Устройство для разрезания труб и снятия с них фаски - RU2128104C1
Код документа: RU2128104C1
Чертежи

Описание
Данное изобретение относится к устройству для разрезания труб и снятия с них фаски, в частности, тонкостенных труб.
Устройство для разрезания труб, известное из DE PS 1171241, имеет станок с приводным механизмом и присоединенное к нему зажимное устройство. Станок имеет инструмент для разрезания и инструмент для снятия фаски, расположенные на общем валу, которые вместе с приводным механизмом выполнены с возможностью перемещения вокруг обрабатываемой трубы.
Устройство для разрезания не подходит, в частности, для разрезания и снятия фаски с тонкостенных труб в том случае, когда разрезанные части должны свариваться с другими трубами, так как не может быть выполнена точная и равномерная фаска на концах трубы. Тонкостенные трубы с большим диаметром неизбежно деформируются именно в зажимном устройстве станка таким образом, что перед или во время процесса разрезания по окружности трубы возникают отклонения от идеально круглого поперечного сечения таким образом, что не может выполняться точная и равномерная фаска на конце трубы, что является условием для дальнейшей сварки. Поэтому является необходимым рихтовать концы отрезанных труб во время отдельной рабочей операции для того, чтобы в другой рабочей операции можно было бы выполнить фаску или несколько фасок.
Другой недостаток известных устройств состоит в том, что самая передняя кромка фрезы для выполнения фаски подвержена сильному износу, при этом появляются мелкие и очень мелкие стружки, которые попадают между инструментом для разрезания и инструментом для снятия фаски и расклинивают оба инструмента, что часто может привести к поломке инструмента.
Задачей данного изобретения является выполнение такого устройства для разрезания труб и снятия с них фаски, которое не имеет вышеназванных недостатков и обеспечивает проведение процесса разрезания и снятия фаски за одну рабочую операцию, при этом получается аккуратное место разрезания с точно снятой фаской, не требующее дальнейшей обработки.
