Способ, острозаточенный резец и его использованиедля фрезерования спиральных конических зубчатых колес и гипоидных зубчатых колес - RU2306209C2
Код документа: RU2306209C2
Чертежи
Описание
Настоящее изобретение относится к способу фрезерования спиральных конических зубчатых колес и гипоидных зубчатых колес с использованием острозаточенных резцов с заточенным профилем или с заточенным профилем и дополнительно прошлифованным по форме, каждый из которых имеет хвостовик, и на одном конце хвостовика выполнен профиль режущей кромки, который при формировании паза зуба позволяет вырезать первый торец зуба, по меньшей мере, участок основания паза зуба, и, по меньшей мере, участок второго торца зуба, противоположного указанному первому торцу зуба.
Кроме этого, настоящее изобретение относится к использованию острозаточенного резца с заточенным профилем или с заточенным профилем и дополнительно прошлифованным по форме, предназначенного для фрезерования спиральных конических зубчатых колес и гипоидных зубчатых колес, с хвостовиком и с профилем режущей кромки, сформированным на одном конце хвостовика в результате пересечения, по меньшей мере, одной наклонной поверхности, по меньшей мере, двух поверхностей зазора, и, по меньшей мере, одной верхней поверхности, причем указанный профиль режущей кромки включает для получения паза зуба первую режущую кромку, предназначенную для торца первого зуба, вторую режущую кромку, предназначенную, по меньшей мере, для участка торца второго зуба, противоположного указанному первому торцу зуба, и верхнюю режущую кромку, предназначенную для, по меньшей мере, участка основания паза зуба.
И, наконец, настоящее изобретение относится к использованию, по меньшей мере, одного острозаточенного резца указанного выше типа с заточенным профилем или с заточенным профилем и дополнительно прошлифованным по форме.
Такой способ и такой острозаточенный резец известен из DE 69405978 Т2, который будет более подробно описан ниже. Для ссылки на указанный выше документ уже в этом месте в острозаточенном резце, который называется резцом "с заточенным профилем", верхняя поверхность и две поверхности зазора шлифуются для восстановления и повторной заточки режущего резца. В режущем резце такого типа наклонную поверхность не шлифуют. Такие острозаточенные резцы с заточенным профилем можно использовать для удаления припуска с наружной части или вогнутого торца паза зуба (наружная резец), внутреннего или выпуклого торца паза зуба (внутренний резец) и/или с основания паза зуба (черновой резец). В отличие от этого в остразаточенном резце, который называется резцом "с заточенным профилем и прошлифованным по форме", заточка включает шлифовку верхней поверхности, двух поверхностей зазора и наклонной поверхности.
Из патента США №1667299, выданного в 1928 г., известна фасонная режущая пластина, которую повторно шлифуют для заточки только на наклонной поверхности. В соответствии с приведенной выше ссылкой фасонная режущая пластина представляет собой режущую пластину, известную как режущая пластина, "прошлифованная по форме". Такая фасонная режущая пластина или режущая пластина, прошлифованная по форме, не является острозаточенным резцом, но имеет короткий хвостовик, размеры которого выбраны так, чтобы он был как можно более широким в направлении, нормальном продольной оси режущей пластины, поскольку при повторной заточке такой режущей пластины припуск прошлифовывается в направлении, нормальном к продольной оси режущей пластины. Используемая длина профиля для повторной шлифовки определяется толщиной фасонной режущей пластины в направлении, нормальном к продольной оси режущей пластины. Профиль фасонной режущей пластины является фиксированным и его нельзя изменить повторной заточкой. Фасонная режущая пластина имеет две поверхности зазора, оставленные с приданием им дугообразной конфигурации. Разнообразие углов давления получают за счет использования соответствующим образом грубо сформированных ступенчатых режущих пластин. Форму поверхностей зазора при необходимости получают на основе выбранного угла зазора на верхней режущей кромке и необходимым затыловочным шлифованием. Конструктивные ограничения в отношении технологически предпочтительных углов зазора и углов наклона соответственно являются значительными.
В статье "Spiral- und Hypoidkegelräder nach dem Spiroflex-Verfahren" (Спиральные и гипоидные конические зубчатые колеса, полученные с использованием техники 'Спирофлекс'), автор - Erich Kotthaus, источник - немецкий журнал "Werkstatt und Betrieb", 1967, страницы 602-606, в этом контексте могут быть получены следующие дополнительные аспекты. В фасонной режущей пластине тангенс угла зазора должен быть равным тангенсу нормального угла давления, помноженного на тангенс угла верхнего зазора. Для шлифовки режущую головку с закрепленными на ней фасонными режущими пластинами устанавливают в специальный заточный станок, и на каждой из фасонных режущих пластин повторно затачивают наклонную поверхность, делая это индивидуально в делительной головке до тех пор, пока не будут сошлифованы метки износа на режущих кромках. Для обеспечения возможности фрезерования как можно большего количества зубьев на режущую пластину требуется большая длина используемого профиля. Требования к размерам режущей пластины на внешней окружности режущей головки, следовательно, зависят от длины профиля на режущей пластине и пространства между двумя соседними фасонными режущими пластинами, необходимого для обеспечения прохода шлифовального колеса, используемого для заточки. Чем выше требования к пространству, тем ниже рабочие характеристики режущей головки, поскольку меньшее количество фасонных режущих пластин может быть установлено на одной окружности и, следовательно, меньшее количество вырезов можно получать за единицу времени.
Хотя фасонные режущие пластины, например, одна такая пластина была известна уже в 1928 году, вырезают полный паз зуба за один проход фрезы, тем не менее, технологии механической обработки и требования качества привели к необходимости их замены уже спустя несколько лет после их внедрения в производство, это заключалось в замене группы фасонных режущих пластин, имеющих внутренние и внешние режущие пластины такого типа, на тип режущих пластин, который использовали в течение десятилетий при производстве спиральных конических зубчатых колес и гипоидных зубчатых колес (см. патент США №2024494, выданный в 1935 г. и публикацию «Gear Handbook», авторы - D.W.Dudley, McGraw-Hill, 1962, страницы 20-24 и 20-25). В патенте США №2024494 описана режущая головка, в которой чередуются внутренние и внешние режущие пластины, с помощью которой обе боковые поверхности зубьев конического зубчатого колеса, ограничивающие впадину зубчатого венца, могут быть вырезаны за один проход фрезерования при одних и тех же настройках станка. Только в период после 1960 г. эти группы фасонных режущих пластин, которые использовались с 1935 г., и которые состояли, по меньшей мере, из одной фасонной режущей пластины, предназначенной для нарезания вогнутой боковой поверхности, и одной фасонной режущей пластины, предназначенной для нарезания выпуклой боковой поверхности, были заменены в каждом случае группой, состоящей, по меньшей мере, из двух острозаточенных резцов. Причина такой замены и преимущества, полученные за счет использования группы из острозаточенных резцов, ясно описаны в указанной выше статье "Spiral- und Hypoidkegelräder nach dem Spiroflex-Verfahren". По этой технологии каждая группа острозаточенных резцов включает два финишных резца (один для вогнутой и один для выпуклой боковой поверхности зуба), каждый из которых имеет связанный с ним резец для черновой обработки для выполнения чернового фрезерования. Комбинация резцов черновой и финишной обработки устанавливается в одном и том же пазу. Установка двух режущих резцов в одном пазу и маленькое поперечное сечение хвостовика у таких острозаточенных резцов позволяет обеспечить существенно большую плотность установки резцов, чем это было бы возможно при использовании фасонных режущих пластин.
