Многослойная стерилизационная обертка - RU2392971C2
Код документа: RU2392971C2
Чертежи
Описание
Персонал в центральном служебном помещении (CSR) или Отделении стерилизации (SPD) в больницах, обычно ответственный за упаковку хирургических материалов (инструментов), обеспечивает поддержание стерильности упакованного содержимого все время от стерилизации до момента повторного использования. Некоторые действия включены в задачу доставки стерильных инструментов к операционной и другим блокам.
Большинство из хирургических материалов и инструментов, используемых в операционной, являются повторно используемыми. Эти материалы обычно включают такие предметы как зажимы, ручки для лезвия скальпеля, ранорасширители, хирургические щипцы, ножницы, хирургические полотенца, лотки и т.п. Все эти материалы должны быть собраны после каждой операции и стерилизованы перед тем как их можно использовать снова в другой процедуре. Для этой цели металлические материалы помещают в лотки для инструментов из нержавеющей стали, при этом мягкие предметы, такие как хирургические полотенца, хирургические простыни и форму, заворачивают сразу же. В стандартной практике лотки и содержимое упаковок, каждый, в общем, оборачивают двумя листами материала, обычно упоминаемого как стерилизационная обертка.
Стерилизационная обертка обычно представляет собой тканый или нетканый материал, который при оборачивании вокруг лотка или содержимого упаковки конкретным описанным выше образом позволит входить стерилизационному пару/газу или другой среде для стерилизации содержимого лотка, при этом исключая доступ загрязнений, таких как бактерии или другие вызывающие инфекцию материалы или их переносчики, после стерилизации. Обычное средство стерилизации инструментов включает, помимо прочего, автоклавную обработку паром, воздействие газа оксид этилена и воздействие плазмы пероксида водорода, как это сделано в STERRAD® Sterilization System от Advanced Sterilization Products, Irvine, Канада.
При использовании обернутых лотков в качестве примера, после стерилизации обернутого лотка и его содержимого, обернутый лоток обычно хранится до тех пор, пока не потребуется для хирургической процедуры. Его затем переносят к месту использования, обычно к операционной комнате. При хранении и переносе в операционную обернутый лоток может несколько раз контактировать с руками. Каждый раз, когда обернутую упаковку трогают руками, существует возможность, что стерильность содержимого упаковки может быть под угрозой. Два самых обычных пути повреждения обернутой упаковки представляют собой разрыв или другое нарушение целостности оберточного материала, и влажность или обнаружение посторонних веществ на наружной обертке. Любой их них предписывает провести повторную обработку лотка и его содержимого.
Чтобы обеспечить и поддерживать стерильность упакованного содержимого, Ассоциация хирургических медсестер (AORN) разработала конкретные рекомендуемые правила обертывания внутрибольничных обработанных упаковок и обращения с ними. Общим правилом во многих больницах, как рекомендуется Ассоциацией AORN, является «двойное обертывание» внутрибольничных обработанных упаковок двумя слоями барьерного материала. Это сводит к минимуму возможность нарушения целостности вследствие повреждения в любом одном слое материала.
Основной способ двойного обертывания является «последовательным» по сути, то есть содержимое упаковки сначала обертывают одним листом стерилизационной обертки, а затем обертывают снова другим листом стерилизационной обертки. Другой способ двойного обертывания является «одновременным» по сути, то есть содержимое упаковки оборачивают двумя листами стерилизационной обертки в одно и то же время. То есть два листа стерилизационной обертки совмещают один на другом, и изделие, подлежащее обертыванию, помещают на верх этих двух листов, затем изделие оборачивают обоими листами материала в одно и тоже время.
Использовали различные исследования для отслеживания упаковок от исходного обертывания на всем пути через стерилизацию, хранение, обращение, перенос, разворачивание и конечное повторное использование. Эти исследования показывали уменьшение частоты повреждения целостности обернутых изделий вследствие разрыва или образования отверстий из-за улучшенных технологий и правил обращения и хранения, а также улучшенных стерилизационных упаковочных изделий и материалов. Одним из основных аспектов после таких попыток были экономические показатели.
Каждый раз, когда происходит повреждение целостности стерильной упаковки, она должна быть изъята из обращения, развернута, обернута повторно и повторно стерилизована посредством новой стерилизационной обертки перед ее правильным повторным использованием. На это тратится время и деньги.
Хотя частота повреждения оберток была снижена, таким образом приведя к экономии времени и денег, использование технологий одновременного обертывания дополнительно увеличивает экономию времени при обертывании и открывании упаковок и при этом приводит к еще большему снижению стоимости. Одновременное обертывание занимает меньше времени, чем последовательное обертывание и исследования в больницах показали, что одновременное обертывание еще и эффективно, как и последовательное обертывание, при поддержании стерильности в отсутствии повреждений обертки, которое обычно не зависит от способа обертывания.
Даже если больничные материалы может быть предпочтительно оборачивать одновременно, вместо последовательного обертывания, это занимает время для установки наружного и внутреннего листов обертки, и неудобства обращения со свободными оберточными материалами в процессе одновременного обертывания могут ухудшить экономию времени, которой надеялись достичь при попытке уйти от последовательного обертывания. Были разработаны изделия, которые снижали усилия, требуемые при одновременном обертывании, путем соединения наружного и внутреннего слоя так, что со слоями можно обращаться как с единым многослойным оберточным материалом. Например, одно такое изделие представляет собой KIMGUARD® ONE-STEP®, производимый компанией Kimberly-Clark Corporation, которое описано частично в патентах США № 5635134 и 5688476. Другие такие двухслойные стерилизационные обертки были обнаружены в патенте США № 6406764, Bayer и патенте США № 6517916, Bayer и др.
Какой бы материал не использовали в качестве стерилизационной обертки, важно, чтобы оберточные материалы обеспечивали хорошие барьерные свойства для поддержания стерильности упаковки и хорошие прочностные свойства, так чтобы разрыв или другой вид повреждений сводились к минимуму. В последнее время более важным результатом становится увеличение среднего веса стерилизуемых лотков. Последние исследования показали, что хотя вес лотков в прошлом обычно был ниже 17 фунтов, теперь вес лотков, превышающий 25 фунтов, не является необычным, при этом некоторые лотки весят более 35 фунтов. Это является результатом перехода к процедурам с большим количеством инструментов, особенно в таких областях практики, как ортопедическая и сердечно-сосудистая. Например, лоток для ортопедической операции может включать множество размеров медицинского долота, молотков и пил, а также смесителей, с помощью которых смешивают адгезив.
Чем тяжелее становится лоток и соответствующие инструменты, тем выше возможность разрыва и расщепления в обертывающих материалах. Повышение усилий, которые воздействуют на материалы, прямо пропорционально повышению веса того, что оборачивают этим материалом. Материалы, выполненные из полиолефинов, такие как полипропилен, чувствительны к разрезам с давлением вследствие свойства полипропилена растекаться под давлением. Повышенное давление, оказываемое лотком, вследствие повышенного веса лотка создает возможность разрезов с большим давлением. Если стерильная упаковка подверглась риску, она должна быть изъята из обращения, развернута, обернута повторно и повторно стерилизована перед ее надлежащим повторным использованием.
Прочность двухслойной системы повышалась при использовании более тяжелых слоев или более прочных материалов, но эти решения сопровождались повышенными расходами. Авторы изобретения обнаружили, что существует верхний предел прочности, которой можно достичь путем увеличения веса основы слоя из полиолефинового нетканого материала. За этим пределом повышение прочности за счет увеличенного веса основы становится предельным, хотя материал становится значительно более жестким, что приводит к затруднениям в использовании стерилизационной обертки.
Такие более тяжелые и большие лотки также обеспечивают другие проблемы для систем стерилизационного обертывания. Одна проблема, часто встречающаяся в системах стерилизации паром, состоит во влажности упаковок. Влажные упаковки часто возникают, когда не обеспечено достаточно времени для полного испарения конденсата, образуемого в процессе стерилизации паром. Влажные упаковки наиболее часто встречаются при тяжелом стерилизуемом содержимом (т.е. большее содержание металла), когда больше конденсата образуется в процессе нагревания содержимого. Конденсат собирается на лотке и в нем, и, если цикл не является достаточно долгим для высыхания обернутых упаковок, такая влага будет оставаться в лотке и оставлять возможный путь для проникания микроорганизмов в стерилизационную обертку.
Стандартная процедура при обнаружении влажной упаковки состоит в повторной стерилизации и, таким образом, увеличении времени и стоимости для конечного пользователя. Эта проблема, возможно, даже больше при использовании лотков, как описано выше, которые содержат большее количество инструментов или лотков, физически большего размера, которые подразумевают большее содержание металла.
Другие проблемы с лотками большего размера также включают тот факт, что лотки большего размера подразумевают большую площадь поверхности, чувствительную к наружному истиранию и разрезам. Лотки, содержащие большее количество предметов, также создают возможные готовые запасы и необходимость учитывать все содержимое лотков.
