Способ светоиндуцированной обработки материалов, преимущественно биотканей, и устройство для его реализации - RU2175873C2
Код документа: RU2175873C2
Чертежи












Описание
Изобретение относится к технике обработки материалов и медицинской технике и может быть использовано при обработке материалов, в стоматологии, ортопедии, хирургии, дерматологии и других областях медицины для удаления и рассечения твердых и мягких материалов и биотканей, а также для модификации свойств поверхности твердых и мягких материалов и биотканей.
Известна обработка твердых тканей зуба с использованием совместного воздействия на биоткань абразивных частиц и лазерного излучения. При этом пневматическая система формирует насыщенную абразивным материалом газовую струю, направляемую на объект во рту пациента (патент США N 5334016, МПК A 61 C 3/00, опубл. 02.08.94 г.). Недостатком этого способа является необходимость доставки по трубопроводу абразивных частиц с очень высокой скоростью, что связано с существенной потерей энергии частиц. При этом непосредственно у биоткани присутствуют частицы с большим разбросом механической энергии, так что только часть из них участвует в удалении биоткани, эмали и дентина, а остальная часть накапливается во рту пациента, не производя полезной работы, и не всегда может быть удалена полностью с помощью дополнительной системы аспирации.
Использование в данном способе обработки лазерного излучения незначительно повышает эффективность, т.к. воздушно-абразивная струя и лазерное излучение не взаимодействуют, а действуют независимо, производя только суммарное действие, и предельно возможная эффективность лазерных методов обработки ограничена конечной величиной коэффициентов отражения и поглощения биотканей. Кроме того, удаление, рассечение, сверление и другие характерные методы лазерного воздействия на биоткань в ряде случаев сопровождается повышенным некротическим действием. (Markolf Н. Niemz "Laser-Tisse Interactions", Spriger-verlag Berlin Heidelberg, 1996).
Наиболее близким по технической сущности и принятым за прототип является способ и устройство обработки материалов, в том числе биологической ткани. (Заявка PCT/US 96/13960, МПК A 61 C 5/00, N WO 97/079928 опубл. 13.04.97.), в которых при обработке материалов используются частицы конденсированного вещества (капли жидкости), ускорение которых в сторону поверхности обрабатываемого материала индуцируется в результате взаимодействия с электромагнитным излучением, направленным к поверхности обработки.
Основным недостатком прототипов способа и устройства является то, что частицы жидкости в силу недостаточной твердости даже при больших скоростях обладают ограниченной способностью рассечения материалов, особенно твердых, таких как металлы, керамика, эмаль или дентин зуба.
Задачей, на решение которой направлено заявляемое изобретение, является создание способа и устройства, осуществляющего этот способ, обеспечивающих повышенные эффективность и прецезионность обработки материалов, в том числе биологических тканей.
Поставленная задача решается за счет достижения технического результата, заключающегося в максимальном и дозированном использовании энергии светового излучения и индуцированной светом механической энергии частиц конденсированного вещества.
Этот технический результат достигается тем, что в
способе светоиндуцированной
обработки материалов, преимущественно биотканей, при котором конденсированное вещество направляют в область перед обрабатываемым материалом и облучают световым излучением,
направленным в сторону
обрабатываемой поверхности, и под действием которого конденсированное вещество воздействует на поверхность обрабатываемого материала, в качестве конденсированного вещества
используют абразивные
частицы, поглощающие световое излучение или абразивные частицы прозрачные для светового излучения, заключенные в поглощающую излучение оболочку, причем световое излучение
воздействует и на
обрабатываемый материал, а размер поглощающих излучение абразивных частиц d или толщина поглощающей излучение оболочки δ удовлетворяют условиям:
d >>
k-1
(λ); δ >> k-1(λ),
k(λ) - коэффициент поглощения конденсированного вещества абразивных частиц или оболочки на длине волны
светового
излучения λ.
При необходимости повышения интенсивности обработки поглощающие световое излучение абразивные частицы, могут быть заключены и в прозрачную для излучения оболочку.
Доставлять абразивные частицы к зоне обработки могут воздушным потоком или вместе с потоком жидкости, а могут в виде спеченных или спрессованных заранее стержня или ленты.