В соответствии с современным состоянием предшествующего уровня техники фрезеровальные резцы для конических зубчатых колес продолжают использоваться в форме острозаточенных резцов. Используемые острозаточенные резцы изготовлены из стали для скоростной резки или из сплавов на основе карбида. При механической обработке конических зубчатых колес за один проход фрезерования в режущей головке используются две различных конструкции профиля режущей кромки остозаточенного резца. Острозаточенные резцы, использующие одну конструкцию профиля режущей кромки, осуществляют механическую обработку с использованием режущей кромки, расположенной на внешнем диаметре вогнутой боковой поверхности зуба (внешний режущий резец). Острозаточенные резцы с такой конструкцией профиля имеют специальную геометрию режущей кромки, при использовании которой, в общем, получают положительный угол наклона. Термин положительный или отрицательный угол наклона определен, например, в стандарте DIN 6581, май 1966, страница 8, Фиг.13. Острозаточенные резцы, в которых используется вторая конструкция профиля режущей кромки, выполняют механическую обработку с помощью режущей кромки, расположенной на внутреннем диаметре выпуклой поверхности зуба (внутренний режущий резец). Острозаточенные резцы этой конструкции профиля также имеют специальную, но другую геометрию режущей кромки, при использовании которой также обычно получают положительный угол наклона. Существует возможность использовать один или два резца черновой обработки в дополнение к описанным выше острозаточенным резцам.
Количество острозаточенных резцов, приспособленных для установки на режущей головке, ограничено. Из-за геометрии острозаточенного резца, используемой в соответствии с известным уровнем техники, на режущей головке необходимо поочередно устанавливать, по меньшей мере, две различные по геометрии конструкции. При такой компоновке только половина режущих резцов может использоваться одновременно для формирования соответствующей конечной геометрии боковой поверхности зуба.
В способе, известном как способ Oerlikon, который используется для изготовления конических зубчатых колес, на режущей головке установлено несколько групп резцов, каждая из которых состоит из трех острозаточенных резцов. Каждая группа включает внешний резец, внутренний резец и черновой резец. В соответствии со способом Oerlikon на каждом острозаточенном резце, по меньшей мере, одну наклонную поверхность и две боковые поверхности зазора, а также режущую кромку подвергают повторной заточке. Такие резцы еще называют резцами с тройной шлифовкой боковой поверхности, или, в соответствии с приведенным выше определением, острозаточенными резцами с заточенным профилем или с заточенным профилем и дополнительно прошлифованным по форме. Дополнительные детали, относящиеся к способу Oerlikon, содержатся, например, во вводной части описания DE 19624685 C1.
В способе, в соответствии с ЕР 0203085 В1, используются острозаточенные резцы, конструкция профиля которых позволяет исключить резец для черновой обработки. Поэтому группа острозаточенных резцов включает только два острозаточенных резца, что позволяет устанавливать большее количество групп острозаточенных резцов на режущей головке, чем при использовании указанного выше способа Oerlikon. На этих острозаточенных резцах повторной шлифовке подвергают только две поверхности в направлении хвостовика, так что на наклонную поверхность этих резцов можно наносить покрытие, которое не обязательно требуется обновлять после заточки, что, таким образом, увеличивает срок службы между операциями шлифовки. Такие резцы называются резцами с двойной шлифовкой боковой поверхности или в соответствии с приведенным выше определением острозаточенными резцами с заточенным профилем.
Режущие головки, в которых все острозаточенные резцы расположены по кругу так, что поочередно один острозаточенный резец обрабатывает вогнутую боковую поверхность и следующий острозаточенный резец обрабатывает выпуклую поверхность одного и того же паза зуба, используют в способе, называемом способом производства с однократным делением. В этом способе обработка паза зуба продолжается за один проход фрезерования, пока не будет получена конечная форма. Затем выполняют делительное движение до следующего паза зуба, после чего выполняется обработка этого следующего паза зуба за следующий проход фрезерования. В отличие от этого, режущие головки, в которых остроконечные резцы расположены в группах, используют в способе, известном как способ непрерывного производства, в котором одна группа резцов обрабатывает выпуклый и вогнутый боковые поверхности паза зуба, в то время как последовательно следующая группа резцов входит в следующий паз зуба, где она обрабатывает две боковые поверхности зуба. Соответствующие подробности содержатся, например, в книге «Handbook of Bevel and Hypoid Gears»; автор - Hermann J.Stadtfeld; издатель - Rochester Institute of Technology, 1993 год, страница 35.
Общее свойство описанных выше известных способов состоит в том, что для механической обработки паза зуба неизменно требуется использовать, по меньшей мере, два острозаточенных резца, профиль режущей кромки которых разработан таким образом, что обеспечивается возможность с помощью резцов совместно формировать полную конечную геометрию зуба за один проход фрезерования. Кроме того, правильная установка отдельных остроконечных резцов в группу резцов на режущей головке является критичной и требует использования сложного оборудования.
Способ и острозаточенный резец такого типа, который был описан выше, известен из DE 69405978 Т2, на который была сделана ссылка выше. Острозаточенный резец представляет собой резец с заточенным профилем, первичная или первая режущая кромка которого используются в качестве внутренней или внешней режущей пластины, и который также включает вторую режущую кромку на наклонной поверхности в области ее вторичной режущей кромки. Для получения второй режущей кромки на наклонной поверхности сформирована прорезь, которая формирует указанную вторую режущую кромку, угол наклона которой отличается от угла наклона первой режущей кромки. Вторая режущая кромка вырезает участок в основании паза зуба, а также участок боковой поверхности, расположенный напротив боковой поверхности, фрезеруемой первой режущей кромкой. Причина использования такой детально разработанной второй режущей кромки не достаточно ясна из описания DE 69405978 Т2. Однако в этом документе приведена ссылка на патент США №4575285. Этот патент США основан на известном уровне техники, в котором группа острозаточенных пластин состоит из трех острозаточенных резцов, то есть внутреннего резца, внешнего резца и дополнительного резца, предназначенных для черновой обработки основания паза зуба. Вторая режущая кромка, которая формируется с помощью прорези, позволяет каждому и внутреннему и внешнему резцу фрезеровать не только соответствующую боковую поверхность зуба, но также и участок противоположной боковой поверхности, и участок основания паза зуба.
Это сделано для того, чтобы избежать применения чернового резца и уменьшить группу резцов до двух резцов. Однако два режущих резца на группу все еще требуются для обеспечения возможности формирования паза зуба в его полной и конечной геометрии.
