Фреза и способ изготовления фрезы - RU2727459C1
Код документа: RU2727459C1
Чертежи







Описание
Изобретение относится, в частности, к фрезе, такой как, например, концевая фреза, чистовая фреза, в особенности фреза для обработки ёлочных пазов, и к способу изготовления фрезы.
Концевые фрезы, такие как, например, чистовые фрезы, в частности с ёлочным профилем, т.е. так называемые фрезы для обработки ёлочных пазов, предназначены для удаления поверхностного материала с поверхности заготовки. Для этого в процессе фрезерования их перемещают относительно поверхности заготовки так, что они совершают режущее перемещение, при котором концевая фреза вращается вокруг рабочей оси вращения или вокруг оси самой фрезы, с одновременной подачей.
Как правило, концевые фрезы имеют, например, удлинённый, по существу цилиндрический хвостовик, проходящий вдоль рабочей оси вращения, и сопряженную с ним режущую головку, на боковой поверхности которой выступают фрезерные резцы (или режущие кромки), например, окружные фрезерные резцы, а спереди при необходимости расположены торцевые фрезерные резцы. В области хвостовика, примыкающей к режущей головке, как правило, предусмотрена зона зажима для зажима в держателе станка.
Чтобы обеспечить возможность удаления поверхностного материала окружные фрезерные резцы или режущие кромки могут непрерывно проходить на некоторое расстояние в поперечном направлении к окружному направлению рабочей оси вращения по боковой поверхности, являющейся осесимметричной по отношению к рабочей оси вращения и, как правило, цилиндрической, так что они способны заходить в поверхность заготовки на глубину резания, радиально по отношению к оси фрезы по существу по всей их осевой длине.
Осевая длина фрезерных резцов в этом случае, как правило, более чем в 5-10 раз превышает радиальную глубину резания. Окружные фрезерные резцы могут быть расположены по прямой линии, параллельной оси инструмента, но как правило они выполнены, спиральными или закрученными под некоторым углом закручивания по отношению к оси фрезы.
В результате режущего перемещения происходит прерывистое резание фрезерными резцами, характерное для этого процесса, создающее на заготовке стружку, подлежащую удалению с поверхности.
Для получения высококачественных поверхностей или высокого уровня качества поверхности, например, при чистовой обработке, наряду с точностью фрезы также важна плавность хода соответственно используемой фрезы. В частности, для этой цели предпочтительно иметь такие геометрию и конструкцию фрезы, в частности режущей головки, чтобы колебания и вибрация при операции фрезерования, выполняемой, как правило, на сравнительно высокой скорости, отсутствовали.
Помимо этого, в общем случае, желательно, чтобы режущая часть, в частности обрабатывающая головка, фрез обеспечивала максимально возможный срок службы инструмента.
Соответственно, целью изобретения является создание инструмента, в частности концевой фрезы, чистовой фрезы, в особенности фрезы для обработки ёлочных пазов, и соответствующего способа изготовления, благодаря чему можно добиться сравнительно высокого качества обработки поверхности фрезами и при этом, например, может быть достигнут сравнительно большой срок службы инструмента, в частности связанный с уменьшенным риском поломки режущей кромки.
Эта цель достигнута благодаря реализации отличительных признаков независимых пунктов формулы изобретения. Данные варианты осуществления являются результатом зависимых пунктов формулы изобретения и последующего описания вариантов осуществления изобретения, представленных в качестве примера.
Описанные здесь признаки и комбинации признаков в соответствии с основным изобретением не ограничены комбинацией/комбинациями признаков, выбранными в формуле изобретения, и выбранными зависимостями. Каждый признак в формуле изобретения может быть заявлен также независимо от соответствующей зависимости пункта формулы изобретения в произвольной комбинации с каким-либо одним другим признаком или с несколькими другими признаками формулы изобретения или последующего описания. Кроме того, каждый признак, раскрытый в последующем описании и/или на прилагаемых чертежах и/или описанный или раскрытый в связи с чертежами, может быть заявлен непосредственно независимо или отдельно от контекста, в котором он находится, сам по себе или в любой комбинации с каким-либо одним или несколькими другими признаками, описанными или раскрытыми в формуле изобретения, описании и/или на чертежах, в частности в той степени, в которой соответствующий признак по меньшей мере вносит вклад в реализацию основного объекта. В частности, каждый из описанных ниже вариантов осуществления или каждый из описанных ариантов осуществления, представленных в качестве примера, и их признаки могут быть заявлены отдельно непосредственно и/или в произвольных комбинациях.
В одном варианте осуществления изобретения, в частности в соответствии с п. 1 формулы изобретения, предложена фреза, которая может быть реализована, например, как концевая фреза, чистовая фреза, фреза для обработки ёлочных пазов или насадная фреза.
В случае фрезы для обработки ёлочных пазов режущие кромки на режущей головке выполнены так, что они имеют ёлочный профиль режущей кромки (в частности также: ёлочный режущий контур), что позволяет изготавливать ёлочные пазы на заготовках. Соответствующие режущие структуры могут содержать, например, несколько вершин и впадин, имеющих различную высоту или глубину по отношению к поверхности заготовки.
Например, фреза для обработки ёлочных пазов может иметь несколько режущих кромок, проходящих в предпочтительном направлении вдоль оси инструмента, т.е. рабочей оси вращения, и, в частности, проходящих поперечно к окружному направлению рабочей оси вращения, причём каждая режущая кромка может иметь несколько вершин и впадин, реализующих структуру ёлочных пазов, если смотреть на профиль фрезерования.
Предложенная фреза имеет возможность вращения вокруг рабочей оси вращения (в частности также: оси инструмента), в частности так, что на заготовке может быть создан профиль фрезерования, соответствующий профилю режущей кромки рабочей области.
Рабочая область может иметь по меньшей мере одну режущую кромку, предпочтительно несколько режущих кромок, проходящую/проходящих поперечно к окружному направлению рабочей оси вращения. Другими словами, рабочая область может иметь по меньшей мере одну режущую кромку, предпочтительно несколько режущих кромок, причём каждая режущая кромка может быть расположена, если смотреть локально параллельно её продольной протяженности, поперечно к окружному направлению, заданному по отношению к рабочей оси вращения.
Режущая кромка/режущие кромки, проходящая/проходящие поперечно к рабочей оси вращения, на отдельных участках может/могут проходить по отношению к продольной оси (в частности: оси инструмента) например, перпендикулярно или спирально, например, на предварительно заданный угол, в частности на угол закручивания.
По меньшей мере одна из режущих кромок предлагаемой фрезы имеет по меньшей мере один участок, на котором профиль режущей кромки, определяемый радиальным расстоянием между режущей кромкой и рабочей осью вращения, т.е. радиусом режущей кромки, нелинейно изменяется вдоль режущей кромки. Другими словами по меньшей мере одна режущая кромка, а в вариантах осуществления каждая из указанных режущих кромок имеет профиль, изменение которого по рабочей области по меньшей мере на одном участке отличается от линейного и который может быть задан, например, путём предварительного задания продольной протяженности по рабочей области.
Далее, режущая кромка на этом участке снабжена стружечной канавкой, проходящей (в частности также: заглублённой) по отношению к этой режущей кромке радиально внутрь к рабочей оси вращения. Стружечная канавка может быть задана, например, как область, заглублённая локально по отношению к режущей кромке, или как область, проходящая от режущей кромки радиально внутрь к рабочей оси вращения, например, с предварительно заданной шириной или предварительно заданной последовательностью изменения ширины в окружном направлении или предварительно заданным поперечным сечением.
Стружечная канавка может иметь, например, в сечениях, перпендикулярных режущей кромке, предварительно заданный профиль стружечной канавки, который может быть изменяющимся постоянным или переменным образом вдоль режущей кромки. Профиль стружечной канавки, в частности, в его макроскопической структуре, может быть, например U-образным или V-образным, так что раскрытие U- или V-образной формы обращено радиально наружу.
Стружечная канавка может быть обращенной радиально внутрь, т.е. к рабочей оси вращения, по отношению к режущей кромке, в частности следующей радиально внутрь, т.е. к рабочей оси вращения, например, заглублённой радиально по отношению к режущей кромке.
Стружечная канавка имеет основание, так что основание стружечной канавки следует профилю режущей кромки, по меньшей мере, частично на нелинейном участке режущей кромки, в частности вдоль длины участка режущей кромки, изменяющегося нелинейно. В частности, на одном участке режущей кромки, включающем нелинейную часть профиля режущей кромки, изменение основания стружечной канавки может по меньшей мере частично следовать изменению профиля режущей кромки.
Благодаря тому, что основание стружечной канавки следует профилю режущей кромки, например, частично проходит параллельно режущей кромке или проходит по существу параллельно режущей кромке, можно достичь, по меньшей мере, локально повышенной прочности и повышенного срока службы режущей кромки, а также при необходимости реализовать любые режущие зубья.
Как упомянуто выше, может быть обеспечено, чтобы основание стружечной канавки следовало изменению профиля режущей кромки вдоль режущей кромки. Основание стружечной канавки может иметь, в частности, такой профиль, т.е. профиль основания стружечной канавки, который следует профилю режущей кромки, в частности, соответствует профилю режущей кромки и/или является конгруэнтным с ним и/или, в частности, изменяется вдоль режущей кромки, следуя профилю режущей кромки в радиальном направлении или по отношению к радиальному направлению или проходит вдоль режущей кромки перпендикулярно режущей кромке или, если смотреть в радиальном направлении по отношению к рабочей оси, по существу на равном расстоянии от профиля режущей кромки и/или от огибающей режущей кромки и/или от режущей кромки. В частности, расстояние, измеряемое перпендикулярно режущей кромке между режущей кромкой и основанием стружечной канавки, может быть по существу постоянным, по меньшей мере, частично при продвижении вдоль этой режущей кромки. Кроме того, возможно, чтобы радиальное расстояние, измеряемое по отношению к рабочей оси вращения, между режущей кромкой и основанием стружечной канавки было по существу постоянным, по меньшей мере, частично.
Профиль режущей кромки и профиль основания стружечной канавки могут проходить, например, по существу параллельно друг другу, изменяясь вдоль режущей кромки на участке режущей кромки, в частности, по отношению к неровной структуре, например, огибающей, профиля режущей кромки.
Может быть обеспечено, в частности, чтобы этот участок режущей кромки включал по существу всю режущую кромку или чтобы этот участок режущей кромки проходил по всей длине режущей кромки. Например, стружечная канавка может быть реализована так, чтобы основание стружечной канавки следовало профилю режущей кромки, изменяясь вдоль всей режущей кромки. Однако участок режущей кромки, если смотреть вдоль режущей кромки, может также относиться только к одной части всей режущей кромки.
В вариантах осуществления, как уже упоминалось, может быть предусмотрено, что радиальное расстояние или расстояние, измеряемое перпендикулярно режущей кромке, между основанием стружечной канавки и режущей кромкой, является постоянным вдоль режущей кромки или что поверхность стружечной канавки, реализованная между основанием стружечной канавки и режущей кромкой, измеряемая поперечно к режущей кромке, имеет по существу постоянную ширину, в частности среднюю ширину, изменяясь вдоль режущей кромки на этом участке режущей кромки.
