Устройство и способ соединения встык полосообразных элементов - RU2697357C2
Код документа: RU2697357C2
Чертежи






Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Изобретение относится к устройству и способу соединения встык полосообразных элементов для шины.
В документе ЕР 1 658 959 А1 раскрыто устройство для соединения встык двух частей кордных браслетов для шин. Устройство выполнено с двумя противоположными стыковыми накладками. Каждая стыковая накладка содержит зажимные гребнеобразные выступы и верхние и нижние зубья, выступающие на одинаковое расстояние от зажимных гребнеобразных выступов по направлению к соответствующим верхним и нижним зубьям противоположной стыковой накладки. Зубья стыковых накладок расположены с возможностью входа в зацепление друг с другом, при этом зубья частично перекрывают зубья противоположной стыковой накладки. Вследствие перекрытия может быть осуществлено лучшее сжатие в месте соединения встык. Между тем, зубья предотвращают утолщение материала кордных браслетов во время выполнения соединения встык.
Зубья не предназначены для зажима частей кордного браслета. Таким образом, части кордных браслетов зажимаются только на значительном расстоянии от места соединения встык. Следовательно, положение частей кордного браслета в месте соединения встык является неизвестным и, возможно, неточным. Кроме того, зубья стыковых накладок могут оставлять отпечатки на материале частей кордного браслета. В завершение, зубья могут мешать выполнению других операций на частях кордного браслета.
Задача настоящего изобретения состоит в разработке устройства и способа соединения встык полосообразных элементов для шины, посредством которых может быть по меньшей мере частично уменьшен, по меньшей мере, один из вышеупомянутых недостатков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом изобретения предложено устройство для соединения встык полосообразных элементов для компонентов шины, содержащее первый зажим и второй зажим, выполненные с возможностью зажима соответственно первого конца первого полосообразного элемента и второго конца второго полосообразного элемента, при этом, по меньшей мере, один из первого зажима и второго зажима выполнен с возможностью перемещения вдоль направления соединения встык в место соединения встык напротив другого из первого зажима и второго зажима для соединения встык первого конца первого полосообразного элемента и второго конца второго полосообразного элемента в направлении соединения встык, при этом первый зажим содержит первый верхний зажимной элемент и первый нижний зажимной элемент, предназначенные для зажима первого конца при их взаимодействии, при этом второй зажим содержит второй верхний зажимной элемент и второй нижний зажимной элемент, предназначенные для зажима второго конца при их взаимодействии, при этом первый нижний зажимной элемент выступает за первый верхний зажимной элемент в направлении соединения встык по направлению ко второму зажиму на первое расстояние перекрытия, и при этом второй верхний зажимной элемент выступает за второй нижний зажимной элемент в направлении соединения встык по направлению к первому зажиму на второе расстояние перекрытия.
Поскольку первый нижний зажимной элемент и второй верхний зажимной элемент выступают за первый верхний зажимной элемент и второй нижний зажимной элемент, они могут быть перемещены в положение взаимного перекрытия в месте соединения встык. Перекрытие может обеспечить уменьшение незажатого участка первого полосообразного элемента и второго полосообразного элемента в месте соединения встык, в результате чего повышается точность позиционирования первого конца и второго конца во время соединения встык. Кроме того, перекрытие может обеспечить увеличение степени сжатия, которая может быть достигнута между первым концом и вторым концом в месте соединения встык, для плотного соединения указанных концов встык.
В одном варианте осуществления наименьшее из первого расстояния перекрытия, и второго расстояния перекрытия, составляет, по меньшей мере, один миллиметр и предпочтительно, по меньшей мере, три миллиметра. Наименьшее из двух расстояний перекрытия, может определять максимальную величину взаимного перекрытия, которое может быть обеспечено между первым нижним зажимным элементом и вторым верхним зажимным элементом, и, таким образом, степень сжатия, которая может быть достигнута между первым концом и вторым концом полосообразных элементов.
В одном варианте осуществления первый нижний зажимной элемент выполнен с возможностью обеспечения полной опоры для первого конца первого полосообразного элемента. Таким образом, точность позиционирования первого конца первого полосообразного элемента может быть повышена как во время резки, так и во время соединения встык. В частности, первый полосообразный элемент может быть полностью оперт вплоть до места соединения встык.
В одном варианте осуществления первый нижний зажимной элемент выполнен с нижней режущей кромкой, при этом устройство дополнительно содержит первый нож, который выполнен с возможностью обрезки первого конца первого полосообразного элемента вдоль нижней режущей кромки и во взаимодействии с нижней режущей кромкой. Таким образом, первый конец может быть обрезан вдоль первого нижнего зажимного элемента, при этом указанный первый нижний зажимной элемент также впоследствии используется для соединения встык обрезанного первого конца.
В одном варианте осуществления первый нож представляет собой верхний нож, который выполнен с возможностью перемещения в первом направлении резки, поперечном или перпендикулярном к направлению соединения встык, вдоль нижней режущей кромки. Таким образом, первый нож и первый нижний зажимной элемент могут функционировать в качестве ножниц для резки, при этом первый нижний зажимной элемент используется для обеспечения опоры для первого конца первого полосообразного элемента при противодействии силе резания, создаваемой первым ножом.
В одном варианте осуществления нижняя режущая кромка, предпочтительно вся нижняя режущая кромка, выступает за первый верхний зажимной элемент в направлении соединения встык по направлению ко второму зажиму на первое расстояние перекрытия. Таким образом, первый нож может быть перемещен вдоль нижней режущей кромки в первом направлении резки без помех со стороны первого верхнего зажимного элемента.
В одном варианте осуществления первый нож выполнен с возможностью отвода в первое положение ожидания, в котором первый нож находится в стороне от первого зажима, когда первый зажим перемещается в направлении соединения встык. Таким образом, первый нож может быть размещен в первом положении ожидания в стороне от траектории перемещения первого зажима при его перемещении в направлении соединения встык, при этом он находится в состоянии готовности к быстрой обрезке последующего первого конца последующего первого полосообразного элемента.
В одном варианте осуществления второй верхний зажимной элемент выполнен с верхней режущей кромкой, при этом устройство дополнительно содержит второй нож, который выполнен с возможностью обрезки второго конца второго полосообразного элемента вдоль верхней режущей кромки и во взаимодействии с верхней режущей кромкой. Таким образом, второй конец может быть обрезан вдоль второго верхнего зажимного элемента, при этом указанный второй верхний зажимной элемент также впоследствии используется для соединения встык обрезанного второго конца.
В одном варианте осуществления второй нож представляет собой нижний нож, который выполнен с возможностью перемещения во втором направлении резки, поперечном или перпендикулярном к направлению соединения встык, вдоль верхней режущей кромки. Таким образом, второй нож и второй верхний зажимной элемент могут функционировать в качестве ножниц для резки, при этом второй верхний зажимной элемент используется для обеспечения опоры для второго конца второго полосообразного элемента при противодействии силе резания, создаваемой вторым ножом.
