медленно.
В основу изобретения положена задача усовершенствовать летучие ножницы для разрезания горячекатаной полосы таким образом, чтобы были обеспечены хорошие результаты разрезания при скорости движения полосы до 30 м/сек и при минимальной толщине полосы.
Для решения данной задачи предлагается установить один из барабанов на качающихся рычагах, установочный механизм выполнить из приводов, создающих движение резания, и опорных элементов, установленных между ними и качающимися рычагами, и опорные элементы выполнить с возможностью укорочения, вызывающего разрезание. Другое предложенное решение заключается в том, что один из барабанов установлен на качающихся рычагах, качающиеся рычаги опираются на опорные элементы, опорные элементы можно укоротить до рабочего положения, вызывающего разрезание, установочный механизм имеет кривошипы, соединенные со вторым барабаном, и может перемещать его параллельно оси в направлении к первому барабану для разрезания.
Благодаря такой конструкции ножниц барабаны могут постоянно работать с окружной скоростью, соответствующей скорости движения разрезаемой полосы или с незначительно пониженной по сравнению с ней окружной скоростью. При этом режущие инструменты могут постоянно совершать движение разрезания, не выполняя разрез. Только в том случае, когда необходимо произвести разрез, опорные элементы приводятся в рабочее положение. Следующее движение разрезания режущих инструментов приводит к разрезу.
Имеется также возможность оставить на соответствующей скорости на постоянное время только барабаны, а установочный механизм приводить в действие только для разрезания.
Само собой разумеется, что альтернативно можно остановить также приводное устройство барабанов на то время, когда не должно производиться разрезание. Но для того, чтобы придать барабанам ускорение для разрезания, необходима значительно большая мощность по сравнению с тем, если бы барабаны вращались постоянно с соответствующей окружной скоростью.
Преимущество заключается в том, что опорные элементы блокируются по своей рабочей длине. Этим достигается, что пружинение между барабанами ограничивается до минимума, так что могут производиться по возможности точные разрезы. При соответствующих габаритах опорных элементов передача усилий может осуществляться непосредственно через них, то есть без соответствующей блокировки.
Благодаря применению резца и неподвижного упора в качестве режущих инструментов отпадает необходимость в очень точной синхронизации, которая нужна с ножами. Тем не менее между приводными устройствами и приводами или кривошипами применена синхронизация, причем может компенсироваться незначительное проскальзывание вследствие того, что в качестве неподвижного упора служат большие участки поверхности корпуса.
Рекомендуется привести опорные элементы в свое рабочее положение до начала рабочего хода приводов или кривошипов. Этим обеспечивается то, что во время разрезания опорные элементы уже находятся в рабочем положении и не могут возникнуть неравномерности вследствие регулировок опорных элементов.
При разрезаемых в данном случае очень тонких горячекатаных полосах оказалось, что начало полосы после разреза направляется с большим трудом. Поэтому имеет большое значение, когда режущие инструменты встроены в соответствующую моталку или установлены на минимальном расстоянии от моталки.
