Фрезерная головка с установочной торцовой чистовой режущей кромкой - SU1416274A1
Код документа: SU1416274A1
Чертежи

Описание
Изобретение касается торцовой фре- з.рной головки с установочной торцо- в|эй чистовой кромкой для обработки - металлов, состоящей из основного корпуса , по окружности которого в акси- а|1ьно направленных приемных пазах рас прложены аксиально устанавливаемые И; фиксируемые держатели режущих плас- , причем каждый держатель режущей прастины, который содержит режущую п)пастину с торцовой чистовой режущей кромкой, радиально прилегает с возмож нЬстыо регулировки в своем угловом положении в двух точках прилегания вращаемого установочного ролика.
I При лобовом фрезеровании окружные р|ежущие кромки, действующие как глав- н|ая режущая кромка, и лобовые режущие к|ромки5 действующие как вспомогатель- н|ые режущие кромки, создают обработан н|ую плоскость заготовки. При этом воз } икают кривообразные следы воздейст : Е|ия, представляющие собой неровности Е| обработанной поверхности. Чтобы бо- jjee э(})фективно щэепятствовать возник- (овению таких следов воздействия, ернее для получения менее шерохова- поверхности, на торцовых фрезер- йых головках применяют одну или нес-- йольцо режущих пластин с торцовой (ИСТОВОЙ режущей кромкой. Достигаемое этом качество поверхности зависит и основном dT положения торцовой чис- фовой режуп1ей кромки к рабочей плос- 1;сости. Это означает, что угловое поло )|сение торцовой чистовой режущей кром- Ли должно быть юстировано при помощи подходящих установочных элементов, ак как из-за допусков на изготовле- йие режущих пластин и держателей режущих пластин требуемая точность труднодостижима без применения установочных элементов.
Известна торцовая фрезерная головка , в которой юстировка углового положения торцовой чистовой режущей кромки достигается поворотом опорной пластины. Держатель режущей пластины помещен в -аксиально направленном приемном пазу основного корпуса и является регулируемым в аксиальном и радиальном направлениях через установочный ролик. Для настрой ки углового положения торцовой чистовой режущей кромки задняя часть держателя режущей пластины регулируемо опирается на кольцеобразный пружинный элемент. Этот кольцеобразный
0
5
пружинныр элемент, имеющий боково шлиц, расположен в трапецеобрааной, по радиальной стороне прилегания открытой выемке опорной пластины.
Одной стороной пружины, образованной через боковой шлиц, пружинный элемент упирается в упор. С другой стороны пружины воздействует усQ тановочный винт, распирая пружинный элемент. В связи с этим изменяется размер, на который выступает пружинный элемент через радиальную прилегающую сторону, так как поворачиваг ется держатель режущей пластины совместно с режущей пластиной. Через этот пружинный элемент возможно точное установление, но затраты на изготовление еще очень велики. Радиальная установка может отпадать при использовании одной или двух режущих пластин с торцовой чистовой режущей кромкой, так как торцовые чистовые режущие кромки в результате их ширины перекрывают несколько подач на зуб (патент ГДР № 199419, кл. В 23 С 5/20, 1975).
Известна торцовая фрезерная головка , у которой одна или несколько режущих пластин предусматриваются с торцовой чистовой режущей кромкой. Каждая из них крепится на держатель режущей пластины, который выполнен как пружинный рычаг и закреплен в вы- 5 емке на лобовой стороне фрезерной головки при помощи зажимного винта. Между режущей пластиной и зажимным винтом шлицован держатель режущей пластины для уменьшения поперечного сечения. YctaHOBKa режущей пластины проводится установочным элементом, помещенным за держателем режущей пластины.
В одном примере исполнения установочный элемент является эксцентриковым диском с вписанным шестигранником . Этот эксцентриковый диск управляется при помош 1 шестигранного торцового ключа, который проводится
50 через радиальное сверление основного корпуса. Путем поворачивания эксцентрикового диска будет изогнут держатель режущей пластины и тем самым установлено отсутствие осевого бие55 ния или установлен выступ торцовой чистовой кромки над черновыми режущими кромками. Так как держатель режущей пластины после ус0
40
45
J1
тановки еще раз не затягивается, при сильных колебаниях возможна разладка
Недостатком является и то, что при.торцовом фрезеровании с постав- ленными чистовыми режущими кромками не может быть использован диаметр головки, так как торцовые чистовые кромки помещены на более маленьком диаметре, чем черновые режущие кромки , и что во фрезерной головке должны быть предусмотрены отдельные снятия для держателей режущих пластин, для чистовых режущих пластин. При таком размещении режущих пластин торцовые чистовые режущие кромки должны быть выполнены дугообразно, из-за чего обработанная поверхность имеет волнистый профиль (Патент ФРГ № 2615913, кл. В 23 С 5/20, 1977).