Под термином "стружечная канавка" следует понимать, в частности, зону, расположенную с точки зрения рабочего направления вращения перед режущей кромкой, смещенную радиально внутрь по отношению к режущей кромке, например, в форме выемки, и предназначенную, в частности, для приёма и/или формирования выработанного при фрезеровании материала, например, материала стружки.
Под термином "основание стружечной канавки" можно понимать, например, линию или поверхность, проходящую в стружечной канавке и находящуюся локально в каждом случае на наименьшем радиальном расстоянии от рабочей оси вращения, изменяющемся вдоль режущей кромки. Под термином "основание стружечной канавки" можно понимать, например, нижнюю линию или поверхность, реализованную в области днища стружечной канавки, причём в качестве такой линии может служить, например, пересечение двух поверхностей стружечной канавки.
Нелинейное изменение профиля режущей кромки на участке указанной по меньшей мере одной режущей кромки, и соответствующего профиля основания стружечной канавки может быть обеспечено, например, благодаря тому, что радиус режущей кромки или радиус основания стружечной канавки, который соответствует радиальному расстоянию между режущей кромкой или основанием стружечной канавки и рабочей осью вращения, на участке режущей кромки первоначально возрастает вдоль режущей кромки, а затем снова уменьшается, и/или благодаря тому, что профиль режущей кромки/профиль основания стружечной канавки с геометрической точки зрения имеет на участке режущей кромки по меньшей мере одну точку поворота, точку экстремума и/или точку разрыва его производной или градиента, например, излом,.
В вариантах осуществления режущая кромка и основание стружечной канавки могут быть выполнены так, что поверхность стружечной канавки, сформированная между режущей кромкой и основанием стружечной канавки на участке режущей кромки, имеет по существу постоянную вдоль режущей кромки ширину, измеряемую, в частности перпендикулярно режущей кромке.
В вариантах осуществления может быть обеспечено, чтобы радиальное расстояние или расстояние, измеряемое перпендикулярно режущей кромке между режущей кромкой и основанием стружечной канавки было по существу постоянным или неизменным вдоль режущей кромки, т.е. локально вдоль режущей кромки, по меньшей мере на этом участке режущей кромки, предпочтительно по всей режущей кромке.
В вариантах осуществления может быть обеспечен такой профиль режущей кромки, чтобы, в частности, локальный или локально усреднённый радиус режущей кромки, измеряемый по отношению к рабочей оси вращения, сначала увеличивался, а затем снова уменьшался вдоль режущей кромки, т.е. изменялся вдоль режущей кромки.
Под термином "радиус режущей кромки" можно понимать, в частности, локальное расстояние, измеряемое в радиальном направлении, между режущей кромкой и рабочей осью вращения. Профиль режущей кромки, который может воспроизводить, например, изменение радиуса режущей кромки в зависимости от осевой длины вдоль рабочей оси вращения, возникает при изменении радиуса режущей кромки вдоль режущей кромки.
В вариантах осуществления профиль режущей кромки с геометрической точки зрения может содержать по меньшей мере одну точку поворота, точку экстремума позицию и/или точку разрыва его производной или градиента, по меньшей мере, на участке режущей кромки.
В вариантах осуществления профиль режущей кромки может быть реализован так, чтобы радиальное расстояние или расстояние, измеряемое перпендикулярно режущей кромке между режущей кромкой и основанием стружечной канавки, было по существу постоянным вдоль режущей кромки, по меньшей мере на участке режущей кромки.
Профиль режущей кромки может быть реализован, в частности, так, чтобы поверхность стружечной канавки между основанием поверхности стружечной канавки и режущей кромкой на участке режущей кромки, имела по существу постоянную вдоль режущей кромки ширину, измеряемую, в частности, радиально или перпендикулярно режущей кромке .
Указанный по меньшей мере один участок режущей кромки реализован, в частности, так, что радиус режущей кромки вдоль режущей кромки, т.е. радиус, изменяющийся вдоль режущей кромки или продольно, не является постоянным, а изменяется, например, непрерывно и/или прерывисто, в результате чего профиль режущей кромки, задаваемый радиусом режущей кромки, по меньшей мере на одном участке режущей кромки вдоль режущей кромки, т.е. радиусом, изменяющимся вдоль режущей кромки, изменяется нелинейно, как описано более подробно, например, выше, например, сначала увеличивается, а затем снова уменьшается.
Этот участок режущей кромки может включать, например, вершину или впадину, острие, зубец или выемку и т. п., или может содержать по меньшей мере часть такой структуры, так что соответствующий профиль режущей кромки изменяется нелинейно. Соответственно, основание стружечной канавки может иметь профиль, содержащий соответствующие режущей кромке, т.е. повторяющие режущую кромку, вершину или впадину, острие, зубец или выемку и т.п., или содержащий по меньшей мере часть такой структуры.
Режущая кромка может быть, например, непрерывной, в частности гладкой режущей кромкой. Однако изобретение применимо также к прерывистым режущим кромкам, т.е. к режущим кромкам с обдирочными зубьями и т.п. В случае прерывистых режущих кромок в качестве профиля режущей кромки может быть использована огибающая соответствующих максимальных радиусов режущих кромок. Профилем режущей кромки может быть также локально усреднённый радиус режущей кромки. В частности, под термином "профиль режущей кромки" можно понимать радиальное изменение режущей кромки без учёта возможного, например, локального, тонкого структурирования режущей кромки, такого как, например, обдирочные зубья, другими словами, радиальное изменение грубой структуры режущей кромки.
Формулировку "следующий профилю режущей кромки" следует понимать, в частности, так, что профиль основания стружечной канавки, кроме прерывистых структур режущей кромки, в частности тонкого структурирования, такого как, например, обдирочные зубья, по существу конгруэнтен профилю режущей кромки. В частности, если смотреть вдоль режущей кромки, радиальное изменение основания стружечной канавки, т.е. профиля основания стружечной канавки, может следовать радиальному изменению режущей кромки или соответствовать ему, т.е. профилю режущей кромки. Соответственно, как уже упоминалось, геометрические формы режущей кромки могут быть отображены в основании стружечной канавки или реализованы соответствующим образом и по существу конгруэнтно.
Основание стружечной канавки может быть задано, например, по существу гладкой поверхностью или линией, независимо от того, реализована режущая кромка, например, непрерывно или прерывисто. В частности, формулировку "следующий профилю режущей кромки" можно понимать как "следующий независимо от прерывистого тонкого структурирования" или как "конгруэнтный независимо от прерывистого тонкого структурирования". Однако в случаях, когда режущая кромка имеет прерывистое тонкое структурирование, например, обдирочные зубья, не следует исключать из рассмотрения основание стружечной канавки, содержащее структуру, соответствующую тонкому структурированию режущей кромки.
Поэтому фреза может включать, например, режущую кромку с гладкой структурой (в частности также: непрерывной структурой), имеющую профиль с нелинейным изменением по меньшей мере на одном участке режущей кромки, и основание стружечной канавки, также имеющее гладкую структуру и следующее профилю режущей кромки. Кроме того, режущая кромка может содержать тонкую структуру (в частности также: прерывистую структуру) и иметь профиль с нелинейным изменением по меньшей мере на одном участке режущей кромки, а также основание стружечной канавки, следующее профилю режущей кромки, может иметь непрерывную структуру, в частности гладкую структуру, или прерывистую структуру.
Указанная по меньшей мере одна режущая кромка может содержать несколько указанных участков. По всей осевой длине режущей головки может быть, например, от 2 до 10, в частности от 2 до 5 участков режущей кромки. Грубая структура последовательных участков режущей кромки может быть реализована альтернативно в виде вершин и впадин, например, в виде структуры ёлочных пазов. Здесь, в частности, следует упомянуть, что изобретение, описанное в данном документе, особенно подходит для так называемых фрез для обработки ёлочных пазов, у которых профиль режущей кромки имеет структуру ёлочных пазов.
В вариантах осуществления может быть предусмотрено, что фреза, в частности тело фрезы, имеет общий профиль в форме пагоды, причём режущие кромки, выполненные на профиле в форме пагоды, могут содержать стружечные канавки, перед ними в окружном направлении и выполненные как описано выше, так что основание стружечной канавки следует профилю режущей кромки. Например, фреза может быть реализована так, что по меньшей мере для одной режущей кромки, предпочтительно для всех режущих кромок соответствующий профиль режущей кромки и профиль основания стружечной канавки, в частности на участках режущей кромки, имеющих нелинейные участки профиля режущей кромки, по существу соответствуют друг другу, например, конгруэнтны друг другу.
Участок режущей кромки может включать несколько частей, которые могут быть изогнутыми, например, выпуклыми или вогнутыми, по отношению к рабочей оси вращения или могут изменяться линейно. В частности, возможна комбинация из нескольких изогнутых или линейных частей с в соответствии с требуемым профилем фрезерования.
Режущая кромка может быть предварительно закручена или выполнена по спирали по отношению к рабочей оси вращения, например, с предварительно заданным, в частности постоянным, углом закручивания. Однако в вариантах осуществления также может быть предусмотрено, что угол закручивания изменяется вдоль режущей кромки, например, в соответствии с предварительно заданным лекалом.
В вариантах осуществления угол/углы закручивания режущей кромки или режущих кромок может/могут быть выбран/выбраны, в частности, так, что при правильном использовании при фрезеровании по меньшей мере одна режущая кромка, например зуб фрезы, всегда заходит в заготовку, по меньшей мере частично, в соответствующей рабочей области, в которой фреза находится в контакте с обрабатываемой заготовкой.
Стружечная канавка может проходить по отношению к рабочей оси вращения на предварительно заданный угол поворота, который не изменяется, в частности, вдоль стружечной канавки. В вариантах осуществления ширина стружечной канавки, измеряемая по отношению к рабочей оси вращения в окружном направлении, является по существу постоянной вдоль стружечной канавки. Например, стружечная канавка может быть реализована как выемка, расположенная перед режущей кромкой с точки зрения рабочего направления вращения. Сама стружечная канавка может иметь по существу постоянную высоту вдоль стружечной канавки, следуя изменению профиля фрезерования, причём высоту стружечной канавки следует понимать как расстояние по перпендикуляру или радиусу между основанием стружечной канавки и режущей кромкой.
Стружечная канавка может иметь первую поверхность, проходящую между режущей кромкой и основанием стружечной канавки, и, кроме того, может иметь по меньшей мере одну вторую поверхность, соединяющуюся с основанием стружечной канавки и расположенную напротив первой поверхности стружечной канавки. Вторая поверхность стружечной канавки, так же как и первая поверхность стружечной канавки может следовать профилю режущей кромки и иметь по существу постоянную ширину, в частности среднюю ширину вдоль режущей кромки.
Стружечная канавка может иметь, например, U-образную или V-образную форму поперечного сечения по отношению к продольной протяженности стружечной канавки, причём первый отрезок может быть реализован между режущей кромкой и основанием стружечной канавки или нижней частью стружечной канавки, соответствующей, например, первой поверхности стружечной канавки, а второй, предпочтительно более короткий, отрезок, соответствующий, например, второй поверхности стружечной канавки, может быть соединён с основанием стружечной канавки или нижней частью стружечной канавки.
