Сменная режущая пластина - RU2136453C1
Код документа: RU2136453C1
Чертежи



Описание
Изобретение касается сменной режущей пластины для сверления, точения и, в частности, фрезерования и предпочтительно предназначено для установки на фрезеровальном режущем инструменте для вырезания выемок, например буртиков, пазов, канавок и подобных элементов, имеющих стенки, расположенные приблизительно под углом 90o одна относительно другой. Такие выемки далее будут называться "Выемка означенного типа".
Предшествующий уровень техники
Известные фрезы такого типа обычно разделяются на две категории. В первой из указанных категорий фреза снабжена одним рядом режущих пластин, расположенных по
периферии, где каждая пластина
выполнена с основной режущей кромкой, направленной по существу параллельно оси вращения режущего инструмента и предназначенной для фрезерования вертикальной стенки
выемки или буртика (заплечика), и
вспомогательной режущей кромкой, направленной поперек и предназначенной для чистовой обработки основания выемки. Такие режущие инструменты имеют ограниченные
возможности в зависимости от необходимой
глубины вырезаемой выемки, причем глубина эта не должна превышать протяженность основной режущей кромки. Во второй категории режущих инструментов фреза помимо
наиболее низкого ряда режущих пластин
указанного выше типа снабжена одним или более дополнительным периферийным рядом пластин, каждый из которых снабжен основными режущими кромками, обычно имеющими
положительные аксиальные передние углы.
В такой фрезе степень фрезерования фрезеруемой вертикальной стенки выемки, естественно, увеличивается. Понятно, что в то время как режущие пластины,
относящиеся к одному наиболее низкому ряду, должны
иметь поперечно направленные вспомогательные режущие кромки, режущие пластины, относящиеся ко второму и к последующим рядам, не требуют наличия
таких вспомогательных режущих кромок.
Далее, с точки зрения экономичности желательно, чтобы каждая составная режущая пластина имела максимальное количество режущих кромок, которые легко устанавливаются как и где это необходимо.
Большая часть известных режущих пластин фрезы, используемых для указанной цели, имеют удлиненную прямоугольную форму и поэтому снабжены двумя главными режущими кромками параллельными одна другой, или треугольную форму с тремя главными режущими кромками. В этих известных режущих пластинах главные режущие кромки могут использоваться вместе с вспомогательными или дополнительными режущими кромками.
В EP 0156780 было предложено использовать цилиндрическую фрезу для фрезерования выемок означенного типа, при этом каждая пластина имеет в основном квадратную форму с четырьмя многогранными режущими кромками, причем каждая главная режущая кромка связана с поперечно-направленной вспомогательной режущей кромкой, расположенной на удлинении пластины, которое выступает за пределы ее основной квадратной формы. Использование таких пластин, однако, ограничено. Они могут использоваться только в цилиндрических фрезах с одним рядом пластин, расположенных по периферии на передней поверхности фрезы, и поэтому глубина выемки, образуемой этими пластинами, ограничена протяженностью режущей кромки каждой пластины.
В другом возможном варианте (EP 0489702 А2) предложена по существу квадратная пластина для режущей фрезы, имеющая четыре главные режущие кромки, каждая из которых имеет связанную с ней вспомогательную режущую кромку для чистовой обработки, а главная режущая кромка наклонена относительно связанной с ней вспомогательной режущей кромки под углом, который находится в пределах от 0,5o до 4o. Такая режущая пластина не имеет выступающих удлинений, которые ограничивают глубину выемки. Эта пластина, однако, как это описывается, установлена с отрицательным радиальным передним углом, что создает значительную проблему, которая свойственна для такого типа пластин, а именно задний угол, создаваемый режущей кромкой на ее переднем конце, значительно превышает задний угол, создаваемый режущей кромкой на ее противоположном заднем конце. Предположив, что относительно меньший задний угол на заднем конце пластины является фактически минимальным возможным задним углом, становится понятно, что задний угол на переднем конце неоправданно велик, что увеличивает опасность ослабления режущей кромки в этом месте и, следовательно, сокращает срок службы режущего инструмента.
Эта проблема, которая характерна для фрез с обычными режущими пластинами, была признана и обсуждалась в предыдущих патентах заявителей (патенты США 5071292 и 5078550), и в этих патентных описаниях соответственно были представлены другие возможные предложения, направленные на преодоление этих проблем или недостатков. Эти предложения, однако, имели в виду режущие пластины удлиненной прямоугольной формы и их применение с пластинами в основном квадратной формы с четырьмя режущими кромками ни в коем случае не предусматривались.