Цель изобретения - упрощение конструкции за счет более простого использования механизма регулировки положения торцовой чистовой режущей кромки неперетачиваемой пластины.
В основу изобретения полол ена задача усовершенствовать поворачиваемый установочный ролик на торцовых головках с устано.вочной торцовой чистовой кромкой, у которых каждый держатель режущей пластины прилегает в своем угловом положении двумя точками к установочному ролику.Согласно изобретению эта задача решается таким образом, что установочный ролик выполняют с профилированной опорной поверхностью для одной точки соприкосновения с держателем и цилиндрической опорной поверхностью для щзугой точки прилегания .держателя .
Выполняют также установочный ролик с двумя профилированными опорными поверхностями, причем одна из них смещена относительно другой на полде ления кулачка. Установочный ролик размещен в V-образном пазу основного корпуса с возможностью вращения, но без перемещения по оси за счет сто- порения плоской пружиной, которая привинчена к корпусу.
На профилированной опорной поверхности установочного ролика выполнены две опорные лыски, соответствующие направляюгаему пазу для определения нулевого положеЕ1;- я ролика, В держателе режушей n. iac гины выполнено от- .верстие, в котором расположен штифт предварительного г;акрепления с кпино6274
вой поверхностью, на которую действует предусмотренный в держателе винт с конусным острием. Этот штифт упирается в одну стенку приемного паза и давит на держатель против другой стенки паза, благодаря чему держатель режущей пластины будет предварительно закреплен для более точной установд ки. Для аксиальной установки держателя режущей пластины на его обратной стороне помещено установочное звено.
Установка торцовых чистовых режу5 щих кромок инструмента для фрезеро- ванйя-.может б.ыть осуществлена установочным устройством, если чистовая фрезерная головка находится на шпинделе фрезерного станка, или вне фреQ зерного станка. Так как установка на фрезерном станке является неудобной , -и по причине рационализации технологического процесса применение установочного устройства для установ5 ки будет предпочтительнее. Проводимые установочные работы в обоих случаях равны. Вначале держатель режущей пластины так устанавливают в приемный паз, что своими точками соприкосно0 вения он прилегает к установочным звеньям. Затем держатель будет предварительно натянут при помощи штифта и предварительной установки путем поворота установочного винта с коническим острием. Это предварительное натяжение может быть создано при помощи зажимного клина. После этого режущую пластину с торцовой чистовой режущей кромкой устанавливают в выемке держателя с геометрическим замыканием , причем она должна быть приведена в трех точках прилегания в устойчивое положение.
Особая конструкция установочного ролика имеет по сравнению с известными конструкциями различные преимущества . Существенное из них заключается в том, что установочный ролик образует в каждом положении две неподвижные точки прилегания и имеет высокую прочность на износ.
