Тангенциальная режущая пластина - RU2284249C1
Код документа: RU2284249C1
Чертежи

Описание
Изобретение относится к области обработки металлов резанием, в частности к сборному режущему инструменту в виде резцов, расточного инструмента и фрез.
Известна тангенциальная индексируемая двухсторонняя режущая пластина, имеющая по две идентичные торцовые стороны, главные боковые поверхности в форме параллелограмма и вспомогательные боковые поверхности, четыре угла, из которых на каждой торцовой стороне два выполнены приподнятыми, а два других - заниженными, и соответствующие углам четыре угловые боковые поверхности, каждая из которых расположена между смежными главной и вспомогательной боковыми поверхностями, при этом на одной торцовой стороне приподнятые и заниженные углы расположены диагонально противоположно, а каждая угловая боковая поверхность проходит от приподнятого угла на одной торцовой стороне к заниженному углу на другой, и наоборот, при этом торцовые стороны имеют пересекающую их первую ось симметрии, главные боковые поверхности имеют пересекающую их вторую ось симметрии, перпендикулярную упомянутой первой оси симметрии, а вспомогательные боковые поверхности имеют пересекающую их третью ось симметрии, перпендикулярную упомянутым первой оси симметрии и второй оси симметрии, при этом на торцовых сторонах расположены передние поверхности, образующие в пересечении с главными и вспомогательными боковыми поверхностями соответственно главные и вспомогательные режущие кромки, соединенные угловыми режущими кромками, образованными пересечением передней поверхности с угловыми боковыми поверхностями, и опорные поверхности для базирования режущей пластины в гнезде корпуса режущего инструмента (см. WO 2004/050283, В 23 С 5/22, 2004).
Недостатком известной режущей пластины является то, что опорные поверхности при установке ее в гнезде режущего инструмента отнесены на значительное расстояние от рабочей режущей кромки, что уменьшает надежность базирования режущей пластины.
Задачей настоящего изобретения является повышение надежности базирования режущей пластины в гнезде режущего инструмента при сохранении геометрии торцовой стороны, обеспечивающей свободное образование стружки, и сохранении возможности установки в одно гнездо режущих пластин с различным углом наклона главных режущих кромок.
Поставленная задача решается тем, что в известной тангенциальной индексируемой двухсторонней режущей пластине, имеющей по две идентичные торцовые стороны, главные боковые поверхности в форме параллелограмма и вспомогательные боковые поверхности, четыре угла, из которых на каждой торцовой стороне два выполнены приподнятыми, а два других - заниженными, и соответствующие углам четыре угловые боковые поверхности, каждая из которых расположена между смежными главной и вспомогательной боковыми поверхностями, при этом на одной торцовой стороне приподнятые и заниженные углы расположены диагонально противоположно, а каждая угловая боковая поверхность проходит от приподнятого угла на одной торцовой стороне к заниженному углу на другой, и наоборот, при этом торцовые стороны имеют пересекающую их первую ось симметрии, главные боковые поверхности имеют пересекающую их вторую ось симметрии, перпендикулярную упомянутой первой оси симметрии, а вспомогательные боковые поверхности имеют пересекающую их третью ось симметрии, перпендикулярную упомянутым первой оси симметрии и второй оси симметрии, при этом на торцовых сторонах расположены передние поверхности, образующие в пересечении с главными и вспомогательными боковыми поверхностями соответственно главные и вспомогательные режущие кромки, соединенные угловыми режущими кромками, образованными пересечением передней поверхности с угловыми боковыми поверхностями, и опорные поверхности для базирования режущей пластины в гнезде корпуса режущего инструмента, при этом упомянутые опорные поверхности выполнены в виде доньев выемок, выполненных полностью или частично на передних поверхностях торцовых сторон вблизи угловых боковых поверхностей и расположенных попарно с каждой стороны главной плоскости, определяемой упомянутыми первой и второй осями симметрии, при этом для каждой торцовой стороны донья выемок, расположенных вблизи заниженных углов, лежат или касаются плоскости, параллельной плоскости, в которой лежат или которой касаются донья выемок, расположенных вблизи приподнятых углов, причем указанные плоскости параллельны средней плоскости режущей пластины, определяемой упомянутыми второй и третьей осями симметрии.