В предложенном варианте осуществления основания стружечной канавки стружечная канавка может быть реализована, в частности, так, что, например, поверхность стружечной канавки, относящаяся к режущей кромке, в частности поверхность стружечной канавки, идущая радиально внутрь к режущим кромкам, или также дополнительные поверхности стружечной канавки в каждом случае имеют по существу постоянную ширину перпендикулярно режущей кромке или в радиальном направлении и/или в окружном направлении вдоль стружечной канавки или режущей кромки. В частности, таким образом можно получить по существу неизменное формирование и удаление стружки по всей режущей кромке, что может благоприятно сказаться на результате фрезерования.
Предложенная реализация со стружечной канавкой, основание которой следует профилю режущей кромки, оказалась работающей особенно плавно и/или устойчивой к вибрации, благодаря чему при фрезеровании заготовок может быть достигнут, в частности, сравнительно высокий уровень качества поверхности. Помимо этого, можно достичь улучшенной устойчивости, связанной с уменьшенным риском поломки, в особенности в области режущей кромки, и, вообще говоря, увеличенного срока службы инструмента по сравнению с известными фрезами, которые имеют один вышеупомянутый участок режущей кромки или несколько таких участков, но у которых основание стружечной канавки не следует профилю режущей кромки.
Как указано выше, в вариантах осуществления может быть предусмотрено, что в случае предложенной фрезы по меньшей мере одна режущая кромка, предпочтительным образом каждая из режущих кромок, если присутствует несколько режущих кромок, имеет несколько участков режущей кромки, выполненных как описано здесь. Несколько участков режущей кромки могут быть расположены вдоль соответствующей режущей кромки один за другим, в частности непосредственно один за другим.
По меньшей мере один из участков режущей кромки или, возможно, каждый из участков режущей кромки может быть реализован в вариантах осуществления как режущий зуб, который, в частности, имеет форму купола по отношению к рабочей оси вращения. Упомянутые варианты осуществления, представленные в качестве примера, позволяют, в частности, реализовать фрезерные резцы для ёлочных пазов с профилем фрезерования, позволяющим изготавливать ёлочные пазы.
Режущие зубья могут иметь закруглённую или коническую вершину, а также закруглённое, коническое и/или по существу прямолинейное основание. Например, два соседних режущих зуба могут быть соединены участком режущей кромки, имеющим прямолинейный профиль. В частности, режущие зубья, основания фрезерных резцов и связанные с ними стружечные канавки, а также другие части фрезы могут быть реализованы в области режущей головки так, что режущая головка имеет форму пагоды.
В вариантах осуществления одна режущая кромка или несколько режущих кромок может/могут быть расположена/расположены, например, под предварительно заданным углом закручивания и под предварительно заданным угловым шагом на теле фрезы, имеющем форму пагоды, например так, чтобы расстояние, измеряемое в радиальном направлении или измеряемое перпендикулярно режущей кромке, между режущей кромкой и основанием стружечной канавки или нижней частью стружечной канавки, было постоянным вдоль режущей кромки. В частности, поверхность стружечной канавки между режущей кромкой и нижней частью стружечной канавки или основанием стружечной канавки, может иметь постоянную ширину, измеряемую перпендикулярно режущей кромке, т.е. поперечная ширина, в частности средняя поперечная ширина поверхности стружечной канавки может быть по существу постоянной вдоль стружечной канавки.
В вариантах осуществления фрезы по меньшей мере одна режущая кромка, в частности профиль режущей кромки, может быть реализована/реализован как режущий зуб, проходящий, по меньшей мере, частично по рабочей области поперечно к окружному направлению. Режущий зуб может иметь предварительно заданную ширину, измеряемую в окружном направлении, причём эта ширина может быть, например, по существу постоянной вдоль режущей кромки. В частности, режущий зуб может быть выполнен в виде ребра, проходящего под предварительно заданным углом закручивания с предварительно заданной, в частности постоянной, шириной в окружном направлении.
В случае режущего зуба или ребра радиально наружная кромка, расположенная или ориентированная в рабочем направлении вращения, может быть выполнена, например, как режущая кромка, а боковая поверхность ребра, ориентированная в рабочем направлении вращения, может быть выполнена как поверхность стружечной канавки. В направлении, противоположном рабочему направлению вращения, с режущей кромкой может быть соединена ориентированная радиально наружу задняя поверхность, которая может быть расположена под предварительно заданным углом.
Ребро или режущий зуб может выступать из тела фрезы в радиальном направлении на предварительно заданную, предпочтительно по существу постоянную вдоль режущей кромки радиальную высоту. Основание стружечной канавки может быть выполнено, по меньшей мере частично, как углубление в теле фрезы, расположенное перед режущим зубом.
В вариантах осуществления может быть предусмотрено, что между основанием стружечной канавки первого режущего зуба и краем задней поверхности второго режущего зуба, расположенным непосредственно в рабочем направлении вращения, тело имеет сегмент, повторяющий профиль режущей кромки первого и/или второго режущего зуба. В этом случае ориентированная радиально наружу поверхность сегмента тела фрезы может лежать на уровне, который при измерении от рабочей оси вращения находится в радиальном направлении на более высоком уровне, чем основание стружечной канавки или нижняя часть стружечной канавки. В этом случае под термином "край задней поверхности" следует понимать край на задней поверхности режущего зуба, расположенный напротив режущей кромки в направлении, противоположном рабочему направлению вращения.
Уровень сегмента тела фрезы между двумя режущими зубьями может быть по существу постоянным и/или может подниматься к краю задней поверхности второго режущего зуба. Благодаря соответствующему формированию сегмента тела фрезы, расположенного за режущим зубом с точки зрения направления вращения, можно повысить устойчивость режущего зуба и, например, снизить риск поломки.
Используя или реализуя названные режущие зубья с предварительно заданной шириной в окружном направлении, можно дополнительно получить достаточное количество материала для повторной заточки режущей кромки.
Дальнейшее преимущество предлагаемой реализации режущей кромки, например, в форме режущего зуба с определённой шириной в окружном направлении, состоит в том, что форма режущей кромки, в частности угол закручивания, и форма стружечной канавки, в частности поверхности (поверхностей) стружечной канавки и/или основания стружечной канавки, может быть свободно выбрана и адаптирована к соответствующим требованиям в сравнительно широких пределах. Дальнейшие возможности для повышения достижимой точности фрезерования, в частности качества поверхности, на обрабатываемых деталях появляются в результате названных возможностей адаптации.
В вариантах осуществления режущие кромки могут быть реализованы так, что отношение количества режущих кромок, расположенных по отношению к рабочей оси вращения последовательно в окружном направлении и составляющих полный оборот, к минимальному диаметру профиля рабочей области находится в диапазоне от 0,2 до 1,0.
В других вариантах осуществления некоторые участки режущей кромки могут быть выполнены как фрезерные зубья, имеющие, в частности, форму купола по отношению к рабочей оси вращения. В вариантах осуществления отношение количества режущих зубьев, расположенных по отношению к рабочей оси вращения последовательно в окружном направлении и составляющих полный оборот, к минимальному диаметру профиля рабочей области фрезы может быть в диапазоне от 0,2 до 1,0. Режущие зубья, расположенные последовательно в окружном направлении, могут быть расположены и реализованы, например, так, что они будут по существу конгруэнтны друг другу с точки зрения вращения вокруг рабочей оси вращения по отношению к предварительно заданной осевой позиции.
Наименьший диаметр фрезерования фрезы в рабочей области следует понимать как минимальный диаметр профиля. Минимальный диаметр профиля может быть расположен в произвольном месте вдоль профиля режущей кромки.
Что касается возможного количества режущих кромок или режущих зубьев, составляющих полный оборот, то в случае реализации стружечных канавок, предложенных здесь по сравнению с известными решениями, можн о обеспечить большее количество режущих кромок или режущих зубьев при аналогичной геометрии фрезерного резца, не ухудшая заметно устойчивость фрезы, причём в вариантах осуществления можно даже увеличить эту устойчивость, несмотря на большее количество режущих зубьев по сравнению с известными фрезерными резцами.
Предложенные здесь фрезы подходят, в частности, для обработки заготовок, изготовленных из металла и/или пластмассы. Например, фрезерные резцы, выполненные в соответствии с предложенной здесь конструкцией, пригодны для использования в качестве чистовых фрез, например для изготовления так называемых ёлочных пазов, например в паровых турбинах и роторах генераторов, для крепления соответствующих роторных лопаток. В частности, было показано, что с помощью фрезы, предложенной в настоящем документе, могут быть изготовлены ёлочные пазы со сравнительно высоким уровнем качества поверхности, при этом одновременно может быть получено заметное увеличение срока службы инструмента.
По сравнению с обычными фрезами, основание стружечной канавки которых выполнено не в соответствии с изобретением, описанным в данном документе, срок службы, например, фрезы, предложенной здесь, может быть увеличен вдвое. Благодаря по существу свободно задаваемой форме режущих зубьев и/или стружечной канавки и/или вследствие того факта, что режущие зубья могут быть расположены под сравнительно малым угловым шагом, например, в диапазоне от 8° до 120°, колебания, возникающие при фрезеровании, могут быть уменьшены, например, в 1,5 раза по сравнению с обычными фрезами. Показано, что предложенное здесь решение обеспечивает сравнительно высокий уровень качества поверхности и в то же время большой срок службы инструмента.
Как отмечено выше, в вариантах осуществления фрезы может быть предусмотрено, что по меньшей мере по одной режущей кромке в проходит задняя поверхность в направлении, противоположном направлению вращения, т.е. в направлении, противоположном направлению вращения фрезы в окружном направлении по отношению к рабочей оси вращения. Задняя поверхность может иметь предварительно заданную, измеряемую в окружном направлении ширину, причём эта ширина, в частности средняя ширина, как указано выше, может быть постоянной вдоль режущей кромки.
В вариантах осуществления задняя поверхность может быть наклонена относительно окружного направления, например, под углом в диапазоне от 0° до 15°. Задний угол может быть по существу постоянным вдоль режущей кромки.
Подбирая ширину задней поверхности подходящим образом, можно, в частности, подходящим образом регулировать механическую устойчивость соответствующего режущего зуба и/или режущего зуба. Ширина задней поверхности может быть выбрана, например, в зависимости от разнесения, т.е. от углового шага, заданного между соседними режущими кромками. Например, угловой шаг, определяемый режущими кромками, может в 3-20 раз, в частности в 3-5 раз, превышать центральный угол, относящийся к задней поверхности.
С помощью предложенной здесь конфигурации фрезы можно задавать угловой шаг режущих кромок и центральный угол задней поверхности и/или распределение режущих кромок в окружном направлении гибким образом, например, так, чтобы при фрезеровании две или более режущие кромки всегда заходили, по меньшей мере частично, в заготовку, подлежащую фрезерованию. В частности, это позволяет улучшить плавность работы фрезы, при этом снижение вибрации повышает уровень качества поверхности.
В вариантах осуществления фрезы, как уже было указано, может быть предусмотрено, что в окружном направлении по отношению к рабочей оси вращения имеется несколько режущих кромок. Режущие кромки, непосредственно следующие друг за другом в окружном направлении, предпочтительно расположены осесимметрично по отношению друг к другу с точки зрения продольного направления рабочей оси вращения. Другими словами, по меньшей мере две из указанных нескольких режущих кромок могут быть расположены и/или реализованы геометрически конгруэнтными друг другу с точки зрения вращения вокруг рабочей оси вращения.