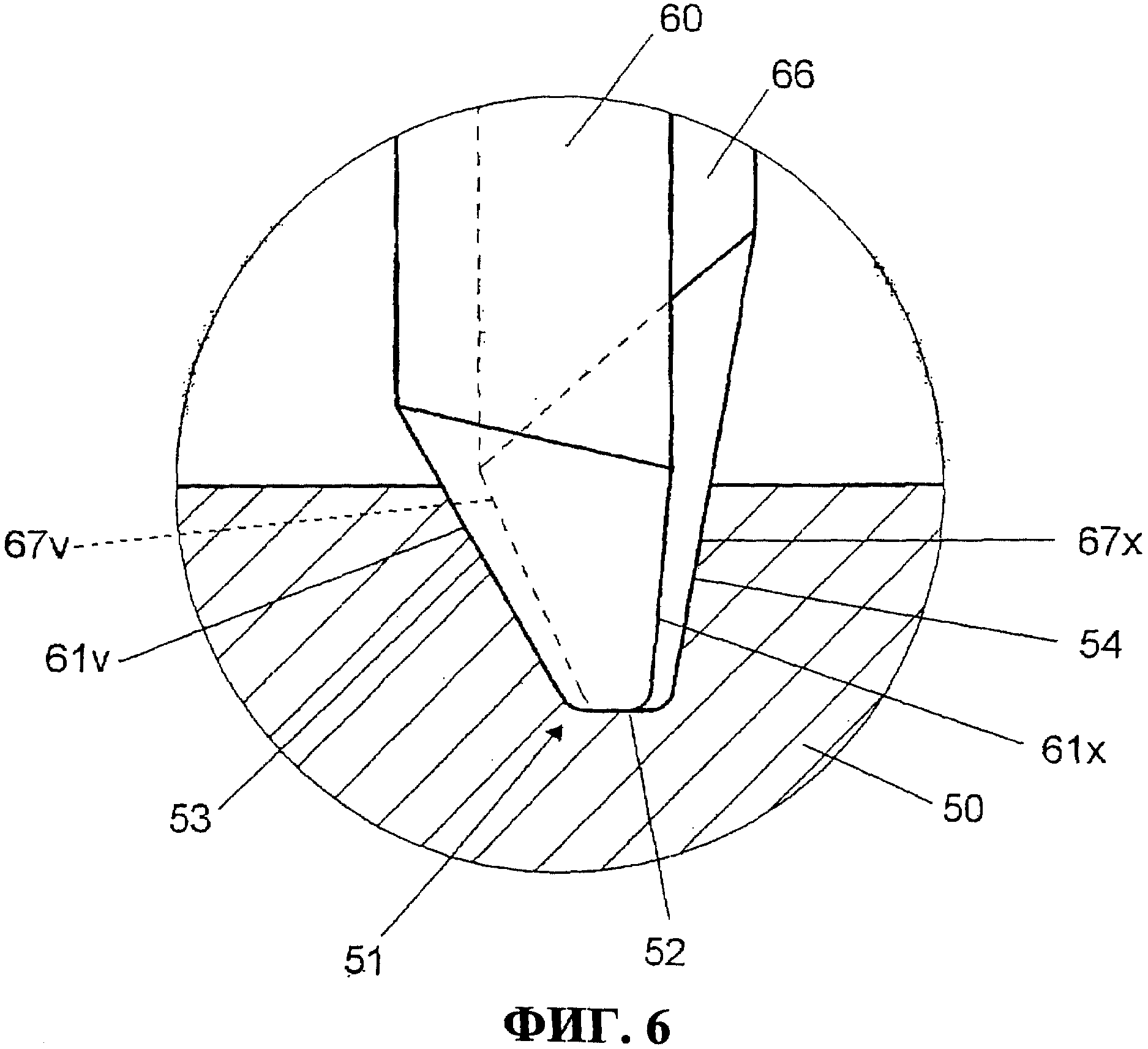
На приложенной Фиг.6 представлено воздействие группы резцов, включающих внешний резец 60 и внутренний резец 66, на паз 51 зуба. Внешний резец 60 имеет первичную режущую кромку 61v и вторичную режущую кромку 61х, противоположную первичной режущей кромке 61v. Внутренний резец 66 имеет первичную режущую кромку 67х и вторичную режущую кромку 67v, противоположную первичной режущей кромке 67х. С помощью первичной режущей кромки 61v внешний резец 60 выполняет механическую обработку боковой поверхности 53 следующего паза 51 зуба для придания ему его конечной геометрии. С помощью вторичной режущей кромки 61х такой резец одновременно выполняет обработку второй боковой поверхности, не показанной на Фиг.6, которая расположена напротив первого торца 53. Однако указанная вторая боковая поверхность не является частью паза 51 зуба в его конечной геометрии, но представляет собой промежуточную боковую поверхность, служащую для упрощения обработки, выполняемой первичной режущей кромкой 67х соседнего внутреннего резца 66 группы, резец которой выполняет механическую обработку второй боковой поверхности 54 паза 51 зуба, противоположной первой боковой поверхности 53 в его конечной геометрии. Соответственно вторая режущая кромка, выполненная на острозаточенном резце с заточенным профилем, в соответствии с DE 69405978 Т2, в лучшем случае, может лишь немного улучшить операцию фрезерования, выполняемую с помощью вторичной режущей кромки, поскольку она имеет угол наклона, отличающийся от отрицательного угла наклона вторичной режущей кромки, и величина которого составляет ноль градусов в варианте выполнения, описанном в DE 69405978 Т2.
Задачей настоящего изобретения является разработка способа и острозаточенного резца такого типа, который был указан выше, которые позволяют легко устанавливать резцы на режущей головке и выполнять механическую обработку конических зубчатых колес с существенно лучшей эффективностью. Кроме того, еще одной задачей настоящего изобретения является специальное использование острозаточенного резца.
Исходя из способа указанного выше типа, эта задача решена в соответствии с настоящим изобретением, в котором для фрезерования конического зубчатого колеса используется, по меньшей мере, один острозаточенный резец, с помощью которого формируют каждый паз зуба в полной и конечной геометрии за один полный проход фрезерования.
Кроме этого, исходя из острозаточенного резца указанного выше типа, эта задача решена в соответствии с настоящим изобретением, в котором первая и вторая режущая кромка сконструированы как режущие кромки, предназначенные для полного фрезерования первой и второй боковой поверхности зуба соответственно, и в котором верхняя режущая кромка сконструирована таким образом, что она полностью фрезерует основание паза зуба, позволяя, таким образом, сформировать паз зуба в его полной и конечной геометрии, используя один и тот же острозаточенный резец за один проход фрезерования.
В отношении использования задача изобретения решена за счет того, что, по меньшей мере, один острозаточенный резец с заточенным профилем или с заточенным профилем и дополнительно прошлифованным профилем в соответствии с изобретением используется в способе фрезерования спиральных конических зубчатых колес и гипоидных зубчатых колес с помощью режущей головки, в котором каждый из острозаточенных резцов расположен на торцевой поверхности режущей головки по окружности и при использовании имеет режущий конец хвостовика, выступающий от торцевой поверхности режущей головки.
Способ, осуществляемый в соответствии с изобретением, может быть выполнен, по существу, более просто, чем известные способы, поскольку единственный острозаточенный резец сформирован с профилем режущей кромки, который позволяет формировать с помощью резца каждый паз зуба с получением полной конечной геометрии за один проход фрезерования. Полный профиль режущей кромки острозаточенного резца, входящего в паз зуба (внутренняя и внешняя режущие кромки и одна верхняя режущая кромка) обеспечивает получение конечной геометрии зубчатого колеса. В результате количество режущих кромок, активно используемых при формировании поверхности зубчатого колеса, можно удвоить при использовании одной и той же режущей головки. Объем стружки, снимаемой каждым острозаточенным резцом, выполненным в соответствии с изобретением, также может быть существенное увеличен, поскольку полный профиль, входящий в паз зуба, используется при выполнении механической обработки. При этом износ отдельного острозаточенного резца уменьшается, поскольку на каждом резце весь профиль, входящий в паз зуба, подвергается феномену износа. Объем снимаемой стружки на режущую кромку уменьшается для каждого зубчатого колеса, что позволяет получить повышенный выход деталей на одну режущую головку. Установка отдельных острозаточенных резцов в соответствии с изобретением на режущей головке выполняется значительно проще, чем в случае использования пар резцов или групп режущих пластин.
В острозаточенном резце, известном из уровня техники, работает только одна боковая поверхность. На противоположной стороне, между острозаточенным резцом и соседней боковой поверхностью зуба, образуется пространство в виде зазора. Поток стружки неизбежно направляется в это пространство в виде зазора, проявляет тенденцию попадать в пространство зазора, где он захватывается между зубчатым колесом и острозаточенным резцом, в результате чего возникает повреждение боковой поверхности зуба.
