Вставная режущая пластина для резания и индексируемый зуборезный инструмент, использующий эту пластину - RU2465989C1
Код документа: RU2465989C1
Чертежи









Описание
Область техники
Настоящее изобретение относится к вставной режущей пластине, используемой в процессе нарезания зубьев для нарезания зубчатых пазов шестерни или подобного устройства, и к индексируемому зуборезному инструменту, использующему вставную режущую пластину, в частности, преимущественно для нарезания эвольвентной шестерни.
Предпосылки к созданию изобретения
Фасонный зуборезный инструмент используют в процессе нарезания зубьев методом вырезания профиля зуба шестерни по профилю кромки с таким же контуром в качестве контура вырезаемого профиля зуба шестерни. В известном фасонном зуборезном инструменте вставные режущие пластины механически закреплены во множестве установочных гнезд под режущие пластины, размещенных в окружном направлении во внешнем периферийном участке по существу дискового корпуса, вращаемого вокруг осевой линии.
Вставная режущая пластина, прикрепленная к индексируемому зуборезному инструменту, обычно представляет собой вставную режущую пластину с отрицательным передним углом, выполненную в по существу прямоугольной плоской форме. Вставная режущая пластина содержит режущую кромку в участке линии ребра на пересечении между задней поверхностью, расположенной на прямоугольной поверхности, и передней поверхностью, расположенной на боковой поверхности, перпендикулярной задней поверхности. Режущая кромка выполнена в форме эвольвентной кривой линии, соответствующей эвольвентному профилю зуба, используемому в большинстве шестерен.
В том случае, если вставная режущая пластина закреплена в установочном гнезде под режущую пластину, осевой передний угол является отрицательным, тем самым приводя к низкой эффективности резания и высокому сопротивлению резанию при резании. Вследствие этого появляется тенденция возникновения дребезжащей вибрации, которая вызывает проблемы снижения точности резания, уменьшения срока службы режущего инструмента вследствие повреждения режущей кромки и тому подобного.
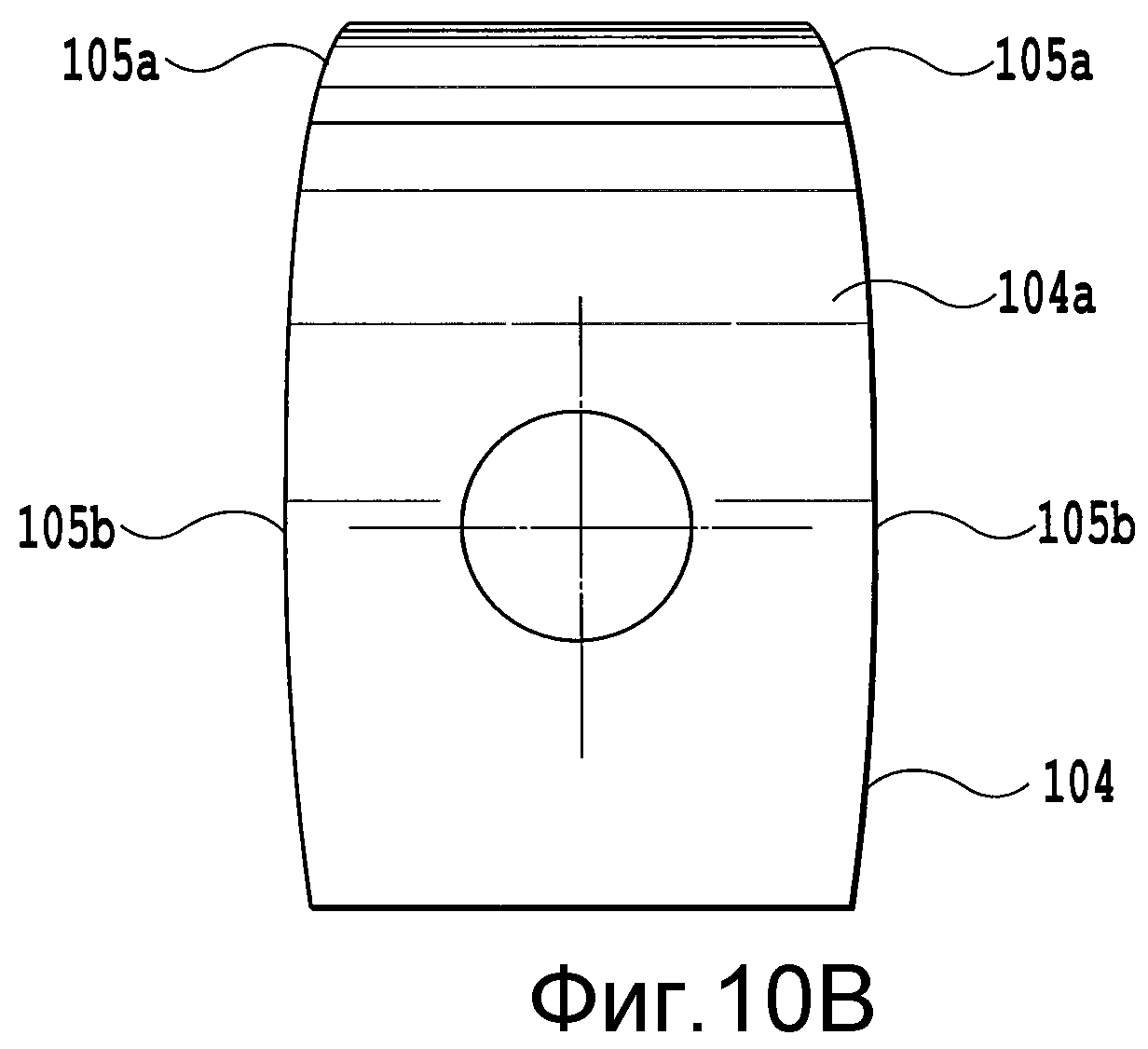
Для устранения данной проблемы во вставной режущей пластине для зуборезной фрезы, раскрытой в патентном документе 1, которая показана на фиг.10А-фиг.10С, корпус 104 вставной режущей пластины содержит боковую поверхность 104с, которая выполнена с постепенным наклоном внутрь корпуса 104 вставной режущей пластины от верхней поверхности 104а корпуса 104 вставной режущей пластины к его нижней поверхности, при этом ребристые линии на пересечении между боковой поверхностью 104с корпуса 104 вставной режущей пластины и верхней поверхностью 104а корпуса 104 вставной режущей пластины образованы как режущие кромки 105а и 105b для нарезания нижних участков зуба и плоскости зуба эвольвентной шестерни.
В изобретении в соответствии с патентным документом 1 боковая поверхность 104с корпуса 104 вставной режущей пластины выполнена как передняя поверхность плоской поверхности, расположенной под постоянным углом. Однако когда данный угол наклона является чрезмерно большим, возникает вероятность того, что ребро 105а режущей кромки для нарезания нижних участков зуба эвольвентной шестерни, расположенное в нижнем положении высоты кромки от нижней поверхности 104b до ребра 105 режущей кромки корпуса 104 вставной режущей пластины, будет смещаться внутрь корпуса 104 вставной режущей пластины в виде сверху, если смотреть с направления, противоположного верхней поверхности 104а корпуса 104 вставной режущей пластины. С другой стороны, возникает вероятность того, что ребро 105b режущей кромки для нарезания участков профиля зуба эвольвентной шестерни, расположенное в высоком положении высоты кромки, будет выступать за пределы корпуса 104 вставной режущей пластины в виде сверху, если смотреть с направления, противоположного верхней поверхности 104а корпуса 104 вставной режущей пластины. Поэтому в положении, в котором корпус 104 вставной режущей пластины закреплен на корпусе режущего инструмента, радиальный передний угол γf рядом с ребром 105а режущей кромки для нарезания нижнего участка зуба шестерни является чрезмерно отрицательным и эффективность резания уменьшается по сравнению с ребром 105b режущей кромки другого участка. Вследствие этого в данном обычном типе вставной режущей пластины имеется проблема, заключающаяся в том, что угол наклона, который может быть применен к боковой поверхности 104с корпуса 104 вставной режущей пластины, служащей передней поверхностью, ограничен.