В вариантах осуществления режущие кромки, непосредственно следующие друг за другом, могут быть расположены по отношению к друг к другу, например, под угловым шагом в диапазоне от 8° до 120°.
Как, указано по меньшей мере выше, по меньшей мере одна указанная режущая кромка может иметь предварительно заданный угол закручивания. Предпочтительно, чтобы все режущие кромки имели одинаковый угол закручивания или по существу одинаково изменяющийся вдоль рабочей оси вращения угол закручивания. Угол/углы закручивания может/могут быть, например, в диапазоне от 5 до 50°, предпочтительно 20°. Однако угол закручивания может также изменяться вдоль режущей кромки, или угол закручивания может колебаться вдоль режущей кромки, например, между минимальным и максимальным значениями угла закручивания.
В вариантах осуществления может быть предусмотрено, что угловой шаг/шаги и угол/углы закручивания, в частности изменение углового шага/шагов и угла/углов закручивания вдоль рабочей оси вращения, задан/заданы так, что имеется по меньшей мере один сектор фрезы, в частности зажатый в окружном направлении, в котором, если смотреть в осевой проекции по отношению к рабочей оси вращения, расположены первый режущий зуб первой режущей кромки и второй режущий зуб второй режущей кромки, причём первая режущая кромка отстоит от второй режущей кромки в окружном направлении по меньшей мере на один угловой шаг или, например, на угол, равный нескольким угловым шагам, и при этом данный сектор фрезы образует центральный угол, который меньше углового шага или равен ему. Другими словами, угловой шаг/шаги и угол/углы закручивания, в частности углы закручивания, могут быть выбраны так, чтобы на осевом виде сверху фрезы по меньшей мере два режущих зуба были расположены внутри одного сектора фрезы, например, расположены по существу один над другим в осевом направлении, при этом указанный сектор фрезы задан по отношению к рабочей оси вращения и охватывает угол в окружном направлении, который меньше углового шага или равен ему. Первый и второй режущие зубья, расположенные в одном и том же секторе фрезы, могут иметь относящиеся к ним, например, две режущие кромки, отстоящие друг от друга в окружном направлении на один угловой шаг фрезы, в частности на минимальный угловой шаг фрезы.
При реализации соответствующих секторов фрезы можно обеспечить, путем соответствующей регулировки или соответствующего выбора углов закручивания/угловых шагов, чтобы при работе фрезы два режущих зуба с разными режущими кромками одновременно заходили в обрабатываемый материал, по меньшей мере в соответствующем сегменте фрезы. В результате может быть достигнута сравнительно плавная работа, в частности с уменьшенной величиной вибрации.
В вариантах осуществления может быть дополнительно предусмотрено, что по меньшей мере одна режущая кромка, предпочтительно каждая из режущих кромок фрезы имеет передний угол в диапазоне от -3° до 24° и/или угол заострения в диапазоне от 51° до 93°. Названные углы подходят, в частности, для предложенной здесь структуры и для предложенной конструкции фрезы, причём, в частности, можно получить хорошие рабочие характеристики фрезы при фрезеровании, используя названные диапазоны углов. Последнее применимо также в отношении заднего угла, см. приведённое выше обсуждение в отношении надлежащих диапазонов углов.
В вариантах осуществления фрезы, как описано выше, может быть предусмотрено, что по меньшей мере одна режущая кромка, предпочтительно все режущие кромки простирается/простираются на предварительно заданную осевую длину рабочей области, измеряемую параллельно рабочей оси вращения, причём по меньшей мере одна режущая кромка, предпочтительно все режущие кромки может/могут иметь профиль, соответствующий, в частности, волнообразному профилю ёлочных пазов, причём профиль ёлочных пазов может включать по меньшей мере две, предпочтительно по меньшей мере три вершины и/или впадины. Режущая часть фрезы, включающая профиль ёлочных пазов, может иметь, как упомянуто, например, общую форму, реализованную в виде пагоды.
В вариантах осуществления фрезы рабочая область, как уже упомянуто, может содержать тело фрезы. Тело фрезы может быть реализовано так, что указанная по меньшей мере одна режущая кромка, измеряемая перпендикулярно режущей кромке радиально к рабочей оси вращения, находится на некотором расстоянии от тела фрезы, в частности, выступает над телом фрезы на предварительно заданную высоту, измеряемую в перпендикулярном направлении к режущей кромке или в радиальном направлении к рабочей оси вращения, причём эта высота или соответствующая средняя высота может быть, например, по существу постоянной вдоль режущей кромки.
Между режущими кромками, являющимися непосредственно смежными в окружном направлении, тело фрезы может иметь, как указано выше, один плечевой сегмент или несколько плечевых сегментов, контур которого/которых повторяет профиль режущей кромки. Каждый плечевой сегмент может быть расположен, если смотреть в окружном направлении рабочей оси вращения, между режущей кромкой и/или между основанием стружечной канавки и/или нижней частью стружечной канавки, относящейся к этой режущей кромке, и краем задней поверхности, расположенным перед режущей кромкой с точки зрения рабочего направления вращения. (См. выше подробности в отношении определения края задней поверхности).
Благодаря таким плечевым сегментам, которые могут быть реализованы, например, между стружечной канавкой одной режущей кромки и задней поверхностью режущей кромки, расположенной перед ней с точки зрения рабочего направления вращения, можно дополнительно повысить механическую прочность и, следовательно, устойчивость режущих кромок или режущих зубьев. Например, плечевые сегменты могут иметь задние поверхности, повёрнутые радиально наружу и радиально возвышающиеся, по меньшей мере, частично, предпочтительно полностью, над основанием стружечной канавки. Таким образом, плечевые сегменты могут быть реализованы как разновидность механического усиления для повышения механической устойчивости режущих кромок/режущих зубьев.
В вариантах осуществления может быть предусмотрено, что по отношению по меньшей мере к одной осевой позиции вдоль рабочей оси вращения, т.е. по меньшей мере к одному месту по оси, в окружном направлении рабочей оси вращения расположено несколько последовательных участков режущей кромки, в частности, с перекрытием осесимметричным образом, например, последовательные режущие кромки.
Тело фрезы, в частности каждый из плечевых сегментов, может содержать между участками режущей кромки, смежными в окружном направлении, одно возвышение или несколько возвышений и/или также плоские участки, проходящие параллельно окружному направлению и имеющие в поперечном сечении, например, форму купола.
Если смотреть в радиальном направлении по отношению к рабочей оси вращения или перпендикулярно режущей кромке, то, в частности, в случае таких вариантов осуществления может быть предусмотрено, что основание стружечной канавки находится на том же самом или по меньшей мере частично на более низком уровне, чем радиальная наружная поверхность по меньшей мере одного из таких сегментов. В вариантах осуществления может быть предусмотрено, что соответствующее основание стружечной канавки или соответствующая нижняя часть стружечной канавки и плечевой сегмент, расположенный сразу за ней в рабочем направлении вращения, например, возвышение, лежит на другом уровне, причём основание стружечной канавки или нижняя часть стружечной канавки может находиться ниже соответствующего плечевого сегмента. В результате, в частности, устойчивость участка режущей кромки, расположенного за соответствующим плечевым сегментом в рабочем направлении вращения, может возрасти.
В вариантах осуществления, как указано выше, может быть предусмотрено, что фреза включает тело фрезы, причём тело фрезы может иметь несколько выпускных отверстий для охлаждающей жидкости и/или смазочного материала. Выпускные отверстия для охлаждающей жидкости и/или смазочного материала могут быть ориентированы, например, радиально по отношению к рабочей оси вращения. Кроме того, возможно, чтобы выпускные отверстия были расположены в каждом случае по меньшей мере частично между соответствующей режущей кромкой и/или соответствующей стружечной канавкой и краем задней поверхности, расположенным перед режущей кромкой или стружечной канавкой с точки зрения рабочего направления вращения. В вариантах осуществления может быть предусмотрено, что плоскости устья выпускных отверстий, если смотреть в радиальном направлении по отношению к рабочей оси вращения, лежат на одной высоте или по меньшей мере частично выше соответствующего основания стружечной канавки или соответствующей нижней части стружечной канавки. Например, выпускные отверстия могут быть расположены в области вышеназванных сегментов тела фрезы. Поскольку сегменты тела фрезы следуют профилю режущей кромки, выпускные отверстия могут быть сориентированы соответственно, по меньшей мере частично приблизительно перпендикулярно профилю режущей кромки, так что становится возможной, например, оптимизированная подача охлаждающей жидкости и/или смазочного материала.
Кроме того, в вариантах осуществления возможно, чтобы выпускные отверстия для охлаждающей жидкости и/или смазочного материала были расположены внутри плечевых сегментов, причём по меньшей мере два из выпускных отверстий для охлаждающей жидкости и/или смазочного материала расположены на радиально разной высоте. Радиальная высота выпускных отверстий для охлаждающей жидкости и/или смазочного материала может изменяться и может, в частности, следовать контуру режущей кромки. В частности, расстояние, измеряемое перпендикулярно соответствующей режущей кромке, между круговой линией, проходящей через центральную точку выпускного отверстия для охлаждающей жидкости и/или смазочного материала, и режущей кромкой, может быть по существу одинаковым для нескольких, в частности для всех выпускных отверстий для охлаждающей жидкости и/или смазочного материала. Другими словами, с помощью предлагаемой фрезы может быть обеспечено, что расстояние, измеряемое, например, перпендикулярно поверхности фрезерного резца, между выпускными отверстиями для охлаждающей жидкости и/или смазочного материала и соответствующей режущей кромкой, является по существу одинаковым по меньшей мере для выпускных отверстий для охлаждающей жидкости и/или смазочного материала, относящихся к режущей кромке, или для всех выпускных отверстий для охлаждающей жидкости и/или смазочного материала, в результате чего может быть получено, например, улучшенное распределение охлаждающей жидкости и/или смазочного материала.
Конструкция фрезы, предложенная в данном документе, позволяет свободно расположить выпускные отверстия подходящим образом и в определённых пределах между режущими кромками, смежными в рабочем направлении вращения или в окружном направлении. В частности, выпускные отверстия могут быть расположены, например, по меньшей мере частично за пределами основания стружечной канавки, так что при фрезеровании можно не допустить закрывания, например, временного, выходных отверстий материалом стружки.
Можно видеть, в частности из вышеприведённого обсуждения, что цель, лежащая в основе изобретения, может быть достигнута с помощью фрезы, предложенной здесь. В частности, может быть увеличен срок службы инструмента и/или улучшено качество поверхности.
В вариантах осуществления изобретения предложен способ изготовления фрезы, содержащей по меньшей мере одну режущую кромку и одну стружечную канавку, относящуюся к этой режущей кромке, причём режущая кромка имеет профиль, который частично нелинейно изменяется, а способ включает следующие этапы:
- предоставление заготовки фрезы;
- изготовление по меньшей мере одной режущей кромки и относящейся к ней стружечной канавки на заготовке фрезы путём удаления материала, причём
- удаление материала осуществляют так, что радиальное или перпендикулярное расстояние между режущей кромкой и основанием стружечной канавки готовой фрезы является по существу постоянным, по меньшей мере частично.