Следовательно, существует потребность в новой системе стерилизационного обертывания, которая действительно снижает возможность повторной обработки. Такая новая система стерилизационного обертывания обеспечит листы, разработанные для улучшенных свойств и повышенной функциональности. Особый интерес составляет система стерилизационного обертывания, которая обеспечит повышенную прочность, которая возможна при настоящем одноразовом использовании систем стерилизационного обертывания. Такие задачи обеспечиваются настоящим изобретением, как будет более понятно из последующего описания, формулы изобретения и чертежей.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на систему стерилизационного обертывания, выполненную из трех листов, соединенных вместе, причем каждый лист имеет свой собственный набор функций (свойств). Свойства, содержащиеся в третьем листе, включают по меньшей мере одно свойство, не включенное ни в первый, ни во второй листы, или содержит свойство, присущее по существу более высокому уровню функциональности, который имеется в первом или втором листах. Возможные свойства, которые могут присутствовать, представляют собой прочность, барьерные свойства и устойчивость к истиранию, устойчивость к разрезам, сопротивление скольжению, гидрофильность, капиллярность, впитывающую способность, возможность отметок, печатную способность, индикацию стерильности, прием крепежных средств и возможность адгезивного прикрепления.
В одном варианте выполнения первый и второй листы имеют свойства барьерности и прочности. В другом варианте выполнения третий лист имеет даже более высокий уровень прочности, чем первый или второй листы. Первый и второй листы системы стерилизационного обертывания могут представлять собой многослойные материалы типа фильерный слой - выдуваемый из расплава слой - фильерный слой, выполненные из полипропилена. В одном варианте выполнения третий слой может содержать волокна нейлона или полиэфира.
В другом варианте выполнения дополнительные свойства могут быть добавлены системе стерилизационного обертывания путем включения дополнительных листов, каждый из которых имеет свои собственные свойства, такие как описанные выше.
Каждый из листов системы стерилизационного обертывания по изобретению имеет периферический размер. Этот размер может быть одинаковым для каждого из первого, второго и третьего листов. Альтернативно, первый и второй листы могут иметь одинаковый периферический размер, тогда как третий лист может иметь другой периферический размер. В одном варианте выполнения периферический размер третьего листа меньше, чем периферический размер первого и второго листов.
В одном варианте выполнения листы системы стерилизационного обертывания соединены вместе при использовании соединительных средств, таких как адгезивное соединение, шовное соединение, термическое соединение или ультразвуковое соединение.
Система стерилизационного обертывания может быть приспособлена для использования при стерилизации паром или альтернативно может быть приспособлена для использования при стерилизации оксидом этилена. В другом варианте выполнения система стерилизационного обертывания приспособлена для формирования упаковки путем обертывания изделия, подлежащего стерилизации, а затем последующей стерилизации упаковки.
Изобретение также включает обернутую упаковку, образованную комбинацией системы стерилизационного обертывания из множества листов, такой как описано выше, и изделия, подлежащего стерилизации. Изделие, подлежащее стерилизации, в одном варианте выполнения представляет собой по меньшей мере повторно используемый медицинский инструмент.
Изобретение также обеспечивает способ стерилизации изделия, который предусматривает стадии обеспечения изделия, подлежащего стерилизации, обертывания изделия с помощью системы стерилизационного обертывания и подвергания обернутого изделия стерилизационным условиям в течение времени, достаточного для стерилизации изделия. Система стерилизационного обертывания, используемая в этом способе, представляет собой стерилизационную обертку из трех листов, соединенных вместе, как описано выше. В одном варианте выполнения этого способа условия стерилизации могут быть условиями стерилизации паром или условиями стерилизации оксидом этилена. В другом варианте выполнения система стерилизационного обертывания также включает четвертый лист, который соединен с тремя другими листами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
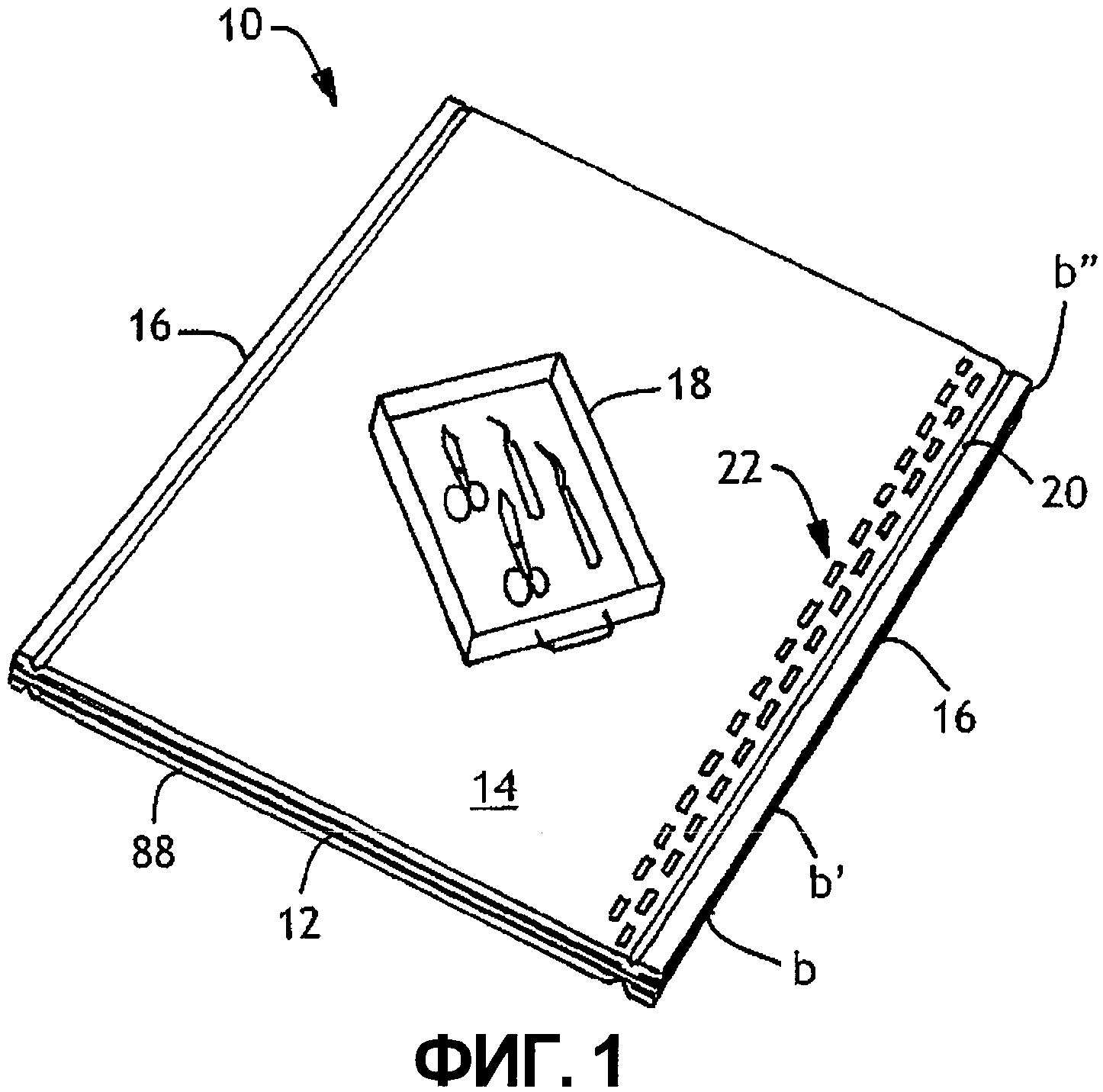
Фиг.1 - вид в перспективе многослойной системы одностадийного стерилизационного обертывания по настоящему изобретения со стерилизационным лотком, готовым для обертывания, помещенным на верх системы стерилизационного обертывания.
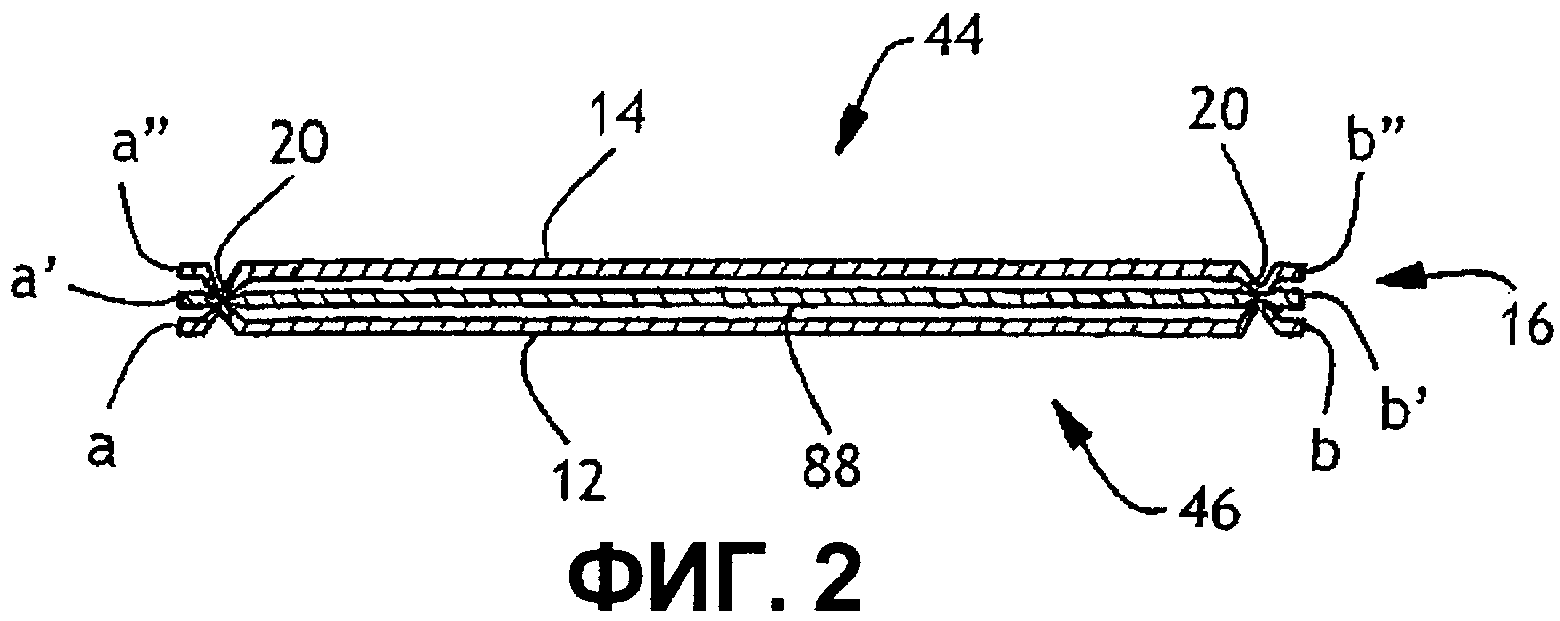
Фиг.2 - вид в сечении одного варианта выполнения многослойной системы одностадийного стерилизационного обертывания по настоящему изобретению.