Геометрия режущей кромки резца в соответствии с настоящим изобретением приводит к изменению направления потока стружки, что оказывает положительный эффект на качество обработки боковых поверхностей зубьев. Поскольку профиль режущей кромки острозаточенного резца, выполненного в соответствии с настоящим изобретением, полностью охватывает паз зуба при входе в паз зуба, то предотвращается захват стружки в пространстве в виде зазора между боковой поверхностью зуба и острозаточенным резцом.
Острозаточенный резец, выполненный в соответствии с изобретением, пригоден для использования как в способе обката, так и в ином способе.
Кроме того, острозаточенный резец, выполненный в соответствии с изобретением, можно использовать для выполнения как чернового, так и чистового фрезерования.
Острозаточенный резец, выполненный в соответствии с настоящим изобретением, может иметь профиль режущей кромки, в котором наклонная поверхность и/или поверхность зазора могут быть изогнуты с приданием любой требуемой формы.
Конструкция профиля режущей кромки острозаточенного резца, выполненного в соответствии с настоящим изобретением, позволяет получить очень небольшие углы наклона режущей кромки и, следовательно, значительные режущие силы. Поэтому удобно использовать острозаточенный резец, выполненный в соответствии с настоящим изобретением, в современных станках червячного фрезерования с ЧПУ.
Область полного применения острозаточенного резца, выполненного в соответствии с настоящим изобретением, предпочтительно представляет способ однократного деления.
При использовании острозаточенного резца, выполненного в соответствии с настоящим изобретением, все острозаточенные резцы, установленные на режущей головке, могут использоваться при формировании пазов зубьев с получением их полной и конечной геометрии. Это позволяет получить преимущества, состоящие в существенном уменьшении времени механической обработки (до 50%). Кроме того, отдельные острозаточенные резцы проявляют меньший износ материала.
Таким образом, можно применять новые режущие головки с нечетным количеством пазов. В отличие от этого в известном уровне техники обычно используют режущие головки с четным количеством пазов, поскольку используются группы резцов с острозаточенными резцами двух различных конструкций профилей.
Существенно упрощается логистика резцов, поскольку при использовании острозаточенных резцов, выполненных в соответствии с настоящим изобретением, все резцы могут иметь абсолютно одинаковую геометрию режущей кромки на режущей головке. Аналогично объем оборота резцов и соответствующие затраты могут быть существенно снижены.
Предпочтительные варианты выполнения способа и острозаточенного резца, выполненные в соответствии с настоящим изобретением, раскрыты в зависимых пунктах формулы изобретения.
Когда в варианте выполнения способа, осуществляемого в соответствии с настоящим изобретением, конечная геометрия образуется с использованием способа червячного фрезерования, то на практике можно обеспечить простое изготовление шестерен.
Когда в другом варианте выполнения способа, осуществляемого в соответствии с настоящим изобретением, конечная форма образуется с использованием способа врезного фрезерования, то изготовление кольцевых зубчатых колес обеспечивается особенно простым способом.
Когда в еще одном варианте выполнения способа, осуществляемого в соответствии с настоящим изобретением, способ включает процесс чернового фрезерования и/или процесс чистового фрезерования, становится очевидной возможность широкого использования острозаточенных резцов, выполненных в соответствии с настоящим изобретением.
Когда при выполнения острозаточенного резца в соответствии с настоящим изобретением профиль режущей кромки сформирован в результате пересечения одной и той же наклонной поверхности с, по меньшей мере, двумя поверхностями зазора и верхней поверхностью, то профиль режущей кромки острозаточенного резца, выполненного в соответствии с настоящим изобретением, может быть изготовлен проще всего, независимо от того, представляет ли он собой острозаточенный резец с заточенным профилем или с заточенным профилем и дополнительно прошлифованным профилем.
Когда в другом варианте выполнения острозаточенного резца в соответствии с настоящим изобретением профиль режущей кромки сформирован в результате пересечения двух расположенных под углом друг к другу наклонных поверхностей с, по меньшей мере, двумя поверхностями зазора и верхней поверхностью, то наклонные углы двух первичных режущих кромок можно выбирать оптимально, независимо друг от друга.
Когда в другом варианте выполнения острозаточенного резца в соответствии с настоящим изобретением первая и вторая режущие кромки имеют углы наклона, равные нулю градусов в любом случае, то это можно выполнить с использованием плоской поверхности в качестве наклонной поверхности аналогичным образом, располагая наклонную поверхность параллельно к эталонной поверхности, по отношению к которой измеряют угол наклона.
Когда в еще одном варианте выполнения острозаточенного резца в соответствии с настоящим изобретением первая и вторая режущие кромки имеют углы наклона большие, чем ноль градусов, в любом случае, то обеспечиваются хорошие результаты фрезерования, также и тогда, когда острозаточенный резец изготовлен из инструментальной стали, а не из сплава на основе карбида.
Когда в другом варианте выполнения острозаточенного резца в соответствии с настоящими изобретением первая и вторая режущие кромки имеют углы наклона, меньшие, чем ноль градусов, в любом случае такая компоновка может быть выполнена просто с использованием двух расположенных под углом друг к другу наклонных поверхностей, которые выступают как наклонная поверхность, изогнутая в виде выпуклой формы по отношению к эталонной поверхности, относительно которой измеряют угол наклона. Предпочтительно, чтобы такой острозаточенный резец был бы изготовлен из сплава на основе карбида.
Когда в другом варианте выполнения острозаточенного резца в соответствии с настоящим изобретением первая и вторая режущие кромки имеют углы наклона, один из которых больше, чем ноль градусов, а другой меньше, чем ноль градусов, то такая конструкция может быть выполнена простым образом, с использованием плоской поверхности в качестве наклонной поверхности, которая расположена под углом в одном или в другом направлении по отношению к эталонной поверхности, относительно которой измеряют угол наклона.
Когда в еще одном варианте выполнения острозаточенного резца в соответствии с настоящим изобретением наклонная поверхность без изменений продолжается до хвостовика, то наклонную поверхность не подвергают шлифовке во время заточки. Таким образом, используется резец, прошлифованный по двум боковым поверхностям, или резец с заточенным профилем.
Когда в другом варианте выполнения острозаточенного резца в соответствии с настоящим изобретением наклонная поверхность между первым и второй режущими кромками изогнута в виде вогнутой конфигурации, то получают положительные углы наклона на этих двух режущих кромках.
Когда в еще одном варианте острозаточенного резца, выполненном в соответствии с настоящим изобретением и применяемом при шлифовании острозаточенного резца по форме, при этом наклонная поверхность представляет собой наклонную поверхность, подвергаемую повторной шлифовке, то используется острозаточенный резец с тремя шлифованными боковыми поверхностями или острозаточенный резец с заточенным профилем и прошлифованным по форме, что обеспечивает особые преимущества. В таком острозаточенном резце на наклонную поверхность и на две поперечные поверхности зазора наносят свежее покрытие после каждой операции повторного шлифования. Это существенно увеличивает ожидаемый срок службы резцов.
Варианты выполнения настоящего изобретения более подробно описаны ниже со ссылкой на прилагаемые чертежи.
