Вертикальная импульсная машина для безотходной резки движущейся металлической заготовки - RU207440U1
Код документа: RU207440U1
Чертежи
Описание
Предполагаемая полезная модель относится к области обработки материалов давлением и может быть использована для резки горячего металла большого сечения, в частности слябов в линиях машин непрерывного литья заготовок (МНЛЗ).
Известны импульсные машины для безотходной резки металла, содержащие корпус, в котором размещены камера сгорания и цилиндр расширения, и жесткосоединенный с корпусом шабот, причем в цилиндре расширения установлен шток, на котором закреплен нижний нож, а на шаботе закреплен второй нож (авторское свидетельство СССР №569403 М. кл. В23Д 15/02). В этих машинах резка металлических заготовок осуществляется двухсторонним ударом ножей, используя при этом кинетическую энергию штока и шабота с корпусом, приобретенную ими под действием давления газа, образующегося при сгорании топливной смеси в камере сгорания.
К заявляемому объекту наиболее близким аналогом является вертикальная импульсная машина для безотходной резки металла, содержащая корпус, в котором выполнены связанные запорным устройством камера сгорания и рабочий цилиндр, при этом в последнем установлен шток, несущий нижний нож, а также шабот с верхним ножом, жестко связанный с корпусом, причем машина установлена на пневмоамортизаторах (авторское свидетельство СССР №625849 М. Кл. В23Д 15/02). Недостаток данной машины заключается в том, что она не эффективна для резки заготовок, имеющих большую ширину при малой толщине, в частности слябов. Это связано с тем, что соотношение высоты штока и рабочего цилиндра составляет около 1. Такое их соотношение рационально для машин, предназначенных для резки заготовок квадратного сечения, но для резки слябов оно не приемлемо. Ширина слябов во много раз превышает их толщину. Поперечный размер импульсной машины, предназначенной для резки сляба, определяется шириной сляба. Поэтому можно считать, что диаметр рабочего цилиндра машины примерно равен ширине сляба. Высота штока, на котором закреплен нижний нож, соизмерима с диаметром рабочего цилиндра. Это приводит к тому, что рабочий цилиндр со штоком имеют чрезмерно большие размеры, что существенно увеличивает металлоемкость импульсной машины.
Например, для сляба шириной 1700 мм, диаметр рабочего цилиндра составит 1700 мм, а высота штока 1700…2000 мм. Однако для обеспечения резки слябов таких больших размеров рабочего цилиндра и штока не требуется.
Оптимизация соотношения размеров рабочего цилиндра и штока позволяет существенно уменьшить их размеры, что дает возможность существенно снизить размеры и массу импульсной машины.
Технической задачей полезной модели является снижение размеров и массы импульсной машины, предназначенной для резки слябов.
Технический результат полезной модели достигается тем, что в вертикальной импульсной машине для безотходной резки движущейся металлической заготовки, содержащей корпус, в котором выполнены связанные с запорным устройством камера сгорания и рабочий цилиндр, при этом в последнем установлен шток, несущий нижний нож, а также шабот с верхним ножом, жестко связанный с верхний ножом, причем машина установлена на пневмоамортизаторах, соотношение между высотой штока и диаметром рабочего цилиндра установлено в пределах 0,3...0,5. Кроме того, машина снабжена пневмоцилиндром, осуществляющим ее перемещение в направлении противоположном движению разрезаемой заготовки, а пневмоамортизаторы закреплены на подвижной плите, установленной на роликах.