Время облучения частицы и плотность энергии светового излучения в зоне обработки должны обеспечивать быстрое испарение части объема частицы или части поглощающей оболочки. Размер частиц может быть от 1 мкм до 1 мм. Соответствующий этим размерам коэффициент поглощения лежит в пределах 105 - 102 см-1. Время облучения от одной фемтосекунды до одной миллисекунды, а плотность энергии от 10-1 до 104 Дж/см2.
Абразивные частицы направляют в область перед обрабатываемым материалом синхронно излучению оптического источника, которое может быть как непрерывным, так и импульсным.
Кроме того, абразивные частицы могут направляться в зону обработки и раньше начала импульса излучения как с частотой, равной частоте повторения световых импульсов, так и с частотой, которая меньше частоты световых импульсов.
Поток абразивных частиц может быть также и непрерывным.
Указанный технический результат достигается также тем, что устройство светоиндуцированной обработки материалов, преимущественно биотканей, содержащее блок управления, источник оптического излучения, блок питания источника излучения, вход которого соединен с выходом блока управления, и средство доставки излучения к обрабатываемому материалу, выход которого расположен в наконечнике и является выходом устройства, снабжено резервуаром для абразивных частиц и средством доставки абразивных частиц в область перед обрабатываемым материалом, причем вход средства доставки этих частиц снабжен клапаном, который подключен к выходу блока управления.
Средство доставки абразивных частиц к зоне обработки может быть выполнено в виде воздушного компрессора с воздухопроводом, в котором расположен клапан. К воздухопроводу подсоединен резервуар для абразивных частиц или этот резервуар соединен с трубопроводом, который является выходом резервуара для жидкости. Конец воздухопровода вместе с концом трубопровода, если он присутствует, и выход средства доставки оптического излучения к зоне обработки расположены в наконечнике. В случае если абразивные частицы спрессованы или спечены, то средство доставки их к зоне обработки выполнено в виде системы механической подачи к этой зоне стержня или ленты.
Источник оптического излучения в этом устройстве может быть выполнен в виде лазера, лампы накаливания или дуговой лампы, а в качестве средства доставки излучения к зоне обработки может служить оптическая система, состоящая из различных оптически сопряженных линз, зеркал, призм и оптического волновода. Клапан, которым снабжены разные виды средства доставки абразивных частиц к зоне обработки, может быть выполнен в виде электромеханического ключа.
Световое излучение, пересекаясь с потоком абразивных частиц в зоне обработки, производит абляцию части самих абразивных частиц или оболочки, в которую заключены эти частицы. В результате, частицы приобретают реактивный механический импульс, направленный в сторону обрабатываемого материала. Достигая высокой скорости, абразивные частицы при столкновении с материалом за счет приобретенного импульса вызывают его раскалывание, удаление, рассечение или модификацию поверхности материала. При этом размер струи ускоренных светом абразивных частиц определяется поперечным размером светового пучка, а не размером абразивной струи и при фокусировке его на поверхность обрабатываемого материала может быть очень малым. Поэтому светоиндуцированная обработка абразивными частицами отличается от воздушно-абразивной, при которой струя после выхода из сопла имеет большую угловую расходимость [Feinman R.A. High velosity air micro abrasion for conservative to the preparation; The principle and the clinical procedure. Practical Periodont Aesthet Dent. 1995; 1(8): 31-42], большей прецизионностью и возможностью формирования полостей сложной формы. В частности, возможна обработка с расширением полости при узкой горловине, что часто бывает необходимым, например, в стоматологии.
Характер деструкции материала при светоиндуцированной обработке абразивными частицами зависит от размера и твердости частиц. Для эффективного удаления материала твердость частиц должна быть больше чем твердость материала, а размеры порядка размеров зерен структуры, например эмалевых призм в эмали зуба или монокристаллов в керамике. Использование абразивных частиц делает обработку более эффективной по сравнению с обработкой, описанной в прототипе, т. к. , во-первых, капли жидкости обладают недостаточной твердостью, а во-вторых, значительная часть капель жидкости имеет малые размеры, что приводит к их полному испарению и исключает их воздействие на поверхность обрабатываемого материала.