В вариантах осуществления может быть предусмотрено, что для обработки материала используют способ фрезерования. Например, рабочая область, включающая режущую кромку (режущие кромки) и стружечную канавку/стружечные канавки, может быть получена способом фрезерования.
Удаление материала может быть выполнено в вариантах осуществления так, что каждая из режущих кромок реализована на режущем зубе, противопроложно выступающем над телом фрезы, а контур тела фрезы реализован в соответствии с контуром режущей кромки между режущими зубьями, смежными в окружном направлении в результате удаления материала, т.е. контур тела фрезы создан путём удаления материала между режущими зубьями, смежными в окружном направлении, так что тело фрезы имеет контур, соответствующий контуру режущей кромки, в частности, контур тела фрезы следует контуру режущей кромки.
Для изготовления данной фрезы подходят, в частности, такие материалы, как твёрдый сплав (VHM) или высокопроизводительная быстрорежущая инструментальная сталь (HSS) . В частности, данная фреза может быть , изготовлена за одно целое из однородного материала.
Изобретение описано более подробно ниже, в частности также в отношении дополнительных признаков и преимуществ, посредством описания вариантов осуществления фрезы, представленных в качестве примера, и со ссылкой на прилагаемые чертежи, на которых:
ФИГ. 1 показывает вид сбоку первого варианта фрезы;
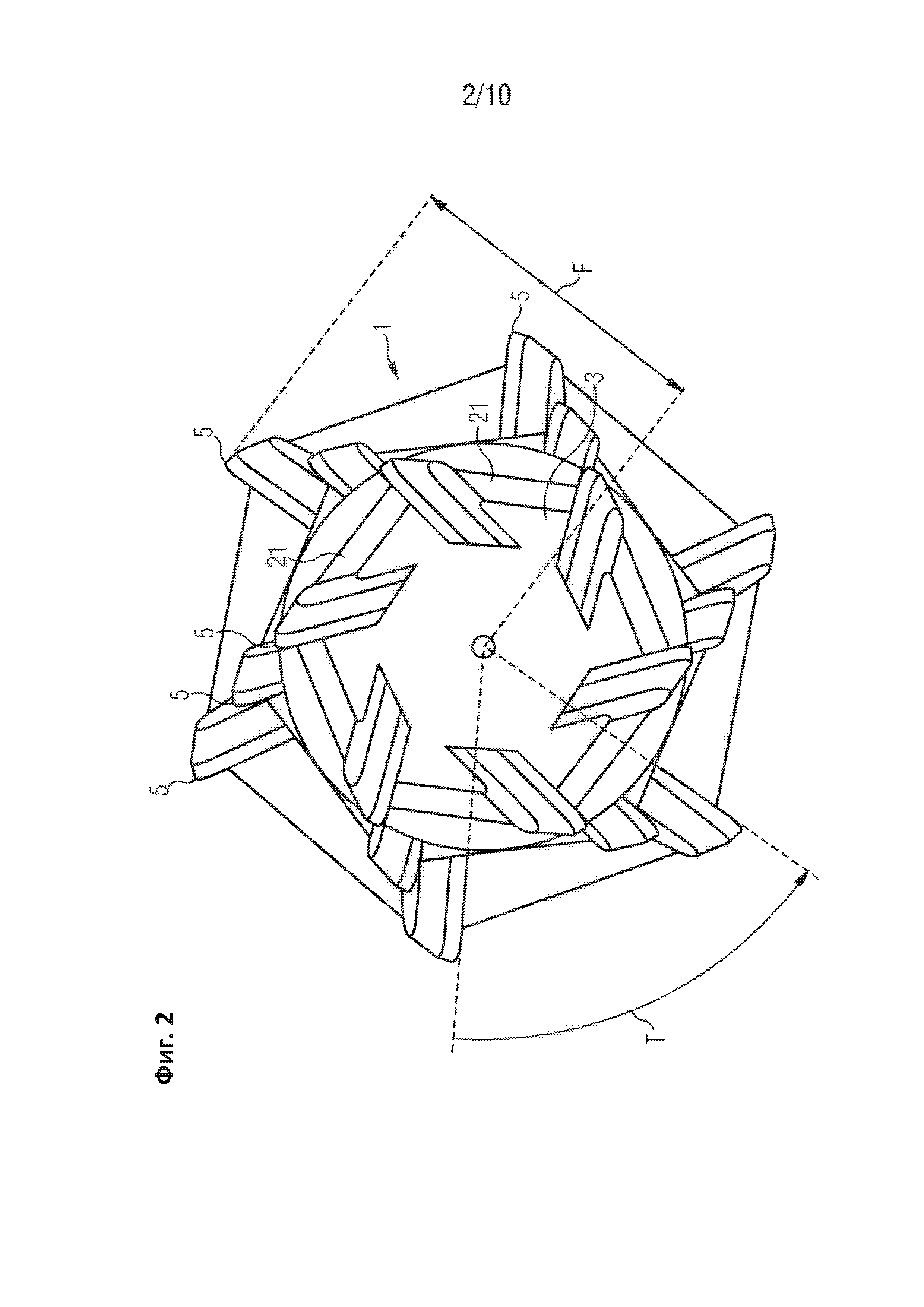
ФИГ. 2 показывает поперечное сечение фрезы;
ФИГ. 3 показывает более подробный вид режущей головки фрезы согласно фиг. 1;
ФИГ. 4 показывает профиль режущей кромки и профиль основания стружечной канавки;
ФИГ. 5 показывает схематическое изображение части осевого сечения режущей головки фрезы;
ФИГ. 6 показывает фрезу согласно второму варианту;
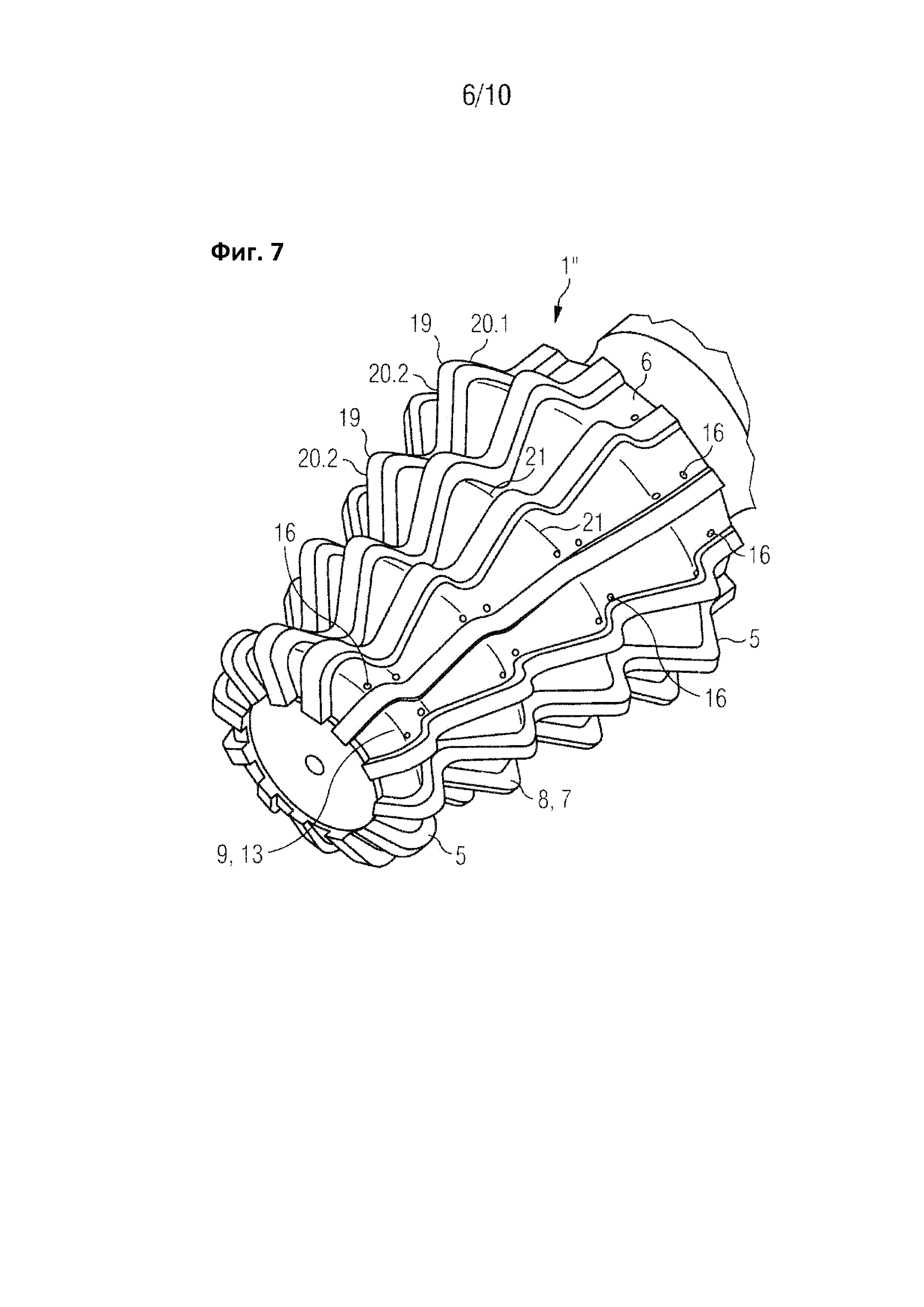
ФИГ. 7 показывает фрезу согласно третьему варианту;
ФИГ. 8-10 показывают части различных профилей режущей кромки;
ФИГ. 11 показывает схематический вид сбоку фрезы, представленной на фиг. 6;
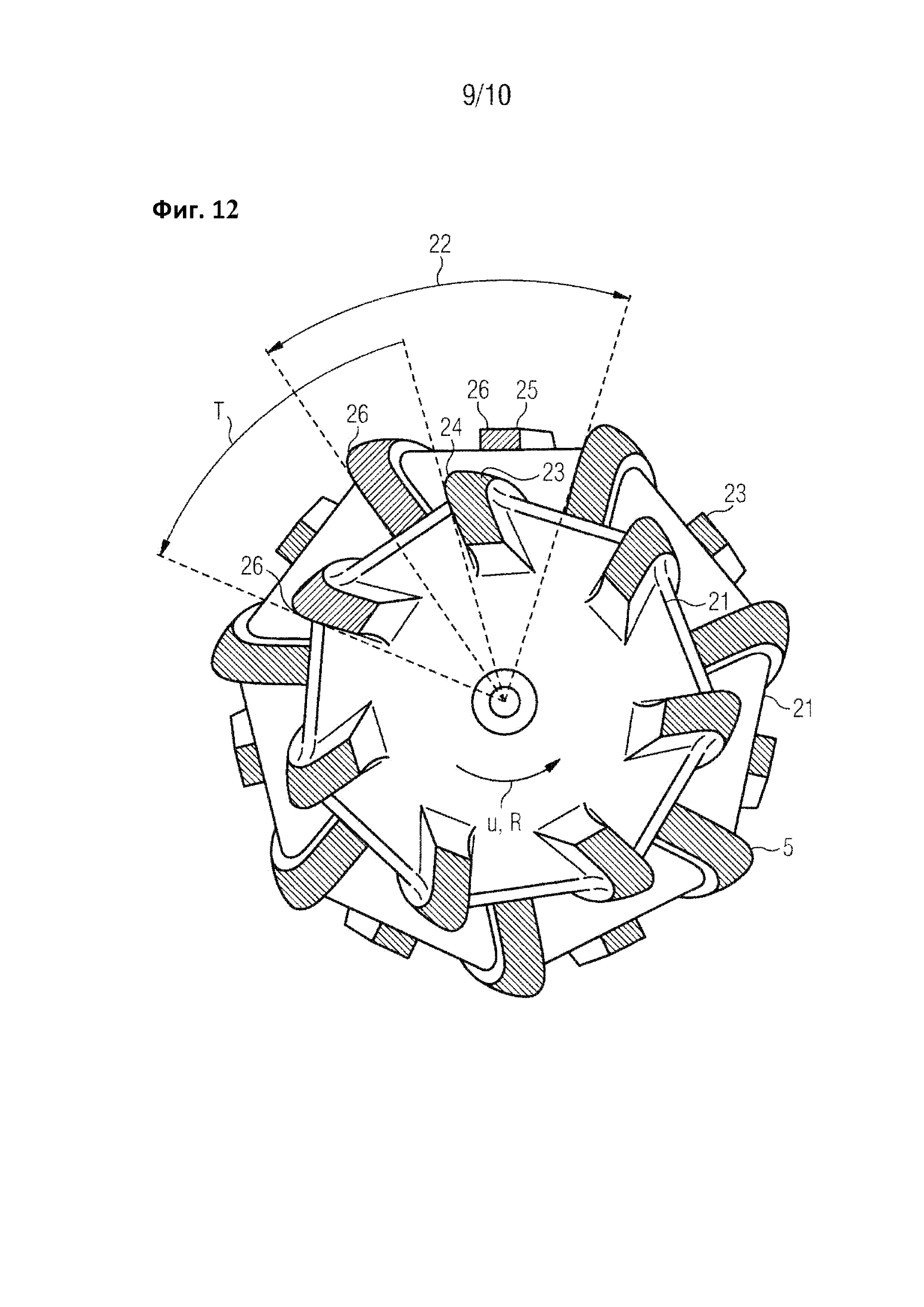
ФИГ. 12 показывает осевой вид сверху фрезы согласно фиг. 11; и
ФИГ. 13 показывает вид сбоку фрезы согласно фиг. 12.