Изобретение поясняется более подробно
с помощью чертежей, на которых показано:
фиг.1 - схематичное изображение ножниц согласно изобретению,
фиг. 2 - другое по сравнению с фиг.1 решение для привода установочного механизма,
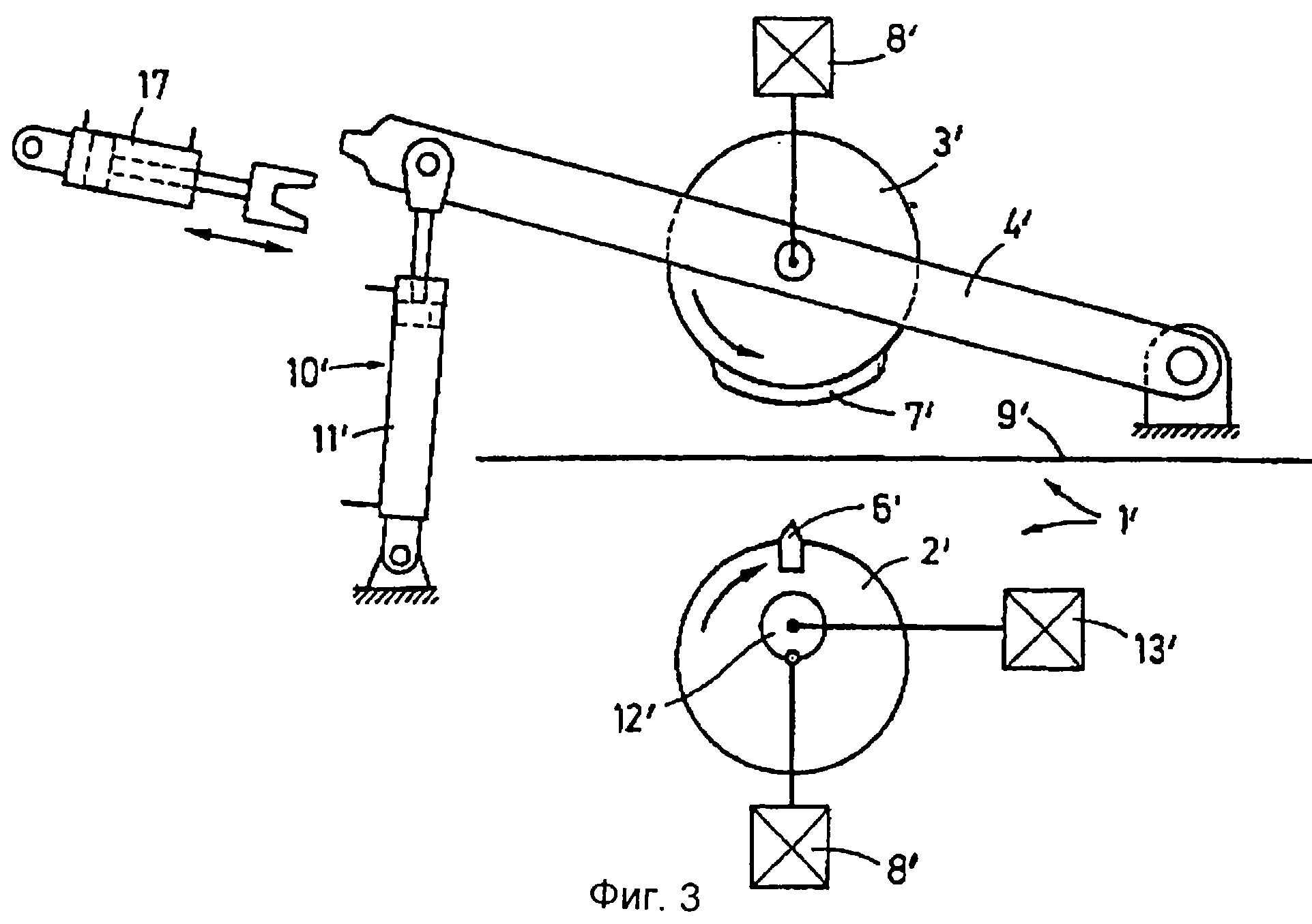
фиг.3 - схематическое изображение еще одного варианта выполнения ножниц,
фиг.4 - ножницы согласно изобретению, встроенные в моталку.