Настоящее изобретение создано с учетом вышеупомянутых проблем, и целью настоящего изобретения является создание вставной режущей пластины, которая способна уменьшить разницу в радиальном переднем угле между соответствующими участками режущей кромки и индексируемого зуборезного инструмента, использующего данную вставную режущую пластину.
Перечень ссылок
Патентный документ
PTL1: Выложенный патент Японии № 2005-66780
Краткая сущность изобретения
Один аспект настоящего изобретения включает вставную режущую пластину, закрепленную с возможностью удаления в установочном гнезде под режущую пластину, образованном во внешнем периферийном участке по существу дискового корпуса режущего инструмента, который вращается вокруг осевой линии, причем упомянутая вставная режущая пластина содержит по существу плоский корпус вставной режущей пластины, выполненный в по существу прямоугольной форме в виде сверху, заднюю поверхность, предусмотренную на верхней поверхности корпуса вставной режущей пластины, переднюю поверхность, предусмотренную на боковой поверхности корпуса вставной режущей пластины с возможностью пересечения с задней поверхностью, и режущую кромку, предусмотренную в участке линии ребра на пересечении между передней поверхностью и задней поверхностью, причем режущая кромка выполнена по существу в форме эвольвентной кривой линии в виде сбоку с торца корпуса вставной режущей пластины, причем передняя поверхность расположена под углом внутрь корпуса вставной режущей пластины от верхней поверхности к его нижней поверхности, и, по меньшей мере, передний концевой участок, расположенный во внешней периферийной стороне корпуса режущего инструмента, выполнен в форме вогнутой криволинейной поверхности, образующей часть по существу конической боковой поверхности.