На чертежах:
Фиг.1 изображает вид спереди (Фиг.1а), вид сбоку (Фиг.1b) и вид сверху, т.е. в плане (Фиг.1с), острозаточенного резца с двойными прошлифованными боковыми поверхностями или с заточенным профилем, первый вариант выполнения острозаточенного резца, выполненного в соответствии с настоящим изобретением;
Фиг.2 - вид спереди (Фиг.2а), вид сбоку (Фиг.2b) и вид сверху, т.е. в плане (Фиг.2с), острозаточенного резца с тремя прошлифованными боковыми поверхностями или с заточенным профилем и шлифованным по форме, с наклонной поверхностью, предназначенной для повторной шлифования, второй вариант выполнения острозаточенного резца, выполненного в соответствии с настоящим изобретением;
Фиг.3 - вид спереди (Фиг.3а), вид сверху, т.е. в плане (Фиг.3b), острозаточенного резца с тремя прошлифованными боковыми поверхностями или с заточенным профилем и прошлифованным по форме, в котором наклонная поверхность, предназначенная для повторной шлифовки, расположена по-другому, чем в варианте выполнения, показанном на Фиг.2, третий вариант выполнения острозаточенного резца, выполненного в соответствии с настоящим изобретением;
Фиг.4 - вид спереди (Фиг.4а) и вид сверху, т.е. в плане (Фиг.4b), острозаточенного резца с тремя прошлифованными боковыми поверхностями или с заточенным профилем и шлифованным по форме, с наклонной поверхностью, предназначенной для повторной шлифовки, которая, в отличие от других вариантов выполнения, изогнута с приданием вогнутой конфигурации, четвертый вариант выполнения острозаточенного резца, выполненного в соответствии с настоящим изобретением;