В одном варианте осуществления верхняя режущая кромка, предпочтительно вся верхняя режущая кромка, выступает за второй нижний зажимной элемент в направлении соединения встык по направлению к первому зажиму на второе расстояние перекрытия. Таким образом, второй нож может быть перемещен вдоль верхней режущей кромки во втором направлении резки без помех со стороны второго нижнего зажимного элемента.
В одном варианте осуществления первый полосообразный элемент и второй полосообразный элемент выполнены соответственно с первым защитным покрытием и вторым защитным покрытием, при этом первое защитное покрытие выполнено с возможностью его отслаивания от первого конца перед соединением встык и с возможностью его наложения поверх второго защитного покрытия на втором полосообразном элементе после соединения встык, при этом устройство дополнительно содержит сварочное устройство для приваривания первого защитного покрытия ко второму защитному покрытию на втором полосообразном элементе у соединенных встык концов или рядом с соединенными встык концами после соединения встык. После сварки первое защитное покрытие и второе защитное покрытие могут образовывать по существу непрерывное защитное покрытие над соединением встык, которое только что было создано между первым концом и вторым концом.
В одном варианте осуществления устройство предусмотрено с первым приводом, предназначенным для приведения первого зажима в движение по направлению ко второму зажиму. В качестве альтернативы или дополнения устройство предусмотрено со вторым приводом, предназначенным для приведения второго зажима в движение по направлению к первому зажиму. Таким образом, или один из зажимов, или оба зажима могут быть приведены в движение по направлению друг к другу в место соединения встык.
В одном варианте осуществления первый конец представляет собой передний конец первого полосообразного элемента, и второй конец представляет собой задний конец второго полосообразного элемента. Когда первый полосообразный элемент и второй полосообразный элемент выполнены с возможностью их перемещения в направлении транспортирования, первый зажим предпочтительно расположен по ходу перед вторым зажимом в направлении транспортирования.
В обратном или представляющем собой зеркальное отображение варианте осуществления первый конец представляет собой задний конец второго полосообразного элемента, и второй конец представляет собой передний конец первого полосообразного элемента. Когда первый полосообразный элемент и второй полосообразный элемент выполнены с возможностью их перемещения в направлении транспортирования, первый зажим предпочтительно расположен по ходу за вторым зажимом в направлении транспортирования.
В соответствии со вторым аспектом изобретения предложен способ соединения встык полосообразных элементов для компонентов шины посредством использования устройства в соответствии с любым из предшествующих пунктов формулы изобретения, при этом способ включает этап перемещения первого зажима и/или второго зажима в место соединения встык так, чтобы соответственно первый нижний зажимной элемент и второй верхний зажимной элемент перекрывали друг друга в направлении соединения встык.