Длина волны светового облучения, длительность и плотность его энергии, размер абразивных частиц и коэффициент поглощения вещества частиц или оболочки выбираются так, чтобы осуществить эффективную абляцию и испарение части абразивной частицы или ее оболочки, а также осуществить требуемое воздействие на материал. Оболочка абразивной частицы может быть заранее нанесенным на ее поверхность слоем поглощающего излучение вещества или слоем такой же жидкости, подаваемой к поверхности обрабатываемого материала вместе с абразивными частицами. При использовании прозрачной для светового излучения оболочки интенсивность обработки еще более возрастает, т.к. порция пара, образовавшаяся в результате абляции части абразивной частицы, накапливается под оболочкой, а ускорение частицы происходит во время взрыва облученной части оболочки и выбрасывания оттуда этой порции пара. Поток абразивных частиц может, так же как и световое излучение, подаваться непрерывно или в виде импульса. Импульс абразивных частиц может быть синхронизирован со световым импульсом, чтобы уменьшить количество абразивных частиц. В этом случае световой импульс при абляции ускоряет абразивные частицы у поверхности материала. Необходимо учитывать, что время облучения частицы зависит от времени ее нахождения в облучаемой области, но если импульс абразивных частиц предшествует световому импульсу или значительно превышает его длительность, то к моменту прихода светового импульса на поверхности обрабатываемого материала будет сформирован слой абразивных частиц, которые в результате абляции и испарения части непосредственно передают реактивный импульс обрабатываемому материалу. Для осуществления заявляемого способа предлагается устройство, состоящее из источника оптического излучения с системой доставки излучения к зоне обрабатываемого материала, резервуара для абразивных частиц и средства доставки абразивных частиц, которые могут подаваться в твердом состоянии, жидком или воздушном потоке к зоне обрабатываемого материала, так что лазерный и абразивный поток пересекаются в зоне обрабатываемого материала, с учетом возможности непосредственного облучения обрабатываемого материала и при отсутствии абразивных частиц.
Сущность изобретения поясняется фиг. 1 - 14, где на фиг. 1 - 3 показан принцип преобразования световой энергии в механическую энергию частиц; на фиг. 4 - 8 - временные диаграммы светового и абразивного потоков, на фиг. 9 представлена принципиальная схема устройства светоиндуцированной обработки. Фиг. 10 - 12 иллюстрирует возможные реализации наконечника устройства, а на фиг. 13 и 14 - фотографии результата обработки предлагаемым способом.
Рассмотрим принцип преобразования энергии лазерного потока в механическую энергию абразивных частиц. Световой поток 1 падает на абразивную частицу 2. Форма
частицы может быть
любой. Для простоты она показана как шар. Длина волны светового потока 1 и материал абразивной частицы 2 выбраны так, что выполняется условие d ≫ k-1(λ),
где d - характерный
размер частицы 2, а k(λ) - коэффициент поглощения ее материала на длине волны светового излучения λ. В этом случае глубина проникновения света в частицу будет меньше
ее размеров, что
является вместе с ограничением длительности облучения необходимым условием нагрева только части абразивной частицы. Длительность τ светового облучения и плотность энергии E
облучения частиц
удовлетворяет условиям:

2) E >> k-1(λ )ρQ,
где α - коэффициент температуропроводности материала абразивной частицы,
ρ - ее плотность,
Q - удельная энергия перехода вещества абразивной частицы из твердого в газообразное состояние.
Первое условие означает, что нагрев поверхности частицы, обращенной к источнику оптического излучения, происходит адиабатически и не приводит к равномерному нагреву всей частицы. А второе условие означает, что энергия, поглощенная частью 3 частицы 2, достаточна для испарения (абляции) этой части. Таким образом, при выполнении этих условий часть 4 частицы 2 будет испарена, а насыщенный пар 5, образованный вследствие абляции части 4, придает неиспаренной части 6 механический импульс Р реактивной отдачи, вследствие чего частица ускоряется в направлении распространения светового потока.
Аналогично, для абразивной частицы в оболочке (фиг. 2) механизм преобразования световой энергии в механическую энергию абразивной частицы состоит в абляции части 7 нагретой области 8 оболочки 9. Оболочка 9 частицы 2 в этом случае изготавливается из материала с коэффициентом поглощения k(λ), удовлетворяющим условию δ ≫ k-1(λ), где δ - толщина оболочки 9.
