Режущая пластина - RU2279334C2
Код документа: RU2279334C2
Чертежи





Описание
Область техники
Это изобретение относится в основном к квадратной индексируемой режущей пластине с четырьмя режущими кромками для установки во фрезах для обработки пазов или в левых и правых торцовых фрезах для обработки прямоугольного уступа на металлической заготовке.
Уровень техники
Известны фрезы, содержащие квадратные индексируемые режущие пластины для обработки прямоугольных уступов на металлической заготовке, при этом режущие пластины в основном установлены таким образом, что плоскость, образуемая четырьмя режущими кромками, составляет негативный радиальный передний угол и позитивный осевой (винтовой) передний угол. Каждая пластина имеет главную режущую кромку для фрезерования на заготовке прямого уступа или заплечика и поперечно расположенную вспомогательную режущую кромку. Вспомогательная режущая кромка в основном включает два участка: участок, примыкающий к главной режущей кромке и служащий зачистной режущей кромкой для формирования базовой стенки заплечика с высоким качеством обработанной поверхности, и неработающий участок. Режущая пластина сконструирована и установлена во фрезе так, что образуется небольшой зазор между неработающим участком и базовой стенкой заплечика.
Поскольку режущая пластина устанавливается с позитивным осевым передним углом, она предпочтительно имеет позитивную геометрию, чтобы гарантировать зазор между базовой стенкой заплечика и обращенной к ней боковой поверхностью пластины. Режущая пластина, установленная во фрезе, как описано выше, имеет относительно малый угол клина режущей кромки и большой радиальный задний угол. Следовательно, в процессе обработки режущая пластина будет чувствительна к поломкам в области режущей кромки, а фреза может быть подвержена вибрациям. Установлено, что эксплуатационные качества режущей пластины могут быть улучшены при уменьшении зазора между заготовкой и обращенной к ней боковой поверхностью режущей пластины в области главной режущей кромки и не уменьшении при этом зазора в области зачистной кромки.
Особый интерес представляют в основном квадратные режущие пластины с четырьмя режущими кромками, которые могут быть использованы как для левостороннего, так и для правостороннего фрезерования. Такая режущая пластина раскрыта в патенте США №5951212. Однако эта пластина не обеспечивает описанным образом улучшенные эксплуатационные качества.
Задачей настоящего изобретения является создание новой в основном квадратной формы режущей пластины с четырьмя режущими кромками, которая может быть использована как для левостороннего, так и для правостороннего фрезерования и обеспечивает описанным образом улучшенные эксплуатационные качества.
Сущность изобретения
В соответствии с настоящим изобретением предлагается индексируемая режущая пластина для использования во фрезах, имеющая:
верхнюю поверхность, нижнюю поверхность и М идентичных боковых поверхностей, расположенных между нижней поверхностью и верхней поверхностью, на виде сверху на режущую пластину верхняя поверхность имеет в основном форму М-стороннего многоугольника,
каждая боковая поверхность расположена между двух угловых боковых поверхностей,
каждая боковая поверхность наклонена наружу от нижней поверхности к верхней поверхности и пересекает верхнюю поверхность по режущей кромке, расположенной между двух угловых кромок параллельно нижней поверхности,
каждая режущая кромка включает главную режущую кромку, расположенную между двумя зачистными кромками, каждая из которых примыкает к угловой кромке,
каждая боковая поверхность включает, по крайней мере, две поверхности: первую заднюю поверхность, примыкающую к главной режущей кромке, и вторую заднюю поверхность, соединяющуюся с первой задней поверхностью по граничной линии и пересекающую верхнюю поверхность по двум зачистным кромкам,
причем число М выбрано кратным четырем, а первая задняя поверхность имеет минимальный размер по ширине, измеряемый в направлении, перпендикулярном режущей кромке, вблизи двух зачистных кромок, и максимальный - в центральной части режущей кромки.
В соответствии с настоящим изобретением первая задняя поверхность образует первый, не равный нулю, задний угол с прямой, перпендикулярной к базовой плоскости, содержащей режущие кромки, относящиеся к каждой боковой поверхности, при этом вторая задняя поверхность в областях первой и второй зачистных кромок образует второй, не равный нулю задний угол, причем второй задний угол больше, чем первый задний угол.