Поскольку первый нижний зажимной элемент и второй верхний зажимной элемент выступают за первый верхний зажимной элемент и второй нижний зажимной элемент, они могут быть перемещены в положение взаимного перекрытия в месте соединения встык. Перекрытие может обеспечить уменьшение незажатого участка первого полосообразного элемента и второго полосообразного элемента в месте соединения встык, в результате чего повышается точность позиционирования первого конца и второго конца во время соединения встык. Кроме того, перекрытие может обеспечить увеличение степени сжатия, которая может быть достигнута между первым концом и вторым концом в месте соединения встык, для плотного соединения указанных концов встык.
В одном варианте его осуществления способ дополнительно включает этапы отслаивания первого защитного покрытия от первого конца перед соединением встык, наложения первого защитного покрытия поверх второго защитного покрытия после соединения встык и приваривания первого защитного покрытия ко второму защитному покрытию на втором полосообразном элементе у соединенных встык концов или рядом с соединенными встык концами после соединения встык. После сварки первое защитное покрытие и второе защитное покрытие могут образовывать по существу непрерывное защитное покрытие над соединением встык, которое только что было создано между первым концом и вторым концом.
Различные аспекты и признаки, описанные и показанные в описании, могут быть применены по отдельности всякий раз, когда это возможно. Данные отдельные аспекты, в частности, аспекты и признаки, описанные в приложенных зависимых пунктах формулы изобретения, могут быть сделаны предметом выделенных заявок на патенты.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет разъяснено на основе приведенного в качестве примера варианта осуществления, показанного на приложенных схематических чертежах, в которых:
фиг.1 показывает общую схему устройства для соединения встык полосообразных элементов для компонентов шины в соответствии с первым вариантом осуществления изобретения;
фиг.2 и 3 показывают детали устройства, соответствующие окружностям II и III на фиг.1;
фиг.4А, 4В и 4С показывают последовательные этапы способа функционирования устройства согласно фиг.1;
фиг.5 показывает альтернативное устройство для соединения встык полосообразных элементов для компонентов шины в соответствии со вторым вариантом осуществления изобретения;
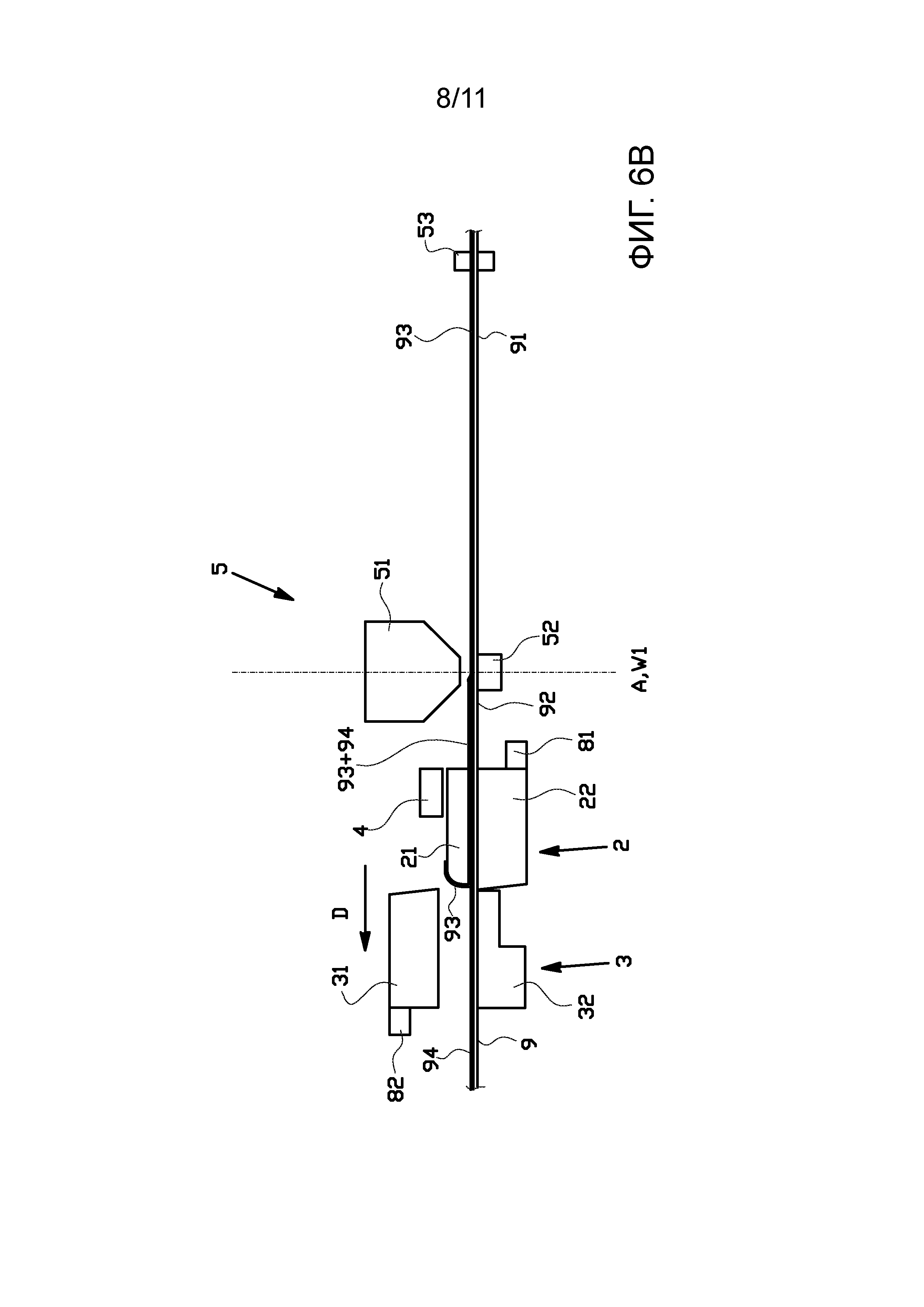
фиг.6А, 6В, 6С и 6D показывают дополнительные этапы способа согласно фиг.4А-4С; и
фиг.7 показывает дополнительное альтернативное устройство с альтернативным сварочным устройством для альтернативного выполнения этапов, подобных показанным на фиг.6А-D.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
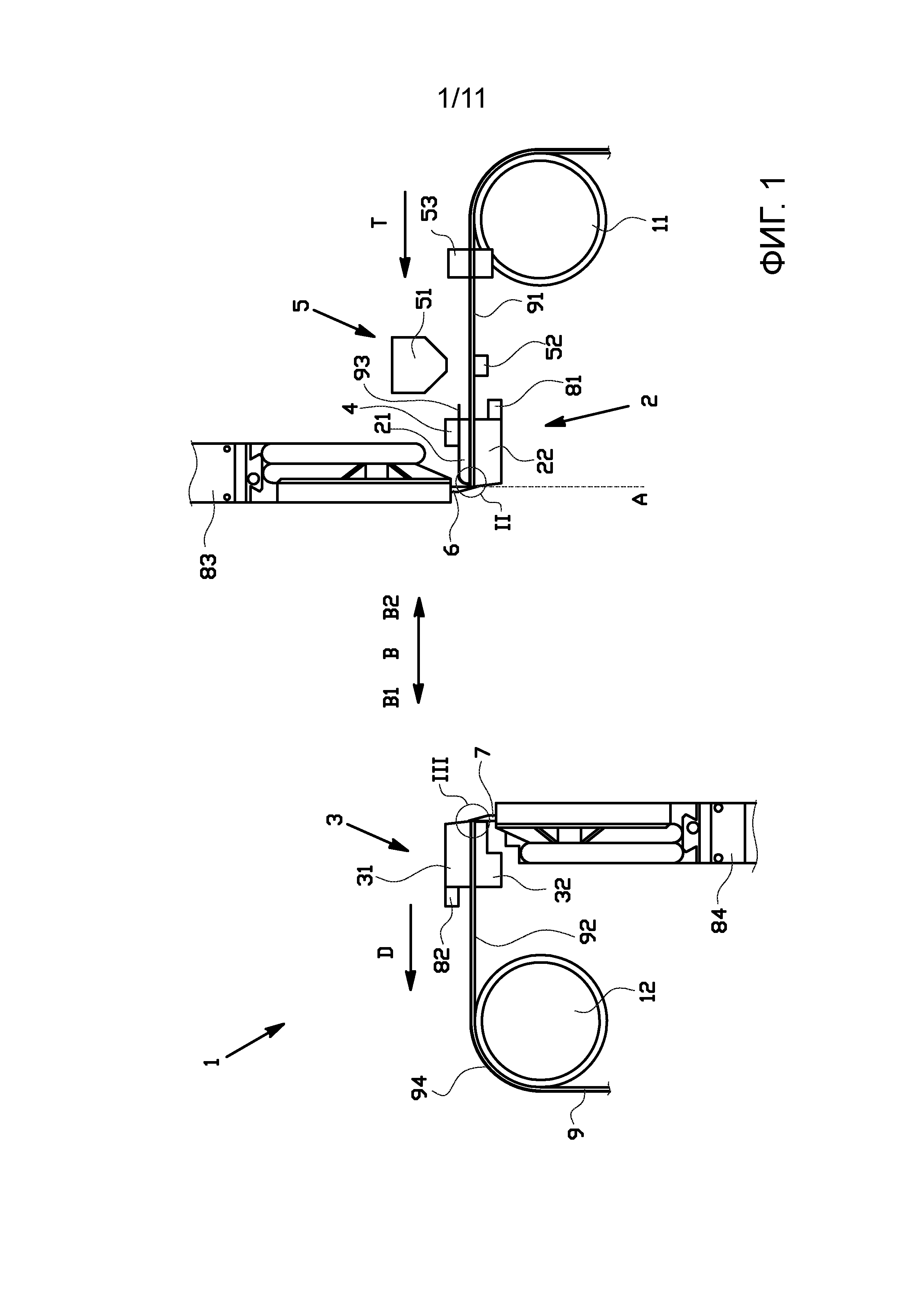
Фиг.1 показывает устройство 1 для соединения встык в соответствии с приведенным в качестве примера, первым вариантом осуществления изобретения, предназначенное для соединения встык переднего конца LE первого полосообразного элемента 91 с задним концом ТЕ второго полосообразного элемента 92 для образования непрерывной, соединенной встык полосы 9, предпочтительно полосы из резиновой смеси, предназначенной для использования на последующем этапе сборки шины для шин и/или компонентов шин (непоказанных). Как первый полосообразный элемент 91, так и второй полосообразный элемент 92 покрыты с их верхней стороны соответственно первым защитным покрытием 93 и вторым защитным покрытием 94.