Фиг.5 показывает величину и положение наклонных углов для различных вариантов выполнения острозаточенного резца в соответствии с изобретением, то есть на Фиг.5а - для варианта выполнения, показанного на Фиг.1; на Фиг.5b - для варианта выполнения, показанного на Фиг.2; на Фиг.5с - для варианта выполнения, показанного на Фиг.3; на Фиг.5d - для варианта выполнения, в котором, хотя он и соответствует Фиг.2, угол наклонной поверхности находится в перевернутом положении по отношению к эталонной плоскости; на Фиг.5е - для варианта выполнения по Фиг.4; и на Фиг.5f - для варианта выполнения, который не показан отдельно и который имеет две расположенные под углом друг к другу наклонные поверхности;
на Фиг.6 показан вид известной группы многогранных режущих пластин, состоящей из внешней режущей пластины и внутренней режущей пластины, которые входят в зацепление с пазом зуба;
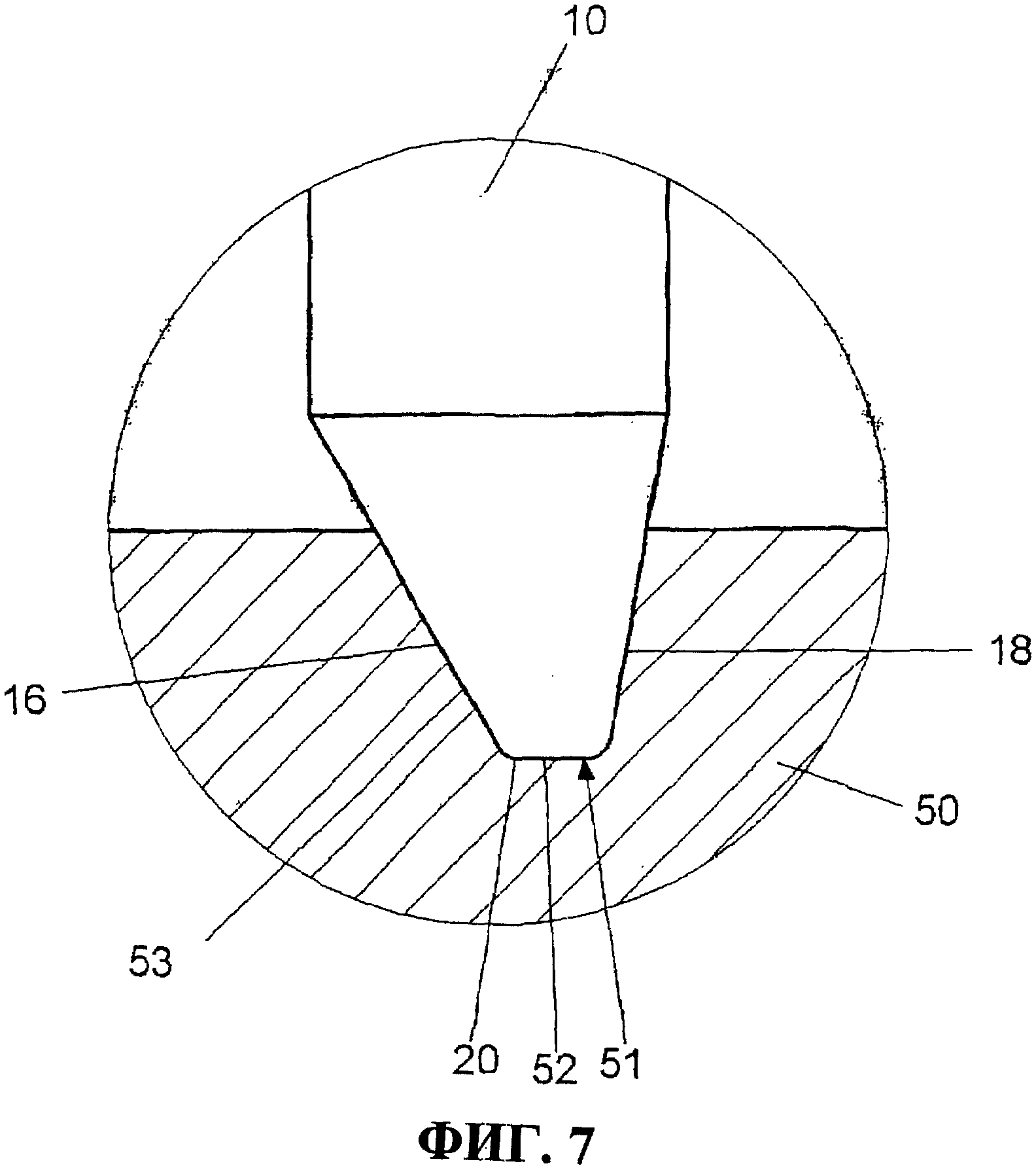
Фиг.7 - вид острозаточенного резца, выполненного в соответствии с настоящим изобретением, в зацеплении с пазом зуба; и
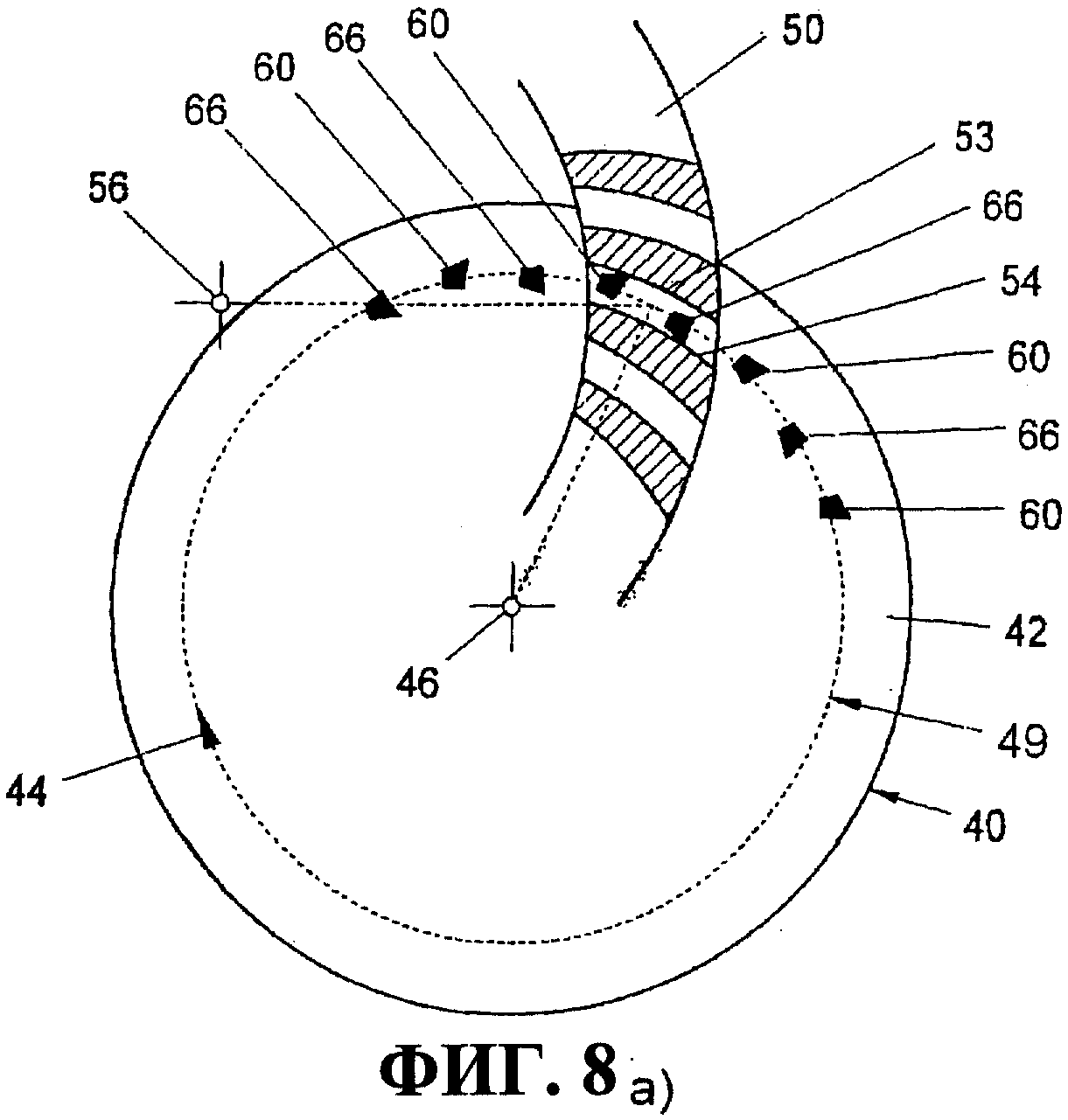
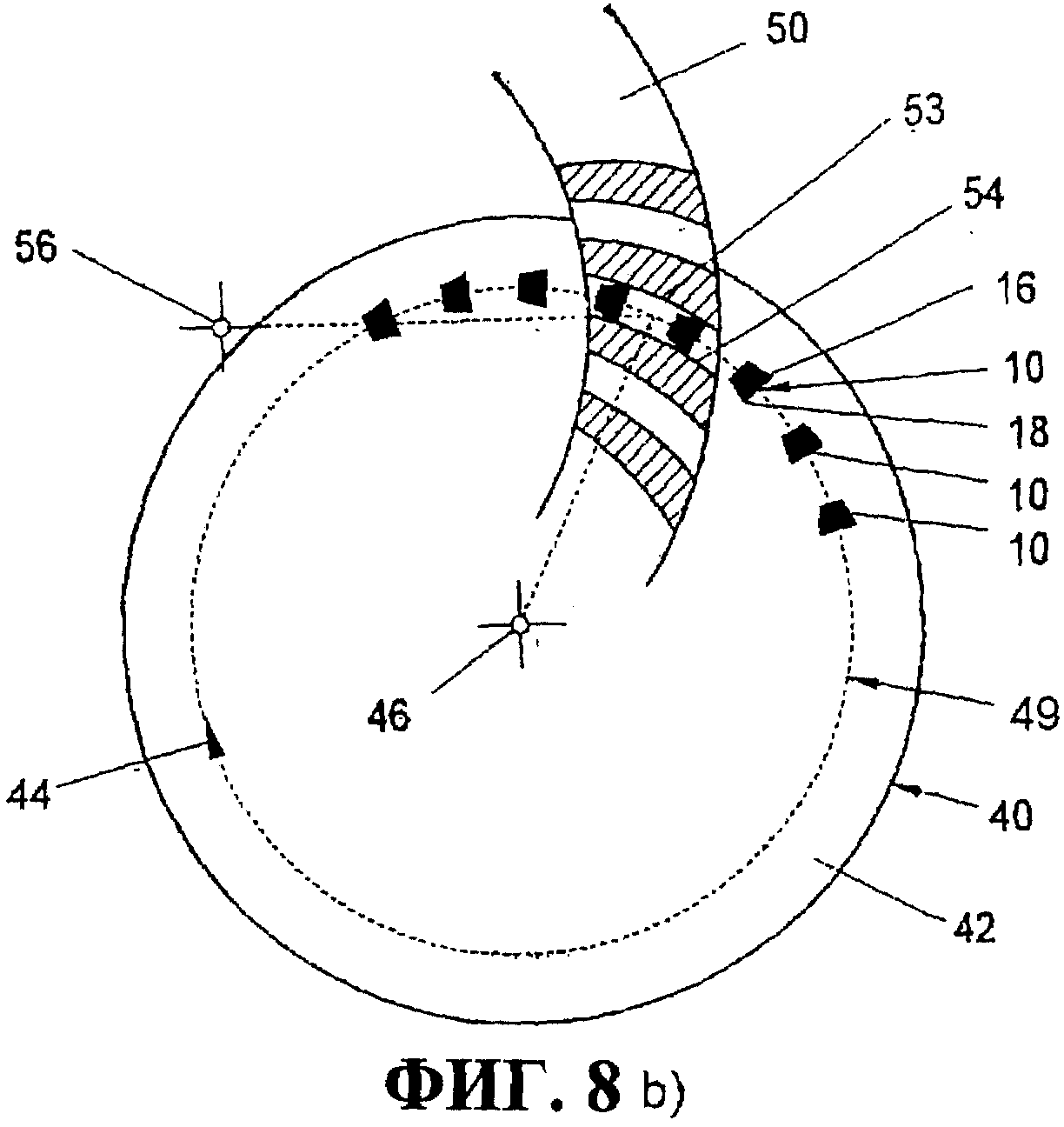
Фиг.8 - вид сверху, т.е. в плане, режущей головки, оборудованной известными острозаточенными резцами (Фиг.8а), и, для сравнения, режущей головки, оборудованной острозаточенными резцами, выполненными в соответствии с изобретением (Фиг.8b), каждая из которых показана во время механической обработки конического зубчатого колеса, с использованием способа однократного деления.
На Фиг.1 показан острозаточенный резец, обозначенный позицией 10 и предпочтительно изготовленный из сплава на основе карбида, имеющий хвостовик 12 с прямоугольным поперечным сечением. Острозаточенный резец 10 имеет режущий конец 14, который отступает при использовании от торцевой поверхности 42 режущей головки 40 (показана на Фиг.8), при этом профиль режущей кромки включает первую режущую кромку 16 для вогнутой боковой поверхности 53 зуба, вторую режущую кромку 18 для выпуклой боковой поверхности 54 зуба, и верхнюю режущую кромку 20 для основания 52 паза 51 зуба конического зубчатого колеса 50 (показанного на Фиг.7).