Материал оболочки может быть твердым неорганическим или полимерным, кроме того, он может быть активирован ионами или молекулами, сильно поглощающими оптическое излучение. Оболочка также может представлять собой слой жидкости. Если жидкость сильно поглощает на длине волны светового излучения, то преобразование энергии осуществляется за счет абляции жидкости. Если оболочка прозрачна для лазерного излучения, то механизм преобразования световой энергии в механическую энергию частицы состоит в следующем (фиг. 3). Световой поток 1 вызывает абляцию части 4 частицы 2. При этом насыщенный пар 5 вспучивает прозрачную оболочку 10 и разрывает ее, т.к. испарение в начале происходит в запертом оболочкой 10 объеме, давление насыщенного пара 5 достигает значительно большей величины, чем в случае без прозрачной оболочки, и соответственно увеличивается реактивный импульс. Насыщенный пар 5, вырываясь из-под оболочки 10 вместе с продуктами распада 11, придает неиспаренной части 6 частицы 2 механический импульс Р.
Длительность облучения τ и его плотность энергии E в
случае поглощающей
оболочки должны удовлетворять условиям:

4) E >> k-1(λ)ρ ′Q′,
где α′ - коэффициент температуропроводности материала оболочки 9;
ρ′ - плотность материала оболочки 9,
Q' - удельная энергия перехода вещества оболочки 9 в газообразное состояние.
Таким образом, из-за реактивной отдачи, возникающей из-за асимметричного испарения материала абразивной частицы или ее оболочки, абразивная частица получает механический импульс



Для предлагаемого способа начальный импульс абразивной частицы не имеет значения и может быть пренебрежимо малым по сравнению с

Поэтому практически


В результате взаимодействия с материалом абразивная частица производит, как известно [В.А. Шманев, А.П. Шулепов, см. Струйная гидроабр. обр. деталей. Москва, 1995], при малых импульсах и энергиях упрочнение (модификацию) его поверхности, а при больших импульсах и энергиях его удаление или разрезание. При этом эффективность этих процессов зависит от отношения микротвердости абразивной частицы и обрабатываемого материала и максимальна, когда микротвердость абразивной частицы превышает микротвердость обрабатываемого материала. Универсальными абразивными частицами являются частицы алмаза и корунда, твердость которых превышает твердость большинства материалов. Для обработки биотканей кроме этих материалов могут быть использованы абразивные частицы из биологически безопасных материалов, к которым относятся гидроксилапатит и углерод, может также использоваться эльбор, кремний, лед и др.
Размер частиц и их оболочек должны удовлетворять условиям, приведенным выше, но в любом случае размер абразивной частицы и толщина поглощающей излучение оболочки должны быть больше длины волны света для обеспечения ее асимметричного освещения. Учитывая оптический диапазон длин волн, размер абразивной частицы или поглощающей оболочки не должен быть меньше одного микрометра. Однако необходимо, чтобы их размер абразивной частицы не превышал поперечных размеров светового пучка, в области их пересечения, был не более одного миллиметра.
Для таких размеров согласно приведенным выше формулам коэффициент поглощения вещества частиц или оболочки составляет 102 - 105 см-1. Длительность облучения может быть в диапазоне 10-15 - 10-1 с, а плотность энергии облучения 10-1 - 104 Дж/см2 .