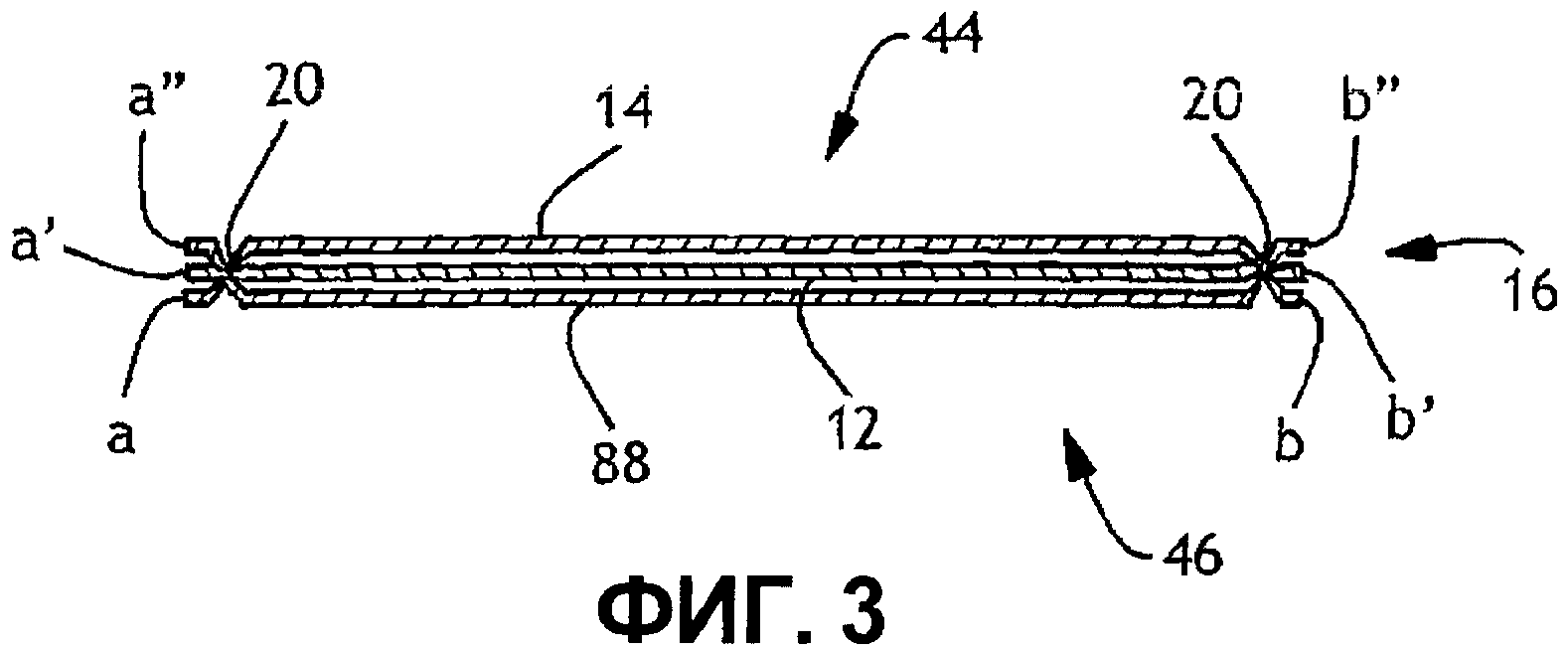
Фиг.3 - вид в сечении другого варианта выполнения многослойной системы одностадийного стерилизационного обертывания по настоящем изобретению.
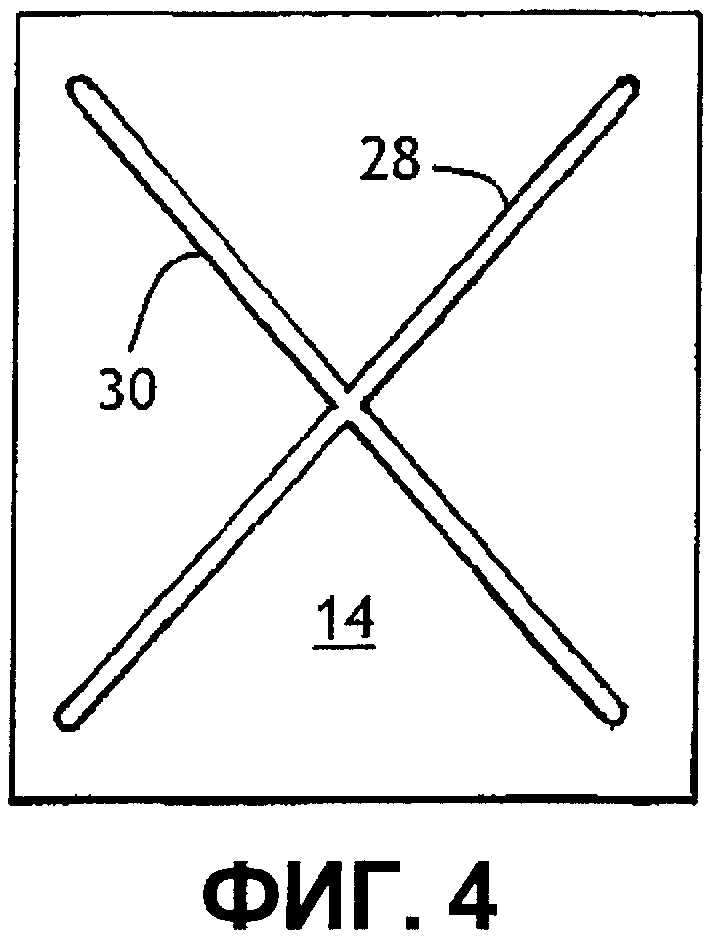
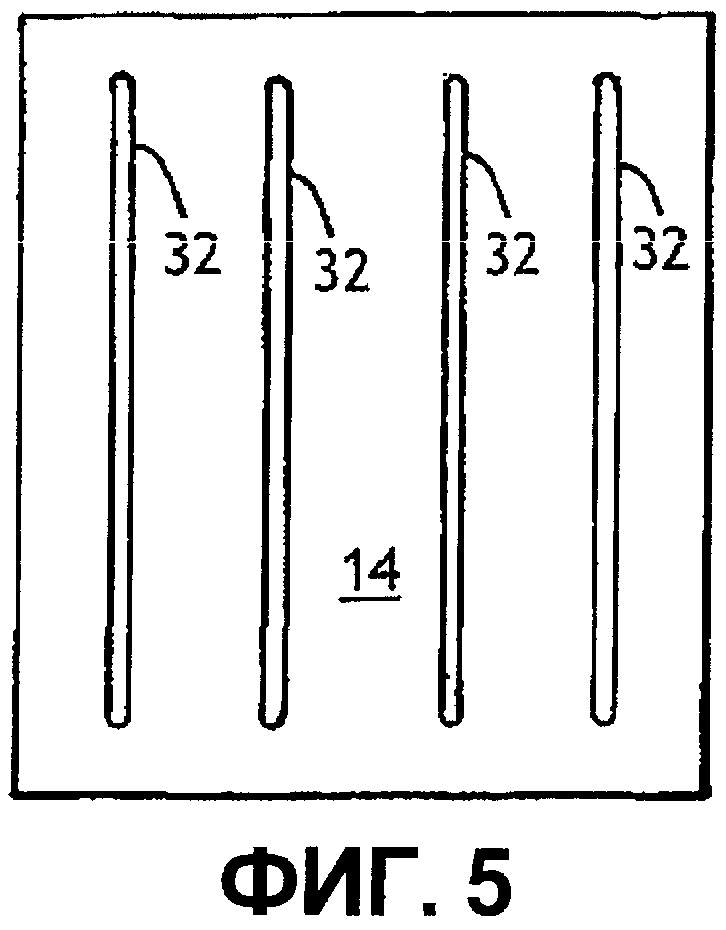
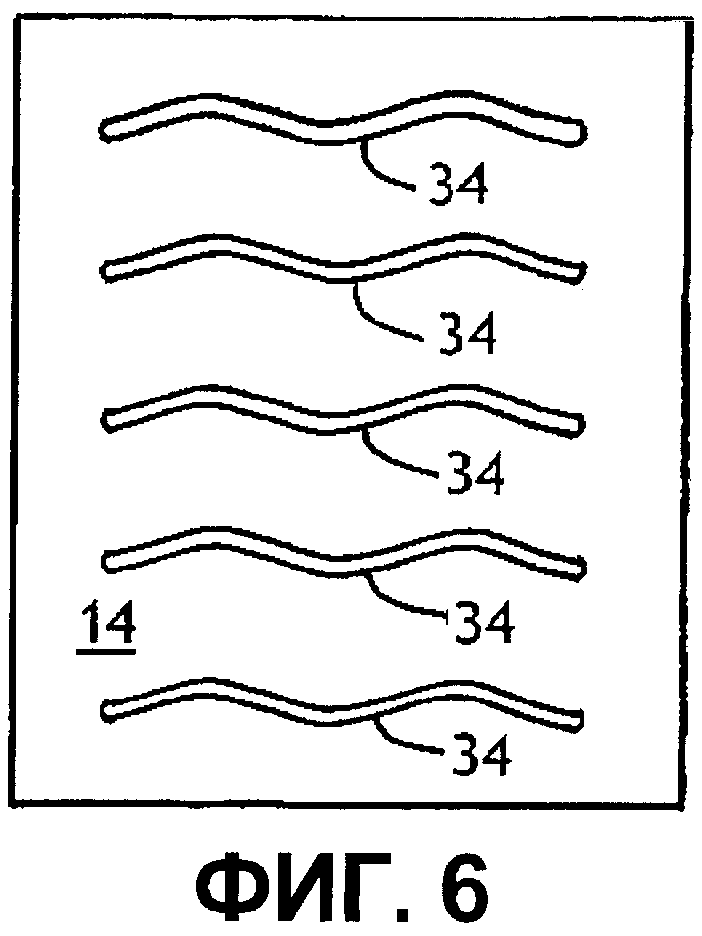
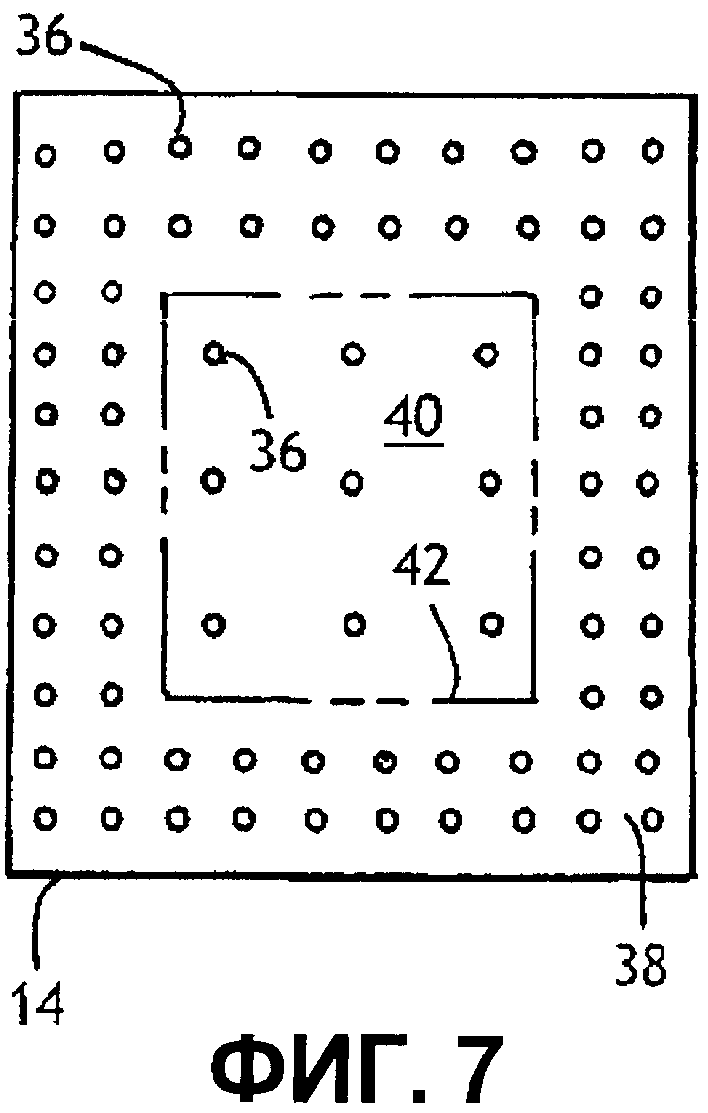
Фиг.4-7 - вид сверху дополнительных многослойных систем одностадийного стерилизационного обертывания по настоящему изобретению с различными соединительными узорами для соединения отдельных листов вместе.
ПОДРОБНОЕ ОПИСАНИЕ
Здесь описана система стерилизационного обертывания, подходящая для использования в процедурах одновременного обертывания для обертывания, стерилизации, хранения и использования стерилизованных предметов, таких как хирургические инструменты. Хотя настоящее изобретение будет описано в связи с его использованием в больницах и процедурах операционных комнат, система стерилизационного обертывания по настоящему изобретению предназначена для использования везде, где требуются стерилизованные материалы. Следовательно, последующее описание настоящего изобретения не должно ограничиваться объемом использования настоящего изобретения.
Ссылаясь на Фиг.1, 2 и 3 чертежей, показана система стерилизационного обертывания для содержания и поддержания стерильности хирургических инструментов и т.п. Система 10 стерилизационного обертывания включает первый лист 12, второй лист 14 и третий функциональный лист 88. Как видно на Фиг.1, первый лист 12, второй лист 14 и третий функциональный лист 88 размещены в обращенной друг к другу конфигурации, один поверх другого в вертикальном расположении. Каждый из листов может быть одним материалом или может быть также многослойным ламинатом, например таким как нетканый многослойный материал (ламинат) типа фильерный слой - выдуваемый из расплава слой - фильерный слой.
В общем, каждый из этих слоев имеет одинаковый общий размер и форму. В большинстве случаев листы будут квадратной или прямоугольной формы. В результате, каждый лист будет иметь по меньшей мере два в общем параллельных края а, а', а'' и b, b', b'', расположенных вдоль их периферий 16. Также возможно третий функциональный лист 88 может быть другого размера, чем первый и второй листы 12, 14. Третий функциональный лист может быть больше или меньше первого и второго листов. В случае, когда третий функциональный лист 88 меньше первого и второго листов 12, 14, третий функциональный лист 88 может быть центрирован относительно первого и второго листов 12, 14 или может быть размещен не по центру, как соответствует его функциональности.