Другой недостаток режущей пластины, описанной в EP 0489702, вытекает из конфигурации режущей кромки пластины, состоящей из двух частей, то есть основной режущей кромки и наклоненной к ней вспомогательной режущей кромки. В результате режущая кромка непрямолинейна и, учитывая то, что обе части находятся в контакте с обрабатываемой поверхностью, степень прямизны и/или плоскости обрабатываемой поверхности, которая может быть достигнута, ограничена.
Задачей настоящего изобретения является создание новой и усовершенствованной сменной режущей пластины, предназначенной для установки, например, в режущей фрезе, в которой все описанные недостатки в значительной степени уменьшены или устранены.
Краткое описание изобретения
В
соответствии с настоящим изобретением предложена сменная режущая
пластина, устанавливаемая в фрезе и включающая по существу квадратное плоское основание, по существу квадратную главную верхнюю
поверхность и задние главные грани, отходящие наружу от соответствующих
кромок указанного основания, каждая задняя главная грань пересекает указанную главную переднюю поверхность с образованием
последующих главных и вспомогательных режущих кромок, каждая вспомогательная
режущая кромка отстоит наружу относительно прилегающей к ней задней поверхности и смещена к указанному основанию
относительно связанной с ней главной режущей кромки, при этом расположение их таково,
что на виде сверху на указанную главную переднюю поверхность каждая вспомогательная режущая кромка не выступает
за пределы связанной с ней главной режущей кромки.