Между первой режущей кромкой 16 и второй режущей кромкой 18 проходит наклонная поверхность 22, которая в данном варианте выполнения представляет собой плоскость и которую не подвергают повторной шлифовке при заточке острозаточенного резца 10. Профиль режущей кромки сформирован в результате пересечения наклонной поверхности 22 с двумя поверхностями зазора 17, 19, и одной верхней поверхностью 21 (Фиг.1с). Следует понимать, что можно использовать более чем две поверхности зазора и более чем одну верхнюю поверхность, например, когда каждая из поверхностей зазора имеет вторичную поверхность. Первая и вторая режущие кромки 16, 18 обозначены как первичные или формообразующие режущие кромки, предназначенные для полного фрезерования вогнутой и соответственно выпуклой боковых поверхностей зуба, и верхняя режущая кромка 20 разработана для полного фрезерования основания 52 паза зуба таким образом, что за один проход фрезерования с использованием одного и того же острозаточенного резца 10 может быть получен паз 51 зуба в его полной и конечной геометрии. Способ фрезерования спиральных конических зубчатых колес и гипоидных зубчатых колес более подробно описан ниже со ссылкой на Фиг.7 и 8.
Острозаточенный резец 10, показанный на Фиг.1, представляет собой острозаточенный резец, называемый как резец с двумя прошлифованными боковыми поверхностями или с заточенным профилем, в котором наклонная поверхность 22 без изменений продолжается до хвостовика 12, как это можно увидеть на Фиг.1b.
На Фиг.2 в тех же видах, что и на Фиг.1, показан острозаточенный резец, называемый как острозаточенный резец 11 с тремя прошлифованными боковыми поверхностями или с заточенным профилем и прошлифованным по форме, который имеет наклонную поверхность 24, предназначенную для повторной шлифовки, и которая, в отличие от наклонной поверхности 22, не продолжается до хвостовика 12. Те детали острозаточенного резца 11 на Фиг.2, которые совпадают с соответствующими деталями острозаточенного резца 10 на Фиг.1, обозначены одними и теми же ссылочными позициями, и поэтому нет необходимости в их дополнительном описании.
На Фиг.3 показан третий вариант выполнения острозаточенного резца, выполненного в соответствии с настоящим изобретением, который представляет собой острозаточенный резец 11 с тремя прошлифованными торцами или с заточенным профилем и прошлифованным по форме, с наклонной поверхностью 24, предназначенной для повторной шлифовки, в виде спереди (Фиг.3а), и в виде сверху, т.е. в плане (Фиг.3b). В отличие от варианта выполнения, показанного на Фиг.2, на которой представлен общий случай ориентации наклонной поверхности 24, вариант выполнения по Фиг.3 относится к специальному случаю, в котором наклонная поверхность 24 ориентирована таким образом, что две режущие кромки 16 и 18 расположены симметрично по отношению друг к другу, в результате чего образуются наклонные углы YS (показаны на Фиг.5с).
В острозаточенном резце 11, изображенном на Фиг.3, угол YS наклона отличается от угла наклона острозаточенного резца 11, изображенного на Фиг.2, при измерении его в соответствии со схемой, представленной на Фиг.5, которая будет более подробно описана ниже, между наклонной поверхностью и эталонной поверхностью В режущей кромки (см., например, схему, представленную на Фиг.5а), причем указанная эталонная поверхность режущей кромки представляет собой плоскость проекции на Фиг.1с, 2с, 3b, 4b и 5. На Фиг.2 угол YS наклона на первой и второй режущих кромках 16, 18 не равен нулю градусов, в то время как он равен нулю градусов на Фиг.3.
На Фиг.4 показан четвертый вариант выполнения острозаточенного резца, выполненного в соответствии с настоящим изобретением в виде острозаточенного резца 11 с тремя прошлифованными боковыми поверхностями или с заточенным профилем и шлифованным по форме, с наклонной поверхностью 26, предназначенной для повторной шлифовки, в виде спереди (Фиг.4а) и в виде сверху, т.е. в плане (Фиг.4b). В отличие от других вариантов выполнения наклонная поверхность 26 между первой и второй режущими кромками 16, 18 изогнута с получением вогнутой конфигурации. В этом случае обе режущие кромки 16, 18 образуют положительные углы наклона.
На Фиг.5 представлены величина и положение углов YS наклона для различных вариантов выполнения острозаточенного резца, выполненного в соответствии с настоящим изобретением, то есть на Фиг.5а для острозаточенного резца 10 на Фиг.1, на Фиг.5b для острозаточенного резца 11 на Фиг.2, на Фиг.5с для острозаточенного резца 11 на Фиг.3, на Фиг.5d для острозаточенного резца 11, который хотя и соответствует Фиг.2, но имеет наклонную поверхность 24, расположенную под углом, обратным по отношению к эталонной поверхности В, на Фиг.5е для острозаточенного резца 11 на Фиг.4, и на Фиг.5f для острозаточенного резца 11', который не показан и который имеет две наклонные поверхности 24v и 24s, расположенные по углом одна к другой.
На Фиг.5а, 5b и 5d показаны острозаточенные резцы 10 и 11, соответствующие изображениям на Фиг.1 и 2 соответственно, в которых первая и вторая режущие кромки 16, 18 имеют углы YS наклона, причем один из них больше нуля градусов и второй меньше, чем ноль градусов.
Первая режущая кромка 16 фрезерует вогнутую боковую поверхность 53 зуба, и вторая режущая кромка 18 фрезерует выпуклую боковую поверхность 54 зуба, и по этой причине углы наклона на этих двух режущих кромках обозначены как YSV и YSX соответственно, в соответствии с чертежом, показанным на Фиг.5. В острозаточенном резце по Фиг.5а угол YSV наклона меньше, чем ноль градусов, и угол YSX наклона больше, чем ноль градусов. То же относится к углам наклона острозаточенного резца 11 по Фиг.5b. У острозаточенного резца 11 по Фиг.5d угол YSV наклона больше, чем ноль градусов, и угол YSX наклона меньше, чем ноль градусов.
В острозаточенном резце 11 по фиг.5с первая режущая кромка 16 и вторая режущая кромка 18 имеют оба угла YSV и YSX наклона соответственно, равные нулю градусов.
В острозаточенном резце 11 по фиг.5е, в которой наклонная поверхность 24 изогнута, первая режущая кромка 16 и вторая режущая кромка 18 имеют оба угла YSV и YSX наклона соответственно, большие, чем ноль градусов.
В острозаточенном резце 11' по Фиг.5f, в которой наклонная поверхность 24 составлена из двух расположенных под углом друг к другу наклонных поверхностей 24v, 24х, первая режущая кромка 16, которая сформирована в результате пересечения поверхности 17 зазора и наклонной поверхности 24v, и вторая режущая кромка 18, которая сформирована в результате пересечения поверхности зазора 19 и наклонной поверхности 24х, каждая имеет угол YSV и YSX наклона, которые соответственно меньше чем ноль градусов.
Свойство, общее для всех вариантов выполнения, показанных на Фиг.5, состоит в том, что используется очень малое значение углов наклона, которые лежат в диапазоне приблизительно от 0 до +10°. При положительных углах наклона острозаточенный резец, выполненный в соответствии с настоящим изобретением, может быть изготовлен из инструментальной стали. В случаях, когда углы наклона равны нулю градусов, а также в случае отрицательных углов наклона, инструмент необходимо изготовлять из сплава на основе карбида, поскольку при таких углах наклона инструментальная сталь имеет менее предпочтительные характеристики износа.