На Фиг.2 показан вид в сечении изобретения по Фиг.1. В этом варианте выполнения обращенная наружу поверхность второго листа 14 образует первую наружную поверхность 44 системы 10 стерилизационного обертывания. Обращенная наружу поверхность первого листа 12 образует вторую наружную поверхность 46. Третий функциональный лист 88 расположен между первым листом 12 и вторым листом 14. В варианте выполнения, показанном на Фиг.1 и 2, обернутое изделие 18 будет находиться в контакте с первой наружной поверхностью 44, которая в этом случае будет обращенной наружу поверхностью второго листа 14. Вторая наружная поверхность 46, которая в этом случае будет обращенной наружу стороной первого листа 12, образует наружную сторону готовой обернутой стерилизационной упаковки.
На Фиг.3 показан вид в сечении альтернативного варианта выполнения изобретения. На Фиг.3 первая наружная поверхность 44 еще будет обращенной наружу поверхностью второго листа 14, но вторая наружная поверхность 46 будет обращенной наружу поверхностью третьего функционального листа 88. В этом варианте выполнения первый лист 12 будет расположен между вторым листом 14 и третьим функциональным листом 88.
Хотя это и не показано в примерах, все другие комбинации этих листов входят в объем настоящего изобретения. Как будет описано более подробно ниже, дополнительные функциональные листы в различных комбинациях расположения с показанными листами также входят в объем настоящего изобретения. Такие дополнительные функциональные листы могут быть такого же размера, что и первый, и второй листы 12, 14, могут быть такого же размера, как третий функциональный лист 88, или могут быть другого размера, чем любой из других листов.
Для облегчения обертывания изделия 18, как показано на Фиг.1, первый лист 12 и второй лист 14 и третий функциональный лист 88 прикреплены друг к другу таким образом, чтобы удерживать три листа вместе, при этом еще поддерживая их внешнее отличие, так чтобы конечный пользователь мог видеть, что изделие обернуто множеством отдельных листов стерилизационной обертки. В общем, листы будут соединены по всем их перифериям 16 или по их участку. Как специально показано на Фиг.1, 2 и 3, два листа соединены друг с другом по всей длине двух в общем, параллельных краев обертки а-а'-а'' и b-b'-b''. Края могут быть соединены друг с другом с помощью множества подходящих средств, включающих адгезивы, сшивание, термическое соединение и ультразвуковое соединение, но не ограничивающихся ими, вместе упоминаемых как соединение. Как показано на Фиг.1, 2 и 3, непрерывные соединения 20 выполнены посредством ультразвукового соединения и продолжаются по всей длине краев толька внутри или вдоль всей периферии 16 на противоположных сторонах листов 12, 14 и 88.