Первый полосообразный элемент 91 подают из рулона материала посредством ролика 11 в направлении Т транспортирования в устройство 1 к месту А соединения встык. Второй полосообразный элемент 92 представляет собой ранее подвергнутый обработке, первый полосообразный элемент 91, который уже был соединен встык с ранее подготовленным вторым полосообразным элементом 92 для образования полосы 9, соединенной встык. Устройство 1 содержит приводной ролик 12 для выпуска соединенной встык полосы 9 в направлении D выпуска «по направлению» к последующему этапу сборки шины, например, в петлевое устройство или для непосредственного наложения на сборочный барабан (непоказанный). Устройство 1 дополнительно содержит первый зажим 2, предназначенный для зажима переднего конца LE первого полосообразного элемента 91, второй зажим 3, расположенный по ходу за первым зажимом 2 в направлении Т транспортирования и предназначенный для зажима заднего конца ТЕ второго полосообразного элемента 92, и третий зажим 4, предназначенный для зажима первого защитного покрытия 93 у первого полосообразного элемента 91.
Устройство 1 также содержит сварочное устройство 5 для сварки или приваривания первого защитного покрытия 93 к соединенной встык полосе 9. Сварочное устройство 5 содержит сварочную головку 51 и ответный дополняющий компонент 52 для указанной сварочной головки 51. Если требуется, сварочное устройство 5 содержит четвертый зажим 53, предназначенный для зажима и фиксации первого полосообразного элемента 91 в направлении Т транспортирования во время манипулирования первым защитным покрытием 93 и/или приваривания первого защитного покрытия 93 поверх указанного второго защитного покрытия 94.
Первый зажим 2 и второй зажим 3 выполнены с возможностью перемещения в противоположных направлениях В1, В2 вдоль направления В соединения встык, параллельного направлению Т транспортирования, к месту А соединения встык. В месте А соединения встык или рядом с местом А соединения встык первый зажим 2 и второй зажим 3 расположены так, что они находятся напротив друг друга в указанном направлении В соединения встык, что будет описано в дальнейшем более подробно.
Как дополнительно показано на фиг.1, устройство 1 выполнено с первым верхним ножом 6 и вторым нижним ножом 7, предназначенными для обрезки соответственно переднего конца LE первого полосообразного элемента 91 и заднего конца ТЕ второго полосообразного элемента 92.
Как показано более подробно на фиг.2, первый зажим 2 содержит первый верхний зажимной элемент 21 и первый нижний зажимной элемент 22, который выполнены с возможностью перемещения в первом направлении С1 зажима для надежного зажима переднего конца LE первого полосообразного элемента 91 между ними. Первый нижний зажимной элемент 22 выступает за первый верхний зажимной элемент 21 в направлении В соединения встык или по существу параллельно направлению В соединения встык в направлении В1 по направлению ко второму зажиму 3 на первое расстояние Х1 перекрытия. Аналогичным образом, первый верхний зажимной элемент 21 «заглублен» предпочтительно полностью относительно первого нижнего зажимного элемента 22 на первое расстояние Х1 перекрытия. Первый нижний зажимной элемент 22 содержит брусковидный корпус 23, проходящий в горизонтальном направлении и поперечно или перпендикулярно к направлению В соединения встык. Брусковидный корпус 23 выполнен с нижней режущей кромкой 24 на стороне брусковидного корпуса 23, обращенной ко второму зажиму 3. Нижняя режущая кромка 24 выполнена с возможностью обрезки переднего конца LE первого полосообразного элемента 91 при ее взаимодействии с первым верхним ножом 6. Нижняя режущая кромка 24 по меньшей мере частично и предпочтительно полностью выступает за первый верхний зажимной элемент 21 на первое расстояние Х1 перекрытия. В частности, нижняя режущая кромка 24 образует передний край первого зажима 2 относительно второго зажима 3. Нижняя режущая кромка 24 проходит прямолинейно в направлении, перпендикулярном к направлению Т транспортирования и первому направлению С1 зажима. Первый нижний режущий элемент 21 выполнен с возможностью обеспечения надежной полной опоры для переднего конца LE первого полосообразного элемента 91 вплоть до нижней режущей кромки 24. В частности, передний конец LE опирается постоянно на всей его ширине, определяемой перпендикулярно к направлению В соединения встык.
Первый верхний зажимной элемент 21 выполнен с первой передней поверхностью 25, обращенной ко второму зажиму 3, при этом указанная первая передняя поверхность 25 проходит по существу нормально или перпендикулярно к направлению В соединения встык. Первый нижний зажимной элемент 22 выполнен со второй передней поверхностью 26, обращенной ко второму зажиму 3, при этом указанная вторая передняя поверхность 26 проходит под углом наклона относительно указанного второго зажима 3.
Как показано более подробно на фиг.3, второй зажим 3 содержит второй верхний зажимной элемент 31 и второй нижний зажимной элемент 32, которые выполнены с возможностью перемещения во втором направлении С2 зажима для надежного зажима заднего конца ТЕ второго полосообразного элемента 92 между ними. Второй верхний зажимной элемент 31 выступает за второй нижний зажимной элемент 32 в направлении В соединения встык или по существу параллельно направлению В соединения встык в направлении В2 по направлению к первому зажиму 2 на второе расстояние Х2 перекрытия. Аналогичным образом, второй нижний зажимной элемент 32 «заглублен» предпочтительно полностью относительно второго верхнего зажимного элемента 31 на второе расстояние Х2 перекрытия. В данном примере второе расстояние Х2 перекрытия, меньше первого расстояния Х1 перекрытия, и предпочтительно составляет, по меньшей мере, один миллиметр, более предпочтительно, по меньшей мере, три миллиметра и наиболее предпочтительно находится в диапазоне от одного до пяти миллиметров. Второй верхний зажимной элемент 31 содержит брусковидный корпус 33, проходящий в горизонтальном направлении и поперечно или перпендикулярно к направлению В соединения встык. Брусковидный корпус 33 выполнен с верхней режущей кромкой 34 на стороне брусковидного корпуса 33, обращенной к первому зажиму 2. Верхняя режущая кромка 34 выполнена с возможностью обрезки заднего конца ТE второго полосообразного элемента 92 при ее взаимодействии со вторым нижним ножом 7. Верхняя режущая кромка 34 по меньшей мере частично и предпочтительно полностью выступает за второй нижний зажимной элемент 32 на второе расстояние Х2 перекрытия. В частности, верхняя режущая кромка 34 образует передний край второго зажима 3 относительно первого зажима 2. Верхняя режущая кромка 34 проходит прямолинейно в направлении, перпендикулярном к направлению Т транспортирования и второму направлению С2 зажима.