Реализация предлагаемого способа возможна при соблюдении несколько временных режимов работы. В первом случае (фиг. 4) световой поток 1 представляет собой световые импульсы, следующие с определенной частотой повторения, а поток 12 абразивных частиц 2 непрерывен. Этот режим наиболее прост и дешев. Однако в этом случае возможно накопление в зоне обработки лишних частиц, препятствующих эффективному использованию световой энергии. Такой же результат возможен при непрерывных световых и абразивных потоках. Во втором и третьем режимах (фиг. 5, 6) световой поток 1 и поток 12 абразивных частиц 2 подают периодическими импульсами. В этих режимах частота повторения импульсов потока абразивных частиц и световых импульсов равны. Во втором режиме (фиг. 5) световой и абразивный импульсы накладываются. Путем регулирования длительности импульса потока 12 абразивных частиц 2 можно точно установить их расход, а также избежать формирования слоя абразивных частиц на поверхности материала. Кроме того, при обработке биотканей можно существенно снизить инвазивность процедуры за счет снижения доли энергии светового потока 1 с непосредственно взаимодействующей биотканью. В этом случае световой импульс ускоряет только абразивные частицы, и удаление, рассечение или модификация материала происходит при столкновении абразивных частиц с материалом за счет хрупкого или вязкого раскалывания, а также упругого выдавливания. В третьем режиме (фиг. 6) импульс потока 12 абразивных частиц предшествует импульсу светового потока 1. В этом случае перед приходом светового импульса на поверхности материала образуется тонкий слой абразивных частиц, и удаление, рассечение или модификация материала производится путем непосредственной передачи реактивного импульса отдачи при абляции и испарении части этих абразивных частиц или их оболочек к обрабатываемому материалу. Четвертый режим работы (фиг. 7) отличается тем, что частота повторения лазерных импульсов меньше частоты повторения импульсов потока абразивных частиц. В этом случае часть световых импульсов воздействует на материал совместно с абразивными частицами, а часть действует непосредственно на материал. Такой режим может быть полезным, когда световое воздействие существенно отличается от абразивного и может иметь полезные для обработки материала свойства. Например, когда при совместном воздействии происходит рассечение мягкой биоткани, а при воздействии только световых (в данном случае лазерных) импульсов коагуляция кровеносных сосудов. Такой же результат достигается при непрерывном облучении и импульсном потоке частиц (фиг. 8).
Устройство для реализации описанного способа представлено на фиг. 9. Оно состоит из источника оптического излучения 13, блока управления 14 и блока питания 15 источника 13, оптической системы доставки 16 излучения к зоне обработки материала 17, резервуара абразивных частиц 18 и средства доставки 19 абразивных частиц к зоне обработки материала 17. Средство доставки 19 абразивных частиц снабжено клапаном 20, который соединен с выходом блока управления 14. Другой выход блока управления 14 соединен с входом блока питания 15. Система доставки 16 оптического излучения может быть выполнена в виде оптически сопряженных линз 21, оптического волокна 22 и поворотного зеркала 23. Средство доставки 19 абразивных частиц в самом простом случае представляет собой воздухопровод 24, соединенный с воздушным компрессором 25 и с резервуаром абразивных частиц 18. (На фиг. 9 это соединение показано пунктиром). Резервуар абразивных частиц 18 может быть соединен не с воздухопроводом 24, а с резервуаром для жидкости 26 или трубопроводом 27, соединяющим резервуар для жидкости 26 с зоной обработки материала 17. (На фиг. 9 представлена именно такая реализация). Резервуары 26 и 18 могут быть объединены. В этом случае образуется жидкая суспензия абразивных частиц, доставляемая к зоне обработки по трубопроводу 27. Клапан 20 выполнен в виде электромеханического ключа и расположен на выходе воздухопровода 24 из воздушного компрессора 25. Резервуар 26 соединен с помпой 28. Выходы воздухопровода 24 и трубопровода 27 вместе с выходом оптической системы доставки 16 излучения к зоне обработки материала 17 объединены в наконечник 29 и являются выходами 30, 31, 32 устройства.
Устройство работает следующим образом. Излучение оптического источника 13 по системе доставки 16 доставляется к зоне обработки материала 17. В эту же зону от устройства формирования потока абразивных частиц в газовой или жидкостной струе по воздухопроводу 24 или трубопроводу 27 подается поток абразивных частиц 2. Световой поток 1 и абразивный поток 12 пересекаются в зоне обработки. При этом световой поток 1 производит абляцию абразивных частиц 2, которые при контакте с поверхностью обрабатываемого материала 17 передают приобретенный ими механический импульс материалу 17, производя упругое внедрение, или раскалывание. В случае жидкоабразивного потока роль жидкости дополнительно состоит в охлаждении обрабатываемого материала 17 и предотвращении его перегрева. Часть светового потока может непосредственно воздействовать на обрабатываемый материал, производя его абляцию или селективный нагрев. Блок управления 14 осуществляет регулирование работы устройства управляя основными параметрами: энергией оптического излучения и расходом абразивного материала. Абразивный поток 12 может иметь вид импульса, длительность и положение которого по отношению к световому импульсу позволяют управлять режимом обработки.