В соответствии с вариантом настоящего изобретения граничная линия на каждой боковой поверхности включает два равных прямых участка, пересекающихся в центральной части боковой поверхности.
В соответствии с другим вариантом настоящего изобретения вторая задняя поверхность включает две сходные составляющие задние поверхности, соединяющиеся в центральной части боковой поверхности.
Предпочтительно, чтобы каждая из двух составляющих задних поверхностей была наклонена наружу от угловой боковой поверхности в направлении к центральной части боковой поверхности.
В случае необходимости первая задняя поверхность может быть выполнена шлифованной.
Также в случае необходимости две составляющие задние поверхности могут быть выполнены шлифованными.
Также в случае необходимости вторая задняя поверхность может быть выполнена с центрально расположенной на ней выборкой.
В соответствии с настоящим изобретением режущая пластина имеет сквозное отверстие, проходящее через верхнюю и нижнюю поверхности.
Предпочтительно тело режущей пластины может быть выполнено путем прессования и спекания порошка.
В соответствии с предпочтительным вариантом настоящего изобретения число М выбрано равным четырем.
В соответствии с вариантом настоящего изобретения вторая задняя поверхность выполнена с центрально расположенной на ней выборкой.
Краткое описание чертежей
Для лучшего понимания, но только в качестве примера, изобретение описано ниже со ссылками на приложенные чертежи, на которых:
на фиг.1 в перспективе показана режущая пластина в соответствии с настоящим изобретением,
на фиг.2 - вид сбоку на режущую пластину, показанную на фиг.1,
на фиг.3 - вид сверху на режущую пластину, показанную на фиг.1,
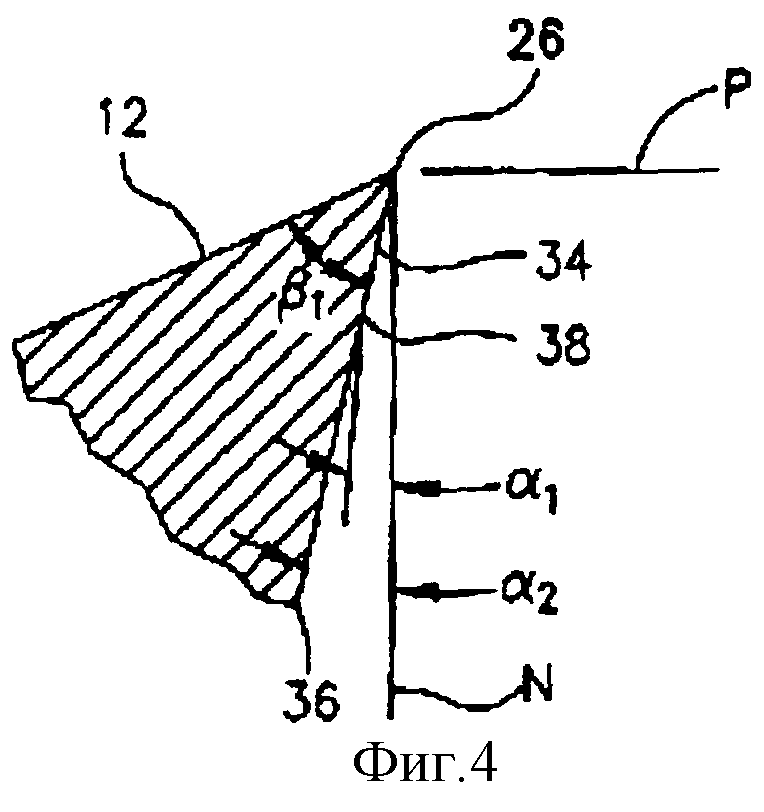
на фиг.4 - поперечное сечение режущей пластины на фиг.3 по линии IV-IV,
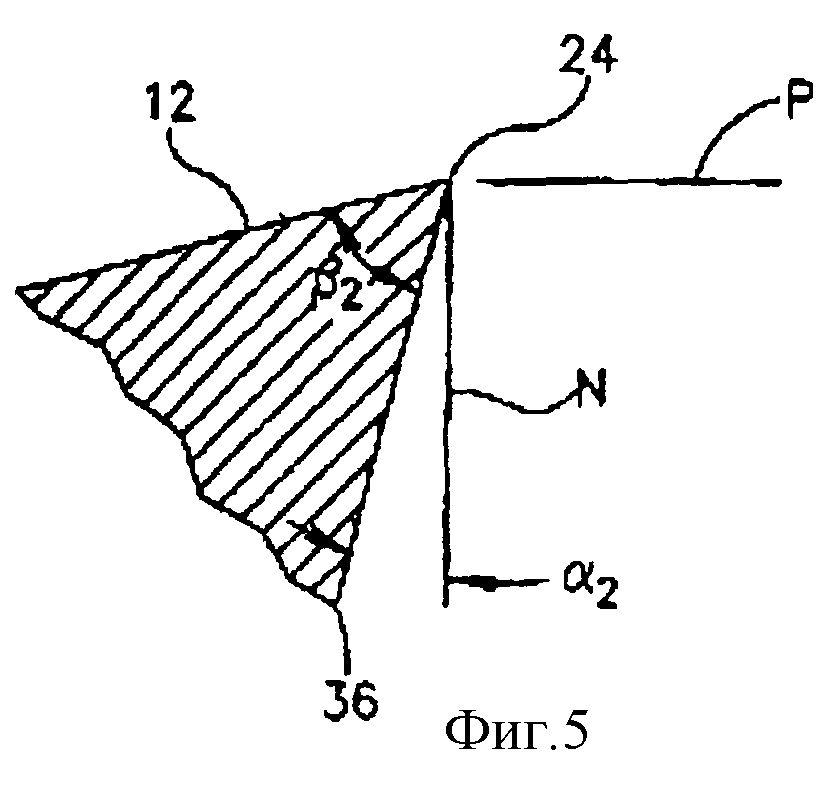
на фиг.5 - поперечное сечение режущей пластины на фиг.3 по линии V-V,
на фиг.6 в перспективе показана режущая пластина в соответствии с настоящим изобретением с выборкой на каждой из вторых задних поверхностей,
на фиг.7 показана фреза для обработки пазов, на которой установлена режущая пластина в соответствии с настоящим изобретением,
на фиг.8 показана торцовая фреза, на которой установлены режущие пластины в соответствии с настоящим изобретением.