Второй верхний зажимной элемент 31 выполнен с третьей передней поверхностью 35, обращенной к первому зажиму 2, при этом указанная третья передняя поверхность 35 проходит под углом наклона относительно указанного первого зажима 2. Второй нижний зажимной элемент 32 выполнен с четвертой передней поверхностью 36, обращенной к первому зажиму 2, при этом указанная четвертая передняя поверхность 36 проходит по существу нормально или перпендикулярно к направлению В соединения встык.
Как показано на фиг.1, устройство 1 предусмотрено с первым приводом 81, предназначенным для приведения первого зажима 2 в движение в направлении В соединения встык в направлении В1 по направлению ко второму зажиму 3 и в направлении В2 от второго зажима 3, и со вторым приводом 82, предназначенным для приведения второго зажима 3 в движение в направлении В соединения встык в направлении В2 по направлению к первому зажиму 2 и в направлении В1 от первого зажима 2.
Фиг.1 дополнительно показывает, что первый верхний нож 6 выполнен с передней режущей поверхностью 61, нормальной к направлению В соединения встык, и задней поверхностью 62, проходящей под углом наклона относительно направления В соединения встык по направлению ко второму верхнему зажимному элементу 31. Устройство 1 предусмотрено с третьим приводом 83, предназначенным для перемещения первого верхнего ножа 6 в первом направлении резки, поперечном или перпендикулярном к направлению В соединения встык, в вертикальном направлении или горизонтальном направлении вдоль нижней режущей кромки 24. Первый верхний нож 6 предпочтительно перемещают горизонтально так, чтобы его можно было ввести в контакт с «набегающей» поверхностью (непоказанной) нижней режущей кромки 24 перед перемещением вдоль нижней режущей кромки 24. Первый верхний нож 6 предпочтительно поджимают в направлении В соединения встык в направлении В2 к первому зажиму 2. Третий привод 83 выполнен с возможностью отвода первого верхнего ножа 6 после обрезки в первое положение ожидания, в котором он находится в стороне от первого зажима 2, в направлении В соединения встык, или к стороне первого зажима 2.
Устройство 1 предусмотрено с четвертым приводом 84, предназначенным для перемещения второго нижнего ножа 7 во втором направлении резки, поперечном или перпендикулярном к направлению В соединения встык, в вертикальном направлении или горизонтальном направлении вдоль верхней режущей кромки 34. Второй нижний нож 7 предпочтительно перемещают горизонтально так, чтобы его можно было ввести в контакт с «набегающей» поверхностью (непоказанной) верхней режущей кромки 34 перед перемещением вдоль верхней режущей кромки 34. Второй нижний нож 7 предпочтительно поджимают в направлении В соединения встык в направлении В1 ко второму зажиму 3. Четвертый привод 84 выполнен с возможностью отвода второго верхнего ножа 7 после обрезки во второе положение ожидания, в котором он находится в стороне от второго зажима 3, в направлении В соединения встык, или к стороне второго зажима 3.
На фиг.1 и более подробно на фиг.2 и 3 показан этап обрезки переднего конца LE первого полосообразного элемента 91 и заднего конца ТЕ второго полосообразного элемента 92 и, таким образом, подготовки указанных концов LE, ТЕ к последующему соединению встык. Как показано на фиг.1, первое защитное покрытие 93, покрывающее передний конец LE первого полосообразного элемента 91, (вручную) отделяют, оттягивают или отслаивают от указанного переднего конца LE, чтобы открыть для воздействия передний конец LE. Отделенную часть первого защитного покрытия 93 оттягивают вверх, отгибают вверх или поворачивают обратно вокруг первой передней поверхности 25 первого верхнего зажимного элемента 21, которая является закругленной для предотвращения разрыва первого защитного покрытия 93 во время его оттягивания назад. Первое защитное покрытие 93 временно зажимают посредством зажима 4 для защитного покрытия поверх первого верхнего зажимного элемента 21. Как показано на фиг.2, обеспечивают перемещение передней режущей поверхности 61 первого верхнего ножа 6 в первом направлении резки вдоль нижней режущей кромки 24 первого нижнего зажимного элемента 22 для обрезки переднего конца LE первого полосообразного элемента 91 при взаимодействии с указанной нижней режущей кромкой 24. Как показано на фиг.3, обеспечивают перемещение передней режущей поверхности 71 второго нижнего ножа 7 во втором направлении резки вдоль верхней режущей кромки 34 второго верхнего зажимного элемента 31 для обрезки заднего конца ТE второго полосообразного элемента 92 при взаимодействии с указанной верхней режущей кромкой 34. Второе защитное покрытие 94, расположенное сверху на втором полосообразном элементе 92, отрезают вместе со вторым полосообразным элементом 92.
Теперь как передний конец LE, так и задний конец ТЕ подготовлены для последующего соединения встык. На фиг.4А-4D показаны этапы соединения встык переднего конца LE первого полосообразного элемента 91 с задним концом ТЕ второго полосообразного элемента 92.
В частности, фиг.4А показывает ситуацию, в которой второй зажим 3 перемещают в направлении В2 в направлении В соединения встык по направлению к первому зажиму 2 и месту А соединения встык. Задний конец ТЕ и передний конец LE еще не контактируют друг с другом.
На фиг.4В показана ситуация, в которой второй зажим 3 перемещен дальше в направлении В2 в направлении В соединения встык по направлению к первому зажиму 2 и месту А соединения встык. Теперь задний конец ТЕ и передний конец LE контактируют друг с другом.