В соответствии с изобретением передняя поверхность может быть образована из множества вогнутых криволинейных поверхностей, образующих соответствующие части по существу конических боковых поверхностей.
Кроме того, в соответствии с изобретением режущая кромка может быть выполнена по существу в форме прямой линии в виде сверху.
Другой аспект настоящего изобретении включает индексируемый зуборезный инструмент, в котором установлена вставная режущая пластина в соответствии с п.1 формулы изобретения, содержащий по существу дисковый корпус режущего инструмента, который вращается вокруг осевой линии, и множество установочных гнезд под режущие пластины, расположенных во внешнем периферийном участке корпуса режущего инструмента в шахматном порядке в окружном направлении, причем вставная режущая пластина закреплена с возможностью удаления в установочном гнезде под режущую пластину таким образом, что радиальный передний угол является отрицательным.
Краткое описание чертежей
Фиг.1 представляет собой перспективный вид, показывающий зуборезную фрезу в соответствии с вариантом осуществления настоящего изобретения;
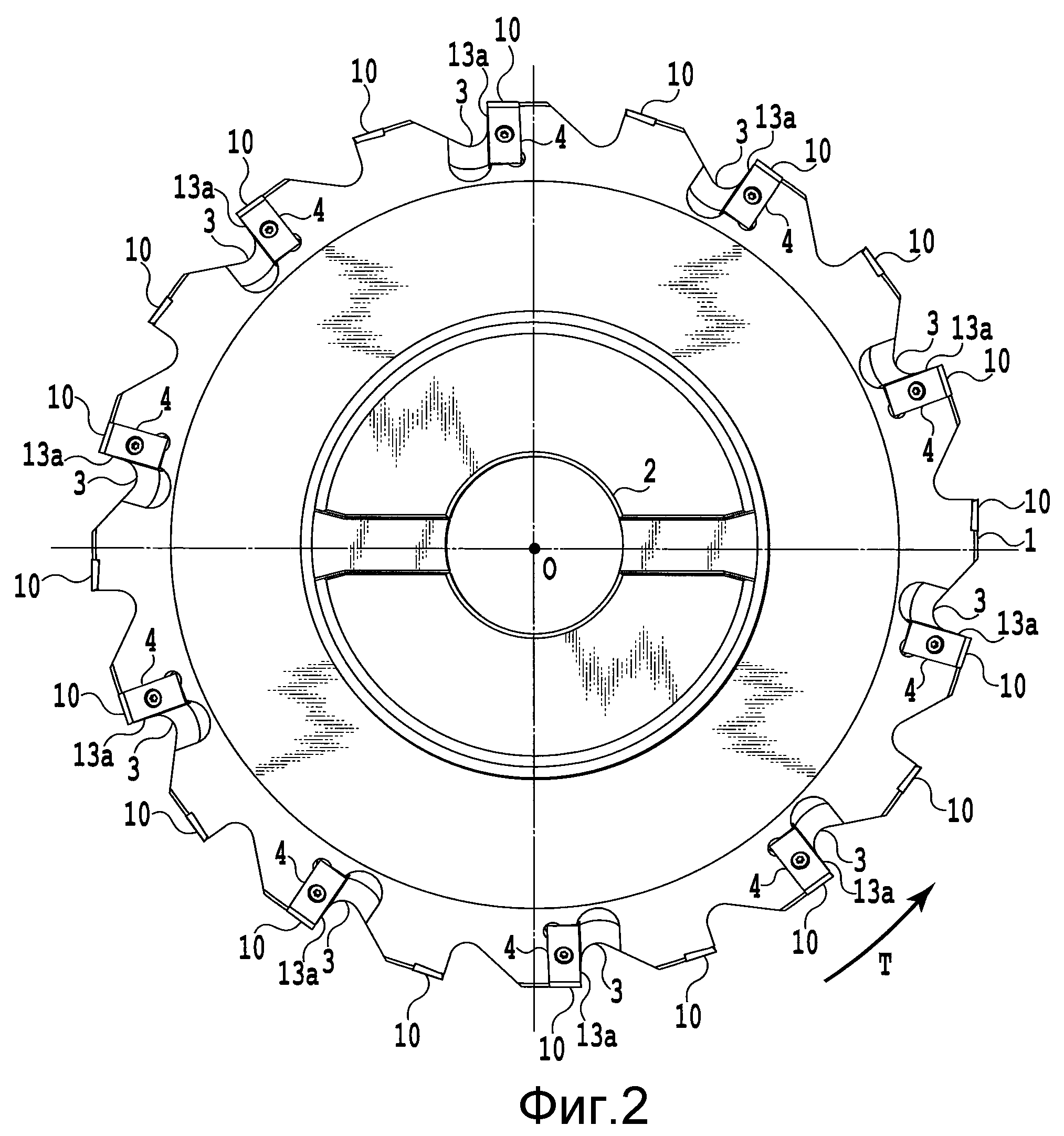
Фиг.2 представляет собой вид спереди зуборезной фрезы, показанной на фиг.1;
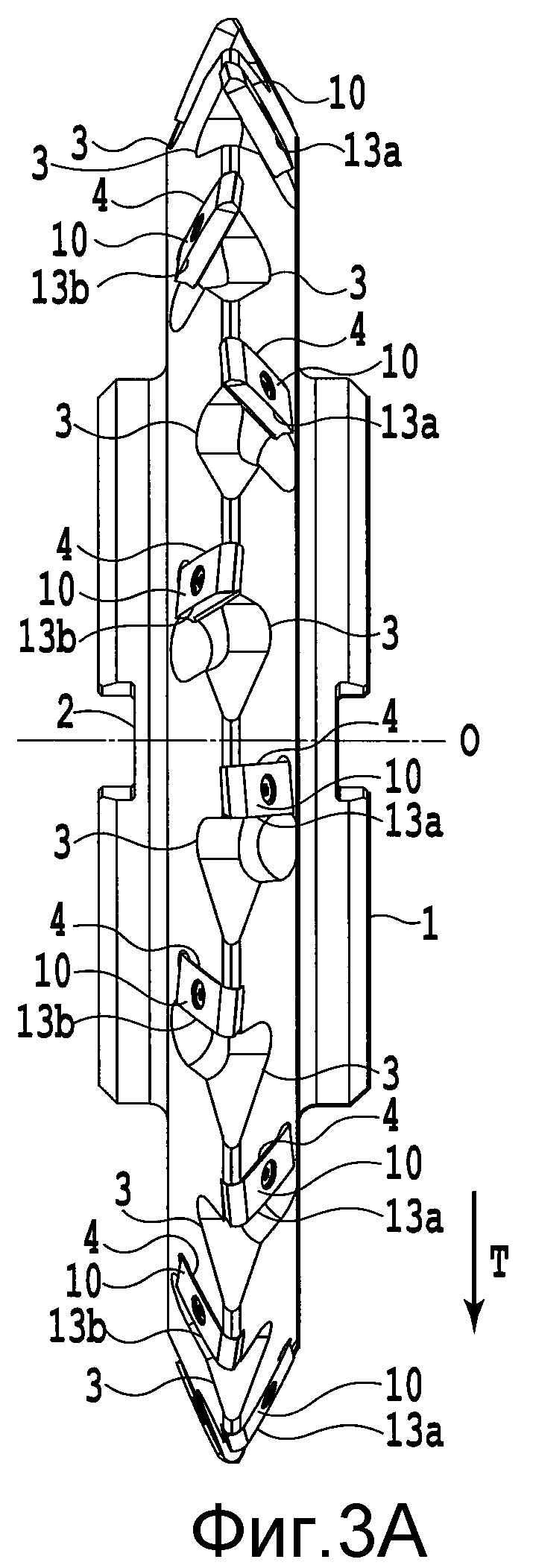
Фиг.3А представляет собой вид сбоку зуборезной фрезы, показанной на фиг.1;
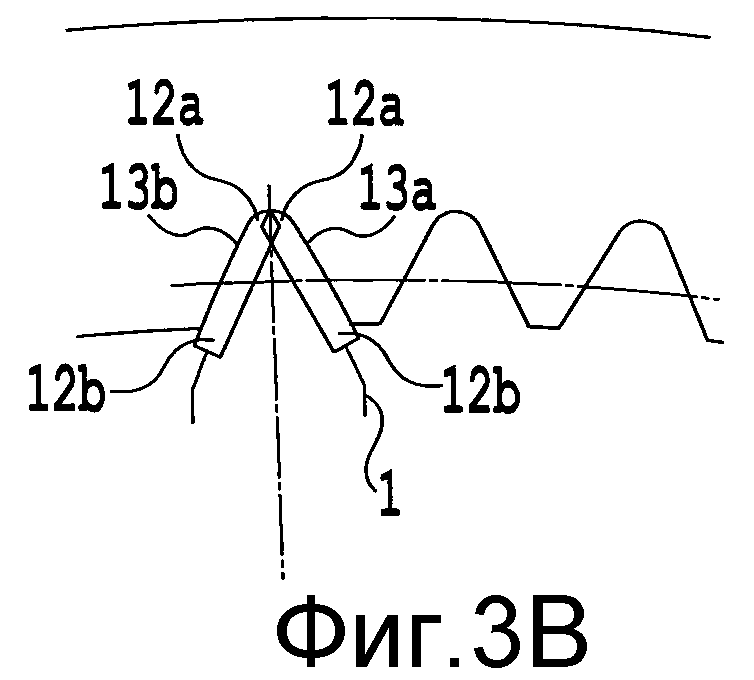
Фиг.3В представляет собой принципиальную схему, поясняющую положение резания зуборезной фрезы, показанной на фиг.1;
Фиг.4 представляет собой частично увеличенный вид в соответствии с фиг.3А;
Фиг.5 представляет собой частично увеличенный вид в соответствии с фиг.2;
Фиг.6А представляет собой перспективный вид, показывающий вставную режущую пластину, закрепляемую на зуборезной фрезе, показанной на фиг.1;