Эта задача решается с помощью предложенного устройства для разрезания труб и снятия с них фаски, которое имеет по меньшей мере признаки, содержащиеся в пункте 1 формулы изобретения.
Другие предпочтительные выполнения следуют из зависимых пунктов формулы изобретения.
С помощью устройства согласно изобретению для разрезания труб и снятия с них фаски тонкостенные трубы за одну рабочую операцию скругляют, разрезают и точно снимают фаску, поскольку устройство для снятия фаски защищено, так как самая передняя кромка фрезы во время процесса снятия фаски может не использоваться.
Предпочтительный пример выполнения изобретения поясняется более подробно с помощью приложенных чертежей.
На фиг. 1 показан вид сбоку устройства частично в разрезе;
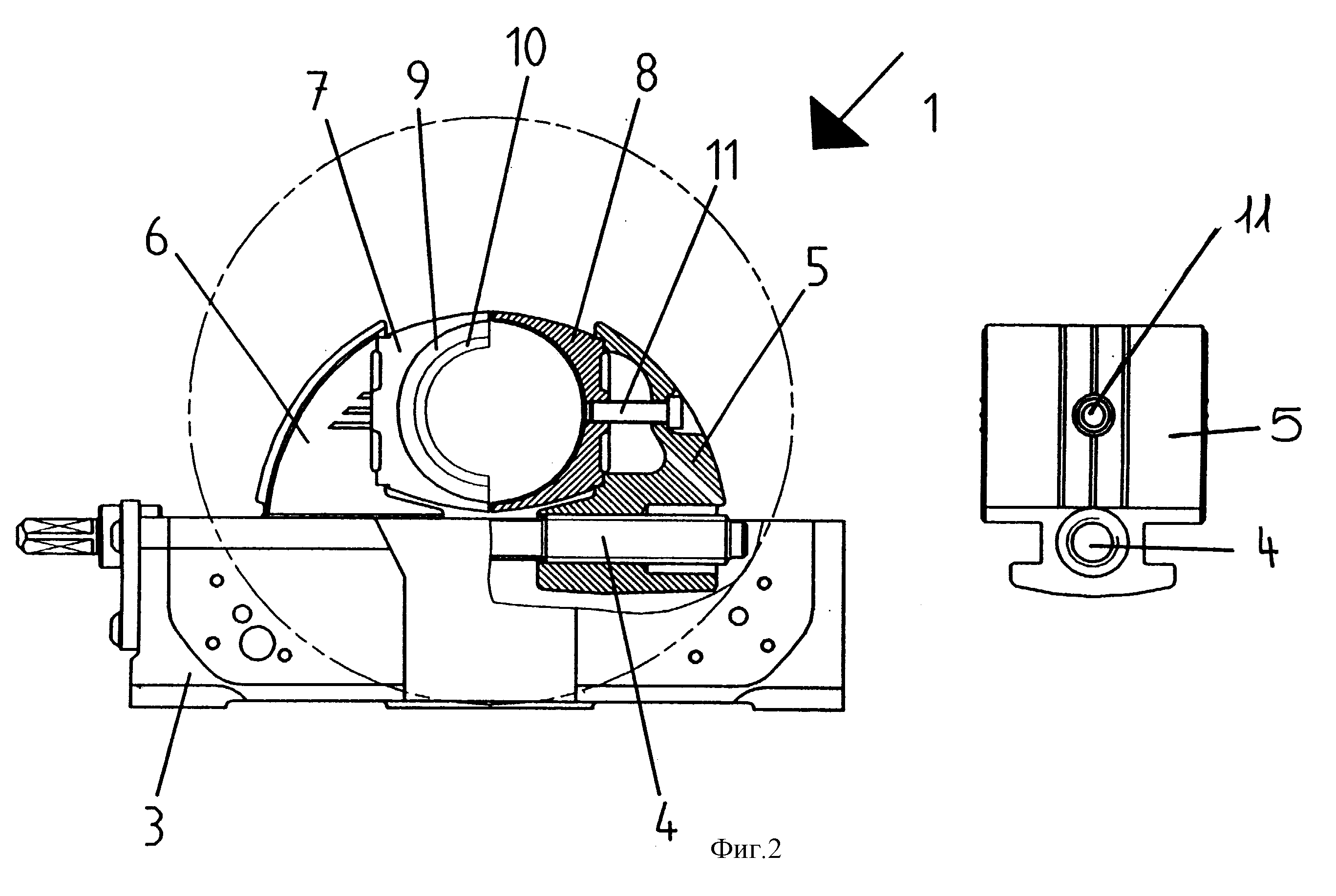
фиг. 2 - вид сверху на зажимное приспособление устройства для разрезания и снятия фаски;
фиг. 2а - элемент фиг. 2;
фиг. 3 - вид сверху на станок устройства для разрезания труб и
снятия фаски;
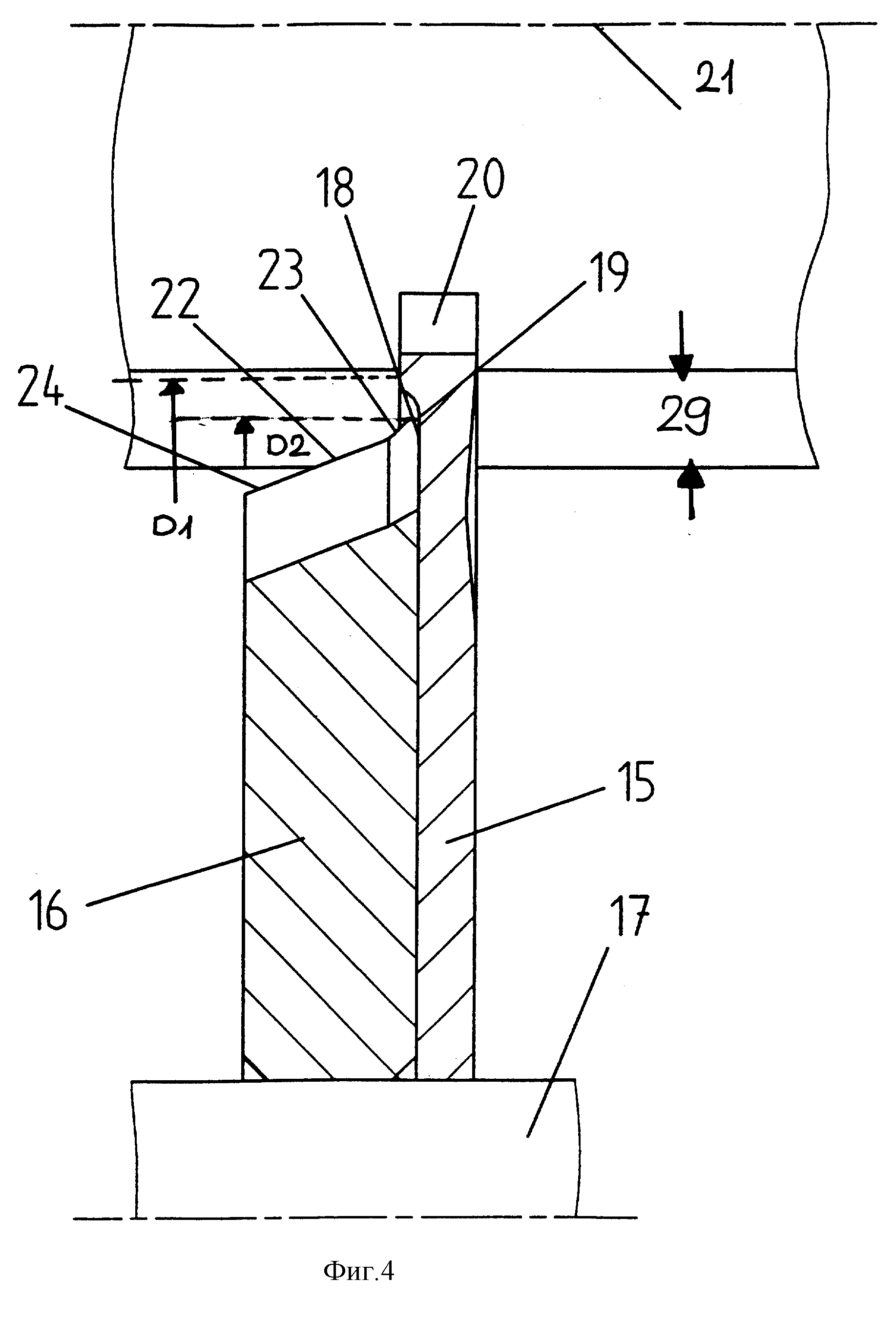
фиг. 4 - подробный вид согласно фиг. 1 в увеличенном изображении;
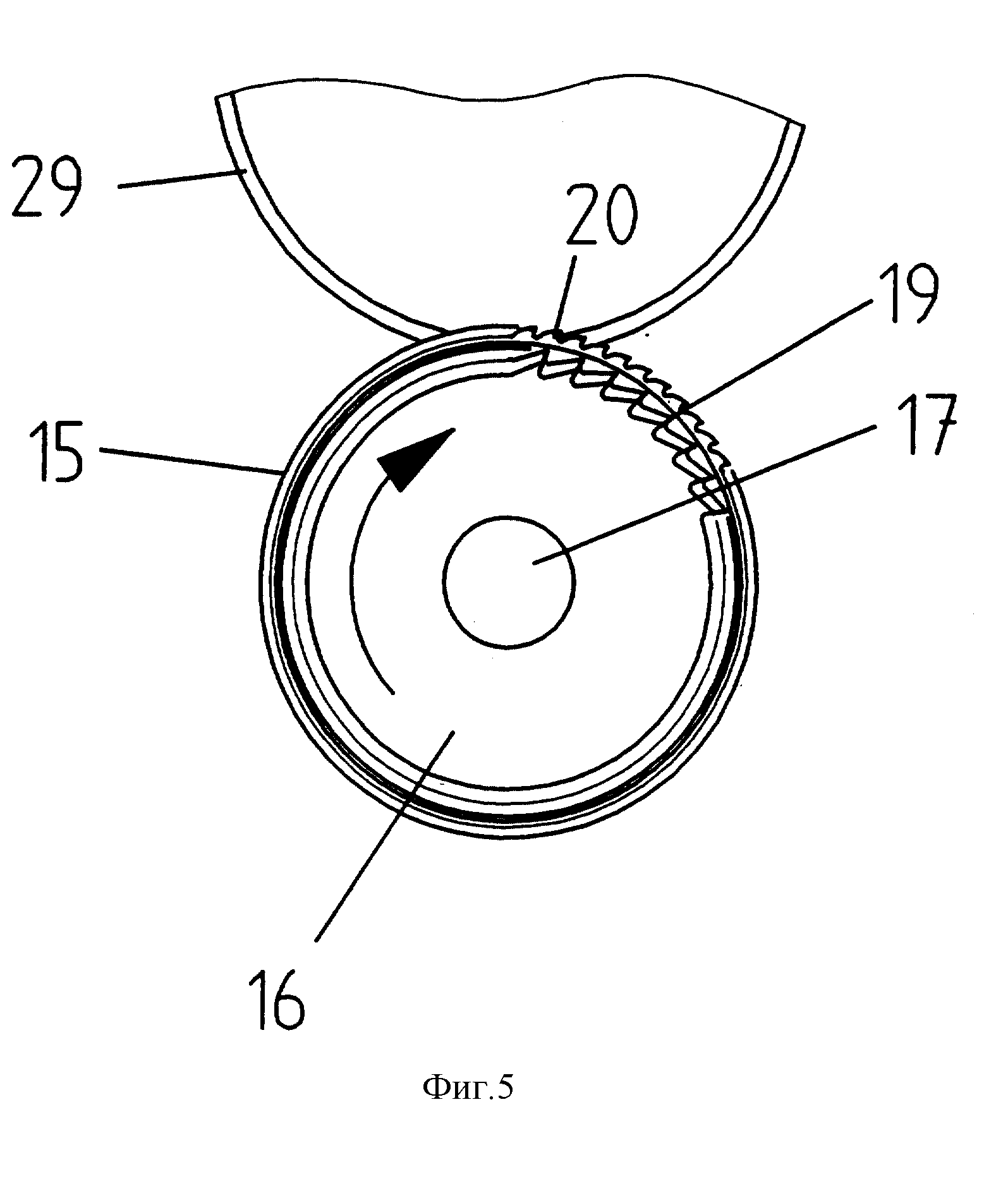
фиг. 5 - другой подробный вид.