Детальное описание предпочтительных вариантов
Рассмотрим фиг.1-5. Режущая пластина 10 в соответствии с настоящим изобретением имеет верхнюю поверхность 12, нижнюю поверхность 14 и четыре идентичные боковые поверхности 16, расположенные между нижней поверхностью 14 и верхней поверхностью 12. Тело режущей пластины предпочтительно производится путем прессования и спекания порошка. Как показано на фиг.3, на виде сверху на режущую пластину 10 верхняя поверхность 12 имеет в основном квадратную форму. Каждая боковая поверхность 16 расположена между двумя угловыми боковыми поверхностями 18. Угловые боковые поверхности 18 выполнены радиусными, причем радиус уменьшается от максимального на верхней поверхности 12 до минимального вблизи нижней поверхности. Каждая боковая поверхность 16 наклонена наружу от нижней поверхности 14 в направлении к верхней поверхности 12 и пересекает верхнюю поверхность по режущей кромке 20. Другими словами, как можно видеть на фиг.1 и 2, режущая пластина 10 имеет позитивную геометрию, при которой каждая боковая поверхность 16 образует острый угол клина β (как будет объяснено более детально ниже, в соответствии с настоящим изобретением β имеет два значения β1 и β2) с верхней поверхностью 12 режущей пластины 10. Каждая режущая кромка 20 параллельна нижней поверхности 14 и расположена между двумя радиусными угловыми кромками 22. Режущая кромка 20 включает две части: две зачистные или вспомогательные режущие кромки 24, примыкающие к угловым кромкам 22, и главную режущую кромку 26, расположенную между двумя зачистными кромками 24. Верхняя поверхность 12 включает переднюю поверхность 28 для взаимодействия со стружкой, наклоненную вниз и внутрь от режущей кромки 20, зачистных кромок 24 и угловых кромок 22 в направлении центральной части 30 верхней поверхности 12. Главные режущие кромки 26, зачистные кромки 24 и угловые кромки 22 имеют возможность резания, следовательно, весь периметр верхней поверхности 12 образует непрерывную режущую кромку, от которой передняя поверхность 28 наклонена вниз и внутрь. Режущая пластина 10 имеет сквозное отверстие 32, проходящее через центральную часть 30 верхней поверхности 12 и через нижнюю поверхность 14 и предназначенное для размещения крепежного винта для закрепления режущей пластины 10 в гнезде режущего инструмента.