Части и компоненты, соответствующие друг другу на фиг. 1-13, обозначены согласованными номерами.
Фиг. 1 показывает фрезу 1 согласно первому варианту. Фреза 1 в показанном варианте осуществления представляет собой концевую фрезу, в частности чистовую фрезу, с ёлочным профилем режущей кромки или профилем фрезерования. Фрезы этого типа известны также как фрезы для обработки ёлочных пазов.
Нижеследующее описание относится к фрезе для обработки ёлочных пазов, однако описанные ниже признаки и характеристики, в частности относящиеся к режущей кромке (режущим кромкам) и/или к стружечной канавке или стружечным канавкам, не ограничены фрезами для обработки ёлочных пазов, а могут быть применены и реализованы также с другими типами фрез.
Фреза 1 имеет хвостовик 2 и режущую головку 3, соединённую с ним. Хвостовик 2 выполнен с возможностью зажима фрезы 1 в зажимном патроне (не показан).
Для фрезерования, например, для чистовой обработки заготовки (не показана), зажатую фрезу 1 вращают посредством привода, соединённого с зажимным патроном, вокруг рабочей оси 4 вращения (в частности также: ось инструмента), совпадающей в данном случае с продольной осью фрезы 1, а режущую головку перемещают по отношению к заготовке, например, обеспечивая её заход в заготовку для получения соответствующей требуемой фрезеруемой детали.
Режущая головка 3 фрезы 1, другими словами, рабочая область фрезы имеет в окружном направлении U по отношению к рабочей оси 4 вращения или в рабочем направлении вращения R по отношению к рабочей оси 4 вращения несколько режущих кромок 5, расположенных поперечно к окружному направлению U или рабочему направлению вращения R.
Режущие кромки 5, как можно видеть на фиг. 2, показывающей поперечное сечение фрезы 1, расположены последовательно в рабочем направлении вращения R с предварительно заданным угловым шагом T, так что они являются осесимметричными по отношению к рабочей оси 4 вращения. В настоящем случае угловой шаг T составляет приблизительно 60 градусов, но возможны также и другие значения углового шага T, в частности меньшие, как видно из дальнейшего описания.
Как можно видеть из фиг. 1 и более подробного вида на фиг. 3, режущие кромки 5 проходят вдоль тела 6 фрезы, в частности, если смотреть в радиальной проекции на тело 6 фрезы или в радиальной проекции на боковую поверхность тела 6 фрезы, под предварительно заданным углом закручивания.
Угол закручивания и/или вышеназванный угловой шаг Т, предпочтительно выбирают так, чтобы при фрезеровании заготовки по меньшей мере два участка двух разных режущих кромок 5, являющиеся, например, последовательными в окружном направлении, всегда заходили в заготовку, что описано более подробно ниже в связи с фиг. 9 и 10. Такое расположение режущих кромок 5 вдоль тела 6 фрезы возможно в результате реализации предложенной здесь фрезы, причём заход двух режущих кромок 5 позволяет фрезеровать с улучшенной плавностью, благодаря чему на подлежащей обработке заготовке могут быть получены более высокие результаты фрезерования, например, более высокое качество поверхности.
Каждая из режущих кромок 5 фрезы 1 содержит по меньшей мере один, в данном случае несколько участков 5.1-5.4 режущей кромки, на которых профиль P режущей кромки (фиг. 4), заданный локальным или локально усреднённым радиусом F режущей кромки (фиг. 2), измеряемым по отношению к рабочей оси вращения, имеет по меньшей мере один нелинейно изменяющийся участок. Под термином "радиус F режущей кромки" следует понимать, в частности, в случае линейных, т.е. непрерывных, режущих кромок 5, как в показанном, представленном в качестве примера варианте осуществления, как соответствующее радиальное расстояние между режущей кромкой 5 и рабочей осью 4 вращения или осью инструмента.
По меньшей мере один из участков 5.1-5.4 режущей кромки может быть реализован так, что, например, локальный или локально усреднённый радиус F режущей кромки сначала увеличивается, а затем снова уменьшается вдоль режущей кромки 5, что имеет место, например, у режущих зубьев 19, представленных на показанных участках 5.1, 5.3 и 5.4 режущей кромки, имеющих в каждом случае восходящую боковую поверхность 20.1 и нисходящую боковую поверхность 20.2 режущей кромки в направлении от хвостовика 2 к рабочей области 3.
В частности, в области вершины режущего зуба режущие кромки 5 содержат нелинейно изменяющиеся участки. Режущие кромки 5 в примере, показанном на фиг. 1, включают линейно и нелинейно изменяющиеся участки; также возможны варианты осуществления без линейно проходящих режущих кромок, как, например, на фиг. 6 или 7.
По меньшей мере один из участков 5.1-5.4 режущей кромки может быть реализован так, что по меньшей мере на одном участке режущей кромки профиль P режущей кромки, т.е. кривая профиля P режущей кромки, рассматриваемая геометрически, содержит точку поворота (например, между 5.1 и 5.2), точку экстремума (5.1, 5.3, 5.4, на вершинных точках режущих зубьев 19) и/или точку разрыва его производной или градиента (например, 5.2, в переходной области между линейным участком и восходящей боковой поверхностью 20.1 режущей кромки).
Соответствующий участок режущей кромки может содержать один или несколько, например, по существу линейных или по существу прямолинейных участков с различными градиентами. Профиль P режущей кромки может изменяться и по-другому, а не только так, как профили режущей кромки, показанные на чертежах, относящихся к фрезе 1; основное изобретение применимо также к другим профилям P режущей кромки по меньшей мере с одним линейным участком.
Фиг. 4 в качестве примера показывает профиль P режущей кромки, форма которого выбрана для фрезы 1, показанной на фиг. 1-3. На фиг. 4 осевая длина L, измеряемая, например, от торцевого осевого конца режущей головки 3 в направлении хвостовика 2, показана на оси x, а радиус F режущей кромки или радиус основания режущей кромки, рассмотренный более подробно ниже и обозначенный далее как радиус G основания режущей кромки, показан на оси y.
Как также видно из фиг. 4, профиль P режущей кромки включает несколько участков 5.1-5.4 режущей кромки, на которых режущие кромки 5 демонстрируют нелинейное изменение, по меньшей мере, частично.
Чтобы избежать возможных неясностей, следует упомянуть, что под термином "радиус F режущей кромки" здесь можно понимать, в частности, локальное расстояние, измеряемое в радиальном направлении между радиально наружным краем режущей кромки и рабочей осью 4 вращения.
В случае фрезы 1, показанной на чертежах, тело 6 фрезы, а также режущая головка 3 имеют форму пагоды. Соответственно, участки режущей кромки могут быть реализованы, например, в виде вершин, например, 5.1, 5.3 и 5.4, или впадин, например, 5.2, а профиль режущей кромки может изменяться линейно или криволинейно, причём вершины в настоящем примере реализованы как режущие зубья 19.
Режущая кромка 5, показанная на чертежах, представляет собой гладкую, т.е. непрерывную, режущую кромку, в частности без обдирочных зубьев и т.п., однако в связи с данным изобретением следует указать, что описанное здесь изобретение применимо также к прерывистым режущим кромкам, например, к режущим кромкам для черновой обработки и т.п., при этом в тех случаях, когда форма режущей кромки является прерывистой, можно учитывать, например, локально усреднённый радиус режущей кромки или локально сглаженный радиус режущей кромки. В дальнейшем описании, относящемся к прерывистым режущим кромкам, следует учитывать положения, приведённые выше.
Указанный по меньшей мере один участок режущей кромки может иметь, например, профиль P режущей кромки, где радиус фрезерования F может изменяться до половины максимального радиуса соответствующей режущей кромки.
Например, на осевой длине режущей головки 3 вдоль режущей кромки 5 может быть от двух до десяти участков 5.1-5.4 режущей кромки, например, в форме нескольких режущих зубьев 5.1, 5.3, 5.4, между которыми расположены основания зубьев, например 5.2. Например, профиль фрезерования может быть реализован как ёлочный профиль, при этом режущая головка 3, в частности тело 6 фрезы, как показано на чертежах, может иметь форму пагоды.
Указанная по меньшей мере одна режущая кромка 5 может иметь несколько указанных участков режущей кромки, которые могут быть выполнены, например, изогнутыми выпукло или вогнуто радиальным образом по отношению к рабочей оси 4 вращения. Дополнительная кривизна может быть получена, например, благодаря большей или меньшей закрутке самих режущих кромок 5. Участки режущей кромки, однако, могут иметь, по меньшей мере частично, линейную форму. Следует отметить, что каждую из режущих кромок 5 как таковую также можно рассматривать как некоторый участок режущей кромки, поскольку каждая из этих режущих кромок содержит по меньшей мере одну нелинейную часть.
В случае режущей головки 3 перед режущими кромками 5 в рабочем направлении вращения R в каждом случае расположена стружечная канавка 7, с помощью которой стружечный материал, образующийся во время фрезерования при проходе режущих кромок 5 или удаляемый с заготовки, можно собирать, направлять, формировать и/или транспортировать.