Устройство для разрезания труб и снятия с них фаски, показанное на фиг. 1, предназначенное, в частности, для обработки тонкостенных труб, состоит, в основном, из схематически показанного на чертеже станка 2 и зажимного приспособления 1, расположенного перед станком 2 и служащего для приема трубы, подлежащей обработке, как это будет пояснено далее.
Станок 2 снабжен приводным механизмом 30, закрепленным на эксцентриковом кольце 33 (фиг. 3). Оно расположено с возможностью вращения на внутренней поверхности кольцевого рельса 31, установленного в кольцеобразном направляющем корпусе 32. Кольцевой рельс 31 имеет переставляемый упор 34, а эксцентриковое кольцо 33 имеет захват 35. Позицией 36 обозначена градуированная шкала с делениями на градусы, а позицией 37 - маркировка переставного упора.
Приводной механизм 30 снабжен приводным валом 17, проходящим перпендикулярно к плоскости направляющего корпуса 32, и снабжен инструментом для обработки, состоящим из инструмента 15 для разрезания и инструмента 16 для снятия фаски. Оба инструмента 15 и 16 выполнены в виде полотна и расположены плотно рядом друг с другом, как это особенно хорошо видно на фиг 4 и 5. Инструмент 15 для разрезания представляет собой пильное полотно с зубьями 20, в то время как инструмент 16 для снятия фаски отформован в виде фрезы. Зубья 20 так распределены на стороне инструмента 16 для снятия фаски, что они закрывают самую внешнюю кромку 19 инструмента 16 для снятия фаски. Таким образом, эта кромка не работает во время процесса снятия фаски.
Практическое решение обеспечено тем, что инструмент 15 для разрезания на стороне, на которой расположен инструмент 16 для снятия фаски, имеет отверстие 18, диаметр D1 которого больше, чем самый большой диаметр D2 инструмента 16 для снятия фаски. Таким образом, этот инструмент 16 для снятия фаски входит в отверстие 18, закрывая особенно подверженную износу кромку 19 инструмента для снятия фаски от зубьев 20 инструмента для разрезания.
Зажимное приспособление 1, расположенное перед станком 2, служит для приема и удержания трубы 10 и имеет тиски 3, в которых удерживающие стойки 5 и 6 могут смещаться друг от друга с помощью шпинделя 4. Каждая удерживающая стойка 5 и 6 снабжена одной из зажимных губок 7 и 8, которые с помощью винта 11 непосредственно соединены с удерживающими стойками 5 и 6. Зажимные губки 7 и 8 имеют полукруглые внутренние охватывающие поверхности 9, образующие вместе цилиндрическую поверхность и соответственно охватывают зажимаемую трубу.
С помощью ослабления винта 11 зажимные губки 7 и 8 могут заменяться, причем всегда применяют пару зажимных губок, внутренние охватывающие поверхности которых соответствуют заданному размеру наружной поверхности обрабатываемой трубы 10. Если зажимают деформированную по поперечному сечению трубу, что часто имеет место в тонкостенных трубах, то ей посредством зажима придается заданный размер и точно круглая форма. Далее скругленная таким образом труба может в следующей рабочей операции разрезаться или с нее может сниматься фаска. Таким образом, имеется несколько пар зажимных губок с различным диаметром, которые могут выбираться в зависимости от размеров обрабатываемой трубы.