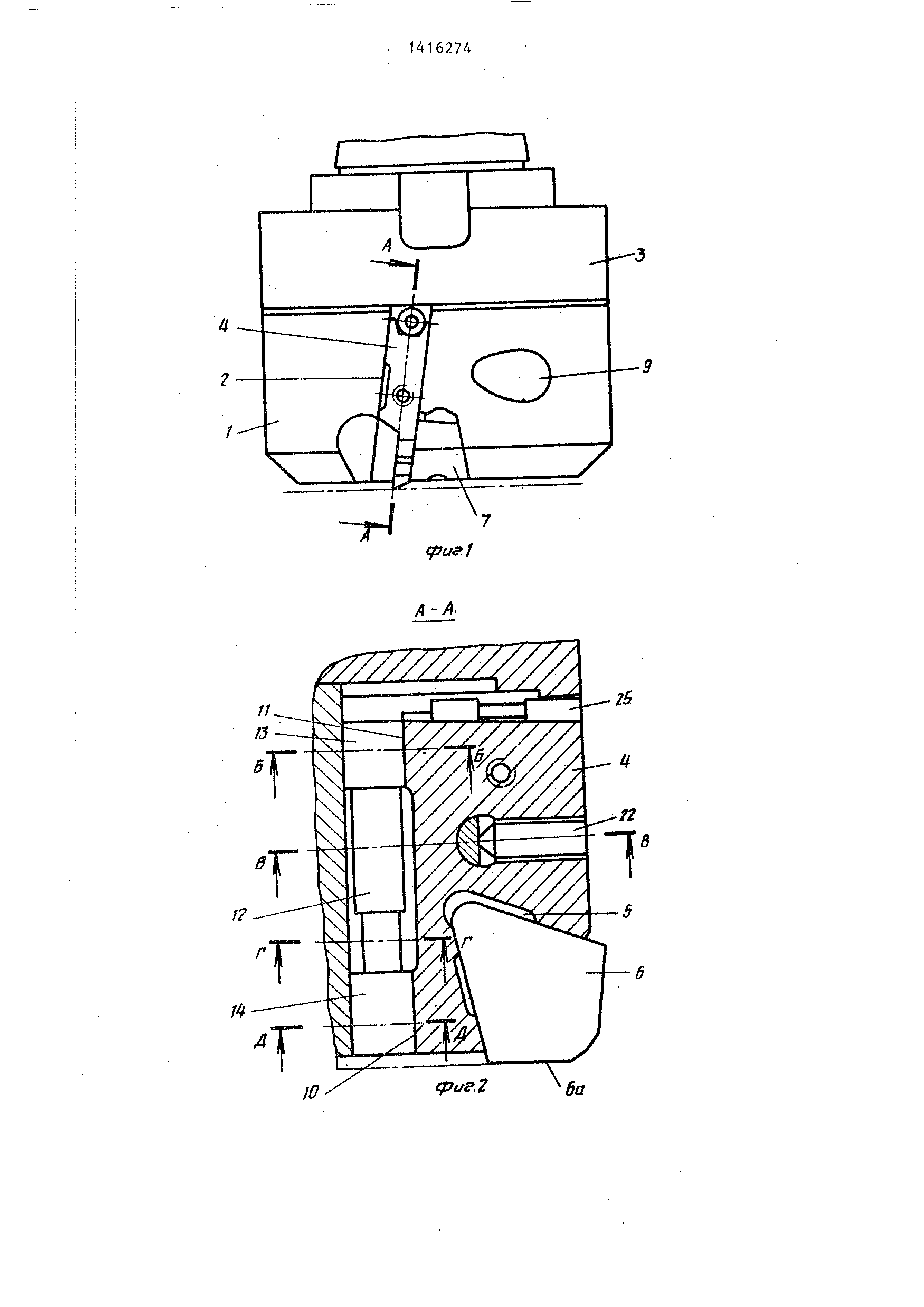
На фиг, 1 изображена торцовая фрезерная головка с установочной торцовой чистовой режущей кромкой, вид сбоку; на фиг, 2 - увеличенный час5 тичный вид сбоку в сечении Л-А на фиг, 1; на фиг, 3 - увеличенный час - тичный вид сверху на торцовую фрезерную г-оловку в области установочно5
0
5
0
го ролика в сечении Б-Б на фиг. 2;
на фиг. 4 - увеличенный частичный вид сверху на торцовую , фрезрную головку в области установочного ролика в сечении В-В на фиг. 2; на фиг. 5 - частичный вид сверху на торцовую фрезерную головку в сечении Г-Г на фиг. 2; на фиг. 6 - частичный вид сверху на торцовую фрезерную головку в сечении Д-Д на фиг. 2; на фиг. 7 - ;фугой пример осуществления изобретения для установочного ролика
Торцовая фрезерная г оловка состоит из основного корпуса 1, который оснащен по своему периметру, в соответствии с количеством предусмотренных позиций режущих элементов аксиально направленными приемными пазами 2,. которые сзади закрыты через стопорное кольцо 3.. В одном или нескольких приемных пазах 2 расположено по одному держателю режущей пластины 4 с помещенной в нем в выемке 5 с геометрическим замыканием поворотной неперетачиваемой режущей пластиной с торцовой чистовой режущей кромкой 6, натянутым клином 7 и натяжным Ёинтом 8, которьй воздействует на поперечную гайку, помещент ную в отверстие 9 основного корпуса 1 .