Когда такая режущая пластина, установлена в цилиндрической фрезе, пластина может быть многогранной так, что следующие одна за другой главные режущие кромки предназначены для фрезерования буртиков, в то время как прилегающие поперечные вспомогательные режущие кромки расположены последовательно для чистовой отделки стенки основания выемки. Расположив каждую пластину так, что ее рабочая главная режущая кромка образует положительный аксиальный главный передний угол, в то время как отрицательный радиальный угол образован между радиусом, отходящим от оси вращения инструмента и проекцией этого радиуса на плоскость, образованную главными режущими кромками, можно обеспечить что, с одной стороны, рабочая главная режущая кромка обрабатывает буртик, в то время как связанная с ней вспомогательная режущая кромка отстоит от него и, с другой стороны, прилегающая поперечно-расположенная вспомогательная режущая кромка обрабатывает и чистит стенку основания, а связанная с ней главная режущая кромка отстоит от него.
Таким образом обеспечивается то, что с одной стороны, обработка может осуществляться до любой
необходимой глубины, без касания замещающих кромок, как описано в патенте
предшествующего уровня техники EP 0156780. Кроме того, при фрезеровании вспомогательная режущая кромка, связанная с главной
режущей кромкой фрезы, отстоит от обрабатываемой поверхности буртика и
поэтому защищена от износа и поэтому обеспечивается прямизна и плоскостность обрабатываемой поверхности
Краткое
описание чертежей
Для лучшего понимания настоящего изобретения и для
иллюстрации того, как оно может быть применено на практике, следует ссылка на соответствующие чертежи, на которых:
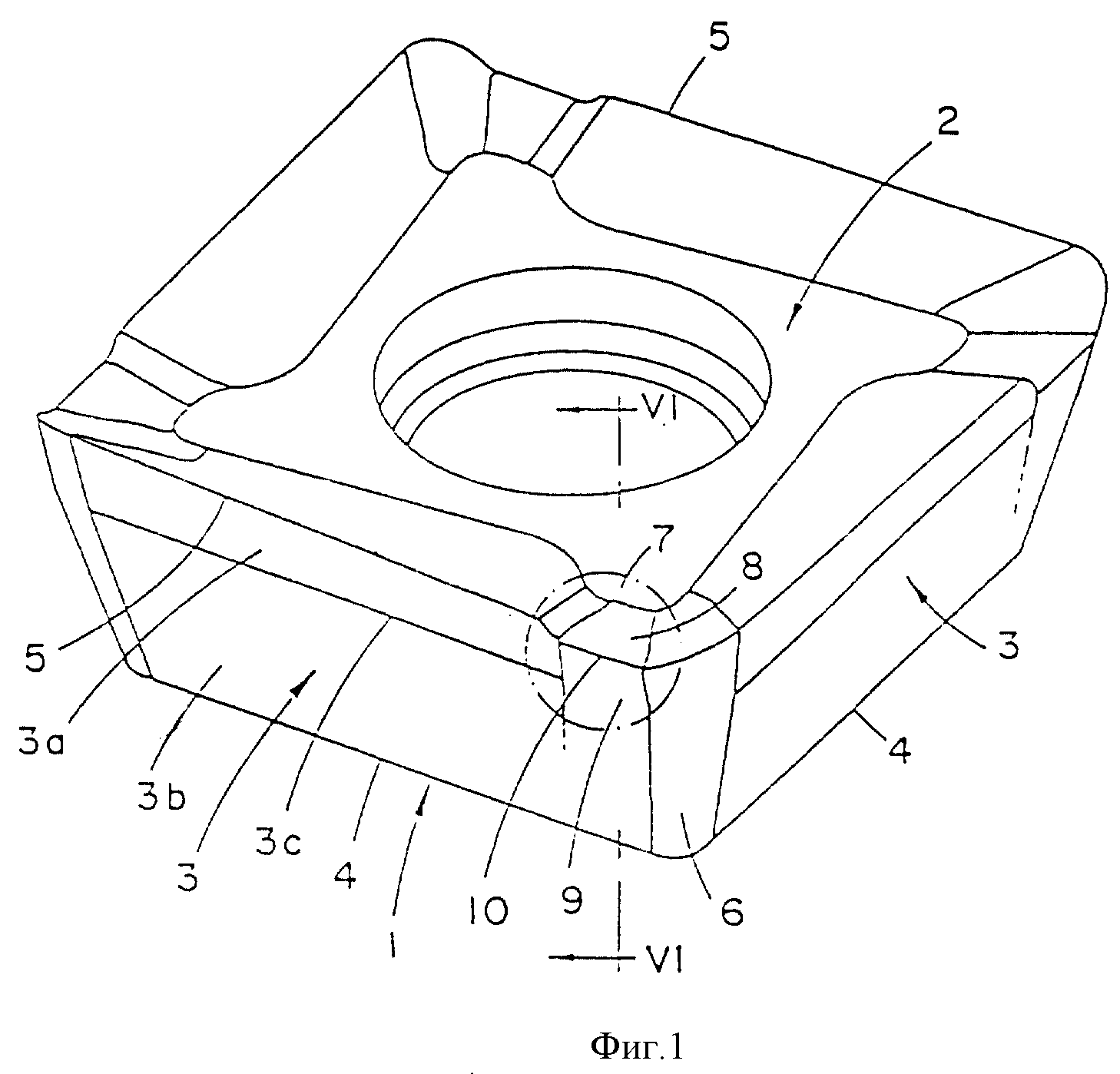
фиг. 1 - вид в перспективе режущей пластины в соответствии с настоящим