Для закрепления зажимных губок возможны также и другие решения, которые могут содержать, например, систему быстрого зажима с рычажно-коленным удерживанием. В качестве материала для зажимных губок 7 и 8 применяют, предпочтительно, незакаленный материал, например, GGG 40. Внутренние охватывающие поверхности зажимных губок механически обрабатываются и выполняются с незначительными допусками на заданный размер.
Обрабатываемую трубу 10 зажимают в зажимном приспособлении 1 таким образом, что она входит в направляющий корпус 32 станка, а место разрезания примыкает к зоне обрабатывающих инструментов 15 и 16. Приводной механизм 30 устанавливают вместе с инструментами 15, 16 с помощью эксцентрикового кольца 33 вокруг оси 21 трубы 10, причем место захвата определяют с помощью переставляемого упора 34, в котором захват 35 приводного механизма 30 упирается в переставляемый упор 34. Градуированная шкала 36 с делениями на градусы и маркировка 37, например, в виде нониуса позволяют осуществить точную установку обрабатывающих инструментов в соответствии с диаметром обрабатываемой трубы, при этом могут без труда поддерживаться очень низкие допуски, задаваемые при снятии фаски с тонкостенных труб, так как окружность зажимаемой трубы точно соответствует в поперечном сечении кругу.
Для разрезания трубы 10 приводной механизм 30 по кольцевому рельсу 31 располагают вокруг трубы 10 таким образом, что пильные зубья 20 инструмента 15 для разрезания входили в контакт. Вращающийся совместно инструмент 16 для снятия фаски взаимодействует с режущей кромкой 22 в месте разрезания и таким образом снимает фаску, причем самая внешняя кромка 19 всегда остается защищенной от пильных зубьев 20 и не участвует в работе.
Согласно фиг. 4 применяют фрезу 16 для снятия фаски, режущая кромка 22 которой имеет сначала слабый, а затем более сильный наклон относительно продольной оси 21. Соответствующие режущие кромки обозначены позициями 23, 24. С помощью такой фрезы на конце трубы могут выполняться две различные фаски. При таком геометрическом выполнении фрезы режущая кромка 23 имеет угол относительно продольной оси 21 трубы приблизительно 45o, а примыкающая режущая кромка 24 - угол приблизительно 25-30o.
Наконец, на фиг. 5 видно, что фреза инструмента 16 для снятия фаски имеет диаметр, незначительно меньше, чем пильное полотно инструмента 15 для разрезания. Согласно примеру выполнения радиус меньше на величину глубины зацепления пильного полотна, при этом глубина зацепления составляет приблизительно 1,5-кратное от толщины 29 стенки трубы.
Таким образом возможно выполнить за одну рабочую операцию две или несколько разных фасок. Это может потребоваться, например, при прокладке трубопровода для питьевой воды, где соединение тонкостенных труб из высококачественной стали вызывает необходимость установки прессующих фитингов с уплотнительным кольцом из резины. При этом на конце трубы должны выполняться две различные фаски, а именно вертикальная фаска для насаживания и центрирования фитинга и затем - плоская входная фаска. Показанная на фиг. 4 фреза с режущей кромкой 22, имеющей две части 23 и 24, проходящие под разным углом, особенно подходит для такой операции. За одну рабочую операцию с помощью режущей кромки 23 может выполняться вертикальная фаска и с помощью режущей кромки 24 - плоская входная фаска.
Реферат
Изобретение относится к устройству для разрезания и снятия фаски с тонкостенных труб. Для разрезания и снятия фаски в месте разрезания применяют станок 2 с инструментом 15, 16 для разрезания и снятия фаски и зажимным приспособлением 1. Инструмент 15, 16 для разрезания и снятия фаски направляют вокруг трубы, зажатой зажимными губками зажимного приспособления 1. Для выравнивания и уменьшения отклонений от окружности контура трубу обжимают по кругу. Инструменты -пильное полотно 15 и фреза 16 - расположены плотно друг к другу на общем валу 17. Зубья пильного полотна 15 проходят с одной стороны и закрывают самую внешнюю кромку фрезы 16, которая не участвует в процессе снятия фаски. Устройство обеспечивает проведение процесса разрезания и снятия фаски за одну операцию с высокой степенью точности. 2 c. и 2 з.п. ф-лы, 5 ил.

Комментарии