Для упрочнения режущей пластины 10 в области главной режущей кромки 26 каждая боковая поверхность 16 разделена на две поверхности: первую заднюю поверхность 34, примыкающую к главной режущей кромке 26, и вторую заднюю поверхность 36, соединяющуюся с первой задней поверхностью по граничной линии 38 и пересекающуюся с верхней поверхностью 12 по двум зачистным кромкам 24 с каждой стороны главной режущей кромки 26.
Первая главная задняя поверхность 34 характеризуется размером по ширине, измеряемым перпендикулярно к режущей кромке 20 и в соответствии с первым аспектом настоящего изобретения имеющим минимальное значение вблизи двух угловых кромок 22 и максимальное значение - в центральной части 40 режущей кромки 20. При такой конструкции, как можно видеть на фигурах, первая задняя поверхность 34 имеет в основном треугольную форму. Более того, такая конструкция придает режущей пластине 10 симметрию, что дает возможность использовать ее как правостороннюю, так и как левостороннюю режущую пластину.
Второй аспект настоящего изобретения относится к скосу или зазору на боковой поверхности 16 режущей пластины 10. В описании и формуле изобретения определена базовая плоскость Р, содержащая режущие кромки 20, относящиеся к каждой боковой поверхности 16. Поскольку каждая режущая кромка 20 параллельна нижней поверхности 14, базовая плоскость Р также параллельна нижней поверхности 14 режущей пластины 10, как видно на фиг.2. В соответствии со вторым аспектом настоящего изобретения первая задняя поверхность 34 образует первый задний угол α1 с прямой N, перпендикулярной к базовой плоскости Р, а вторая задняя поверхность образует в области зачистных кромок 24 второй задний угол α2, причем второй задний угол α2 больше, чем первый задний угол α1. Как можно видеть на фиг.4 и 5, в соответствии с этим аспектом изобретения угол клина β1 в области главной режущей кромки 26 каждой боковой поверхности 16 больше, чем угол клина β2 в области зачистных кромок 24. Очевидно, что наличие первой задней поверхности 34 упрочняет режущую пластину в области главной режущей кромки 26 вследствие увеличенного угла клина. В соответствии с конкретным не ограничивающим примером α2=14° и α1=8° видно, что посредством увеличения заднего угла на зачистной кромке на 6° по сравнению с главной режущей кромкой упрочняется режущая пластина за счет увеличения угла клина вдоль главной режущей кромки 26.
Как можно видеть на фигурах, граничная линия 38 на каждой боковой поверхности 16 включает два одинаковых участка 38а и 38b, пересекающихся в центральной части 42 боковой поверхности 16. В соответствии с предпочтительным вариантом настоящего изобретения участки 38а и 38b являются прямыми линиями. Аналогично вторая задняя поверхность 36 включает две сходных составляющих поверхности 36а и 36b, соединяющихся в центральной части 42 боковой поверхности 16. Для каждой боковой поверхности 16 каждая из двух составляющих боковых поверхностей 36а и 36b наклонена наружу от примыкающей угловой боковой поверхности 18 в направлении центральной части 42 боковой поверхности 16, где они соединяются.