Фиг.6В представляет собой вид сверху, показывающий вставную режущую пластину, закрепляемую на зуборезной фрезе, показанной на фиг.1;
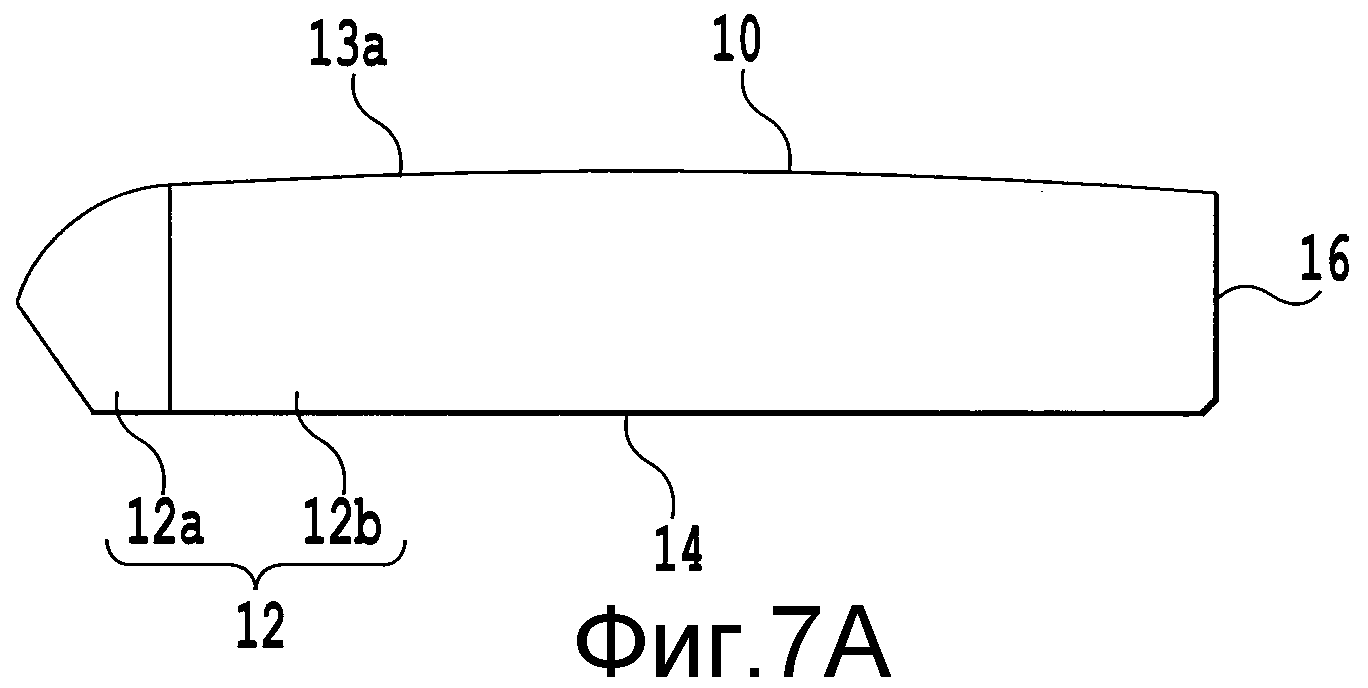
Фиг.7А представляет собой вид слева, показывающий вставную режущую пластину, показанную на фиг.6;
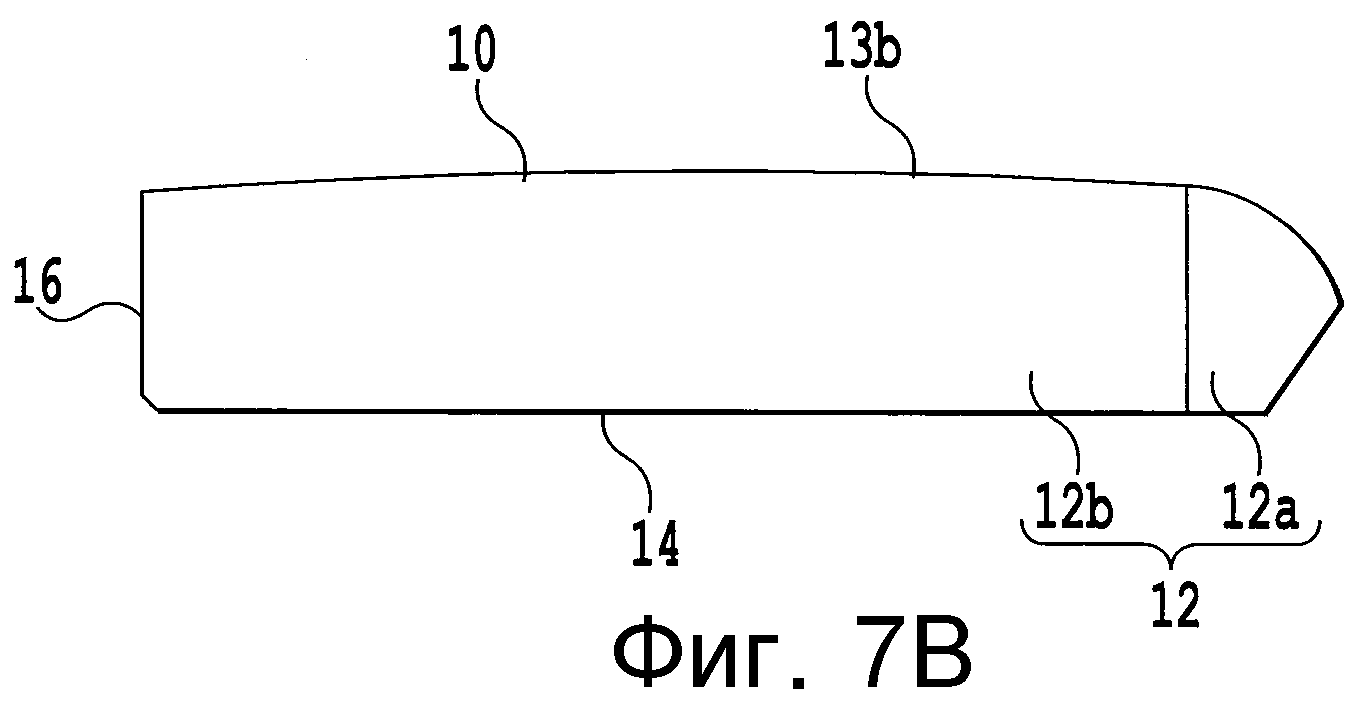
Фиг.7В представляет собой вид справа, показывающий вставную режущую пластину, показанную на фиг.6;
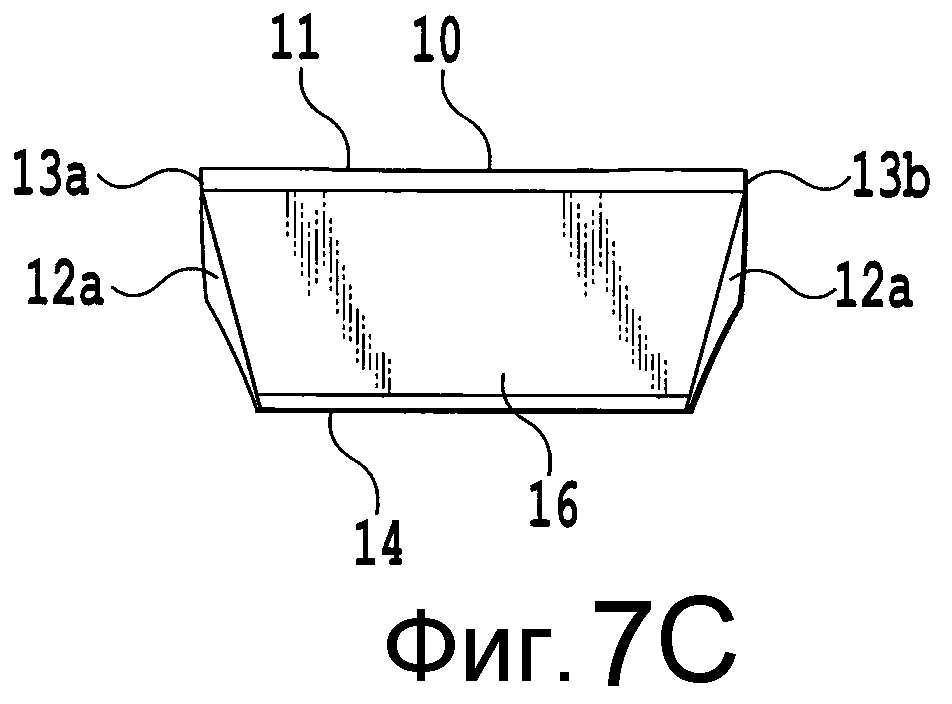
Фиг.7С представляет собой вид спереди, показывающий вставную режущую пластину, показанную на фиг.6;
Фиг.7D представляет собой вид сзади, показывающий вставную режущую пластину, показанную на фиг.6;
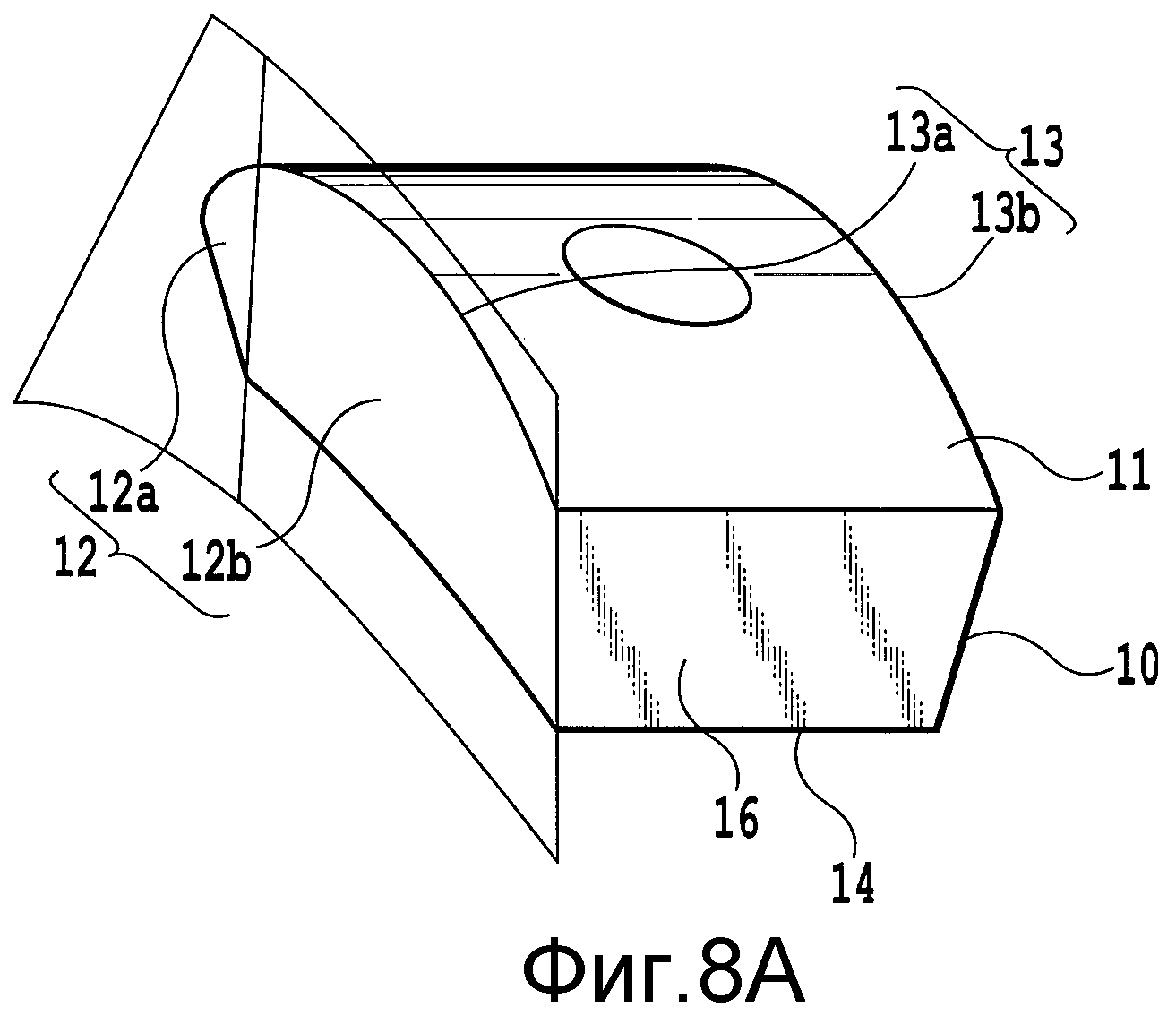
Фиг.8А представляет собой принципиальную схему, поясняющую конфигурацию вставной режущей пластины, показанной на фиг.6;
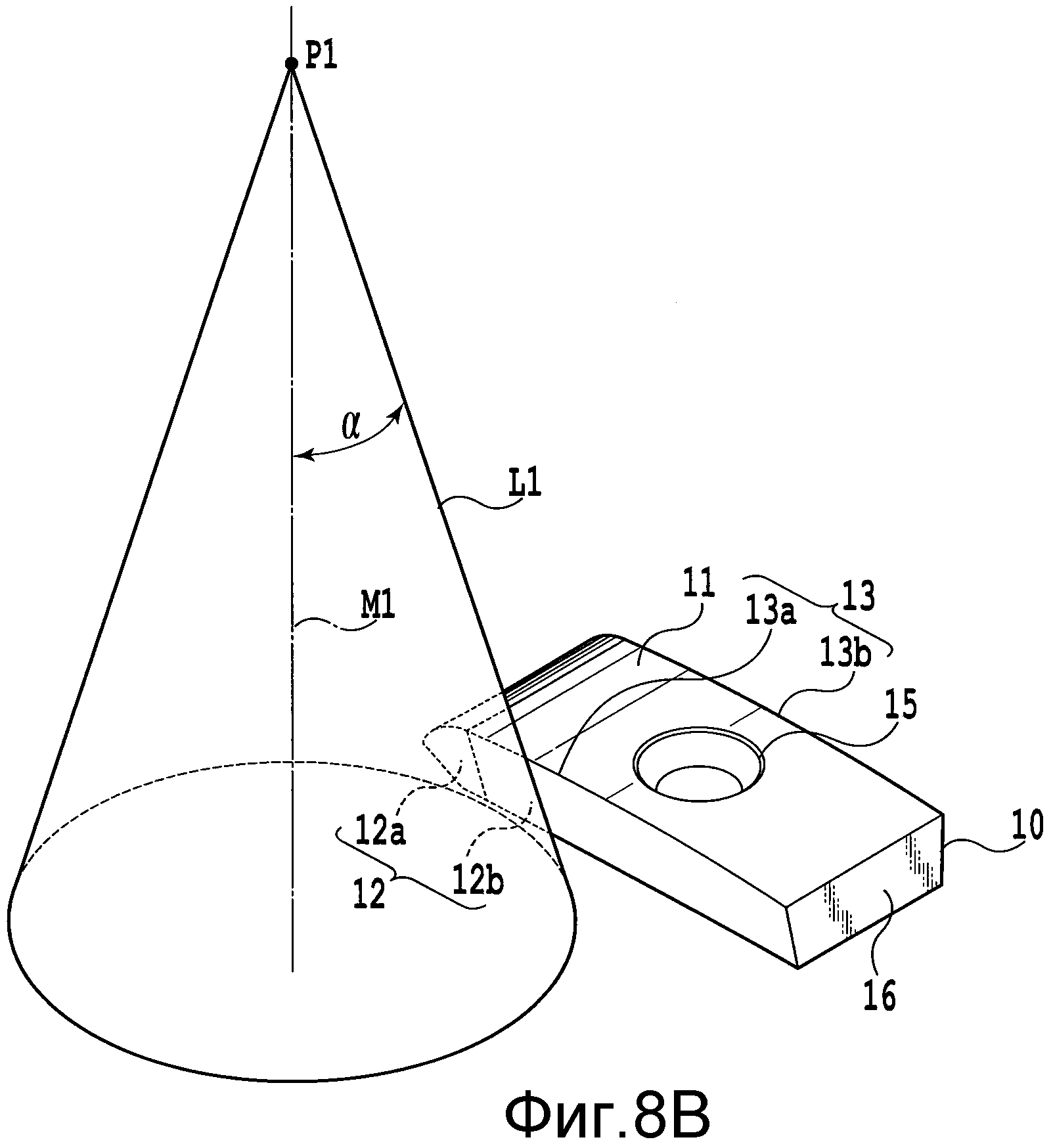
Фиг.8В представляет собой принципиальную схему, поясняющую положение наклона передней поверхности вставной режущей пластины, показанной на фиг.6;
Фиг.9А представляет собой вид сбоку, показывающий модификацию зуборезной фрезы, показанной на фиг.1;
Фиг.9В представляет собой принципиальную схему, поясняющую положение резания в соответствии с модификацией в зуборезной фрезе, показанной на фиг.1;
Фиг.10А представляет собой принципиальный перспективный вид, поясняющий конфигурацию вставной режущей пластины, закрепляемой на обычной неперетачиваемой зуборезной фрезе;
Фиг.10В представляет собой принципиальный вид сверху, поясняющий конфигурацию вставной режущей пластины, закрепляемой на обычной неперетачиваемой зуборезной фрезе;
Фиг.10С представляет собой принципиальный вид сбоку, поясняющий конфигурацию вставной режущей пластины, закрепляемой на обычной неперетачиваемой зуборезной фрезе.