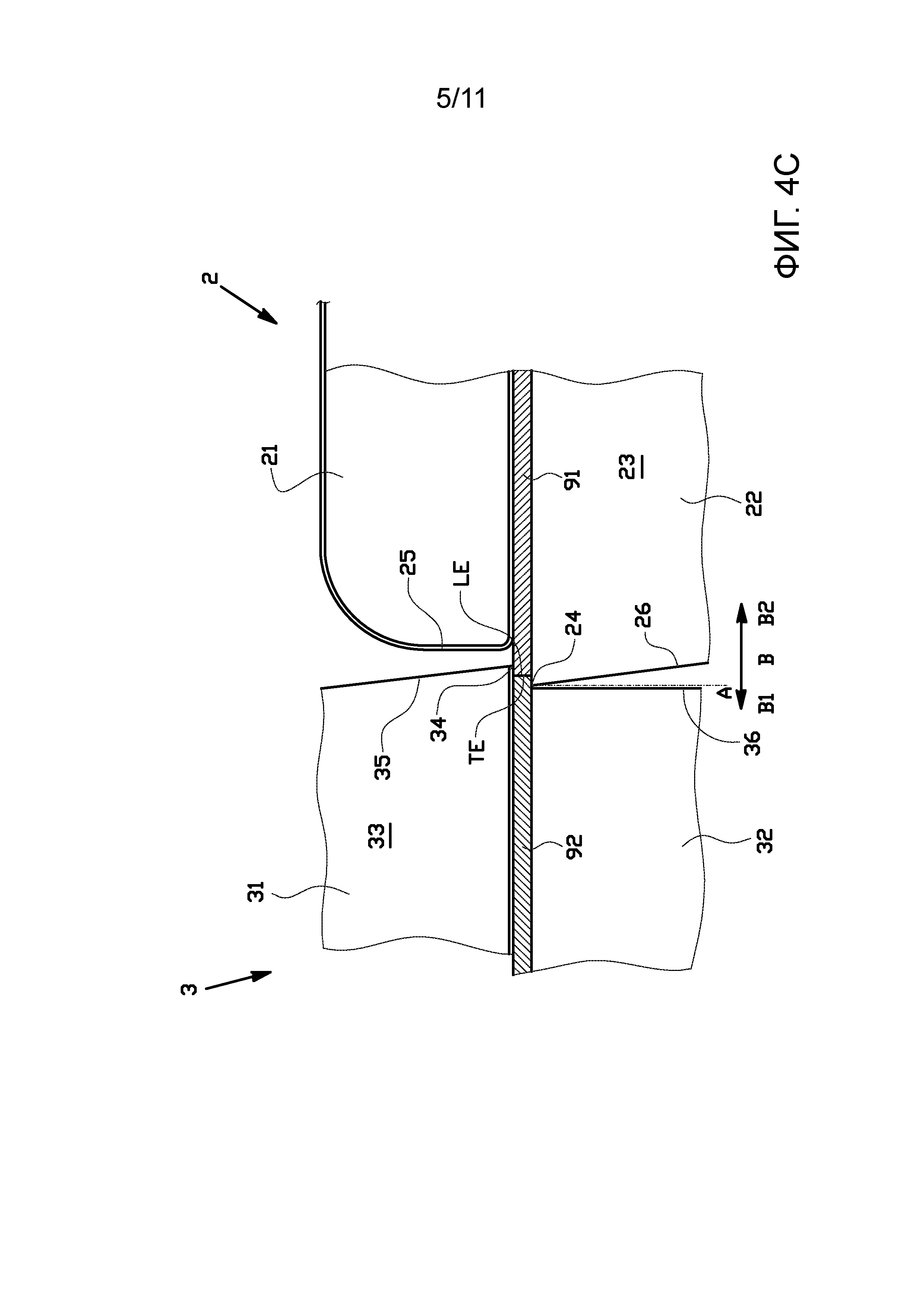
Фиг.4С показывает завершающий этап операции соединения встык, на котором второй зажим 3 перемещают еще дальше в направлении В2 с обеспечением его перекрытия с первым зажимом 2 в направлении В соединения встык. Первый нижний зажимной элемент 22 и второй верхний зажимной элемент 31 в месте А соединения встык перекрывают друг друга в направлении В соединения встык, по меньшей мере, на расстоянии перекрытия, которое равно наименьшему из двух расстояний Х1, Х2перекрытия и определяемых зажимами 2, 3. Теперь задний конец ТЕ и передний конец LE прочно контактируют друг с другом и частично подвергаются сжатию для формирования плотного соединения встык в месте А соединения встык.
В альтернативном варианте первый зажим 2 может быть перемещен в направлении В1 по направлению ко второму зажиму 3 в направлении В соединения встык, или оба зажима 2, 3 могут быть одновременно перемещены по направлению друг к другу в противоположных направлениях В1, В2 вдоль направления В соединения встык.
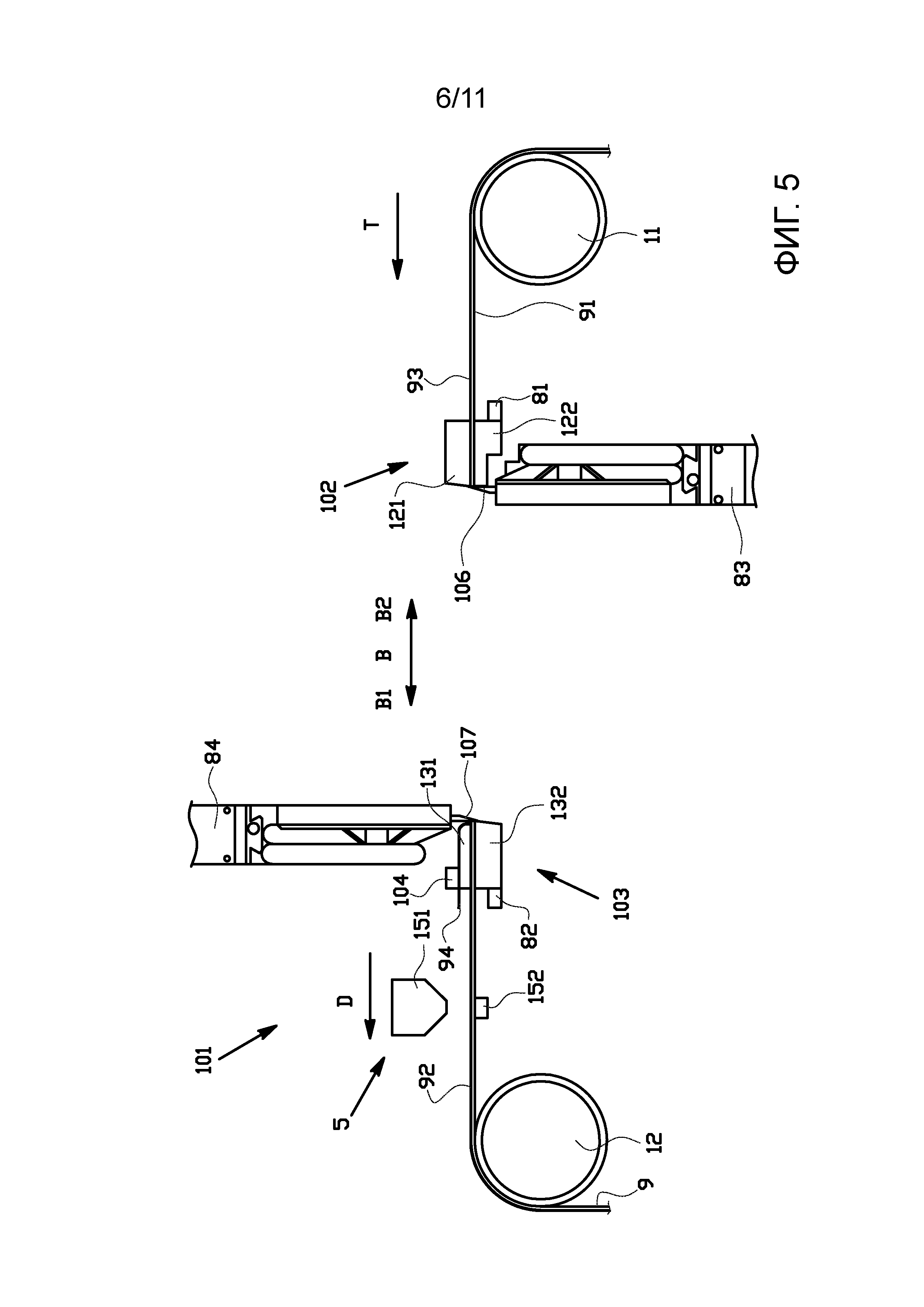
Фиг.5 показывает альтернативное устройство 101 для соединения встык вышеупомянутых полосообразных элементов 91, 92 в соответствии со вторым вариантом осуществления изобретения. Альтернативное устройство 101 отличается от устройства 1 по фиг.1 тем, что оно содержит альтернативный первый зажим 102 с верхним зажимным элементом 121, выступающим за нижний зажимной элемент 122, и тем, что оно содержит альтернативный второй зажим 103 с нижним зажимным элементом 132, выступающим за верхний зажимной элемент 131. По существу предусмотрены альтернативные ножи 106, 107, перемещающиеся в противоположных направлениях S3, S4 резки относительно ножей 6, 7 по фиг.1 По существу альтернативные зажимы 102, 103 и соответствующие альтернативные ножи 106, 107, таким образом, зеркально отображают друг друга в вертикальной плоскости. Тем не менее, альтернативные зажимы 102, 103 и соответствующие альтернативные ножи 106, 107 функционируют таким же образом, как зажимы 2, 3 и ножи 6, 7 в вышеупомянутом устройстве 1.