Относительное расположение режущей кромки 5 и стружечной канавки 7 показано в качестве примера в разрезе на фиг. 5, относящейся к части осевого сечения фрезы 1.
Как видно на фиг. 5, стружечная канавка 7 в данном случае задана, помимо прочего, поверхностью 8 стружечной канавки, которая расположена радиально внутри режущей кромки 5, соединена с режущей кромкой 5, т.е. присоединена к режущей кромке, проходит в радиальном направлении к рабочей оси 4 вращения и простирается до основания 9 стружечной канавки 7. Точка пересечения или линия 10 пересечения между основанием 9 стружечной канавки и поверхностью 8 стружечной канавки или контурная линия 10', проходящая в основании 9 стружечной канавки, причем основание 9 стружечной канавки находится на наименьшей радиальной высоте по отношению к рабочей оси 4 вращения, также может быть обозначена как нижняя часть стружечной канавки. Кроме того, стружечную канавку 7 определяет ширина, измеряемая в окружном направлении U или в рабочем направлении вращения R, или центральный угол, измеряемый по отношению к рабочей оси 4 вращения, причём ширина или центральный угол могут быть по существу постоянными, например, вдоль режущей кромки 5. В частности, в сечениях, перпендикулярных режущей кромке 5, стружечная канавка 7 может иметь поперечное сечение, являющееся по существу постоянным вдоль режущей кромки 5. В альтернативных вариантах осуществления поперечное сечение стружечной канавки 7 может изменяться вдоль режущей кромки 5, причём могут изменяться как ширина, так и высота стружечной канавки.
Как можно видеть на фиг. 1 и фиг. 2, вдоль режущей кромки 5 основание 9 стружечной канавки или нижняя часть 10 или 10' стружечной канавки имеют форму, следующую профилю (отслеживающую профиль) P режущей кромки. Это показано в качестве примера на схеме на фиг. 4 пунктирной линией, иллюстрирующей заданное изменение основания 9 стружечной канавки, соответствующее изменению режущей кромки 5 или, как опция, изменению нижней части 10, 10' стружечной канавки, профилю S основания стружечной канавки. Как указановыше, профиль S основания стружечной канавки задан радиусом G основания 9 стружечной канавки или нижней части 10, 10' стружечной канавки, измеряемым в каждом случае по отношению к рабочей оси вращения. На фиг. 4 радиус G основания стружечной канавки показан в зависимости от осевой длины L.
Формулировка "следует за режущей кромкой 5" ("отслеживает режущую кромку 5") означает, в частности, что расстояние между основанием 9 стружечной канавки или нижней частью 10, 10' режущей кромки, измеряемое перпендикулярно режущей кромке 5 или измеряемое в радиальном направлении по отношению к рабочей оси 4 вращения, по существу не изменяется или является постоянным, по меньшей мере, частично. Как показано на фиг. 4, основание 9 стружечной канавки или профиль S основания стружечной канавки следуют профилю P режущей кромки по всей длине режущей головки 3 как на линейных, так и на нелинейных участках профиля P режущей кромки.
Однако также возможно, чтобы профиль S основания стружечной канавки следовал профилю P режущей кромки только частично на нелинейных участках, например, чтобы он проходил параллельно режущей кромке 5 только на нелинейных участках.
Соответствующие стружечные канавки 7, как показано в представленных в качестве примера вариантах осуществления, могут иметь высоту H, являющуюся по существу постоянной вдоль режущей кромки 5, причём высота H стружечной канавки 7 может быть обеспечена, например, разницей между радиусом F режущей кромки и соответствующим радиусом G основания 9 стружечной канавки или расстоянием по перпендикуляру между основанием 9 стружечной канавки и режущей кромкой. В зависимости от конфигурации стружечной канавки 7 высота H стружечной канавки 7 может быть равна ширине поверхности 8 стружечной канавки.
В тех случаях, когда форма стружечных канавок 7 реализована так, как описано, можно получить поверхность 8 стружечной канавки, имеющую по длине режущей кромки 5 или по меньшей мере на участках 5.1-5.4 режущей кромки по существу постоянную ширину B, измеряемую, например, перпендикулярно режущей кромке 5 как расстояние между основанием 9 стружечной канавки и режущей кромкой 5. Поверхность 8 стружечной канавки может быть выполнена, например, в форме полосы поверхности стружечной канавки по существу с постоянной шириной, измеряемой перпендикулярно режущей кромке.
В том случае, когда поверхности 8 стружечной канавки имеют постоянную ширину B, и/или стружечные канавки 7 имеют постоянную высоту H, могут быть получены по меньшей мере близкие, в частности по существу постоянные характеристики формирования стружки и/или близкие и/или по существу постоянные характеристики удаления стружки, например, по всей длине режущей кромки 5, что позволяет достичь более высокого уровня качества поверхности при фрезеровании.
Кроме того, по сравнению с известными решениями, то, что основание 9 стружечной канавки или нижняя часть 10, 10' стружечной канавки следует профилю Р режущей кромки, позволяет достичь улучшенной устойчивости режущей кромки 5 и фрезы 1, в частности режущей головки 3. Например, риск поломки, в частности в области режущей кромки 5, может быть снижен благодаря повышенной устойчивости, результатом чего может быть увеличенный срок службы фрезы.
В частности, может быть достигнута повышенная механическая устойчивость режущих зубьев 19, благодаря седлообразным выпуклым участкам 21, выполненным в окружном направлении U между соседними режущими зубьями 19, контур которых например, в сечениях, параллельных рабочей оси 4 вращения, следует контуру режущих зубьев 19 или соответствует ему.
По сравнению с известными фрезами, в которых основание стружечной канавки проходит между соседними режущими зубьями 19, например, на постоянной радиальной высоте над рабочей осью вращения, предложенная геометрия стружечных канавок 7 позволяет также добиться изменения распределения массы фрезы, например, с увеличенным моментом инерции, что, среди прочего, может улучшить работу фрезы, в частности сделать её менее шумной.
Стружечные канавки 7, описанные в связи с фиг. 1-5, имеют по существу U-образную или V-образную форму в области, прилегающей непосредственно к режущей кромке 5 и сформированной первым отрезком 11, проходящим между основанием 9 стружечной канавки и режущей кромкой 5 и образованным по существу поверхностью 8 стружечной канавки, и вторым отрезком 12. Второй отрезок 12 имеет меньшую радиальную высоту, чем первый отрезок 11, и проходит между основанием 9 стружечной канавки и переходной областью 13, реализованной в настоящем примере осуществления как плато или плечевой сегмент. Переходная область 13 или соответствующий плечевой сегмент приподняты по отношению к основанию 9 стружечной канавки и проходят от второго отрезка 12 в рабочем направлении вращения R до края 14 задней поверхности режущей кромки 5, проходящей в рабочем направлении вращения R.
Однако в вариантах осуществления переходная область 13 или плечевой сегмент 13 могут быть реализованы и другим способом. Например, возможно, чтобы переходная область 13, выходящая из основания 9 стружечной канавки, например, без конкретной реализации плеча, непрерывно поднималась к краю 14 задней поверхности, причём переходная область 13 может иметь изогнутую форму, при необходимости быть вогнутой или выпуклой, в частности по существу равномерно выпуклой или вогнутой, как показано на фиг. 5 пунктирной линией как первый вариант 13.1.
Кроме того, возможно, чтобы переходная область 13, выходящая из основания 9 стружечной канавки, продолжалась на приблизительно постоянной радиальной высоте в окружном направлении U или рабочем направлении вращения R и демонстрировала по существу радиальную форму в области края 14 задней поверхности, как показано на фиг. 5 двойной пунктирной линией как второй вариант 13.2.
Задняя поверхность 15, ограниченная в окружном направлении U на одной стороне краем 14 задней поверхности, а на другой стороне режущей кромкой 5, сопряжена с каждой из режущих кромок 5 в направлении, противоположном рабочему направлению вращения R. Задняя поверхность 15, измеряемая в окружном направлении U, имеет предварительно заданную ширину E, которая, будучи измеряемой либо как абсолютная длина в окружном направлении, либо как угол по отношению, например, к рабочей оси 4 вращения, является по существу постоянной или неизменной вдоль режущей кромки 5.
В показанном, представленном в качестве примера варианте осуществления соответствующие режущие кромки 5 и задние поверхности 15 образуют выступ или режущий зуб, проходящий вдоль режущей кромки 5, имеющий измеряемую в окружном направлении U предварительно заданную ширину E задней поверхности, проходящий на теле 6 фрезы под заданным углом закручивания, отстоящий от тела 6 фрезы и имеющий предварительно заданную, в частности по существу постоянную, толщину, измеряемую в радиальном направлении. Измеряемая по отношению к рабочей оси 4 вращения радиальная высота режущего зуба изменяется в соответствии с профилем P режущей кромки, что формирует режущие зубья 19 в области участков 5.1, 5.3 и 5.4 режущей кромки. В вариантах осуществления разность между радиальной высотой режущего зуба и радиусом G основания 9 стружечной канавки может быть постоянной и соответствующей изменению режущей кромки 5. В других вариантах осуществления может быть предусмотрено, что высота режущего зуба, измеряемая перпендикулярно режущей кромке над основанием стружечной канавки, является по существу постоянной. Улучшенная устойчивость, в частности стойкость к разрушению, может быть достигнута за счёт продольного удлинения режущего зуба с постоянной высотой.
В случае фрез, показанных на чертежах, тело 6 фрезы выполнено в промежуточной области между двумя режущими кромками 5, расположенными друг за другом в окружном направлении, так что его контур повторяет профиль P режущей кромки, причём радиальная высота тела фрезы, измеряемая по отношению к рабочей оси 4 вращения, в области между стружечной канавкой 7 первого режущего зуба и краем 14 задней поверхности последующего второго режущего зуба, может быть больше радиуса G основания 9 стружечной канавки. Задняя поверхность 15 и край 14 задней поверхности также реализованы, в частности, в случае всех режущих зубьев, так, что они имеют контур или профиль, следующий профилю P режущей кромки, т.е. геометрически конгруэнтный профилю P режущей кромки.
Предложенная геометрия фрезерования позволяет обеспечить более плавный процесс фрезерования фрезой 1 и по меньшей мере противодействовать появлению вибрации при фрезеровании.
Задняя поверхность 15 может быть реализована так, что она наклонена под предварительно заданным задним углом W1 , который может быть, например, в диапазоне от 0° до 15°.
Как видно из фиг. 1 и фиг. 3, стружечная канавка 7 может быть реализована, в частности, так, чтобы её поперечное сечение вдоль режущей кромки 5 или вдоль основания 9 стружечной канавки было постоянным по всей длине режущей кромки 5, по меньшей мере участка режущей кромки. Например, стружечная канавка 7 может быть реализована в качестве выемки, имеющей по существу постоянную геометрию вдоль стружечной канавки 7 в радиальном направлении и в окружном направлении U. Соответствующие структуры могут быть изготовлены, например, на соответствующей заготовке в результате удаления материала, например, путём фрезерования.