На фиг. 10 - 12 показаны различные варианты устройства наконечника 29 для устройства светоиндуцированной обработки материалов. На фиг. 10 показан наконечник со световым 30 и газоабразивным 31 выходами. Световой выход 30 реализован оптическим волокном. Световое излучение направляется на обрабатываемый материал 17 в данном случае оптическим волокном 30 под углом ϕ. Наконечник 29 в целом ориентирован по отношению к поверхности обрабатываемого материала 17 так, что угол ϕ между осью светового пучка и перпендикуляром поверхности материала 17 составлял заданную величину. Ось потока 12 абразивных частиц 2 из газоабразивного выхода 31 направлена под углом ϑ к оси светового потока 1, который при перпендикулярном падении потока 12 равен ϕ. Изменяя ϕ и ϑ, можно регулировать эффективность удаления материала и микрорельеф поверхности после обработки.
На фиг. 11 показан наконечник 29, в котором жидкоабразивный поток под малым давлением подается через сопло 32 в зону, где он увлекается газовой струей, направляемой соплом 31 в область пересечения со световым потоком 1. Дальнейшее направление движения абразивных частиц совпадает с направлением светового потока.
На фиг. 12 показан вариант наконечника 29, в котором кроме выходов светового 30, газоабразивного 31 и жидкостного 32 добавлен еще один воздушный выход 33. В этом случае через выход 31 подаются под малым давлением газоабразивная струя, а через сопло 32 поток жидкости, которая увлекается в сторону газоабразивной струи и облучаемого пространства воздушным потоком под большим давлением из сопла 33. Все элементы наконечника помещены в корпус 34.
Источник оптического излучения 13 может быть как когерентным (лазер), так и некогерентным (лампа накаливания или дуговая лампа). В качестве когерентного источника универсальными для предлагаемого способа являются CO2 лазер или эксимерный лазер, т.к. большинство твердых веществ для абразивных частиц, в том числе указанные выше, имеют сильное поглощение в области длин волн инфракрасной области оптического диапазона 9 - 11 мкм и в ультрафиолетовой области - менее 0,3 мкм. Для ультрафиолетовой области возможно использование ртутной лампы. В качестве импульсных лазеров можно использовать лазеры на кристалле алюмо-иттриевого граната активированного ионами эрбия или неодима. Генерируемое излучение соответственно имеет длину волны 2,94 мкм или 1,064 мкм. Энергия генерируемых импульсов около 1 Дж. Длительность импульсов от 50 до 500 μs. Частота повторения импульсов 25 Гц. Средняя мощность 15 Вт.