Предложенная режущая пластина представлена на фиг.1-3, на которых:
на фиг.1 показан вид спереди на режущую пластину с элементами гнезда корпуса режущего инструмента;
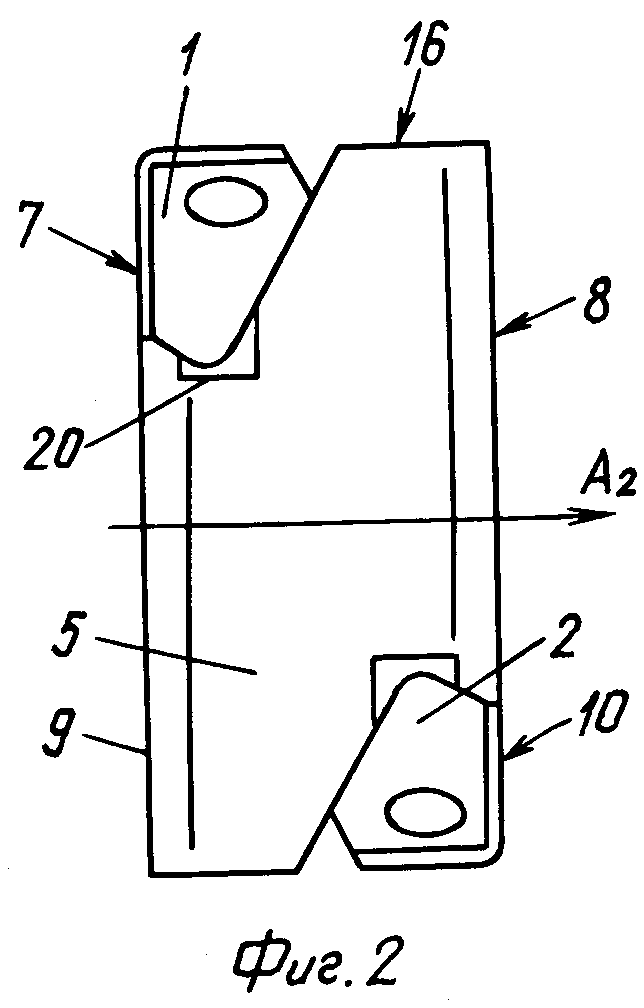
на фиг.2 показан вид сбоку на режущую пластину, представленную на фиг.1;
на фиг.3 показан вид сверху на режущую пластину, представленную на фиг.1.
Тангенциальная режущая пластина включает противолежащие торцовые стороны 1 и 2, имеющие проходящую через них первую ось симметрии А1; главные боковые поверхности 3 и 4, имеющие форму параллелограмма и проходящую через их вторую ось симметрии А2, перпендикулярную первой оси симметрии А1; вспомогательные боковые поверхности 5 и 6, имеющие проходящую через них третью ось симметрии A3, перпендикулярную первой оси симметрии А1 и второй оси симметрии А2.
Тангенциальная режущая пластина включает также четыре угла 7, 8, 9 и 10. Из указанных четырех углов для создания наклона главных режущих кромок на каждой торцовой стороне два (7 и 8 на стороне 1, 9 и 10 на стороне 2) выполнены приподнятыми, а два других (9 и 10 на стороне 1, 7 и 8 на стороне 2) - заниженными. Один и тот же угол на одной торцовой стороне выполнен приподнятым, а на другой - заниженным (например, угол 8 на торцовой стороне 1 выполнен приподнятым, а на торцовой стороне 2 - заниженным).
Указанным четырем углам соответствуют четыре угловые боковые поверхности 11, 12, 13 и 14. Каждая угловая боковая поверхность расположена между смежными главной и вспомогательной боковыми поверхностями. При этом каждая угловая боковая поверхность проходит от приподнятого угла на одной из торцовых сторон к заниженному углу на другой торцовой стороне (например, угловая боковая поверхность 12 проходит от приподнятого угла 8 торцовой стороны 1 к заниженному углу 8 торцовой стороны 2), и наоборот (например, угловая боковая поверхность 11 проходит от заниженного угла 9 торцовой стороны 1 к приподнятому углу 9 торцовой стороны 2).