Описание вариантов осуществления
Ниже будет описан вариант осуществления вставной режущей пластины в соответствии с настоящим изобретением и индексируемый режущий инструмент, использующий данную вставную режущую пластину, со ссылкой на фиг.1-8.
Зуборезная фреза в соответствии с данным вариантом осуществления, которая показана на фиг.1-3, содержит корпус 1 режущего инструмента, корпуса 10 вставных режущих пластин и крепежные винты 20. Корпус 1 режущего инструмента выполнен по существу в форме диска с возможностью вращения вокруг осевой линии. Корпус 10 вставной режущей пластины закреплен с возможностью удаления на внешнем периферийном участке корпуса 1 режущего инструмента в виде крайнего участка. Для закрепления корпуса 10 вставной режущей пластины на корпусе 1 режущего инструмента используется крепежный винт 20.
Корпус 1 режущего инструмента выполнен из стали или подобного материала и содержит сквозное отверстие 2, множество пазов 3 для схода стружки и множество установочных гнезд 4 под режущие пластины. Сквозное отверстие 2 выполнено с возможностью прохождения через центральный участок корпуса 1 режущего инструмента вдоль осевой линии и используется для закрепления корпуса 1 режущего инструмента на основном шпинделе станка. Множество пазов 3 для схода стружки прорезано в шахматном порядке на внешнем периферийном участке корпуса 1 режущего инструмента в окружном направлении, чтобы облегчить образование, размещение и удаление стружки во время резания. Каждое из множества установочных гнезд 4 под режущие пластины образовано на рабочей поверхности в каждом из пазов 3 для вставных режущих пластин, обращенных в направлении Т вращения режущего инструмента с возможностью размещения в них корпуса 10 вставной режущей пластины.