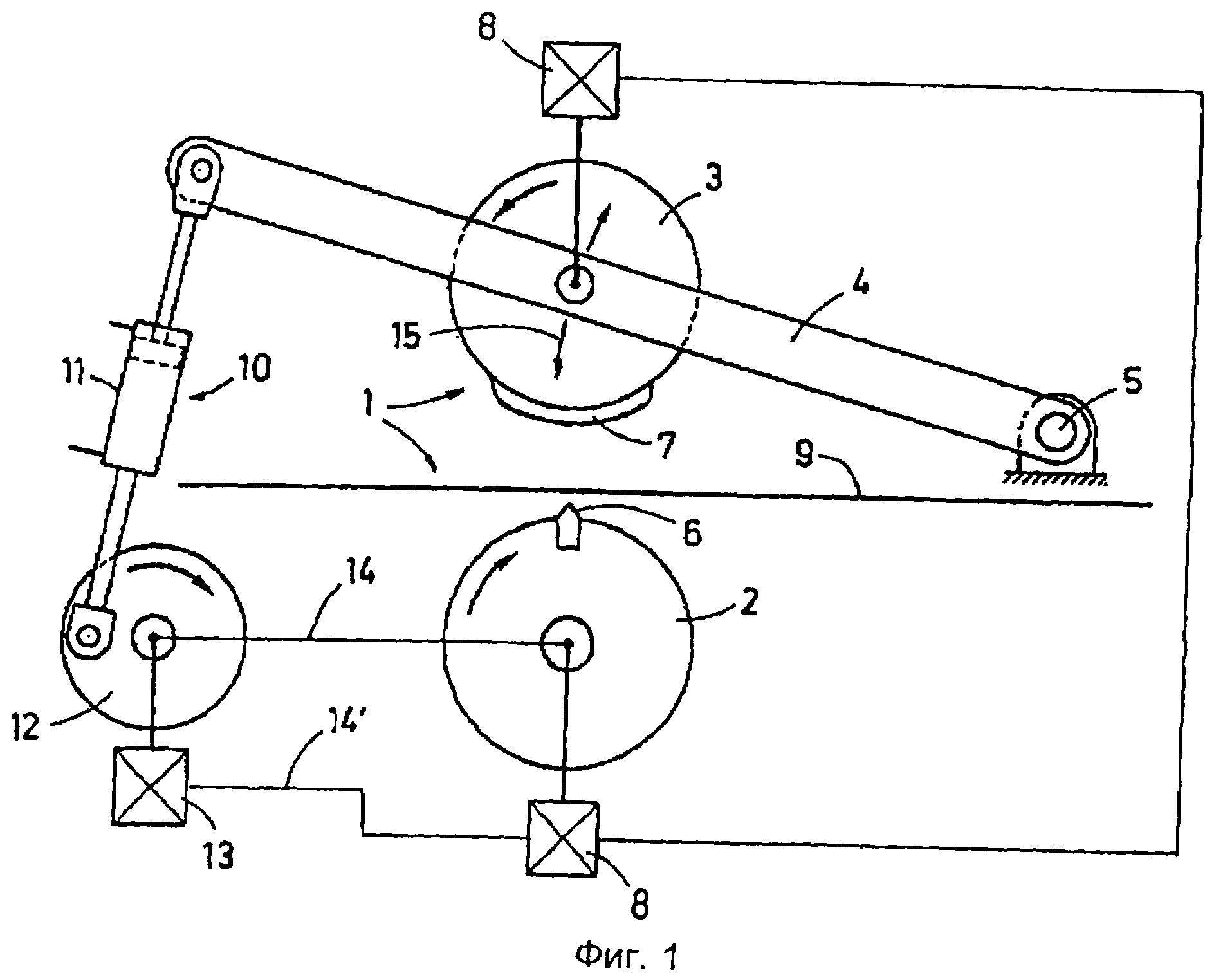
На фиг. 1 изображены ножницы 1, которые имеют барабан 2 и барабан 3. Барабан 3 установлен на качающемся рычаге 4. Одно плечо качающегося рычага 4 установлено с возможностью поворота вокруг точки поворота 5. Барабан 2 имеет резец 6, а барабан 3 снабжен неподвижным упором 7. Барабаны 2 и 3 приводятся во вращение приводными устройствами 8 до окружной скорости, соответствующей скорости движения полосы 9. При этом предусмотрено механическое и электрическое или электронное устройство синхронизации между приводами 8 и, следовательно, между барабанами 2 и 3. На втором конце качающегося рычага 4 установлен опорный элемент 10, регулируемый по длине и состоящий по существу из поршневого блока 11. Опорный элемент 10 шарнирно соединен с кривошипом 12, который нагружается приводом 13.