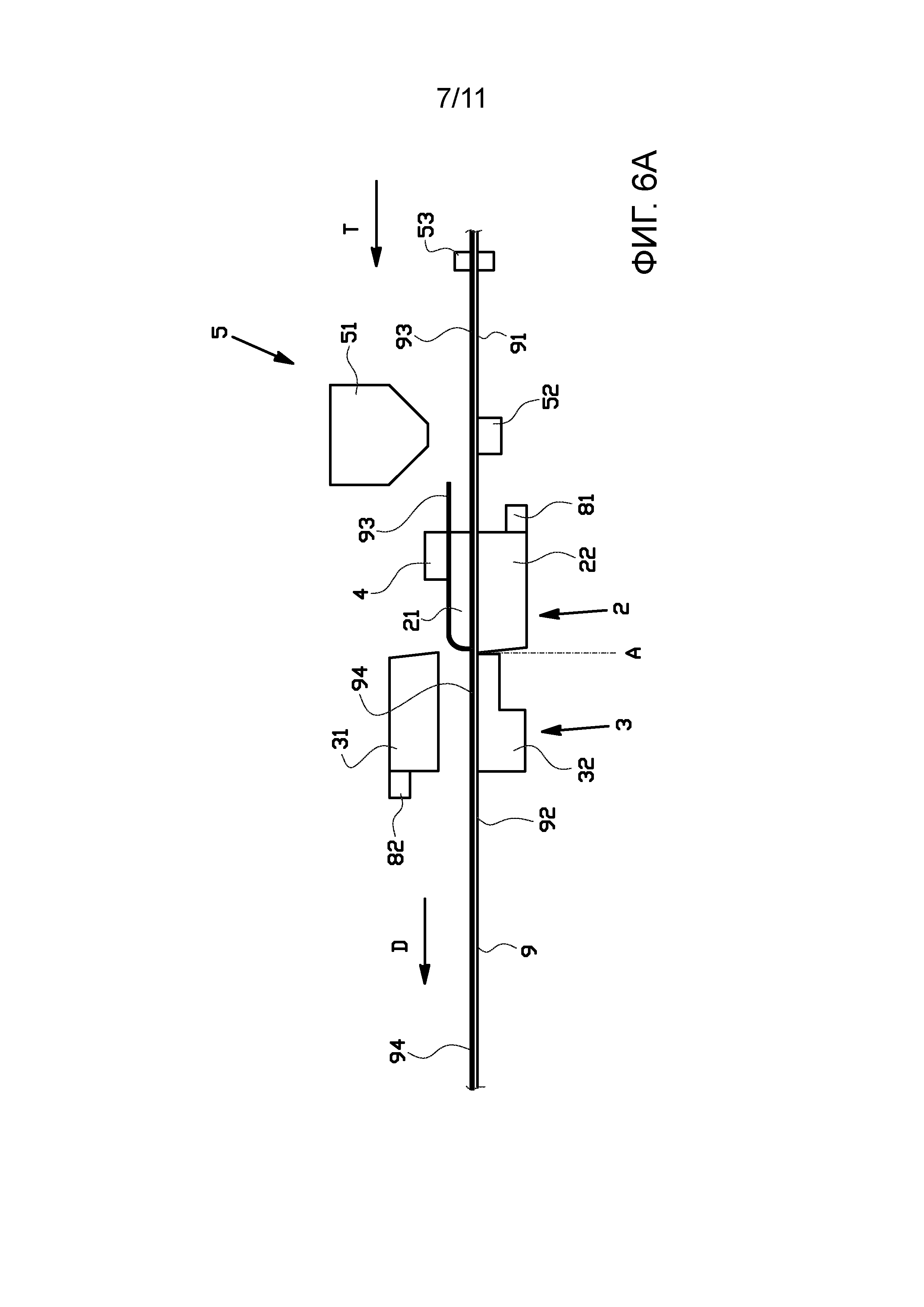
Фиг.6А-6D показывают дополнительные этапы способа приваривания первого защитного покрытия 93 первого полосообразного элемента 91 ко второму защитному покрытию 94 на втором полосообразном элементе 92 для формирования по существу непрерывного защитного покрытия, проходящего поверх соединенных встык концов LE, ТЕ вдоль верхней стороны соединенной встык полосы 9.
Как показано на фиг.6А, зажимные элементы 31, 32 второго зажима 3 раздвигают, в результате чего освобождается соединенная встык полоса 9 во втором зажиме 3. Зажимные элементы 21, 22 первого зажима 2 раздвигают только в незначительной степени для снятия усилия зажима, действующего в первом направлении С1 зажима. После этого первый зажим 2 и второй зажим 3 смещают поверх полосы 9 в направлении D выпуска, чтобы открыть для воздействия соединение встык в месте А соединения встык. Одновременно зажим 4 для защитного покрытия отсоединяют от первого верхнего зажимного элемента 21 для отделения первого защитного покрытия 93 от верхней части первого зажима 2. Когда первый зажим 2 перемещается в направлении D выпуска, первое защитное покрытие 93 удерживается в заданном положении посредством четвертого зажима 53 при одновременном перемещении первого зажима 2 в направлении D выпуска. В результате первое защитное покрытие 93 отделяется от первого зажима 2 и накатывается на втором защитном покрытии 94, расположенном на заднем конце ТЕ второго полосообразного элемента 92. Таким образом, первое защитное покрытие 93 накатывается или накладывается на второе защитное покрытие 94 в месте А соединения встык или рядом с местом А соединения встык.