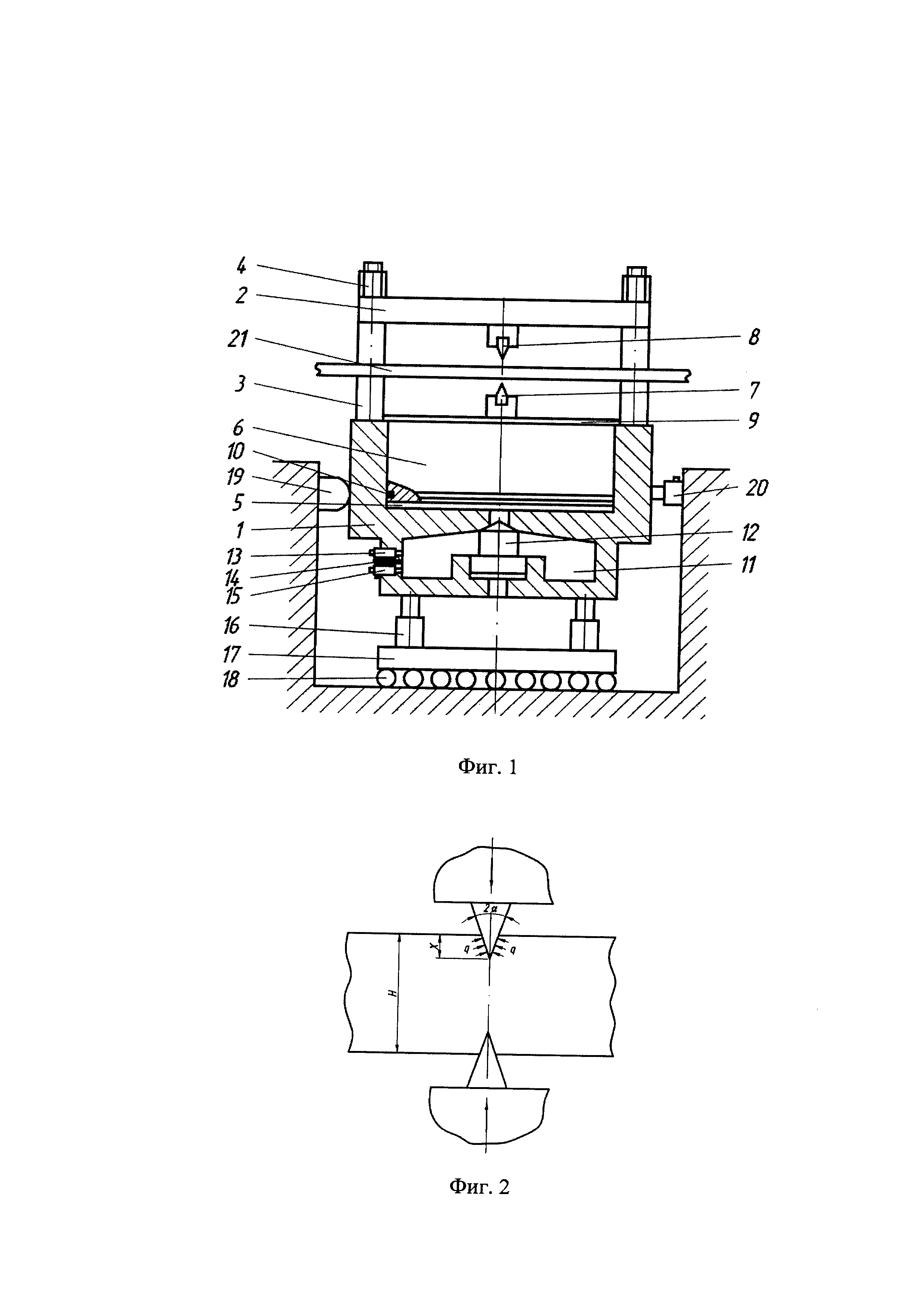
Вертикальная импульсная машина для безотходной резки движущейся металлической заготовки схематично представлена на фиг. 1. Машина содержит корпус 1 и шабот 2, жестко соединенные между собой посредством колонн 3 и гаек 4. В корпусе 1 выполнен рабочий цилиндр 5, в котором установлен шток 6, несущий нижний нож 7. Верхний нож 8 закреплен на шаботе 2. Шток 6 в верхней части имеет бурт 9, препятствующий попаданию окалины в цилиндр 5, а также служащий для обеспечения центровки поршня 6. Шток 6 также снабжен поршневым кольцом 10. В нижней части корпуса 1 размещена камера сгорания 11 с перепускным клапаном 12, перекрывающим отверстие, соединяющее камеру сгорания 11 с рабочим цилиндром 5. Камера сгорания 11 снабжена впускным клапаном 13, свечей зажигания 14 и выпускным клапаном 15. Корпус 1 установлен на пневмоамортизаторах 16, закрепленных на подвижной плите 17, установленной на роликах 18. Положение машины в горизонтальном направлении фиксируется при помощи упора 19 и пневмоцилиндра 20. Разрезаемая заготовка 21 располагается между ножами 7 и 8.
Диаметр рабочего цилиндра 5 соизмерим с шириной разрезаемой заготовки 21, а высота штока составляет 0,3…0,5 диаметра рабочего цилиндра. При этом меньшие значения высоту штока соответствуют большим значениям ширины разрезаемой заготовки. В частности, для заготовки поперечным сечением 1500×250 мм диаметр рабочего цилиндра составляет около 1500 мм, а высота штока составляет 500…550 мм, а для заготовки сечением 2000×300 мм диаметр рабочего штока составляет около 2000 мм, высота штока 600…700 мм. При этом устойчивость положения поршня при движении не нарушается, так как центровка поршня при его движении обеспечивается также буртом 9, скользящим вдоль колонн 3.
Работа машины осуществляется следующим образом. Выпускной клапан 15 закрывается. Воздух из пневмоцилиндра 20 выпускается. Одновременно камера сгорания 11 через впускной клапан 13 наполняется газообразной топливной смесью, например горючим газом и сжатым воздухом. Затем топливная смесь свечей 14 поджигается. В результате сгорания топливной смеси давление в камере сгорания 11 многократно повышается. При открытии перепускного клапана 12 продукты сгорания поступают в рабочий цилиндр 5. Под действием давления продуктов сгорания шток 6 перемещается вверх, а корпус 1 и связанный с ним шабот 2 перемещаются вниз. Резка заготовки 21 производится двухсторонним внедрением ножей 7 и 8. В процессе резки машина под действием движущейся заготовки 21 перемещается в горизонтальном направлении. Длительность процесса резки составляет доли секунды. Поэтому величина горизонтального перемещения машины не превышает 3…5 см.
После завершения процесса резки открывается выпускной клапан 15, и продукты сгорания выпускаются из камеры сгорания 11 и рабочего цилиндра 5. При этом шток 6 под действием собственного веса опускается вниз, а корпус 1 и шабот 2 под действием амортизаторов 16 перемещаются вверх. Затем в пневмоцилиндр 20 подается сжатый воздух. Под действием пневмоцилиндра 20 машина перемещается влево до соприкосновения с упором 19. Далее рабочий цикл машины повторяется в той же последовательности.
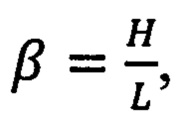
Определим рациональные значения соотношения высоты штока и диаметра рабочего цилиндра импульсной машины, предназначенной для резки слябов. На фиг. 2 представлена схема резки горячего сляба клиновидными ножами. Силу, действующую на нож со стороны разрезаемой заготовки, можно определить по следующей зависимости:

где х - глубина внедрения ножа, м;
α - угол клиновдиности ножа;
L - ширина заготовки, м;
q - давление на поверхности ножа, Па.
Работу, совершаемую для внедрения ножа в заготовку, можно определить по следующей формуле:

где h - полная глубина внедрения ножа.
Будем считать, что каждый нож внедряется на половину толщины заготовки. Тогда h=0,5Н, где Н - толщина заготовки. Подставляя это в зависимость (2), получим

Суммарная работа, совершаемая для внедрения в заготовку обоих ножей, равна


Эта работа совершается газом. Будем считать процесс расширения газа в рабочем цилиндре адиабатическим, тогда работа, совершаемая газом, определяется следующей зависимостью:


где PΖ - давление продуктов сгорания в камере сгорания, Па;
Vk- объем камеры сгорания, м;
K - показатель адиабаты;
б - степень расширения газа;
Vц - объем рабочего цилиндра, м.
Обозначим
тогда работа, совершаемая газом, должна быть равна работе резки заготовки. Тогда из зависимостей (5) и (6) получим

Из зависимости 7 следует, что

Подставляя это в уравнение (8), получим

Объем рабочего цилиндра в конце рабочего хода штока равен

где D - диаметр рабочего цилиндра, м;
h - рабочий ход штока, м.
Примем диаметр рабочего цилиндра равным ширине разрезаемой заготовки, т.е.

Тогда

Из уравнения (10) с учетом выражения (13) получим зависимость для определения необходимой величины рабочего хода штока

Показатель адиабаты для продуктов сгорания можно принять равным 1,3, т.е. К=1,3. Давление продуктов сгорания PΖ составляет 20…25 МПа, примем PΖ=20 МПа. Давление q, действующее на поверхности заготовки, в первом приближении можно принять равным пределу текучести материала заготовки. Учитывая высокую температуру заготовки, примем q ≈ 100 МПа. Рациональные значения 6 находятся в пределах 4…5, примем б=4. Угол клиновидности ножей а находится в пределах 20°…25°, примем α=20°. При этих данных из зависимости (14) получим

Рабочий ход штока составляет около


где hш - высота штока. Величина β чаще всего находится в 0,15…0,20, тогда

Отсюда, учитывая зависимость (12), получим

Следовательно

Таким образом, рациональные значения соотношения высоты штока и диаметра рабочего цилиндра находятся в пределах 0,3…0,5, что и принято в данной машине.
Благодаря рациональному соотношению высоты штока и диаметра рабочего штока существенно уменьшены общая высота и масса данной машины по сравнению с известной машиной. Машина очень компактна, благодаря этому она будет вписываться в линиях машин непрерывного литья заготовок, производящих слябы.
Реферат
Полезная модель относится к области обработки материалов давлением и может быть использована для резки горячего металла большого сечения, в частности слябов в линиях машин непрерывного литья заготовок. Вертикальная импульсная машина для безотходной резки движущейся металлической заготовки содержит корпус, в котором выполнены связанные запорным устройством камера сгорания и рабочий цилиндр с установленным в нем штоком, несущим нижний нож, и шабот с верхним ножом, жестко связанный с корпусом. Причем машина установлена на пневмоамортизаторах. Соотношение между высотой штока и диаметром рабочего цилиндра установлено в пределах 0,3-0,5. В результате обеспечивается снижение размеров и массы импульсной машины, предназначенной для резки слябов. 2 ил.
Комментарии