В дополнение к непрерывным соединениям 20 или в качестве альтернативы вторую группу соединений 22 можно использовать для закрепления множества листов вместе. Вторая группа соединений 22 на Фиг.1 представляет собой группы разнесенных и отдельных точек соединения в виде двух рядов параллельных, но разнесенных прямоугольников или других фигур, с прямоугольниками в одном ряду, смещенном от другого ряда, так что они находятся в перекрывающем соотношении, если смотреть на систему 10 стерилизационного обертывания сбоку. Этот соединительный узор использовали для сшивания рукавов одноразовых хирургических халатов, произведенных Kimberly-Clark Corporation, Neenah, Висконсин. Вторая группа соединений 22 может быть только внутри непрерывных соединений 20 и служит для дополнительного соединения нескольких листов 12, 14 и 88 вместе, когда используется сама по себе или вместе с непрерывными соединениями 20.
Также вероятно, что соединение присутствует по всей периферии листов, удерживая листы вместе по всем четырем краям периферии (периметра).
Также можно осуществить соединение между несколькими листами 12, 14 и 88 множеством других способов, которые приведены для примера, по меньшей мере частично, на Фиг.4-7. На Фиг.4-7 несколько листов наложены друг на друга и соединены друг с другом посредством одного или более соединительных участков, которые могут быть длинными непрерывными линиями соединения, такими как показано на Фиг.4-6, или множеством локализованных соединительных точек, таких как показано на Фиг.7. На Фиг.4, которая представляет собой вид сверху, множество оберток системы 10 стерилизационного обертывания соединены вместе посредством двух крестообразных соединительных линий 28, 30, которые образуют «Х»-образный узор через поверхность системы 10 стерилизационного обертывания. На Фиг.5 множество листов системы 10 стерилизационного обертывания соединены друг с другом посредством рядов параллельных соединений 32, которые по всей длине или ширине или по участку длины или ширины системы 10 стерилизационного обертывания. На Фиг.6 обеспечены ряды синусоидальных соединений 34.
В дополнение к относительно длинным соединениям или швам, показанным на Фиг.4-6, или вместе с ними множество листов системы 10 стерилизационного обертывания могут быть соединены посредством множества локализованных прерывистых соединительных точек 36, таких как показано на Фиг.7. Эти соединительные точки могут быть равномерно расположены на поверхности системы 10 стерилизационного обертывания или могут быть разбиты на две или более области, при этом каждая из этих областей имеет меняющиеся степени или плотности мест соединений. Ссылаясь конкретно на Фиг.7, система 10 стерилизационного обертывания разделена на первую область 38 и вторую область 40, которые, для иллюстративных целей, показаны на Фиг.7 как разделенные воображаемой пунктирной линией 42. Первая область 38 имеет большее количество от общего множества мест соединения на единицу площади, чем вторая область 40. Кроме того, первая область 38 полностью окружает вторую область 40, при этом образуя систему 10 стерилизационного обертывания, в которой периферия системы 10 стерилизационного обертывания имеет, в общем, большую степень соединения, чем центральный участок системы 10 стерилизационного обертывания.
Также можно использовать другие комбинации соединительных узоров. Например, индексы, логотипы и другие печатные объекты можно использовать в качестве соединительного узора для соединения множества листов обертывающей системы вместе. Таким образом, соединительный узор может быть выражением, таким как "KIMBERLY-CLARK" или "KIMGUARD®".
Для некоторых пользователей важный признак системы одностадийного стерилизационного обертывания по настоящему изобретению состоит в том, что пользователь может визуально определить, что система действительно включает множество листов. Возможность увидеть это повышает уровень комфорта пользователя в том, что не один, а несколько листов защищают обернутое изделие. Таким образом, множество листов системы стерилизационного обертывания должны быть соединены друг с другом с достаточной степенью соединения, так что листы не отделяются, но и не такое соединение, при котором листы выглядят как один лист. С этой целью система 10 стерилизационного обертывания может выглядеть как имеющая первую наружную поверхность 44 и вторую наружную поверхность 46 на противоположных сторонах системы 10 стерилизационного обертывания, см. Фиг.2. Для поддержания визуальной отличительной способности двух соответствующих площадей поверхности предпочтительно, если площадь поверхности мест соединения не занимает более около 50 процентов площади поверхности и первой, и второй наружных поверхностей 44, 46 системы 10 стерилизационного обертывания.
Желая поддерживать визуальную отличительную способность системы стерилизационного обертывания, листы системы стерилизационного обертывания должны быть достаточно соединены друг с другом, так чтобы они не отделялись легко друг от друга в процессе удаления системы стерилизационного обертывания с ее исходной упаковки, обертывания изделий, подлежащих стерилизации с помощью системы стерилизационной обертки и разворачивания стерилизованных изделий для использования. Следовательно, предпочтительно, чтобы требовалось растягивающее усилие по меньшей мере в один фунт для отделения соединенных листов друг от друга.
В общем, соединенные системы стерилизационного обертывания имеют несколько размеров для обертывания изделий и лотков различных размеров. Обычные размеры включают 18, 24, 30, 36, 40, 45, 48 и 54 квадратных дюйма, а также прямоугольники 54 дюйма на 72 дюйма. Для обертывания изделия, в этом случае стерилизационного лотка 18, такого как показан на Фиг.1, изделие помещают на системы 10 стерилизационного обертывания в контакте со вторым листом 14, так что четыре угла системы стерилизационного обертывания могут быть сложены на упаковку поочередно. Как только складывание завершено, систему стерилизационного обертывания запечатывают с помощью ленты, обернутая упаковка готова для стерилизации.
Каждый из листов может иметь свои собственные особые свойства. Основная функция второго листа 14 состоит в действии в качестве первичного фильтрационного барьера, тогда как первичная функция первого листа 12 состоит в обеспечении прочности, а вторичная функция также в обеспечении барьера для бактерий и других загрязнений. Третий функциональный лист 88 обеспечивает дополнительную функциональность, не присутствующую ни в первом, ни во втором листах 12, 14, или обеспечивает функциональность в большей степени, чем имеется в первом или втором листах 12, 14.
Как первый лист 12, так и второй лист 14 могут быть выполнены из множества материалов. Системы стерилизационного обертывания обычно характеризуются как попадающие в два основных класса, повторно используемые и одноразовые. Повторно используемыми являются материалы, которые, в соответствии с названием, можно использовать повторно, обычно посредством мытья или некоторой другой формы очищения. Одноразовыми, с другой стороны, обычно являются изделия однократного использования, которые выбрасывают или перерабатывают после первичного использования. В общем, ткани, лен или другие тканые материалы попадают в категорию повторно используемых, тогда как одноразовые изделия включают нетканые материалы, выполненные либо из натуральных, либо из синтетических волокон, либо из тех и других, таких как бумага, волокнистые полимерные нетканые материалы, а также пленки, которые способны пропускать стерилизующее вещество и задерживать прохождение бактерий и других загрязнений.
Нетканые системы стерилизационного обертывания стали более предпочтительными благодаря их барьерным свойствам, экономическим показателям и соответствующему качеству. Нетканые материалы могут быть выполнены с помощью различных процессов, включающих процессы укладки воздухом, процессы влажной укладки, процессы гидроперепутывания, фильерное производство, выдувание из расплава, кардочесание и соединение штапельных волокон и прядение из раствора, но не ограничиваясь ими. Сами волокна могут быть выполнены из различных как натуральных, так и искусственных материалов, включающих целлюлозу, вискозу, нейлон, полиэфиры, полиолефины и многие другие материалы, но не ограничивающихся ими. Волокна могут быть относительно короткими, волокнами штапельной длины, обычно менее около 3 дюймов или более длинными, более непрерывными волокнами, такими, которые производят посредством процессов фильерного производства и выдувания из расплава. Какие бы материалы не выбрали, полученная обертка должна быть совместима с конкретной используемой технологией стерилизации и должна также обеспечивать как прочность, так и барьерные свойства для поддержания стерильности обернутого содержимого до использования.
Было обнаружено, что волокна на основе полиолефинов и полученные из них нетканые материалы являются особенно подходящими для производства систем стерилизационного обертывания. Полипропиленовые нетканые материалы фильерного производства, такие как производимые компанией Kimberly-Clark Corporation, можно использовать для придания прочностных свойств стерилизационной обертке и, более конкретно, первому листу 12. В улучшенных вариантах выполнения первый лист 12 может быть выполнен из многослойных материалов, таких как многослойный материал из слоев фильерного производства и выдуваемого из расплава или фильерного производства, выдуваемого из расплава, фильерного производства для придания как прочностных, так и барьерных свойств первому листу 12.