изобретением для использования при фрезеровании, сверлении и точении;
фиг. 2 - увеличенное изображение детали
пластины фиг. 1;
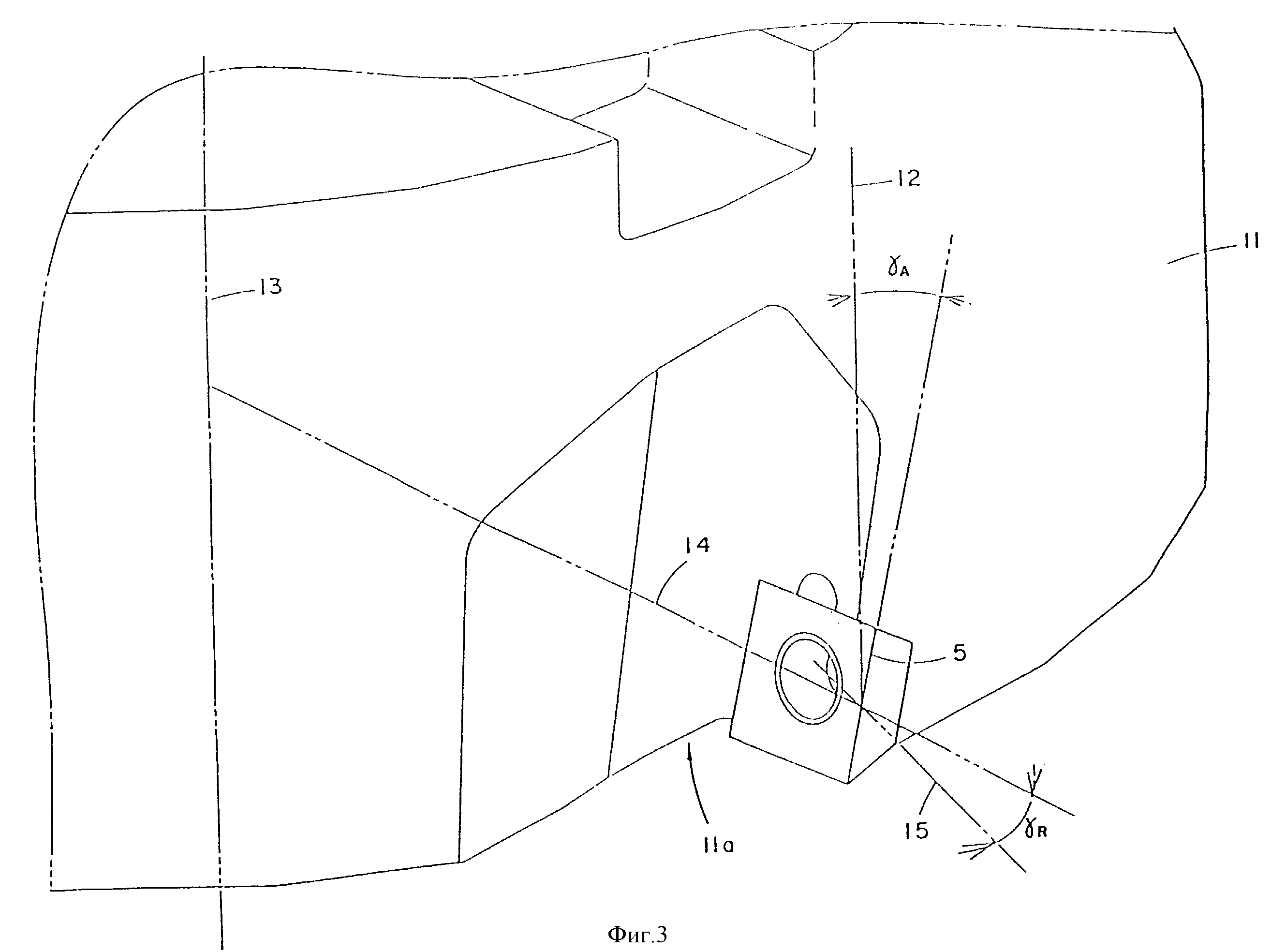
фиг. 3 - схематичный вид в перспективе режущего
инструмента с установленной пластиной, ясно показывающей угловое расположение пластины на инструменте;
фиг. 4
- схематичный вид в перспективе фрезы и режущей пластины, показанной на фиг. 3 во
время фрезерования;
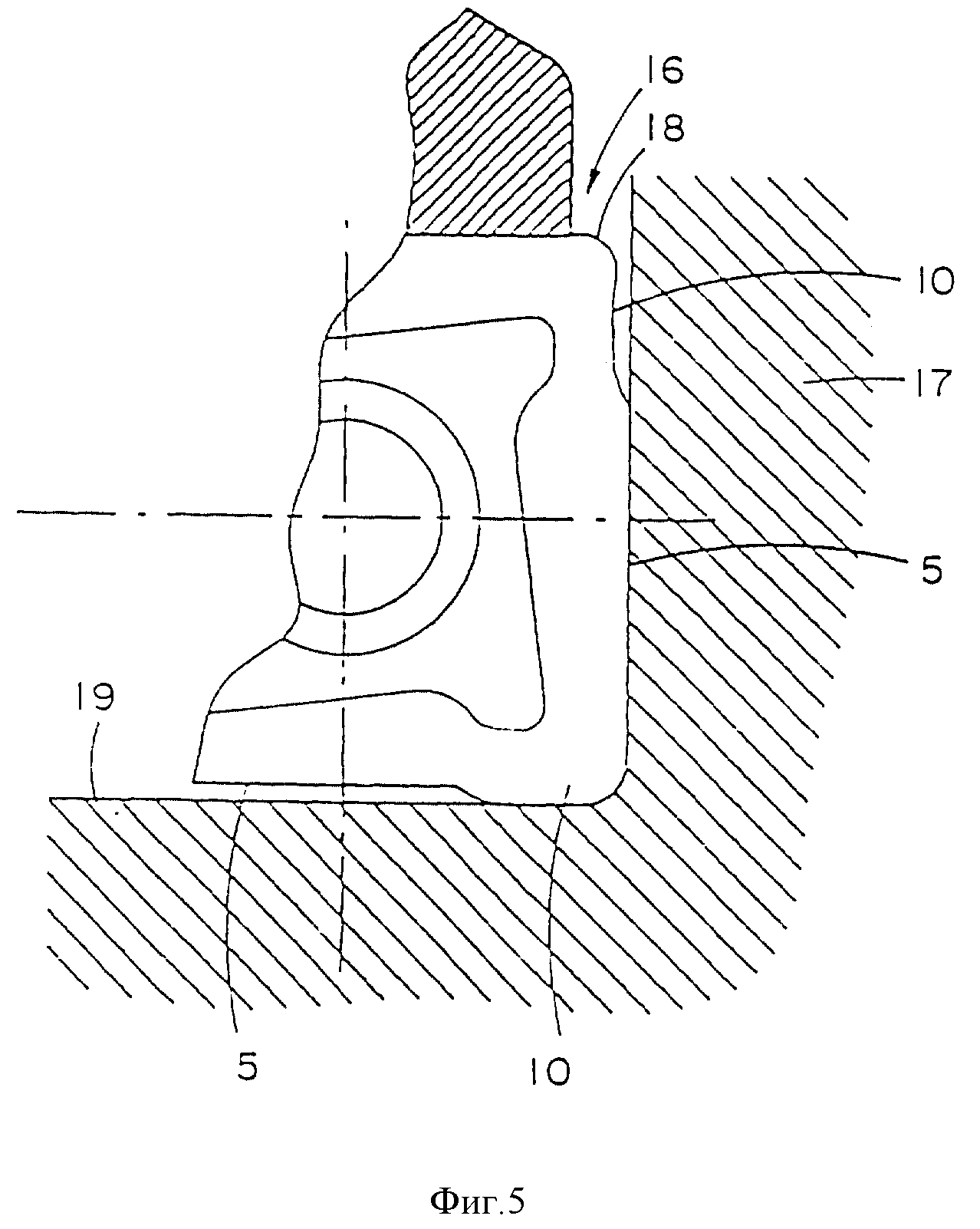
фиг.5 - увеличенное изображение детали, показанной на фиг.4;
фиг.6
- увеличенное поперечное сечение пластины, показанной на фиг. 1
Подробное описание
предпочтительного примера реализации
Как показано на фиг. 1 и 2 чертежей, сменная режущая пластина
включает по существу квадратное плоское основание 1 и по существу квадратную верхнюю главную
переднюю поверхность 2. Четыре идентичные задние главные грани 3 (показаны только две) отходят наружу от
соответствующих кромок 4 основания 1 и пересекают переднюю поверхность, образуя соответствующие
главные режущие кромки 5. Прилегающие задние грани 3 сливаются одна с другой посредством углов 6
пластины.
На главной передней поверхности 2 выполнена впадина 7, которая смежна с каждым углом 6 пластины и сливается с правой оконечностью каждой главной режущей кромки 5, при этом впадина 7 имеет базовую поверхность 8, которая пересекает вспомогательную затылованную грань 9, образуя вспомогательную режущую кромку 10. Как ясно видно из чертежей, вспомогательная режущая кромка 10 смещена по направлению к кромке 4 основания относительно связанной с ней главной режущей кромки 5, в то время как воображаемое продолжение ее вдоль затылованной грани будет отстоять от