Далее, как показано на фиг.6В, сварочное устройство 5 перемещают в первое место W1 сварки в месте А соединения встык или рядом с местом А соединения встык для приваривания первого защитного покрытия 93 ко второму защитному покрытию 94 в первом месте W1 сварки.
Фиг.6С и 6D показывают, как первый зажим 2 и второй зажим 3 перемещают дальше по ходу для дополнительной прикатки первого защитного покрытия 93 ко второму защитному покрытию 94. Между тем, первый полосообразный элемент 91 и первое защитное покрытие 93 по-прежнему зафиксированы в направлении Т транспортирования посредством четвертого зажима 53. Впоследствии сварочное устройство 5 обеспечивает приваривание первого защитного покрытия 93 поверх второго защитного покрытия 94 еще в двух разнесенных местах W2, W3 сварки, находящихся по ходу за первым местом W1 сварки и местом А соединения стык. Таким образом, может быть обеспечено прочное соединение первого защитного покрытия 93 со вторым защитным покрытием 94 у соединенных встык переднего конца LE и заднего конца ТЕ.
Если альтернативное устройство 101 в соответствии с фиг.5 должно было быть использовано в способе сварки защитных покрытий 93, 94, то специалисту в данной области техники будет ясно, что этапы сварки представляли бы собой также зеркальное отображение в вертикальной плоскости. В частности, как показано на фиг.5, альтернативное устройство 101 содержит альтернативное сварочное устройство 105 со сварочной головкой 151 и ответным дополняющим компонентом 152, расположенными по ходу за вторым зажимом 3. Четвертый зажим 153 выполнен с возможностью зажима или фиксации второго полосообразного элемента 92 от перемещения в направлении транспортирования во время манипулирования защитными покрытиями 93, 94 и/или сварки защитных покрытий 93, 94. Второе защитное покрытие 94 отделяют, оттягивают или отслаивают от заднего конца ТE второй полосы 92 и после этого натягивают вокруг или поворачивают обратно вокруг второго верхнего зажимного элемента 31. Третий зажим 104 размещен сверху на втором верхнем зажимном элементе 31 для зажима второго защитного покрытия 94 поверх второго верхнего зажимного элемента 31. В отличие от конфигурации, подобной показанной на фиг.1, теперь именно первое защитное покрытие 93 отрезают вместе с первым полосообразным элементом 91 во время подготовки переднего конца LE и заднего конца ТЕ. Этапы сварки, подобные описанным выше в связи с фиг.6А-D, теперь выполняют для второго защитного покрытия 94, которое впоследствии освобождают от третьего зажима 104 и прикатывают к первому защитному покрытию 93 на переднем конце LE первого полосообразного элемента 91 для последующей сварки посредством сварочного устройства 105.
Фиг.7 показывает дополнительное альтернативное устройство 201 с дополнительным альтернативным сварочным устройством 205, содержащим сварочную головку 251 с тремя отдельными сварочными инструментами для одновременной сварки в трех местах W1, W2, W3 сварки. Соответственно, ответный дополняющий компонент 252 выполнен с возможностью взаимодействия со сварочной головкой 251 одновременно в трех местах W1, W2, W3 сварки. Специалисту в данной области техники будет ясно, что при таком альтернативном сварочном устройстве 205 первое защитное покрытие 93 будет полностью прикатано ко второму защитному покрытию 94 в соответствии с фиг.6D перед сваркой. После того как вся отделенная часть первого защитного покрытия 93 будет освобождена от первого зажима 2, альтернативное сварочное устройство 205 обеспечивает приваривание первого защитного покрытия 93 ко второму защитному покрытию 94 одновременно в трех местах W1, W2, W3 сварки.
Следует понимать, что вышеприведенное описание включено для иллюстрации функционирования предпочтительных вариантов осуществления и не предназначено для ограничения объема изобретения. Из вышеприведенного рассмотрения для специалиста в данной области техники будут очевидны многие варианты, которые, тем не менее, будут охватываться объемом настоящего изобретения.
Подводя итоги, следует отметить, что изобретение относится к устройству и способу соединения встык полосообразных элементов для компонентов шины, при этом устройство содержит первый зажим и второй зажим, выполненные с возможностью зажима соответственно первого конца первого полосообразного элемента и второго конца второго полосообразного элемента, при этом, по меньшей мере, один из первого зажима и второго зажима выполнен с возможностью перемещения вдоль направления соединения встык в место соединения встык напротив другого из первого зажима и второго зажима для соединения встык данных концов, при этом первый зажим содержит первый верхний зажимной элемент и первый нижний зажимной элемент, при этом второй зажим содержит второй верхний зажимной элемент и второй нижний зажимной элемент, при этом первый нижний зажимной элемент выступает за первый верхний зажимной элемент на первое расстояние перекрытия, и при этом второй верхний зажимной элемент выступает за второй нижний зажимной элемент на второе расстояние перекрытия.
Реферат
Изобретение относится к устройству для соединения встык полосообразных элементов для компонентов шины. Техническим результатом является повышение точности и качества соединения полосообразных элементов для компонентов шины. Технический результат достигается устройством для соединения встык полосообразных элементов для компонентов шины, которое содержит первый зажим и второй зажим, выполненные с возможностью зажима соответственно первого конца первого полосообразного элемента и второго конца второго полосообразного элемента. При этом первый зажим или второй зажим является перемещаемым вдоль направления соединения встык в место соединения встык, в котором первый зажим и второй зажим расположены напротив друг друга в указанном направлении соединения встык для соединения встык первого конца первого полосообразного элемента и второго конца второго полосообразного элемента в направлении соединения встык. При этом первый зажим содержит первый верхний зажимной элемент и первый нижний зажимной элемент, предназначенные для зажима первого конца при их взаимодействии. Второй зажим содержит второй верхний зажимной элемент и второй нижний зажимной элемент, предназначенные для зажима второго конца при их взаимодействии. При этом первый нижний зажимной элемент выступает за первый верхний зажимной элемент в направлении соединения встык по направлению ко второму зажиму на первое расстояние перекрытия. Причем второй верхний зажимной элемент выступает за второй нижний зажимной элемент в направлении соединения встык по направлению к первому зажиму на второе расстояние перекрытия. 2 н. и 19 з.п. ф-лы, 12 ил.
Комментарии