Установочное гнездо 4 под режущую пластину, как показано на фиг.4, содержит нижнюю поверхность 5, выполненную в виде плоской поверхности, на которой размещается корпус 10 вставной режущей пластины, боковую стенку 6, поднимающуюся из нижней поверхности 5, причем боковая стенка 6 направлена в направлении Т вращения режущего инструмента, и боковую стенку 7, направленную во внешнюю периферийную сторону корпуса 1 режущего инструмента. Нижняя поверхность 5 содержит отверстие 8 под винт с внутренней резьбой, выполненное в ней с возможностью вхождения в зацепление с крепежным винтом 20. Установочное гнездо 4 под режущую пластину, как показано на фиг.5, образовано таким образом, что радиальный передний угол γf становится отрицательным, когда корпус 10 вставной режущей пластины закреплен в установочном гнезде 4 под режущую пластину. Установочные гнезда 4 под режущие пластины, выполненные таким образом, расположены поочередно с равными интервалами на правой и левой боковых поверхностях корпуса 1 режущего инструмента в окружном направлении, так что множество установочных гнезд 4 под режущие пластины расположены в шахматном порядке.
Корпус 10 вставной режущей пластины выполнен из быстрорежущей инструментальной стали, победита, кермета, керамики, керамического материала, спеченного при сверхвысоком давлении, или подобного материала и выполнен в по существу продолговатой плоской форме, более конкретно, в по существу выгнутой форме. Корпус 10 вставной режущей пластины представляет собой вставную режущую пластину, выполненную с так называемым положительным передним углом, и содержит заднюю поверхность 11, пару передних поверхностей 12, 12, пару режущих кромок 13, 13, опорную поверхность 14 и крепежное отверстие 15. Задняя поверхность 11 расположена на верхней поверхности корпуса 10 вставной режущей пластины. Пара передних поверхностей 12, 12 расположены на правой и левой боковых поверхностях в длинной профильной стороне, пересекающейся с заострением с задней поверхностью 11. Пара режущих кромок 13, 13 расположены в участках линии ребра на пересечении между передними поверхностями 12, 12 и задней поверхностью 11. Опорная поверхность 14 расположена на нижней поверхности, противоположной задней поверхности 11, образуя плоскую поверхность. Крепежное отверстие 15 выполнено с возможностью прохождения через центральный участок в направлении толщины.
Корпус 10 вставной режущей пластины, как показано на фиг.4, прикреплен к установочному гнезду 4 под режущую пластину с возможностью удаления. Корпус 10 вставной режущей пластины размещается на нижней поверхности 5 установочного гнезда 4 под режущую пластину при помощи нижней поверхности, противоположной задней поверхности 11, в качестве опорной поверхности 14, и тогда одна из пары передних поверхностей 12, 12 входит в контакт с боковой стенкой 6 установочного гнезда 4 под режущую пластину, при этом контактная поверхность 16, состоящая из плоской поверхности, предусмотренной в боковой поверхности на короткой стороне, находится в контакте с боковой стенкой 7 установочного гнезда 4 под режущую пластину. В этом положении, когда крепежный винт 20 ввинчен в отверстие 20 под винт через крепежное отверстие 15, корпус 10 вставной режущей пластины закреплен в установочном гнезде 4 под режущую пластину. Кроме того, корпус 10 вставной режущей пластины выполнен с возможностью закрепления в установочном гнезде 4 под режущую пластину в любой из правой и левой сторон, расположенных в шахматном порядке.
Задняя поверхность 11, как показано на фиг.8А, выполнена в по существу продолговатой форме в виде сверху и состоит из выпуклой криволинейной поверхности, немного вспученной в по существу полукруглой форме.
Передняя поверхность 12, как показано на фиг.8А и фиг.8В, состоит из двух вогнутых криволинейных поверхностей, образующих соответствующие части по существу конических боковых поверхностей, расположенных под углом внутрь корпуса 10 вставной режущей пластины от задней поверхности 11 к опорной поверхности 14. Две вогнутые криволинейные поверхности образованы из вогнутой криволинейной поверхности, предусмотренной в переднем концевом участке 12а, расположенном на внешней периферийной стороне корпуса 1 режущего инструмента, и вогнутой криволинейной поверхности, предусмотренной в другом участке 12b и выполненной таким образом, что вершина Р1 одного конуса смещена от вершины Р2 другого, образуя образующие L1 и L2 соответствующих конусов вдоль режущей кромки 13. Вершины Р1 и Р2 расположены в верхней стороне корпуса 10 вставной режущей пластины, то есть в стороне задней поверхности 11. Угол наклона переднего концевого участка 12а установлен равным углу наклона другого участка 12b, при этом две вогнутые криволинейные поверхности плавно соединены, образуя одну переднюю поверхность 12. Угол α наклона передней поверхности 12, то есть угол, образованный конической осью М1 (М2) вогнутой криволинейной поверхности переднего концевого участка 12а и образующей L1 (L2), предпочтительно, установлен в пределах от 10° до 20°, например, установлен равным 15°.
В передней поверхности, выполненной таким образом, осевой передний угол γρ, как показано на фиг.4, является положительным в, по меньшей мере, значительной части другого участка, помимо переднего концевого участка 12а, когда корпус 10 вставной режущей пластины закреплен в установочном гнезде 4 под режущую пластину. Кроме того, осевой передний угол γρ уменьшается, когда он приближается к внешней периферийной стороне корпуса 1 режущего инструмента. Осевой передний угол γρ1, образованный образующей L1 конуса в переднем концевом участке 12а и его осевой линией 0, предпочтительно, установлен в пределах от 0° до 10°, например, установлен в пределах от 0,0° до 6,6°. Кроме того, осевой передний угол γρ2, образованный образующей L2 конуса в другом участке 12b, помимо переднего концевого участка, и осевой линией О, предпочтительно, установлен в пределах от больше 0° до меньше 15°, например, установлен в пределах от 6,6° до 9,0°.
Как показано на фиг.5, когда корпус 10 вставной режущей пластины закреплен в установочном гнезде 4 под режущую пластину, угол, образованный режущей кромкой 13 и диаметральной линией N, перпендикулярной осевой линии О, то есть радиальный передний угол γf, является отрицательным в виде спереди корпуса 1 режущего инструмента, если смотреть с направления, противоположного задней поверхности 11. Радиальный передний угол γf является по существу постоянным по всей длине режущей кромки 13 и, предпочтительно, установлен в пределах от -10° до 0°, например установлен равным -3,8°.
Главный передний угол γо является положительным в, по меньшей мере, значительной части другого участка, помимо переднего концевого участка 12а, когда корпус 10 вставной режущей пластины закреплен в установочном гнезде 4 под режущую пластину. Кроме того, главный передний угол γо уменьшается, когда он приближается к внешней периферийной стороне корпуса 1 режущего инструмента. Главный передний угол γо1 в переднем концевом участке 12а установлен, например, в пределах от 5,5° до 9,4°. Кроме того, главный передний угол γо2 в другом участке 12b, помимо переднего концевого участка, установлен, например, в пределах от 9,4° до 9,6°. Кроме того, угол λ наклона режущей кромки является положительным и увеличивается, когда он приближается к внешней периферийной стороне корпуса 1 режущего инструмента. Угол λ1 наклона режущей кромки в переднем концевом участке 12а установлен, например, в пределах от 7° до 15°. Кроме того, угол λ2 наклона режущей кромки в другом участке 12b, помимо переднего концевого участка, установлен, например, в пределах от 0° до 7°.
Режущая кромка 13, как показано на фиг.7А и фиг.7В, выполнена по существу в форме эвольвентной линии, имеющей выпуклую конфигурацию в виде сбоку корпуса 10 вставной режущей пластины, если смотреть с направления, противоположного передней поверхности 12, и выполнена так, что траектория вращения режущей кромки 13 содержит эвольвентную кривую линию. Как показано на фиг.6В, режущая кромка 13 также выполнена по существу в форме прямой линии в виде сверху корпуса 10 вставной режущей пластины, если смотреть с направления, противоположного задней поверхности 11.