На Фиг.7 показан острозаточенный резец 10, выполненный в соответствии с настоящим изобретением, в зацеплении с пазом 51 зуба. При фрезеровании паза 51 зуба профиль режущей кромки одного и того же острозаточенного резца 10 формирует паз 51 зуба в его полной окончательной геометрии за один проход фрезерования. При сравнении Фиг.7 и 6 становится очевидно, что острозаточенный резец 10 заменяет известную группу резцов, состоящую из внешнего резца 60 и внутреннего резца 66. Первичные режущие кромки 61v и 67х группы известных резцов были заменены соответствующими формующими режущими кромками 16 и 18 соответственно одного и того же резца 10.
На Фиг.8а показан вид сверху, т.е. в плане, режущей головки 40, от торцевой поверхности 42 которой продолжаются известные резцы, то есть внешние резцы 60 и внутренние резцы 66. Резцы 60 и 66 расположены по кругу 49. Направление вращения режущей головки 40 обозначено стрелкой 44. Режущая головка 42 вращается вокруг оси 46. Коническое зубчатое колесо 50 представляет собой кольцевое зубчатое колесо, вращающееся вокруг оси 56.
На Фиг.8b представлена для сравнения режущая головка 40, оборудованная острозаточенными резцами 10, выполненными в соответствии с настоящим изобретением. При этом острозаточенные резцы 10 могут быть установлены на кольце резцов по Фиг.8а, в дополнение к резцам 60, 66. На Фиг.8а внешний резец 60 выполняет обработку вогнутой боковой поверхности 53, и внутренний резец 66 выполняет обработку выпуклой боковой поверхности 54 паза зуба. На Фиг.6 показана часть иллюстрации, изображенной на Фиг.8а, представляющая, что резцы 60, 66 также обрабатывают основание 52 паза 51 зуба. На Фиг.8а и 8b коническое зубчатое колесо 50 подвергают механической обработке с использованием способа однократного деления. Это означает, что паз 51 зуба механически обрабатывают за один проход фрезерования до тех пор, пока не будет получена требуемая конечная геометрия. Затем выполняют движение делителя, то есть коническое зубчатое колесо 50 поворачивают на положение делителя, в котором расположен следующий паз зуба. Этот следующий паз 51 зуба затем обрабатывают в ходе другого прохода фрезерования, пока он не будет полностью закончен, и т.д. На Фиг.8b один и тот же острозаточенный резец 10 обрабатывает паз 51 зуба с использованием первой и второй режущих кромок 16 и 18 соответственно острозаточенного резца 10, обрабатывая вогнутый и выпуклый торцы 53 и 54 соответственно и используя верхнюю режущую кромку 20 для обработки основания 52 паза зуба в соответствии с изображением на Фиг.7. Первая и вторая режущие кромки 16, 18 являются первичными или формируют режущие кромки для полного фрезерования вогнутой и выпуклой боковых поверхностей 53 и 54 соответственно так, что паз 51 для зуба формируют в результате механической обработки с использованием одного и того же острозаточенного резца 10 за один проход фрезерования до тех пор, пока не будет получена полная конечная геометрия. Затем выполняется поворот делителя, формируется следующий паз 51 для зуба в его полной конечной геометрии за следующий проход фрезерования и т.д. Острозаточенный резец 10 также расположен на круге 49 и продолжается от торцевой поверхности 42 режущей головки 40.
Способ, реализуемый в соответствии с настоящим изобретением, который выполняют с использованием режущей головки 40 и компоновки из острозаточенных резцов 10 по Фиг.8b, отличается от известного способа, выполняемого в соответствии с Фиг.8а, тем, что во время фрезерования паза 51 зуба с профилем режущей кромки одного и того же острозаточенного резца 10 за один проход фрезерования формируется паз 51 зуба в его полной конечной геометрии. В способе, реализуемом в соответствии с настоящим изобретением, количество режущих кромок, активно используемых при формировании зуба конического зубчатого колеса 50, равно удвоенному количеству по сравнению с известным способом при использовании той же режущей головки. Объем стружки, снимаемой каждым острозаточенным резцом 10, существенно выше, чем объем стружки, снимаемой каждым известным резцом 60 или 66, поскольку в острозаточенном резце 10, выполненном в соответствии с настоящим изобретением, весь профиль, входящий в паз 51 зуба, задействован при фрезеровании. Конструкция профиля острозаточенного резца, выполненного в соответствии с настоящим изобретением, позволяет использовать очень малые углы наклона при формировании режущих кромок 16, 18 и, следовательно, очень значительные режущие усилия, которые, однако, не создают какие-либо проблемы в существующих и доступных в настоящее время станках с ЧПУ с червячной фрезой.
На каждой из Фиг.8а и 8b показано кольцевое зубчатое колесо в виде конического зубчатого колеса. Хотя в компоновке, выбранной на Фиг.5, левая режущая кромка 16 предназначена для формирования вогнутой боковой поверхности, и правая режущая кромка 18 предназначена для формирования выпуклой боковой поверхности зуба, предназначение кромок может быть полностью реверсировано в зависимости от фрезеруемой детали, как это, например, представлено на Фиг.8.
Область применения острозаточенных резцов, выполняющих полное фрезерование, в соответствии с изобретением, в основном, составляет способ одиночного деления или способ производства циркулярной дуги, но следует понимать, что острозаточенный резец, выполненный в соответствии с настоящим изобретением, также можно использовать в способе непрерывного производства.
Учитывая, что все острозаточенные резцы 10, выполненные в соответствии с настоящим изобретением и установленные на режущую головку 40, используются при формировании окончательной геометрии зубьев конического зубчатого колеса, то способ, реализуемый в соответствии с настоящим изобретением, позволяет получить преимущество по сравнению с известным способом по Фиг.8а, состоящее в существенном уменьшении времени механической обработки (до 50%), при этом отдельные острозаточенные резцы подвергаются существенно меньшему износу.
Список ссылочных позиций
10 острозаточенный резец
11 острозаточенный резец
11' острозаточенный резец
14 режущий конец
16 первая режущая кромка
17 поверхность зазора
18 вторая режущая кромка
19 поверхность зазора
20 верхняя режущая кромка
21 верхняя поверхность
22 наклонная поверхность
24 наклонная поверхность
24v наклонная поверхность
24х наклонная поверхность
26 наклонная поверхность
40 режущая головка
42 торцевая поверхность
44 направление вращения режущей головки
46 ось
49 окружность
50 коническое зубчатое колесо
51 паз зуба
52 основание паза зуба
53 вогнутая боковая поверхность зуба
54 выпуклая боковая поверхность зуба
55 торец зуба
56 ось
60 внешний резец
61v первичная режущая кромка
61х вторичная режущая кромка
66 внутренний резец
67v вторичная режущая кромка
67х первичная режущая кромка
В эталонная плоскость
YS угол наклона
YSV угол наклона по отношению к вогнутому торцу зуба
YSX угол наклона по отношению к выпуклому торцу зуба
Реферат
Изобретение относится к области обработки материалов резанием, изготовлению конических зубчатых колес. Способ заключается в использовании острозаточенных резцов, профиль каждого из которых позволяет полностью обрабатывать впадину между зубьями за один проход. Острозаточенный резец имеет профиль, сформированный на одном конце хвостовика в результате пересечения, по меньшей мере, одной наклонной поверхности, по меньшей мере, двух задних поверхностей и верхней поверхности и предназначенный для получения полного профиля впадины между зубьями. Резец или каждый из них располагают на торцовой поверхности режущей головки по кругу, а его режущий конец выступает из торцовой поверхности режущей головки. 1 н. и 22 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Зуборезная резцовая головка
Комментарии