Материал, состоящий из фильерного слоя - выдуваемого из расплава слоя - фильерного слоя выполнен из трех отдельных слоев, которые ламинированы друг с другом. Способ выполнения этих слоев известен и описан в патенте США № 4041203, Brock и др. заявителя, который включен сюда полностью посредством ссылки. Материал по Brock и др. представляет собой трехслойный ламинат со слоями фильерного производства - выдуваемым из расплава - фильерного производства, который обычно обозначают аббревиатурой "SMS". Два наружных слоя материала SMS представляют собой материал фильерного производства, выполненный из экструдированных полиолефиновых волокон или элементарных нитей, уложенных в произвольном узоре, а затем соединенных друг с другом. Внутренний слой представляет собой выдуваемый из расплава слой, также выполненный из экструдированных полиолефиновых волокон, обычно меньшего диаметра, чем волокна слоев фильерного производства. В результате, выдуваемый из расплава слой обеспечивает улучшенные бартерные свойства благодаря его тонкой волокнистой структуре, которая позволяет стерилизационному агенту проходить через материал, при этом предотвращая прохождение бактерий и других загрязнений. Наоборот, два наружных слоя фильерного производства обеспечивают большую долю показателя прочности во всем многослойном материале. Многослойный материал может быть выполнен при использовании прерывистого соединительного узора, который предпочтительно используют с узором, по существу регулярно повторяющимся по поверхности многослойного материала. Узор выбирают так, что соединения занимают около 5-50% площади поверхности многослойного материала. Предпочтительно, соединения занимают около 10-30% площади поверхности многослойного материала.
Конкретный признак настоящего изобретения состоит в особом изготовлении, подходящем для каждого из слоев соответствующего первого листа 12 и второго листа 14. Хотя эти два листа могут быть идентичны друг другу, в улучшенных вариантах выполнения настоящего изобретения первый лист 12 выполнен для обеспечения более высоких прочностных свойств, чем второй слой 14. Это обеспечивает более высокий барьер для разрыва и других возможных повреждений обернутого изделия от внешних объектов. Наоборот, в улучшенных вариантах выполнения настоящего изобретения второй лист 14 выполнен для обеспечения более высоких барьерных свойств, чем первый лист 12. Регулирование барьерных и прочностных свойств может, в общем, выполняться путем регулирования веса основы наружного и внутреннего листов, а также веса основы каждого из отдельных слоев в каждом из листов. Подходящий вес основы меняется для каждого из листов между около 0,5 и около 3,5 унций на квадратный ярд (osy) (от 17 до около 119 грамм/квадратный метр (г/кв.м)).
Хотя первый и второй листы 12, 14 обертки обеспечивают барьерные свойства и некоторую степень прочности системе стерилизационного обертывания, третий функциональный слой 88 обеспечивает дополнительное свойство оберточной системе.
Одно возможное свойство представляет собой более высокую степень прочности, чем обеспечивают первый и второй листы 12, 14. Одним из ограничений использования нетканого материала, такого как полипропиленовый материал с фильерным слоем - выдуваемым из расплава слоем - фильерным слоем, типа часто используемого для первого и второго листов является ограничение прочности, которая может быть обеспечена путем повышения веса основы многослойного материала. Прочность многослойного материала повышается, когда многослойный материал становится более толстым и становится затруднительно соединять многослойный материал вместе. Полученный многослойный материал является жестким и становится неподходящим для использования в качестве листа системы стерилизационного обертывания. Однако третий функциональный лист 88 может быть выполнен из материала более высокой прочности без какого-либо влияния на барьерные свойства, уже обеспеченные первым и вторым листами. Такой третий функциональный лист 88 может быть тканым или нетканым материалом из более прочного полимера, например такого как полиэфир или нейлон. Когда такой третий функциональный лист с повышенной прочностью включен в систему стерилизационной обертки, этот третий функциональный лист 88 действует в качестве поддерживающего прочность элемента системы стерилизационного обертывания. Без обеспечения все этой прочности вес основы первого и второго листов 12, 14 может быть снижен, обеспечивая экономию при возмещении затрат на дополнительные листы.
Кроме того, разработка и производство могут быть упрощены путем использования общих первого и второго листов 12, 14 на всей или минимально на участке линии производства системы стерилизационного обертывания. Полная линия продуктов системы стерилизационного обертывания обычно будет иметь различные системы стерилизационного обертывания, подходящие для различных потребностей пользователей. Это означает, что должны производиться и разрабатываться первые и вторые листы различного веса для соответствия требованиям различных продуктов, предлагающихся пользователям. Однако с помощью многослойной системы стерилизационного обертывания по настоящему изобретению можно использовать первый и второй листы 12, 14 с одинаковым весом по всей линии продуктов. Кроме того, прочность, барьерные и другие свойства, которые связаны с различными продуктами линии, будут добавлены путем включения одного или более дополнительных листов.
Например, для линии продуктов с повышенной прочностью, которая включает обертывающую систему, выполненную из двух листов 0,5 унций /кв.ярд (17 г/кв.м) SMS-материала, обертывающую систему, выполненную из двух листов 1,0 унций/кв.ярд (35 г/кв.м) SMS-материала, и обертку, выполненную из двух листов 1,5 унций/кв.ярд (52 г/кв.м) SMS-материала, потребуется производство и обеспечение SMS-материалов 0,5, 1ю0 и 1,5 унций/кв.ярд. Та же линия продуктов, использующая настоящее изобретение, может быть произведена посредством множества листов SMS-материала 0,5 унций/кв.ярд или множества листов SMS-материала 0,5 унций/кв.ярд вместе с дополнительным листом (листами) повышенной функциональной прочности. С помощью настоящего изобретения меньше различных типов листовых материалов может быть произведено и поддерживаться в наличии для производства настоящей линии продуктов системы стерилизационного обертывания, в дополнение к системам стерилизационного обертывания повышенной функциональности, как указано в данном описании.
Другое свойство, которое может быть обеспечено, представляет собой сопротивление истиранию и разрезам. Как описано выше, появление стерилизационных лотков большего размера может означать большие площади поверхности, чувствительные к истиранию, отслаиванию, царапанию и разрезам. Такие дефекты, определяемые на наружной стороне стерилизационной упаковки, могут означать, что лоток требует повторной стерилизации. Третий функциональный лист 88 может быть наружной оберткой системы стерилизационного обертывания и может быть выполнен для обеспечения прочного материала, устойчивого к таким истирания или разрезам. Если материал, такой как полиэфир или нейлон, используют в качестве наружного листа, третий функциональный лист 88 может обеспечивать повышенную прочность, описанную выше, вместе с со свойством сопротивления истиранию или разрезам.
Третий функциональный лист 88 может быть также выполнен для решения проблем влажных упаковок. Этот лист может включать впитывающий материал, такой как целлюлоза, пульпа, хлопок, другие натуральные впитывающие волокна или волокна, которые были обработаны для придания им гидрофильности. При размещении в качестве внутреннего слоя системы стерилизационного обертывания этот лист может способствовать впитыванию и распределению конденсации, образуемой в процессе стерилизации, таким образом, позволяя влаге испаряться более эффективно на стадии сушки процесса стерилизации.
Другие свойства могут быть включены в третий функциональный лист 88 в комбинации с уже описанными свойствами или могут присутствовать сами по себе. Некоторые рассматриваемые свойства включают улучшенное сопротивление скольжению, поверхность, на которую легко наносить печать, поверхность, на которой легко писать и/или наносить индикатор стерильности. Дополнительные рассматриваемые свойства представляют собой материалы, которые более чувствительны к закрепляющей ленте, материалам типа крючок и петля, самозакрывающимся материалам и/или другим закрепляющим для закрывания стерилизационной обертки. Любые из этих свойств в комбинации или сами по себе могут быть выполнены в одном материале, используемом в качестве третьего функционального листа 88.
Альтернативно, дополнительные функциональные листы могут быть включены в систему стерилизационного обертывания для обеспечения ее единственного свойства или множества свойств. Например, система стерилизационного обертывания может включать четвертый функциональный лист, при этом четвертый функциональный лист имеет другую функциональность, чем другие три листа. Альтернативно, система стерилизационного обертывания может также включать пятый функциональный лист. Дополнительные функциональные листы также рассматриваются в объеме настоящего изобретения.
Некоторые из этих дополнительных функциональных листов могут быть такого же размера, как первый и второй листы обертки, или они могут быть другого размера, чтобы лучше соответствовать их конкретным свойствам. Например, дополнительный функциональный лист, включающий функциональность застежек типа крючок и петля, может присутствовать только на участке функционального листа, где требуется закрепление, когда система стерилизационного обертывания обернута вокруг изделия. Другим примером является функциональный лист с впитывающей способностью, который будет помещен внутрь (в контакте с изделием, подлежащим стерилизации), системы стерилизационного обертывания. Такой впитывающий лист может быть меньшего размера, чем первый и второй листы 12, 14, и расположен в центре относительно первого и второго листов 12, 14. Это позволяет поместить впитывающие волокна в контакте с изделием, подлежащим стерилизации, чтобы уменьшить влажные упаковки, но впитывающие волокна не используют в областях, где они не могут быть полезными.