Принцип работы ножниц заключается в следующем. Барабаны 2 и 3 с помощью приводов вращаются постоянно с соответствующей окружной скоростью или перед резанием приводятся во вращение с соответствующей окружной скоростью. Кривошип 12 также постоянно приводится во вращение или перед резанием приводится во вращение с соответствующей окружной скоростью. При этом отношение окружных скоростей между барабаном 2 и кривошипом 12 может быть установлено, например, на 1: 8. Возможная синхронизация между барабаном 2 и кривошипом 12 показана линией 14 или линией 14'. За счет вращения кривошипа 12 барабан 3 постоянно приводится в возвратно-поступательное движение в направлении стрелки 15. Если это установочное движение должно привести к резанию, то поршневой блок 11, пока кривошип не дошел до нижнего крайнего положения, сдвигается и блокируется. Тем самым барабан 3 опускается на значительно уменьшенное расстояние от барабана 2. При следующем занятии кривошипом 12 нижнего крайнего положения производится соответствующий разрез. Благодаря синхронизации между кривошипом 12 и барабаном 2 достигается то, что когда кривошип 12 находится в нижнем крайнем положении, резец 6 находится напротив неподвижного упора 7, так что полоса может быть разрезана.
На фиг.2 показано, что вместо привода установочного механизма, состоящего из кривошипа 12, привода 13 и опорного элемента 10, можно применять поршневой блок 16, причем данный поршневой блок имеет два нагружаемых раздельно поршня. Верхний поршень соответствует поршню поршневого блока 11, а нижний поршень заменяет кривошип 12 и привод 13.
На фиг. 3 изображены ножницы 1', состоящие из барабанов 2' и 3', причем барабан 3' закреплен на качающемся рычаге 4'. Барабан 2' установлен с эксцентриситетом на кривошипе 12. Стопорным устройством 17 качающийся рычаг 4' блокируется в нижнем положении поршня поршневого блока 11'. Принцип работы ножниц 1' заключается в следующем. Барабаны 2' и 3' постоянно приводятся во вращение двигателем 8' и перед разрезанием ускоряются до соответствующей окружной скорости. То же самое относится к кривошипу 12', который приводится от привода 13'. Вследствие этого барабан 2' совершает наряду с создаваемым приводным устройством 8' вращательным движением совмещенное, создаваемое кривошипом 12' возвратно-поступательное движение. Если должно производиться разрезание полосы 9', то поршневой блок 11' до того, как резец 6' займет свое верхнее положение на чертеже, втягивается и блокируется стопорным устройством 17. Тем самым расстояние между барабанами 2' и 3' уменьшается настолько, что при следующем достижении верхнего крайнего положения полоса 9' разрезается резцом 6'.