В качестве жидкости может использоваться вода или вода с добавкой пищевого красителя.
При использовании Nd лазера целесообразно в качестве пищевого красителя добавлять частицы углерода с размерами от 10 до 100 мкм. Их присутствие в воде обеспечивает коэффициент поглощения, превышающий 105 см-1.
В случае Er-лазера целесообразно в качестве оболочки использовать воду, т.к. вода имеет коэффициент поглощения на длине волны 2,94 мкм превышает 106 см-1.
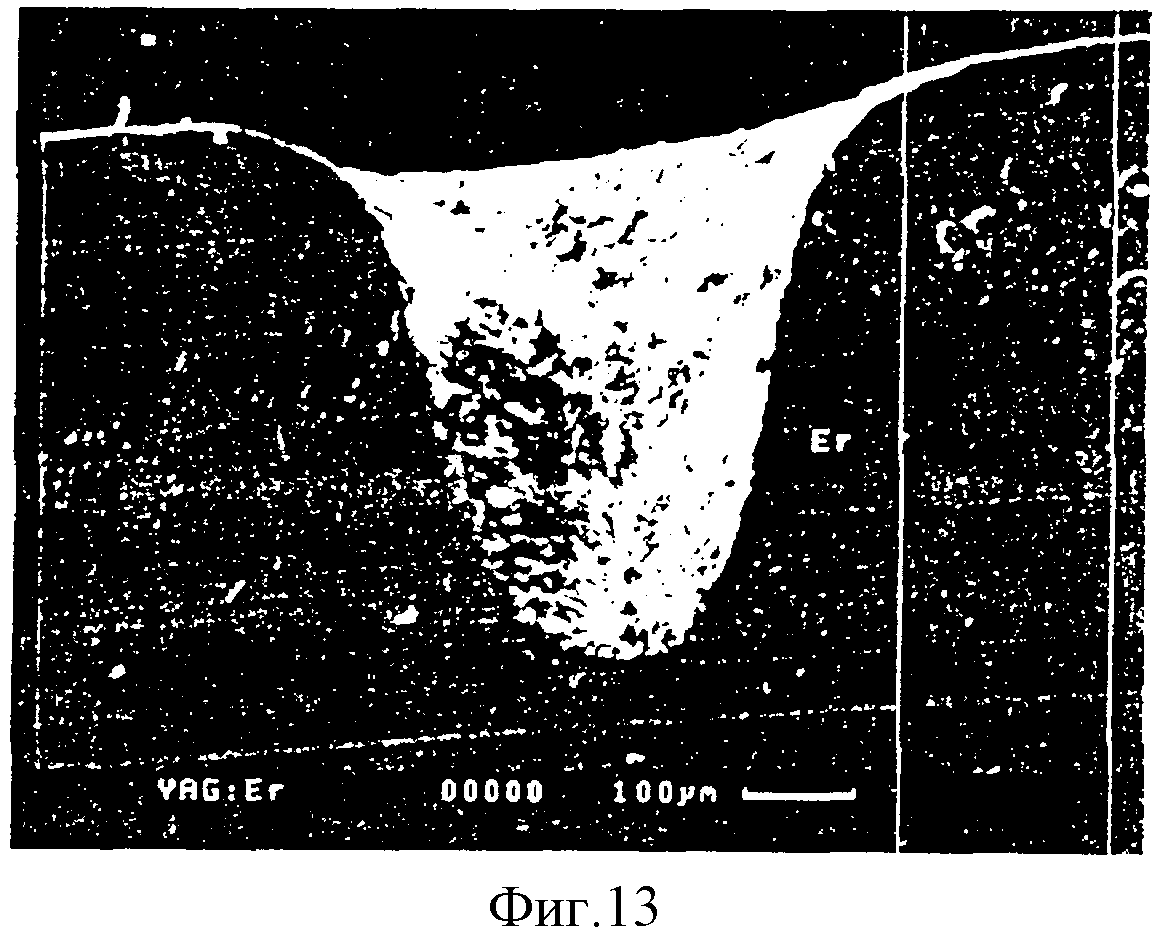
SEM фотография кратера в твердой ткани зуба (дентин), образованного излучением YAG:Er лазера без использования абразивных частиц (фиг. 13) и с использованием абразивных сапфировых частиц диаметром 12 мкм в водяной оболочке, ускоренных лазерным импульсом длительностью 200 мкс и плотностью энергии 50 Дж/см2 (фиг. 14), демонстрирует, что использование вышеописанных способа и устройства позволяет существенно (практически в 2 раза) повысить эффективность обработки тканей зуба человека.
Реферат
В способе обработки материалов, который может применяться преимущественно в медицине для обработки биологических тканей, используется энергия светового излучения и индуцированная этим излучением кинетическая энергия абразивных частиц. Вещества абразивных частиц или оболочки, в которую заключены эти частицы, обладают высоким коэффициентом поглощения облучающего светового потока. Время облучения частицы и плотность энергии светового излучения в зоне обработки обеспечивают быстрое испарение части объема частицы или части поглощающей оболочки. Устройство для осуществления данного способа снабжено резервуаром абразивных частиц, средствами доставки светового излучения и абразивных частиц к зоне обработки. Блок управления обеспечивает дозированные и различные режимы облучения в зависимости от вида обработки. Технический результат - максимальное и дозированное использование энергии излучения и энергии частиц. 2 с. и 21 з.п. ф-лы, 14 ил.

Формула
d >> k-1(λ); δ >> k-1(λ),
где k(λ) коэффициент поглощения конденсированного вещества абразивных частиц или оболочки на длине волны светового излучения λ.

где α - коэффициент температуропроводности вещества абразивных частиц;
ρ - плотность этого вещества;
Q - удельная энергия перехода вещества абразивной частицы из твердого состояния в газообразное.

где α′ - коэффициент температуропроводности вещества оболочки;
ρ′ - плотность вещества поглощающей оболочки;
Q' - удельная энергия перехода вещества поглощающей оболочки в газообразное состояние.
Комментарии