При выполнении внутренних и наружных листов с различными свойствами обычно важно, чтобы система 10 стерилизационного обертывания была размещена так, что правильная (соответствующая) поверхность листа обращена к изделию, подлежащему обертыванию, а другая поверхность листа обращена от обертываемого изделия. Обычно это означает, что первая наружная поверхность 44 находится в контакте с изделием 18, подлежащим обертыванию, а вторая наружная поверхность листа будет расположена от обертываемого изделия 18. С этой целью может быть предпочтительно производить внутренние и наружные листы, которые визуально отличаются друг от друга. Выражение «визуально отличающиеся» подразумевает, что большинство людей, которые регулярно используют такие материалы, буду способны определить разницу между первой наружной поверхностью 44 и второй наружной поверхностью 46 системы 10 стерилизационного обертывания на основе визуального наблюдения двух поверхностей. Одним из средств достижения такого эффекта будет затенение, окрашивание или добавление текстуры второму листу 14, отличное от первого листа 12. Кроме того, нанесение печати или других знаков может быть использовано для различения двух листов друг от друга.
Листы, имеющие разные свойства, также могут быть выполнены визуально различимыми. Выражение «визуально различимые» подразумевает, что листы, имеющие конкретную функциональность, можно будет визуально отличить от листов, имеющих другую соответствующую функциональность. По существу определенные свойства могут быть связаны с конкретным визуальным отличием. Например, лист, имеющий свойство сопротивления скольжению, может быть конкретного цвета, тогда как лист, имеющий свойство высокой прочности, может быть другого цвета или может иметь другую текстуру, чем лист с сопротивлением скольжению.
Комплект систем функционального обертывания может быть выполнен с различными комбинациями свойств, которые включены в соответствующие листы. Как описано выше, каждое из различных свойств, которые включены в виде соответствующих листов, может быть визуально отличимым от других листов с другими свойствами. Информация, касающаяся этих свойств, вместе с их соответствующими визуальными отличиями может сопровождать комплект систем стерилизационного обертывания. Лицо, использующее эту информацию, затем сможет выбрать среди прочих комплект систем стерилизационного обертывания, чтобы выбрать желаемые свойства.
В одном варианте выполнения система стерилизационного обертывания может быть выполнена из четырех листов, каждый с разным свойством, соединенных вместе только на одном из углов листов. Лицо, использующее информацию, касающуюся свойств различных листов, будет иметь возможность выбрать желаемое свойство и размещение его относительно изделия, подлежащего стерилизации. Это лицо будет иметь возможность управлять листами системы стерилизационного обертывания, так что листы с выбранными свойствами будут ориентированы по желанию. Это управление листами может включать возможность складывать, отрывать, удалять участки, скручивать, сворачивать, сдвигать или переворачивать любой один или более листов обертывающей системы и любую комбинацию из этих манипуляций, но не ограничивается ими.
Еще один вариант выполнения будет иметь пятый функциональный лист, который также будет прикреплен в углу системы стерилизационного обертывания. Также можно использовать другие варианты выполнения с шестью, семью и/или большим количеством функциональных листов.
Еще один вариант выполнения вышеописанной системы стерилизационного обертывания с множеством функциональных листов использует другие средства прикрепления листов, так что желаемое свойство может быть выбрано среди прочих функциональных листов. Вместо соединения листов вместе только в углу листов, листы могут быть соединены в противоположных углах или в трех углах или с помощью любого другого соединительного узора, который позволит управление листами, так чтобы позволить перекомпоновку листов относительно изделия, подлежащего стерилизации. Один дополнительный вариант выполнения может состоять в соединении листов вместе таким образом, что листы с нежелательными свойствами могут быть легко удалены из системы стерилизационного обертывания, оставляя только те листы, которые имеют желаемые свойства.
ПРИМЕРЫ
Чтобы показать свойства, обеспечиваемые настоящим изобретением, несколько систем стерилизационного обертывания были изготовлены, а затем испытаны по сравнению с другими доступными стерилизационными обертками, имеющимися в настоящее время. Kimberly-Clark Corporation производит ряд однослойных двухслойных материалов стерилизационного обертывания, выполненных из ряда многослойных материалов SMS с различным весом основы. Эти несколько основных многослойных материалов SMS вместе с их соответствующим весом основы (приведенным в единицах грамм на квадратный метр) показаны в Таблице 1.
Несколько многослойных систем стерилизационного обертывания были произведены для испытания при использовании этих стандартных основных SMS-материалов. Для сравнения, промышленно производимые системы стерилизационного обертывания были удвоены путем комбинирования с двумя листам каждого из материалов, перечисленных в Таблице 1 (Коды 3-5). Коды, показывающие вариант выполнения с повышенным прочностным свойством, были произведены путем добавления листа дополнительной прочности между двумя листами стандартного основного SMS материала КС300. Перечень и описание каждого из кодов, произведенные для испытания, приведены в Таблице 2.
Код 1 содержит лист полипропиленового (ПП) материала фильерного производства (ФП), имеющий вес основы 30,52 г/кв.м, расположенный между двумя листами КС300 основного SMS-материала. Код 2 содержит лист ПП гидравлически перепутанного ФП, имеющего вес основы 44, 08 г/кв.м, расположенный между двумя листами КС300 основного SMS материала. Коды 3, 4 и 5 представляют собой системы стерилизационного обертывания, каждая из которых выполнена из двух листов основных SMS материалов, как показано в Таблице 2. Коды 3, 4 и 5 промышленно производят как KIMGUARD ONE-STEP® KC300, KIMGUARD ONE-STEP® KC400 и, KIMGUARD ONE-STEP® KC500, соответственно.
Каждый из образцов испытывали на прочность на разрыв при захвате, прочность на разрыв на трапеции, воздухопроницаемость и драпировочную прочность. Для всех этих испытаний, за исключением испытания на воздухопроницаемость, материал испытывали с образцами, взятыми как в машинном направлении (МН), так и в поперечном направлении (ПН) материала. Выражение «машинное направление», используемое здесь, относится к направлению перемещения формующей поверхности, на которой расположены волокна в процессе формования нетканого полотна. Выражение «поперечное направление», используемое здесь, относится к направлению, перпендикулярному машинному направлению, которое определено выше.
Испытания на прочность на разрыв при захвате измеряют прочность материала в одном направлении материала путем измерения нагрузки, требуемой для разрыва материала при постоянном удлинении. Прочности на разрыв при захвате образцов измеряли по существу в соответствии с ASTM 5034-95 (с использованием сухих образцов). Измерения прочности на разрыв образцов выполняли с помощью испытательного устройства с Постоянной Скоростью Растяжения (ПСР), а именно Sintech S/2 Workstation, от MTS Systems Corporation, Eden Prairie, США, оборудованного датчиками нагрузки либо 50 фунтов-силы, либо 100 фунтов-силы (т.е. больший датчик нагрузки, используемый для более прочных образцов), и при использовании программного обеспечения Testwork также от MTS Systems Corporation. «Прочность на разрыв» относится к максимальной нагрузке или усилию (т.е. разрывающему усилию), приложенному при удлинении образца для повреждения (разрыва). Результаты выражены в единицах силы (фунт-сила, также упоминаемых здесь как «Ibs») и представляют собой среднее значение 10 отдельных образцов, каждый из которых 102 мм (4 дюйма) шириной на 152 мм (6 дюймов) длиной (в направлении удлинения). Для преобразования результаты, приведенные в фунтах в килограммы, следует умножить на 0,454.
Трапецеидальная прочность на разрыв представляет собой измерение сопротивления отрыву материала. Трапецеидальную прочность на разрыв измеряли по существу в соответствии с ASTM D5733099 (Условие 1 - без условий). Измерения трапецеидальной прочности на разрыв образцов были выполнены с помощью испытательного устройства с Постоянной Скоростью Растяжения (ПСР), а именно Sintech S/2 Workstation, от MTS Systems Corporation, Eden Prairie, США, оборудованного датчиками нагрузки либо 50 фунтов-силы, либо 100 фунтов-силы (т.е. больший датчик нагрузки, используемый для более прочных образцов), и при использовании программного обеспечения Testwork также от MTS Systems Corporation. Десять отдельных образцов каждого кода были испытаны, при этом каждый образец был вырезан для производства образца равнобедренной трапеции, требуемого испытательным методом. Прочность на разрыв подсчитывали как среднее значение первого пика и пика нагрузки и выражали в единицах силы (фунт-сила). Для преобразования результатов, приведенных в фунтах в килограмм, умножают на 0,454.
Воздухопроницаемость (пористость) представляет собой измерение скорости прохождение воздуха через известную область образца. Чем выше полученный результат, тем более открытым является материал, таким образом позволяя большее прохождение воздуха. Воздухопроницаемость измеряли по существу в соответствии с ASTM 737-96. Измерения образца проводили с использованием Устройства испытания воздухопроницаемости TEXTEST FX 330 от компании Schmid Corporation, Spartanburg, Sc, США. Испытательная головка была 38 см2 и испытательное давление было 125 Па. Лабораторные условия испытания были 23+/-1°С и 50+/-2% относительной влажности. Проницаемость рассчитывали как среднее из 10 отдельных образцов и выражали в кубических футах в минуту (куб.фут/мин). Для преобразования результатов, полученных в кубических футах в минуту в кубические метры в минуту, умножали на 0,0283.