По сравнению с обычными фрезами, где профиль основания стружечной канавки имеет просто линейную форму, в случае предложенной здесь фрезы 1 можно увеличить количество режущих кромок 5 или режущих зубьев 19 или режущих зубьев, расположенных в окружном направлении U, т.е. можно уменьшить угловой шаг T по сравнению с известными фрезерными резцами. Уменьшение углового шага T при использовании предложенной фрезы 1 в отличие от известных фрезерных инструментов позволяет улучшить механическую устойчивость рабочей области, поскольку в случае предложенных фрез 1, например, переходные области 13, в частности седлообразные участки 21, оказывают стабилизирующее действие, благодаря чему, в частности, риск поломки может быть уменьшен. Уменьшая разнесение Т, т. е. увеличивая количество режущих зубьев или фрезерных рёбер в окружном направлении U, можно увеличить срок службы инструмента, например, в 1,5 раза по сравнению с обычными фрезами.
В случае предложенных здесь фрез 1 стружечную канавку 7 и угол закручивания можно свободно изменять в широких пределах без одновременного значительного изменения или ухудшения механической устойчивости фрезы 1.
Режущие зубья могут быть выполнены так, что они имеют угол заострения W2 в диапазоне от 51° до 93° и/или передний угол W3 в диапазоне от -3° до 24°.
В частности, благодаря более высокой механической устойчивости и прочности режущих зубьев при предлагаемой здесь геометрии фрезерного резца задний угол W1, угол заострения W2 и передний угол W3 можно выбирать сравнительно гибким образом, так что возможно гибкое приспособление фрезы 1 к материалу, подлежащему обработке в каждом случае, и/или к соответствующему профилю P режущей кромки, требуемому в каждом случае.
Как видно, в частности из фиг. 1 и фиг. 3, фреза 1 дополнительно содержит несколько выпускных отверстий 16 для охлаждающей жидкости и/или смазочного материала. Выпускные отверстия 16 для охлаждающей жидкости и/или смазочного материала, называемые ниже кратко выпускными отверстиями 16, могут быть реализованы, например, как горловины радиальных отверстий, которые на концах, удалённых от выпускных отверстий 16, могут сообщаться с осевым каналом для охлаждающей жидкости и/или смазочного материала, проходящим внутри фрезы 1.
Благодаря компактной реализации стружечной канавки 7 в окружном направлении U, ставшей возможной благодаря настоящему изобретению, выпускные отверстия 16 могут быть расположены сравнительно свободно по сравнению с обычными фрезерными инструментами. В частности, выпускные отверстия 16 могут быть расположены, по меньшей мере частично, в переходных областях 13.
Поскольку контур переходных областей 13 может следовать профилю P режущей кромки, т.е. может быть реализован в соответствии с профилем режущей кромки, выпускные отверстия 16 могут быть размещены по радиальной высоте, например, близко к режущим кромкам 5, что может улучшить подачу охлаждающей жидкости и/или смазочного материала к режущим кромкам 5.
Фиг. 6 показывает фрезу 1' согласно второму варианту, а фиг. 7 - фрезу 1'' согласно третьему варианту.
Фрезы 1' и 1'' согласно второму и третьему вариантам отличаются от фрезы 1 согласно первому варианту, в частности тем, что режущие кромки 5 расположены, в частности, с меньшим угловым шагом Т по отношению друг к другу. Это показывает, что в случае предлагаемой фрезы режущие кромки 5 могут быть расположены сравнительно свободно. Кроме того, можно видеть, что угол закручивания можно свободно выбирать в широком диапазоне.
Дополнительно с помощью предложенной геометрии фрезерного резца могут быть реализованы различные профили P режущей кромки. Так, фреза 1' согласно второму варианту имеет режущие кромки 5 с двумя впадинами, в то время как фреза 1'' по третьему варианту имеет в профиле P режущей кромки по меньшей мере три впадины.
Из фиг. 6 и фиг. 7, если смотреть вместе с фиг. 1-5, дополнительно следует, что благодаря геометрии фрезерного резца, предложенной здесь, режущие кромки 5 могут быть расположены так, что при операции фрезерования в заготовку всегда заходят, по меньшей мере частично, по меньшей мере две режущие кромки 5, что может улучшить плавность работы фрезы 1, 1', 1''.
На фиг. 8-10 показаны части профилей P режущей кромки и соответствующих профилей S основания стружечной канавки, которые могут быть реализованы в соответствии с предлагаемым здесь изобретением, причем в области, профиля P режущей кромки изменяющейся нелинейно, профиль S основания стружечной канавки следует профилю P режущей кромки или профиль S основания стружечной канавки реализован соответствующим образом, в частности так, что он геометрически конгруэнтен профилю P режущей кромки. Например, профиль S основания стружечной канавки может быть по существу параллелен профилю P режущей кромки. Также возможно, чтобы радиальное расстояние или расстояние, измеряемое перпендикулярно режущей кромке 5 между режущей кромкой 5 и основанием 9 стружечной канавки, было по существу постоянным или неизменным вдоль режущей кромки 5.
Профили P режущей кромки соответствующих участков режущей кромки, показанных на фиг. 8-10, изменяются нелинейнов целом.
Профиль режущей кромки P, показанный на фиг. 8, содержит два прямых участка, причём на первом участке радиус F режущей кромки является по существу постоянным, а на втором участке этот радиус режущей кромки линейно увеличивается, так что профиль режущей кромки, сформированный из обоих участков, в целом имеет нелинейную форму. Принимая во внимание гометрию, в точке 17 пересечения двух участков производная или подъём профиля P режущей кромки имеет точку разрыва.
В примере на фиг. 9, профиль P режущей кромки и, соответственно, профиль S основания стружечной канавки имеют нелинейную волнообразную форму со впадиной и вершиной. С геометрической точки зрения профиль P режущей кромки содержит точку поворота 18 в области между вершиной и впадиной.
В примере на фиг. 10 показанный участок режущей кромки выполнен в виде зуба, в частности в виде режущего зуба 19 с двумя линейными участками, т.е. один линейно восходящий участок или одна восходящая боковая поверхность 20.1 режущего зуба и один линейно нисходящий участок или одна нисходящая боковая поверхность 20.2 режущего зуба, при этом профиль P режущей кромки имеет точку разрыва его производной в точке 17 пересечения или в вершинной точке двух участков. Показанный участок режущей кромки, следовательно, имеет нелинейную форму в целом, а соответствующий основному изобретению профиль S основания стружечной канавки имеет форму, соответствующую профилю режущей кромки, т.е. также содержащую точку разрыва его производной.
Участки режущей кромки, показанные на чертежах, могут иметь также другие формы. Например, вместо прямой формы может быть предусмотрена выпуклая или вогнутая криволинейная форма режущей кромки, и могут быть обеспечены произвольные комбинации участков режущей кромки, названных и описанных здесь в связи с изобретением, в частности, произвольные комбинации прямых и криволинейных участков с неизменяющимся, уменьшающимся или увеличивающимся радиусом режущей кромки, с увеличивающимся или уменьшающимся градиентом и т.д.
Фиг. 11 показывает схематический вид сбоку фрезы 1 согласно фиг. 6, а фиг. 12 и фиг. 13 показывают осевой вид сверху или вид сбоку фрезы 1.
Схематичный вид сбоку по фиг. 11 иллюстрирует минимальный диаметр D профиля режущей головки 3, определяемый геометрией фрезерного резца в предварительно заданном положении вдоль осевого направления режущей головки 3, находящемся в примере, представленном на фиг. 11, в области осевого конца режущей головки 3.
Как можно видеть на фиг. 11, по меньшей мере один из участков режущей кромки может быть выполнен как режущий зуб 19, имеющий, в частности, форму купола по отношению к рабочей оси 4 вращения. Отношение количества режущих зубьев 19, расположенных последовательно в окружном направлении по отношению к рабочей оси 4 вращения и составляющих полный оборот, к минимальному диаметру D профиля рабочей области 3 может быть, например, в диапазоне от 0,2 до 1,0.
Предложенные здесь фрезы 1 могут быть реализованы, как показано на фиг. 12 и фиг. 13, так, что выбор углового шага или шагов T и угла или углов закручивания или их формы обеспечивает наличие по меньшей мере одного сектора 22 фрезы, в котором, если смотреть в осевой проекции по отношению к рабочей оси 4 вращения (см. фиг. 12), расположены первый режущий зуб 23 первой режущей кромки 24 и второй режущий зуб 25 второй режущей кромки 26, причём первая режущая кромка 24 отстоит от второй режущей кромки 26 в окружном направлении U по меньшей мере на один угловой шаг T, а сектор 22 фрезы охватывает центральный угол, меньший углового шага T или равный ему. В примере на фиг. 12 сектор 22 фрезы соответствует угловому шагу T, но в вариантах осуществления можно реализовать сектор 22 фрезы так, что он будет меньше углового шага T. Например, данный сектор фрезы может составлять от 1/3 до 1/2 углового шага.
В целом показано, что с помощью фрезы, предложенной в настоящем документе, и предлагаемого способа ее изготовления можно реализовать фрезу, позволяющую достичь повышенной механической прочности, сравнительно высокого уровня качества поверхности и увеличенного срока службы.
Список ссылок
1 Фреза
2 Цилиндрический хвостовик
3 Режущая головка
4 Рабочая ось вращения
5 Режущая кромка
5.1 – 5.4 Участок режущей кромки
6 Тело фрезы
7 Стружечная канавка
8 Поверхность стружечной канавки
9 Основание стружечной канавки
10 Линия пересечения
10‘ Линия контура
11 Первый отрезок
12 Второй отрезок
13 Переходная область
13.1 Переходная область, первый вариант
13.2 Переходная область, второй вариант
14 Край задней поверхности
15 Задняя поверхность
16 Выходное отверстие
17 Точка пересечения
18 Точка поворота
19 Режущий зуб
20 Боковые поверхности режущего зуба
21 Седлообразный участок
22 Сектор фрезы
23 Первый режущий зуб
24 Первая режущая кромка
25 Второй режущий зуб
26 Вторая режущая кромка
U Окружное направление
R Рабочее направление вращения
F Радиус режущей кромки
T Угловой шаг
P Профиль режущей кромки
L Осевая длина
G Радиус основания стружечной канавки
H Высота
B Ширина
S Профиль основания стружечной канавки
E Ширина задней поверхности
D Минимальный диаметр профиля
W1 Задний угол
W2 Угол заострения
W3 Передний угол
Реферат
Фреза (1), в частности концевая или насадная фреза, чистовая фреза, предпочтительно для обработки елочных пазов (1, 1', 1''), имеющая рабочую область (3), вращаемую по отношению к рабочей оси (4) вращения для фрезерования заготовки и по меньшей мере одну режущую кромку (5), проходящую поперечно к окружному направлению (U) рабочей оси (4) вращения (4). По меньшей мере одна из режущих кромок (5) включает по меньшей мере один участок (5.1-5.4), на котором профиль (Р) режущей кромки, определяемый радиальным расстоянием (F) между режущей кромкой (5) и рабочей осью (4) вращения нелинейно изменяется вдоль режущей кромки (5), причем режущая кромка на этом участке (5.1-5.4) снабжена стружечной канавкой (7), проходящей по отношению к этой режущей кромке (5) радиально внутрь к рабочей оси (4) вращения и имеющей основание (9, 10, 10') стружечной канавки, следующее профилю (Р) режущей кромки, по меньшей мере на участках (5.1-5.4) режущей кромки с нелинейным профилем (Р). 2 н. и 15 з.п. ф-лы, 13 ил.
Комментарии