поверхности прилегающей затылованной грани 3 (см. фиг. 2). Вспомогательная затылованная грань 9 отходит наружу относительно кромки основания 4 под углом α9 9, который больше, чем α3a За, под которым расположена главная затылованная грань относительно кромки основания 4 (см. фиг. 6).
Степень смещения вспомогательной режущей кромки 10 по направлению к базовой кромке 4 относительно главной режущей кромки 5 и степень смещения вспомогательной режущей кромки 10 наружу относительно поверхности прилегающей главной затылованной грани таковы, что на виде сверху на главную переднюю поверхность 2 каждая вспомогательная режущая кромка 10 не выступает за пределы связанной с ней главной режущей кромки 5, то есть по существу коллинеарны со связанными с ней главными режущими кромками 5, или даже немного отступают внутрь относительно главных режущих кромок 5.
Далее следует ссылка на фиг. 3 чертежей, где показано угловое размещение пластины в гнезде 30 цилиндрической державки 11. Следует отметить, что как на фиг. 3, так и на фиг. 4 пластина и державка показаны схематично, без изображения особых конструктивных особенностей пластины согласно данному изобретению. Как можно видеть, пластина установлена таким образом, что ее рабочая главная режущая кромка 5 образует положительный аксиальный угол λ А относительно опорной линии 12, параллельной оси вращения 13 инструмента. С другой стороны, отрицательный радиальный угол R образован между радиусом 14, отходящим от оси вращения инструмента 13 и проекцией этого радиуса на линию 15, лежащую в плоскости, образованной главными режущими кромками 5 и пересекающую радиус 14 в точке, где последний пересекает главную режущую кромку 5.