Хотя для многих целей достаточно производить тело режущей пластины, показанной на фиг.1-5, путем прессования и спекания без какой-либо дальнейшей обработки, большая точность может быть достигнута путем шлифования некоторых поверхностей. Следовательно, если необходимо, первая задняя поверхность 34 может быть выполнена шлифованной. Также, если необходимо, могут быть выполнены шлифованными составляющие задние поверхности 36а и 36b.
Рассмотрим фиг.6, показывающую в соответствии вариантом настоящего изобретения режущую пластину 10, в которой каждая из вторых задних поверхностей 36 выполнена с центрально расположенной на ней выборкой 44. Каждая составляющая задняя поверхность 36а, 36b разделяется на две части: верхнюю часть 46а, 46b и нижнюю часть 48а, 48b. Нижние части 48а, 48b составляющих задних поверхностей 36а, 36b данной боковой поверхности наклонены наружу от примыкающих угловых боковых поверхностей 18 в направлении к выборке 44. С другой стороны, верхние части 46а, 46b двух составляющих задних поверхностей 36а, 36b соединяются в верхней центральной части 50 боковой поверхности 16 выше выборки 44.
На фиг.7 и 8 показано предпочтительное применение режущей пластины по настоящему изобретению. На фиг.7 показана фреза 52 для обработки пазов, на которой показаны установленными только три одинаковые режущие пластины 10 (10', 10''). Режущие пластины установлены как левосторонними - 10', так и правосторонними - 10''. Режущие пластины, установленные как левосторонние - 10', имеют рабочую зачистную кромку 24' вблизи одного торца 53а фрезы 52, тогда как режущие пластины, установленные как правосторонние - 10'', имеют рабочую зачистную кромку 24'' вблизи другого торца 53b фрезы 52. На фиг.8 показана торцовая фреза 54 для правостороннего фрезерования, использующая режущие пластины 10 в соответствии с настоящим изобретением (показана только одна пластина). Аналогично режущие пластины 10 в соответствии с настоящим изобретением могут быть использованы в торцовых фрезах для левостороннего фрезерования.
Хотя настоящее изобретение описано с определенной степенью детализации, следует понимать, что различные модификации и изменения могут быть сделаны без отхода от существа и объема изобретения, изложенного ниже. Например, изобретение было описано в отношении режущей пластины, имеющей на виде сверху в основном квадратную форму. Однако изобретение не ограничивается режущей пластиной с в основном квадратной геометрией. Следует учитывать, что изобретение также хорошо применимо к режущей пластине, имеющей на виде сверху восьмиугольную форму. В общем, изобретение хорошо применимо к режущей пластине, имеющей на виде сверху в основном М-угольную форму, где М - число, кратное четырем.
Реферат
Изобретение относится к области обработки резанием, дисковым и торцовым фрезам. Пластина выполнена индексируемой и имеет верхнюю поверхность, нижнюю поверхность и М идентичных боковых поверхностей, расположенных между нижней поверхностью и верхней поверхностью. На виде сверху на режущую пластину верхняя поверхность имеет в основном форму М-стороннего многоугольника, каждая боковая поверхность расположена между двух угловых боковых поверхностей, наклонена наружу от нижней поверхности в направлении к верхней поверхности и пересекает верхнюю поверхность по режущей кромке, расположенной между двух угловых кромок параллельно нижней поверхности. Для улучшения эксплуатационных качеств режущая кромка включает главную режущую кромку, расположенную между двумя зачистными кромками, каждая из которых примыкает к угловой кромке. Каждая боковая поверхность включает, по крайней мере, две составляющие поверхности: первую заднюю поверхность, примыкающую к главной режущей кромке, и вторую заднюю поверхность, соединяющуюся с первой задней поверхностью по граничной линии и пересекающую верхнюю поверхность по двум зачистным кромкам. При этом число М выбрано кратным четырем, а первая задняя поверхность имеет минимальный размер по ширине, измеряемый в направлении, перпендикулярном режущей кромке, вблизи двух зачистных режущих кромок и максимальный - в центральной части режущей кромки. 10 з.п. ф-лы, 8 ил.

Комментарии