Режущие кромки 13 расположены в соответствующих ребристых участках пары передних поверхностей 12, 12 с возможностью образования пары режущих кромок 13, 13. Режущая кромка 13, как показано на фиг.3А, может быть использована как правая режущая кромка 13а, расположенная в правой стороне передней поверхности 12, и как левая режущая кромка 13b, расположенная в левой стороне передней поверхности 12, в положении, когда корпус 10 вставной режущей пластины закреплен на корпусе 1 режущего инструмента. То есть корпуса 10 вставных режущих пластин, имеющие одинаковую конфигурацию, закреплены в соответствующих установочных гнездах 4 под режущие пластины, расположенных в шахматном порядке, так что правые режущие кромки 13а и левые режущие кромки 13b расположены поочередно. Правые и левые режущие кромки 13а и 13b, как показано на фиг.3В, выполнены с возможностью образования непрерывной единой режущей кромки при вращении корпуса 1 режущего инструмента вокруг осевой линии. Эвольвентная кривая линия, полученная посредством ряда режущих кромок, переносится на заготовку, чтобы вырезать эвольвентный профиль зуба.
Зуборезную фрезу закрепляют на основном шпинделе станка, и подача осуществляется в направлении, пересекающемся с осевой линией О, при этом корпус 1 режущего инструмента выполнен с возможностью вращения вокруг его осевой линии О. Таким образом, при использовании зуборезную фрезу перемещают для осуществления контакта с заготовкой. Кроме того, как показано на фиг.3В, эвольвентная кривая линия, образованная траекторией вращения режущей кромки 13, переносится на заготовку, таким образом осуществляя обработку пазов зубьев шестерни. То есть зуборезная фреза используется как фасонный зуборезный инструмент для нарезания пазов зубьев эвольвентной шестерни посредством способа образования, пригодного для нарезания зубьев, например, на шестерне с внутренним зацеплением с большим модулем, используемой в крупногабаритной промышленной машине, такой как строительная машина.
Кроме того, корпус 10 вставной режущей пластины, прикрепленный к зуборезной фрезе, например, в том случае, если правая режущая кромка 13а повреждается вследствие резания, используется как левая режущая кромка 13b посредством изменения положения установки в установочном гнезде 4 под режущую пластину с правого на левое. То есть один корпус 10 режущей пластины может быть использован дважды. Кроме того, передняя поверхность 12 может быть переточена для увеличения числа раз использования. Поскольку возможна периодическая переточка два или три раза, один корпус вставной режущей пластины может быть использован от шести до восьми раз.
Ниже будет описана работа выполненной таким образом зуборезной фрезы в соответствии с данным вариантом осуществления.
При зуборезной фрезе в соответствии с данным вариантом осуществления, поскольку передняя поверхность 12 выполнена под углом внутрь корпуса 10 вставной режущей пластины 10 от задней поверхности 11 к опорной поверхности 14, осевой передний угол γρ, когда корпус 10 вставной режущей пластины установлен на корпусе 1 режущего инструмента, может быть изменен в положительном направлении.
В данном случае передний концевой участок 12а передней поверхности 12, расположенный во внешней периферийной стороне корпуса 1 режущего инструмента, состоит из вогнутой криволинейной поверхности, образующей часть по существу конической боковой поверхности, которая, таким образом, способна предохранить эвольвентную кривую линию, образованную режущей кромкой 13 в виде участка, соответствующего закругленному участку нижней части зуба в эвольвентной шестерне, от изменения в другую линию в том случае, если передняя поверхность 12 расположена под углом. Другой участок 12b, помимо переднего концевого участка, также состоит из вогнутой криволинейной поверхности, образующей часть по существу конической боковой поверхности, которая, таким образом, способна предохранить эвольвентную кривую линию, образованную режущей кромкой 13, в виде участка, соответствующего профилю зуба в эвольвентной шестерне, от изменения в другую линию в случае увеличения угла α наклона передней поверхности 12. Вследствие этого угол α наклона передней поверхности 12 может быть установлен равным требуемому углу. В результате применения большого угла α наклона в передней поверхности 12, осевой передний угол γρ, когда корпус 10 вставной режущей пластины закреплен на корпусе 1 режущего инструмента, может быть положительным. Даже если корпус 10 вставной режущей пластины расположен таким образом, что радиальный передний угол γf является отрицательным, поскольку главный передний угол γо и угол λ наклона режущей кромки изменяются в положительном направлении в результате увеличения осевого переднего угла γρ, повышается эффективность резания с возможностью уменьшения сопротивления резанию. Вследствие этого, поскольку ограничивается дребезжащая вибрация и уменьшается тепло, выделяемое при резании, может быть достигнута очень высокая точность обработки и может быть предотвращено повреждение или подобное изменение режущей кромки, обеспечивая продление срока службы режущего инструмента.
Поскольку режущая кромка 13 выполнена с возможностью образования по существу формы прямой линии в виде сверху, если смотреть с направления, противоположного задней поверхности 11, радиальный передний угол γf, когда корпус 10 вставной режущей пластины закреплен на корпусе 1 режущего инструмента, является по существу постоянным по всей длине режущей кромки 13. Вследствие этого могут быть ограничены отклонения в эффективности резания режущей кромки 13 в продольном направлении. Кроме того, поскольку точка начала контакта между заготовкой и режущей кромкой 13 просто изменяется от центрального направления корпуса 10 вставной режущей пластины к его внешнему периферийному направлению, может быть предотвращено выкрашивание и растрескивание режущей кромки 13. Кроме того, осевой передний угол γρ уменьшается, когда он приближается к внешней периферийной стороне корпуса 1 режущего инструмента, а главный передний угол γо1 в переднем концевом участке 12а меньше, чем главный передний угол γо2 в другом участке 12b. Таким образом, может быть предотвращено повреждение режущей кромки 13 в качестве участка, предназначенного для вырезания нижней части зуба эвольвентной шестерни, который является наиболее уязвимым к повреждениям.
Кроме того, поскольку передняя поверхность 12 образована из вогнутой криволинейной поверхности, направление выхода стружек, образующихся в результате резания, соответствует центральному направлению корпуса 1 режущего инструмента. Таким образом, может быть предотвращено ухудшение качества обработанной поверхности вследствие скользящего контакта стружек с обрабатываемой поверхностью.
Необходимо отметить, что в данном варианте осуществления передняя поверхность выполнена из двух вогнутых криволинейных поверхностей, образующих соответствующие части по существу конических боковых поверхностей, однако вместо данного исполнения, например, передний концевой участок 12а может быть выполнен из вогнутой криволинейной поверхности, образующей часть по существу конической поверхности, а другой участок 12b может быть выполнен из наклонной поверхности, образованной из плоской поверхности. Кроме того, передняя поверхность 12 может быть образована из трех или более вогнутых криволинейных поверхностей, образующих соответствующие части по существу конических боковых поверхностей.
В данном варианте осуществления угол α наклона передней поверхности 12 установлен постоянным при отсутствии разницы в угле наклона между передним концевым участком 12а и другим участком 12b, однако вместо данного исполнения угол α наклона может быть разным в зависимости от положения участка.