Драпировочная жесткость представляет собой измерение сопротивления сгиба для материала. Драпировочную жесткость измеряли по существу в соответствии с Консольным испытанием (операция А) ASTM 1388-96 (2002). Жесткость материала испытывали с помощью устройства консольного испытания, а именно Модель 79010 Cantilever Bending Tester от Testing machine. Inc. Amityville, NY, США. Значения, представленные как «драпировочная жесткость» представляют собой половину длины материала, свешивающегося с края испытательной платформы, когда ведущий край материала достигает угла 41,5° от горизонтали. Драпировочную жесткость рассчитывали как среднее значение 10 отдельных образцов и выражали в длине (дюйм). Для преобразования результатов, полученных в дюймах в миллиметры, умножали на 25,4.
Системы стерилизационного обертывания, используемые при испытаниях, были выполнены из нескольких листов, при этом листы были соединены вместе на двух противоположных краях системы стерилизационного обертывания. Для испытания драпировочной жесткости каждый отдельный измеряемый образец имел 25 мм в ширину и 203 мм в длину (1 дюйм на 8 дюймов). Как в случае испытания прочности при захвате и трапецеидального разрыва, комплекты образцов испытывали в машинном направлении и поперечном направлении систем стерилизационного обертывания, не включая области, где листы соединены вместе. Эти образцы представлены как «несоединенные» в Таблице 3. Дополнительный набор образцов был взят в машинном направлении систем стерилизационного обертывания таким образом, чтобы включать соединенный край систем обертывания. Этот соединенный край для этих образцов использовали в качестве ведущего края образца при испытании драпировочной жесткости, и результаты таких комплектов образцов представлены как «соединенные» в Таблице 3.
Результаты испытаний приведены в Таблице 3.
Как видно из Таблицы 3, прочность (на разрыв при захвате) и сопротивление отрыву (Трапецеидальный отрыв) Кода 1 попадает между сравнительными значениями для Кода 3, и 4. Это ожидается, поскольку код 1 является таким же как Код 3 за исключением добавления листа полипропиленового материала (ПП) фильерного производства в Коде 1. Основные слои Кодов 1, 2 и 3 представляют собой листы полипропиленового материала (ПП) фильерного производства, который снова представляет собой трехслойный ламинат с полипропиленовыми слоями фильерного производства - выдуваемыми из расплава-фильерного производтсва. Ожидается, что добавление листа ПП фильерного производства к листам SMS материалов будет функционировать аналогично просто увеличению веса основы только листов SMS. Сравнивая Коды 3, 4 и 5 в Таблице 3, можно видеть, что при повышении веса основы SMS материала прочность обертывающей системы увеличивается. Прочность Кода 1 попадает между Кодами 3 и 4, когда предлагается только увеличения веса основы SMS материала.
Добавление прочностного свойства изобретению частично показано Кодом 2 в Таблице 3. Код 2 был таким же как Код 3, за исключением добавления листа гидравлически перепутанного полипропиленового материала фильерного производства в Коде 2. Общий вес основы Кода 2 был между Кодом 4 и Кодом 5. Повышение прочности благодаря увеличению веса основы обеспечивает прочность Кода 2, находящуюся между Кодом 4 и Кодом 5. Однако прочность и сопротивление отрыву Кода 2 в машинном направлении были заметно выше, чем и в Коде 4 и в Коде 5. Испытание Кода 2 в поперечном направлении было аналогично или чуть ниже, чем у Кода 4. Код 2 также имел более высокую воздухопроницаемость и более низкую драпировочную жесткость, чем и Код 4 и Код 5.
Два дополнительных кода, показывающих вариант выполнения настоящего изобретения с повышенной прочностью, были произведены путем добавления прочного листа найлона между двумя листами стандартного основного SMS материала КС 100. Список и описания каждого из этих кодов приведены в Таблице 4.
Код 6 содержит лист материала Nylon 1, расположенный между двум листами КС 100 основного SMS материала. Материал Nylon 1 представлял собой лист 67,8 г/кв.м термически соединенного нейлонового материала фильерного производства и волокнами трилобал нейлона, поставляемый под торговым обозначением ORION® компанией CEREX Advanced Fabrics, Inc., Cantonment, FL, США. Код 7 содержит лист материала Nylon 2, расположенный между двумя листами основного SMS материала КС 100. Материал Nylon 2 представлял собой лист 67,8 г/кв.м соединенного газом нейлонового материала с непрерывными волокнами, поставляемого под торговым обозначением CEREX® компанией CEREX Advanced Fabrics, Inc., Cantonment, FL, США. Основной SMS материал, используемый в кодах 6 и 7, был более легким материалом КС 100 (вместо КС300, используемым в Кодах 1-2) для обеспечения обертывающей системы, имеющий общий вес основы, сравнимый с обертывающей системой Кода 5. Код 5 был выполнен из двух листов основного SMS материала КС500 и, как видно из Таблицы 3, представлял собой самую прочную систему стерилизационного обертывания среди Кодов 1-5.
Коды 6 и 7 были испытаны на прочность на разрыв при захвате в машинном направлении таким же образом, как были проведены испытания для Кодов 1-5. Результаты испытания приведены в Таблице 5.
Как можно видеть при сравнении результатов Кодов 6 и 7 в Таблице 5 с результатами аналогичных испытаний Кода 5 в Таблице 3, добавление нейлоновых материалов в качестве функционального прочного слоя повышает прочность системы стерилизационного обертывания. Хотя все три кода имели одинаковый общий вес основы, разрыв при захватывании был выше для кодов, содержащих нейлоновый функциональный прочный слой, хотя вес основы основных SMS материалов для одинаковых кодов был намного ниже. Уровень прочности систем стерилизационного обертывания с кодами 6 и 7 был очень похож на уровень прочности отдельных нейлоновых материалов, которые указывает производитель.
Поэтому дополнительное свойство может быть добавлено к системе стерилизационного обертывания путем включения одного или более функциональных листов. Что касается показанных примеров, одной такой возможностью является добавление листа функциональной прочности для повышения прочности системы стерилизационного обертывания в большей степени, чем это возможно посредством только повышения веса основы основных листов SMS материала. Может быть произведена более прочная система стерилизационного обертывания, которой легко управлять и которая обеспечивает необходимые барьерные свойства. Также при использовании описания настоящего изобретения специалист в данной области может производить системы стерилизационного обертывания с дополнительными свойствами или комбинациями свойств.
Реферат
Изобретение относится к области дезинфекции и стерилизации изделий, например, медицинского назначения. Многослойная стерилизационная система содержит три листа. Наборы свойств первого и второго листа содержат одно или более свойство, выбранное из группы, состоящее из прочности, барьерных свойств, сопротивления к истиранию, сопротивления резанию, сопротивления скольжению, гидрофильности, капиллярности, впитывающей способности, возможности отметок, способности к печати, индикации стерильности, приема крепежных средств и возможности адгезивного прикрепления. Третий набор свойств содержит по меньшей мере одно дополнительное свойство, не включенное ни в первый, ни во второй набор свойств, или имеет по существу более высокий уровень свойства, чем присутствует в первом или втором наборе свойств. Первый и второй листы состоят из многослойного материала, а именно первого пропиленового слоя фильерного производства выдуваемого из расплава и второго полипропиленового слоя фильерного производства. При этом третий лист содержит нейлоновые или полиэфирные волокна. Листы соединены вместе по средствам крепежных средств. Использование многослойной стерилизационной обертки позволяет снизить возможность повторной стерилизационной обработки за счет улучшения свойств стерилизационной системы и обертывания изделия. 7 ил., 5 табл.
Формула
первый лист, имеющий первый периферический размер и первый набор свойств;
второй лист, имеющий второй периферический размер и второй набор свойств; и
третий лист, имеющий третий периферический размер и третий набор свойств,
при этом третий набор свойств содержит, по меньшей мере, одно дополнительное свойство, не включенное ни в первый, ни во второй набор свойств, или имеет, по существу, более высокий уровень свойства, чем присутствует в пером или втором наборе свойств, причем первый, второй набор свойств включает барьерные свойства и прочность, а третий лист имеет более высокий уровень прочности, чем в первом и втором листах; и при этом первый и второй листы представляют собой многослойный материал, содержащий первый полипропиленовый слой фильерного производства, полипропиленовый выдуваемый из расплава слой и второй полипропиленовый слой фильерного производства, причем третий слой не является ламинатом из первого полипропиленового слоя фильерного способа производства, полипропиленового выдуваемого из расплава слоя и второго полипропиленового слоя фильерного производства, и первый, второй и третий листы соединены вместе с образованием системы стерилизационного обертывания.
обеспечение изделия;
обертывание изделия системой стерилизационного обертывания по любому из пп.1-8, при этом система стерилизационного обертывания содержит (а) первый лист, содержащий многослойный материал, имеющий слой фильерного производства, выдуваемый из расплава слой и слой фильерного производства, (b) второй лист, содержащий многослойный материал, имеющий слой фильерного производства, выдуваемый из расплава слой и слой фильерного производства, и (с) третий лист, причем первый, второй и третий листы соединены вместе; и подвергание обернутого изделия условиям стерилизации в течение достаточного времени для, по существу, стерилизации изделия.
Документы, цитированные в отчёте о поиске
Способ стерилизации изделия
Комментарии