Держатель режущей пластины 4 обладает двумя точками касания 10 и 11, которь&1И он регулируемо радиально упирается в его угловом положении на профилированную опорную поверхность 13 и цилиндрическую опорную поверхность 14 установочного ролика 12.При этом точка касания 10 может прилегат к цилиндрической опорной поверхности 14, а точка касания 11 - к профилированной опорной поверхности 13, или точка касания 10 может прилегать к профилированной опорной поверхности 13, а точка касания 11 - к цилиндрической опорной поверхности 14,
Установочный ролик 12 может быть также оснащен двумя профилированными опорными-поверхностями 13 и 15.. В этом случае для достижения поворотного движения профилированная опорная поверхность 13 является повернутой по сравнению с профилированной опорной поверхностью 15 на полделения кулачка . Установочный ролик 12 размеще в V-образном направляющем пазу 16 в основном корпусе 1 и от перемещения В аксиальном направлении удерживает
4162746
ся при помощи плоской пружины
17, за-.
крепленной винтом 18 в основном кор- пусе 1.
Профилированная опорная поверхность 13 или 15 имеет две стопорные плоскости 19 и 20, расположенные под углом друг к другу, соответствующим углу направляющего паза 16 так что
1Q нулевое положение, а котором стопорные плоскости 19 и 20 прилегают к бокам V-образного направляющего паза, будет найдено без труда. Для установки углового положения торцовой чисто15 Ври режущей кромки держатель режущей пластины является предварительно натянутым при помощи штифта предвари- . тельного натяжения 24 с клиновой плоскостью 23, на которую действует
2Q установочный винт с конусным острием, в приемном пазу 2. Штифт предвари тельного натяжения 24 опирается в поперечном отверстии 21 держателя режущей пластины 4 и упирается в стенки
25 26 приемного паза 2. Для установки держателя режущей пластины 4 в осевом направ/1ении у его обратной стороны располагается установочное звено 25.
0
5
0
5
0
5
Установка торцовой чистовой режущей кромки 6 производится предпочтительно в приспособлении для установки , в которой торцовая фрезерная головка крепится как на шпинделе стан- . ка. Затем держатель режущей пластины
4устанавливается в рриемный паз 2 основного корпуса 1 таким образом, что он прилегает точкой прилегания 10 к цилиндрической опорной поверхности 14, точкой прилегания 11 - к профилированной опорной поверхности 13 и установочным звеном 25 - к стопорному кольцу 3, причем установочный ролик 12 повернут в такое положение , при котором стопорные плоскости 19 и 20 профилированной опорной поверхности 13 установочного ролика 12 прилегают к боковым поверхностям V-образного направляющего паза 16.
Путем затягивания натяжного винта с коническим острием 22 посредством штифта предварительного натяжения 24 предварительно натягивается установленный в приемный паз 2 держатель режущей пластины 4„ Затем режущая пластина с торцовой чистовой режущей кромкой 6 вставляется в выемку
5держателя режущей пластины 4 и также слегка предварительно затягивается с помощью натяжного клина 7,
. Окулярная сетка измерительной лупы юстируется таким образом, чтобы ее штрихи проходили точно параллельно рабочей плоскости торцовой фрезерной головки, точно перпендикулярно поворотной оси инструмента. Путем поворачивания вправо (фиг. 3 и 4) уста- упрощения конструкции, установочный новочного ролика 12 держатель режу- элемент выполнен в виде ролика с
щей пластины с режущей пластиной 4 производит вследствие увеличивающегося диаметра профилированной опорной поверхности 13 радиально направленное поворотное движение вокруг цилиндрической опорной поверхности 14,причем изменяется также угловое положение торцовой чистовой режущей кромки 6 по отношению к рабочей поверхности. Установочный ролик поворачивается, .до тех пор, пока торцовая чистовая режущая кромка 6 не будет проходить точно параллельно штрихам окулярной сетки и, таким образом, параллельно рабочей поверхности.
Подобным образом устанавливаются и регулируются все прочие держатели режущих пластин 4 в приемных пазах 2 основного корпуса 1,
После того, как все режущие пластины 4 с торцовыми чистовыми режущими кромками 6 установлены точно параллельно рабочей поверхности, путем вращения установочного звена 25 с . помощью соответствующего ключа каждый держатель с режущей пластиной 4, передвигается по оси в приемном пазу 2 таким образом, чтобы все торцовые чистовые режущие кромки 6 торцовой фрезерной головки лежали на изображенной на фиг. 1 и 2 штрихпунктирной линией рабочей поверхности, или же каждая торцовая чистовая режущая кромка 6 приводится одна за другой к совпадению с одним и тем .же штрихом окулярной сетки измерительной лупы. В этом отрегулированном положении режущая пластина 4 с держателем крепится с помощью натяжного клина 7. Формула изобретения
1. Фрезерная головка с установочной торцовой чистовой режущей кром- .