Главные 15 и вспомогательные 16 режущие кромки пластины образуются при пересечении торцовых сторон с соответствующими главными и вспомогательными боковыми сторонами. Угловые кромки 17 соединяют главные и вспомогательные кромки и образованы пересечением соответствующей угловой боковой поверхности с каждой из торцовых сторон. Режущая пластина имеет по четыре идентичных в силу симметричности главных, вспомогательных и угловых кромки, поэтому на фиг.1-3 отмечены только рабочие режущие кромки.
Для закрепления тангенциальной режущей пластины в гнезде корпуса инструмента используется сквозное отверстие 18, в котором размещается крепежный винт (не показан).
На торцовых сторонах для базирования тангенциальной режущей пластины в гнезде корпуса режущего инструмента расположены опорные поверхности, выполненные в виде доньев 19 и 20 выемок, расположенных полностью или частично на передней поверхности каждой торцовой стороны вблизи угловых поверхностей попарно с каждой стороны от главной плоскости режущей пластин, определяемой первой и третьей осями симметрии.
При этом для каждой торцовой стороны донья 20 выемок, расположенных вблизи заниженных углов, лежат или касаются плоскости В, параллельной плоскости С, в которой лежат или которой касаются донья 19 выемок, расположенных вблизи приподнятых углов, причем указанные плоскости параллельны средней плоскости режущей пластины, определяемой упомянутыми второй и третьей осями симметрии.
В гнезде корпуса режущего инструмента тангенциальная режущая пластина устанавливается на базирующие поверхности опорных выступов 21 и 22 с образованием вспомогательного заднего угла α1 и угла наклона λ главной рабочей режущей кромки 15, если режущий инструмент выполнен в виде резца, и осевого угла γос, если режущий инструмент выполнен в виде фрезы.
Как видно на фиг.1 и 2, выполнение опорных поверхностей на торцовых сторонах в виде доньев выемок позволяет максимально приблизить их к рабочим режущим кромкам, что, в свою очередь, позволяет повысить надежность базирования тангенциальной режущей пластины в гнезде корпуса режущего инструмента.
Реферат
Изобретение относится к области обработки металлов резанием, в частности к сборному режущему инструменту в виде резцов, расточного инструмента и фрез. Режущая пластина имеет по две идентичные торцовые стороны, главные боковые поверхности в форме параллелограмма и вспомогательные боковые поверхности, четыре угла, из которых на каждой торцовой стороне два выполнены приподнятыми, а два других - заниженными, при этом на одной торцовой стороне приподнятые и заниженные углы расположены диагонально противоположно, а каждая угловая боковая поверхность проходит от приподнятого угла на одной торцовой стороне к заниженному углу на другой, и наоборот, при этом торцовые стороны имеют первую ось симметрии, главные боковые поверхности имеют вторую ось симметрии, перпендикулярную первой оси, а вспомогательные боковые поверхности имеют третью ось симметрии, перпендикулярную первой и второй оси симметрии. При этом на торцовых сторонах расположены передние поверхности, образующие в пересечении с главными и вспомогательными боковыми поверхностями соответственно главные и вспомогательные режущие кромки, соединенные угловыми режущими кромками, образованными пересечением передней поверхности с угловыми боковыми поверхностями, и опорные поверхности для базирования режущей пластины в гнезде корпуса режущего инструмента. Упомянутые опорные поверхности выполнены в виде доньев выемок, выполненных полностью или частично на передних поверхностях торцовых сторон вблизи угловых боковых поверхностей и расположенных попарно с каждой стороны главной плоскости, определяемой упомянутыми первой и третьей осями симметрии, при этом для каждой торцовой стороны донья выемок, расположенных вблизи заниженных углов, лежат или касаются плоскости, параллельной плоскости, в которой лежат или которой касаются донья выемок, расположенных вблизи приподнятых углов, причем указанные плоскости параллельны средней плоскости режущей пластины, определяемой упомянутыми второй и третьей осями симметрии. Достигаемый технический результат: повышение надежности базирования режущей пластины в гнезде корпуса режущего инструмента. 3 ил.

Комментарии