Как показано схематично на фиг. 4 чертежей, фреза предназначена для фрезерования выемки 16 в обрабатываемой детали 17, имеющей вертикальную стенку 18 и основание 19, которые расположены по существу под углом 90o одна относительно другой.
Далее будет показана ссылка на фиг.5 чертежей, которая показывает рабочее положение пластины, установленной как показано на фиг.3 при фрезеровании.
Как это видно и с учетом предыдущего объяснения углового расположения пластины, вертикальная стенка 18 выемки 16 фрезеруется вертикальной главной режущей кромкой 5, в то время как связанная с ней вспомогательная режущая кромка 10 отстоит на некотором расстоянии от вертикальной стенки 18.
С другой стороны, непосредственно прилегающая и поперечно расположенная вспомогательная режущая кромка 10 выполняет чистовую обработку стенки 19 основания выемки 16, в то время, как связанная с ней главная режущая кромка 5 отстоит от нее.
Таким образом обеспечивается то, что в то время как фрезерование осуществляется главной режущей кромкой 5, связанная с ней вспомогательная режущая кромка 10 находится на расстоянии от вертикальной стенки 18 и поэтому не подвергается износу. С другой стороны, когда прилегающая и поперечно расположенная вспомогательная режущая кромка 10 используется для чистовой обработки стенки 19 основания выемки 16, связанная с ней главная режущая кромка 5 находится на расстоянии от стенки 19 основания выемки и также не подвергается износу.
Легко понять, что эта пластина имеет явное преимущество, заключающееся в том, что она снабжена вспомогательными режущими кромками, используемыми для "чистки" стенки, которые не выступают за пределы связанных с ними главных режущих кромок 5, и таким образом в результате исключаются ограничения глубины фрезерования или использования пластины в различных рядах на фрезе.
Несмотря на то, что пластина, описанная выше, имеет главные режущие кромки 5, по существу параллельные кромкам 4 основания пластины, становится понятно, что главные режущие кромки могут располагаться с наклоном к кромкам основания, обеспечивая таким образом увеличение степени аксиального положительного угла для пластины без неоправданного увеличения угла наклона гнезда пластины.
Далее, как показано на фиг.1 чертежей, каждая затылованная грань 3 пластины выполнена с верхней и нижней составными частями 3a и 3b, пересекающимися вдоль линии пересечения 3c. Верхняя часть 3a затылованной грани и связанная с ней режущая передняя поверхность могут быть выполнены с непрерывной кривизной для сохранения по существу постоянного заднего угла и радиального переднего угла вдоль длины главной режущей кромки относительно оси инструмента. Возможно, чтобы верхняя часть 3а затылованной грани была выполнена по существу плоскостной, с задним углом поверхности затылованной грани в районе переднего конца главной режущей кромки 5, по существу равным заднему углу в районе заднего конца главной режущей кромки 5, измеряемыми относительно оси инструмента.
Следует иметь в виду, что составная часть 3b затылованной грани может быть выполнена плоской для обеспечения эффективного расположения пластины в инструменте. Кроме того, следует понимать, что изобретение в равной степени применимо в том случае, когда затылованная грань 3 образована одной плоскостью.
Реферат
Использование: сменная режущая пластина для сверления, точения и фрезерования предпочтительно предназначена для установки на фрезерном режущем инструменте для обработки выемок, например буртиков, пазов, канавок и подобных элементов, имеющих стенки, расположенные приблизительно под углом 90o одна к другой. Достигаемый технический результат: увеличение глубины фрезерования и плоскостности обрабатываемых поверхностей. Сущность изобретения: пластина имеет квадратное плоское основание, квадратную верхнюю переднюю поверхность и задние грани, отходящие наружу от соответствующих кромок основания. Каждая задняя грань пересекает переднюю поверхность с образованием связанных между собой главной и вспомогательной режущих кромок. При этом каждая вспомогательная режущая кромка отстоит наружу относительно примыкающей к ней задней грани и смещена к указанному основанию относительно связанной с ней главной режущей кромки. При этом на виде сверху на переднюю поверхность каждая вспомогательная режущая кромка не выступает за пределы связанной с ней главной режущей кромки. 3 з.п. ф-лы, 6 ил.
Комментарии