двумя опорными поверхностями, предназначенными для взаимодействия с держателем режущих пластин.
15 2. Фрезерная головка по п.1, отл -ичающаяся тем, что опорные поверхности у ролика выполнены одна цилиндрической, а другая - профилированной.
2Q 3. Фрезерная головка по п.1, отличающаяся тем, что опорные поверхности у ролика выполнены профилированными со смещением профиля относительно друг друга.
25 4. Фрезерная головка по п.1,о т личающаяся .тем. что ролик размещен в V-образном направляющем пазу, выполненном в корпусе, и удерживается от аксиального перемещения
3Q введенной во фрезерную головку плоской пружиной.
5. Фрезерная головка по пп. 1-4,
35
профилированной поверхности ролика вьтолнены две стопорные лыски под углом одна к другой, Соответствующим углу направляющего V-образного паза.
40
6.Фрезерная головка по пп. 1-5, отличающаяся тем, что
в держателе режущей пластины выполнено поперечное отверстие, в котором размещен введенный в головку штифт предварительного натяжения с клиновой поверхностью, предназначенной для взаимодействия с конической поверхностью введенного во фрезерную головку щтифта, размещенного в держа теле.
7.Фрезерная головка по пп.1-6, отличающаяся тем, что она снабжена установочным звеном осевой регулировки держателя режущей впастюш.
50
кой, содержащая корпус,, по окружности которого в аксиально направленны ; пазах закреплены держатели режущих пластин с установочным элементом, предназначенным для регулировки их углового положения и установленным с возможностью поворота, отличающаяся тем, что, с целью
двумя опорными поверхностями, предназначенными для взаимодействия с держателем режущих пластин.
2. Фрезерная головка по п.1, отл -ичающаяся тем, что опорные поверхности у ролика выполнены одна цилиндрической, а другая - профилированной.
3. Фрезерная головка по п.1, отличающаяся тем, что опорные поверхности у ролика выполнены профилированными со смещением профиля относительно друг друга.
4. Фрезерная головка по п.1,о т ичающаяся .тем. что ролик размещен в V-образном направляющем пазу, выполненном в корпусе, и удеривается от аксиального перемещения
введенной во фрезерную головку плоской пружиной.
5. Фрезерная головка по пп. 1-4,
35
профилированной поверхности ролика вьтолнены две стопорные лыски под углом одна к другой, Соответствующим углу направляющего V-образного паза.
6.Фрезерная головка по пп. 1-5, отличающаяся тем, что
в держателе режущей пластины выполнено поперечное отверстие, в котором размещен введенный в головку штифт предварительного натяжения с клиновой поверхностью, предназначенной для взаимодействия с конической поверхностью введенного во фрезерную головку щтифта, размещенного в держателе .
7.Фрезерная головка по пп.1-6, отличающаяся тем, что она снабжена установочным звеном осевой регулировки держателя режущей впастюш.



Реферат
Изобретение относится к области обработки металлов резанием, в частности к режущим инструментам. Цель изобретения - упрощение конструкции за более простого испо; ьзова- ния механизма регулирования положения торцовой чистовой режущей кромки неперетачиваемой пластины, В корпусе вьтолнены пазы для держателей режущей пластины с торцовой чистовой режущей кромкой. Каждь й держатель в своем угловом положении имеет возможность взаимодействия с двумя точками поворачиваемого установочного ролика, которьй выполнен с профилированной опорной поверхностью для взаимодействия с одной точкой взаимодействия и цилиндрической опорной поверхностно для другой точки взаимодействия . От аксиального перемещения в направляющем пазу установочный ролик удерживается плоской пружиной. Перед настройкой торцовой чистовой режущей кромки неперетачиваемой пластины параллельно рабочей поверхности в угловом положении ее держатель должен взаимодействовать с установочным роликом в двух точках, а для регулировки осевого положения - с установочным звеном, причем стопорные плоскости установочного ролика, расположенные под углом друг к другу, долж- ны прилегать к боковым поверхностям направляющего паза. 6 з.п. ф-лы, 7 ил. i (Л С
Формула
Комментарии