В данном варианте осуществления угол α наклона передней поверхности 12 установлен равным 15°. Однако угол α наклона не ограничен данным значением и может быть установлен равным любому другому углу. В целях повышения эффективности резания и уменьшения сопротивления резанию угол α наклона передней поверхности 12, предпочтительно, установлен в пределах от 10° до 20°, более предпочтительно, в пределах от 12° до 18°. Если угол α наклона передней поверхности 12 будет меньше 10°, то поскольку передняя поверхность 12 образована таким образом, что радиальный передний угол γf, когда корпус 10 вставной режущей пластины закреплен в установочном гнезде 4 под режущую пластину, является отрицательным, осевой передний угол γρ будет отрицательным даже в другом участке 12b, помимо переднего концевого участка, когда корпус 10 вставной режущей пластины закреплен в установочном гнезде 4 под режущую пластину. Поэтому существует вероятность того, что желаемый эффект не сможет быть получен. Если же угол α наклона передней поверхности 12 будет больше 20°, то существует вероятность того, что прочность кромки будет уменьшаться и что опорная поверхность 14 будет уменьшаться, что вызывает необходимость увеличения размеров корпуса 10 вставной режущей пластины.
Кроме того, в данном варианте осуществления осевой передний угол γρ1 в переднем концевом участке 12а установлен в пределах от 0,0° до 6,6°, а осевой передний угол γρ2 в другом участке 12b, помимо переднего концевого участка, установлен в пределах от 6,6° до 9,0°. Однако осевой передний угол γρ не ограничен данными значениями и может быть установлен равным любому другому углу. В целях повышения эффективности резания, уменьшения сопротивления резанию, а также обеспечения прочности кромок осевой передний угол γρ1 в переднем концевом участке 12а, предпочтительно, установлен в пределах от 0° до 10°, более предпочтительно, в пределах от 0° до 8°. Кроме того, осевой передний угол γρ2 в другом участке 12b, помимо переднего концевого участка, предпочтительно, установлен в пределах от больше 0° до меньше 15°, более предпочтительно, в пределах от больше 0° до меньше 10°. Если осевой передний угол γρ2 меньше или равен 0°, то резание становится так называемым резанием с отрицательным углом и появляется вероятность того, что эффект уменьшения сопротивления резанию не сможет быть достигнут. Если же осевой передний угол γρ2 больше или равен 15°, то угол кромки становится острым и повышается вероятность возникновения выкрашивания и растрескивания кромки во время резания.
Кроме того, в данном варианте осуществления радиальный передний угол γf установлен равным -3,8°. Однако радиальный передний угол γf не ограничен данным значением и может быть установлен равным любому другому углу. В целях достижения эффекта ограничения возникновения выкрашивания и растрескивания в момент начала контакта между заготовкой и режущей кромкой 13 радиальный передний угол γf, предпочтительно, установлен в пределах от -10° до 0°, более предпочтительно, в пределах от -8° до -3°. Если радиальный передний угол γf будет меньше -10°, то сопротивление резанию становится большим, и поэтому появляется вероятность снижения точности обработки, распространения повреждения режущего инструмента и других негативных последствий, обусловленных появлением дребезжащих вибраций и других эффектов. Если же радиальный передний угол γf будет больше 0°, то появляется вероятность возникновения выкрашивания и растрескивания кромки в момент начала контакта между заготовкой и режущей кромкой 13.
Кроме того, в данном варианте осуществления главный передний угол γо1 в переднем концевом участке 12а установлен в пределах от 5,5° до 9,4°, а главный передний угол γо2 в другом участке 12b, помимо переднего концевого участка, установлен в пределах от 9,4° до 9,6°. Однако главный передний угол γо не ограничен данными значениями и может быть установлен равным любому другому углу. Главный передний угол γо1 в переднем концевом участке 12а, предпочтительно, установлен в пределах от -5° до 20°. Кроме того, главный передний угол γо2 в другом участке 12b, помимо переднего концевого участка, предпочтительно, установлен в пределах от больше 0° до меньше 15°.
Кроме того, в данном варианте осуществления угол λ1 наклона режущей кромки в переднем концевом участке 12а установлен в пределах от 7° до 15°, а угол λ2 наклона режущей кромки в другом участке 12b, помимо переднего концевого участка, установлен в пределах от 0° до 7°. Однако угол λ наклона режущей кромки не ограничен данными значениями и может быть установлен равным любому другому углу. Угол λ1 наклона режущей кромки в переднем концевом участке 12а, предпочтительно, установлен в пределах от -5° до 20°, а угол λ2 наклона режущей кромки в другом участке 12b, помимо переднего концевого участка, предпочтительно, установлен в пределах от 0° до 10°.
Данный вариант осуществления описан посредством рассмотрения зуборезного инструмента, состоящего из корпуса 1 режущего инструмента одинарного типа для нарезания один за другим пазов зубьев шестерни с внутренним зацеплением, в качестве примера со ссылкой на фиг.1-5, однако индексируемый режущий инструмент настоящего изобретения не ограничен этим, и вместо данного корпуса, например, как показано на фиг.9А и фиг.9В, может быть использован корпус 30 режущего инструмента двойного типа для одновременного нарезания двух пазов зубьев шестерни. Кроме того, помимо шестерни с внутренним зацеплением может быть использован зуборезный инструмент, такой как червячная фреза для нарезания пазов зубьев шестерен других типов, таких как шестерня с внешним зацеплением.
В данном варианте осуществления корпус 10 вставной режущей пластины выполнен в по существу продолговатой плоской форме, более конкретно, в по существу выгнутой форме, однако корпус 10 вставной режущей пластины не ограничен данной формой вставной режущей пластины и может быть использована любая другая форма, например треугольная плоская форма.
Реферат
Режущая пластина предназначена для закрепления с возможностью удаления в установочном гнезде во внешнем периферийном участке корпуса режущего инструмента и содержит плоский корпус, заднюю поверхность, предусмотренную на верхней поверхности корпуса, переднюю поверхность, предусмотренную на боковой поверхности корпуса с возможностью пересечения с задней поверхностью, и режущую кромку, предусмотренную в участке линии ребра на пересечении между передней поверхностью и задней поверхностью и выполненную в форме эвольвентной кривой линии на виде сбоку корпуса, передняя поверхность расположена под углом к внутренней части корпуса от верхней поверхности к ее нижней поверхности, и по меньшей мере, один передний концевой участок, расположенный во внешней периферийной стороне корпуса режущего инструмента, выполнен в форме вогнутой криволинейной поверхности, образующей часть по существу конической боковой поверхности. Зуборезный инструмент, в котором установлена вставная режущая пластина, содержит дисковый корпус, который вращается вокруг осевой линии, и множество установочных гнезд под режущие пластины, расположенных во внешнем периферийном участке в шахматном порядке в окружном направлении, причем вставная режущая пластина закреплена с возможностью удаления в установочном гнезде под режущую пластину так, что радиальный передний угол выполнен отрицательным. Технический результат: повышение стойкости режущей пластины. 2 н. и 2 з.п. ф-лы, 10 ил.
Формула
по существу, плоский корпус,
заднюю поверхность, предусмотренную на верхней поверхности корпуса,
переднюю поверхность, предусмотренную на боковой поверхности корпуса с возможностью пересечения с задней поверхностью, и
режущую кромку, предусмотренную в участке линии ребра на пересечении между передней поверхностью и задней поверхностью, причем
режущая кромка выполнена в форме, по существу, эвольвентной кривой линии на виде сбоку корпуса,
передняя поверхность расположена под углом к внутренней части корпуса от верхней поверхности к ее нижней поверхности, и
по меньшей мере, один передний концевой участок, расположенный во внешней периферийной стороне корпуса режущего инструмента, выполнен в форме вогнутой криволинейной поверхности, образующей часть, по существу, конической боковой поверхности.
передняя поверхность выполнена из множества вогнутых криволинейных поверхностей, образующих соответствующие части, по существу, конических боковых поверхностей.
режущая кромка выполнена, по существу, в форме прямой линии на виде сверху.
по существу, дисковый корпус, который вращается вокруг осевой линии, и
множество установочных гнезд под режущие пластины, расположенных во внешнем периферийном участке корпуса режущего инструмента в шахматном порядке в окружном направлении, причем
вставная режущая пластина закреплена с возможностью удаления в установочном гнезде под режущую пластину таким образом, что радиальный передний угол выполнен отрицательным.
Комментарии