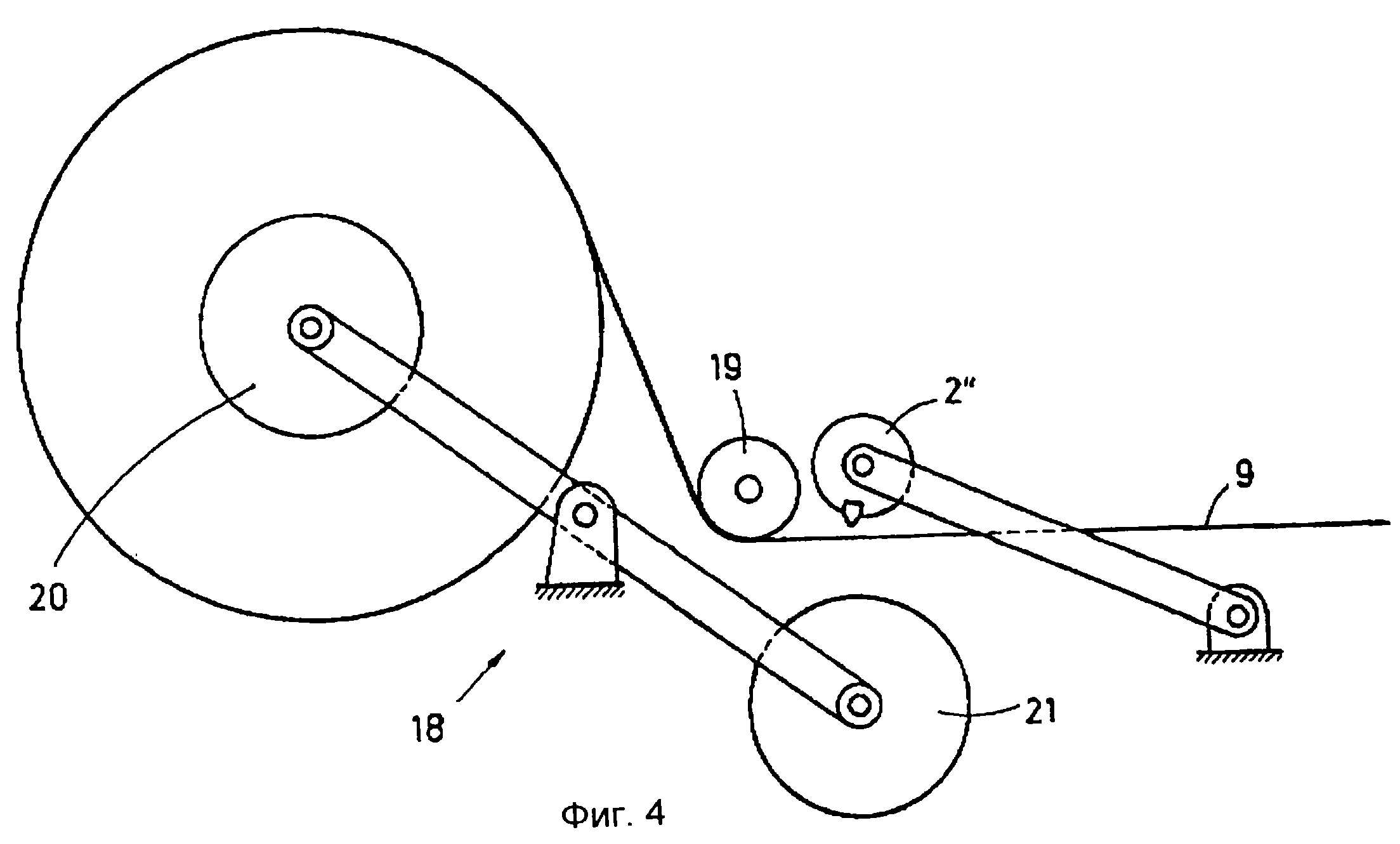
На фиг. 4 изображена реверсивная моталка 18, причем полоса проведена по направляющему ролику 19 к моталке 20. Если моталка 20 имеет заданное количество витков и полоса 9 должна быть разрезана, то барабан 2' поворачивается к моталке 21, причем поворот может производиться так, как показано на фиг.1 и фиг. 3. Моталка 21 служит в качестве соответствующего неподвижного упора. После произведенного разреза полоса 9 может сразу же наматываться на моталку 21.
Реферат
Изобретение относится к области машиностроения. Один из барабанов с режущими инструментами установлен на качающихся рычагах. Между опорными элементами ножниц и рычагами размещен установочный механизм. Последний состоит из приводов, служащих для создания движения резания. Изобретение позволяет повысить производительность разрезания. 2 с. и 12 з.п.ф-лы, 4 ил.
Комментарии