Режущая пластина, корпус инструмента и их узел - RU2650816C2
Код документа: RU2650816C2
Чертежи


Описание
Область техники, к которой относится изобретение
Настоящее раскрытие относится к режущей пластине, используемой для резания или механической обработки канавок, корпусу инструмента для ее приема и узлу, в котором режущая пластина и корпус инструмента сопряжены друг с другом.
Уровень техники
В общем, режущая пластина крепится к режущему инструменту, установленному на инструменте для механической обработки, для использования для резания заготовки, состоящей из железистых, нежелезистых металлов, неметаллических материалов и т.д.
Такая режущая пластина в общем включает в себя тело, режущий участок, обеспеченный на кромке верхней поверхности тела для непосредственного резания заготовки, и крепежный участок, обеспеченный на теле, для крепления к корпусу режущего инструмента. В особенности, режущий участок включает в себя первую и вторую главные режущие кромки, соответственно образованные на двух длинных кромках верхней поверхности в форме прямоугольника тела, и первую и вторую вспомогательные режущие кромки, соответственно образованные на двух коротких кромках. Крепежный участок включает в себя первое и второе крепежные отверстия, продолжающиеся через тело от верхней поверхности до нижней поверхности. Дополнительно, для обеспечения их поворота на 180 градусов и повторного использования первая и вторая главные режущие кромки, первая и вторая вспомогательные режущие кромки и первое и второе крепежные отверстия соответственно имеют симметричные формы на 180 градусов в отношении центра верхней поверхности.
При этом корпус инструмента в общем включает в себя два или более карманов для стружки, имеющих канавку в форме кармана для выпуска стружек, плоский участок, обеспеченный на каждом из карманов для стружки для крепления режущей пластины, и перегородку, образующую границу между первым и вторым карманами.
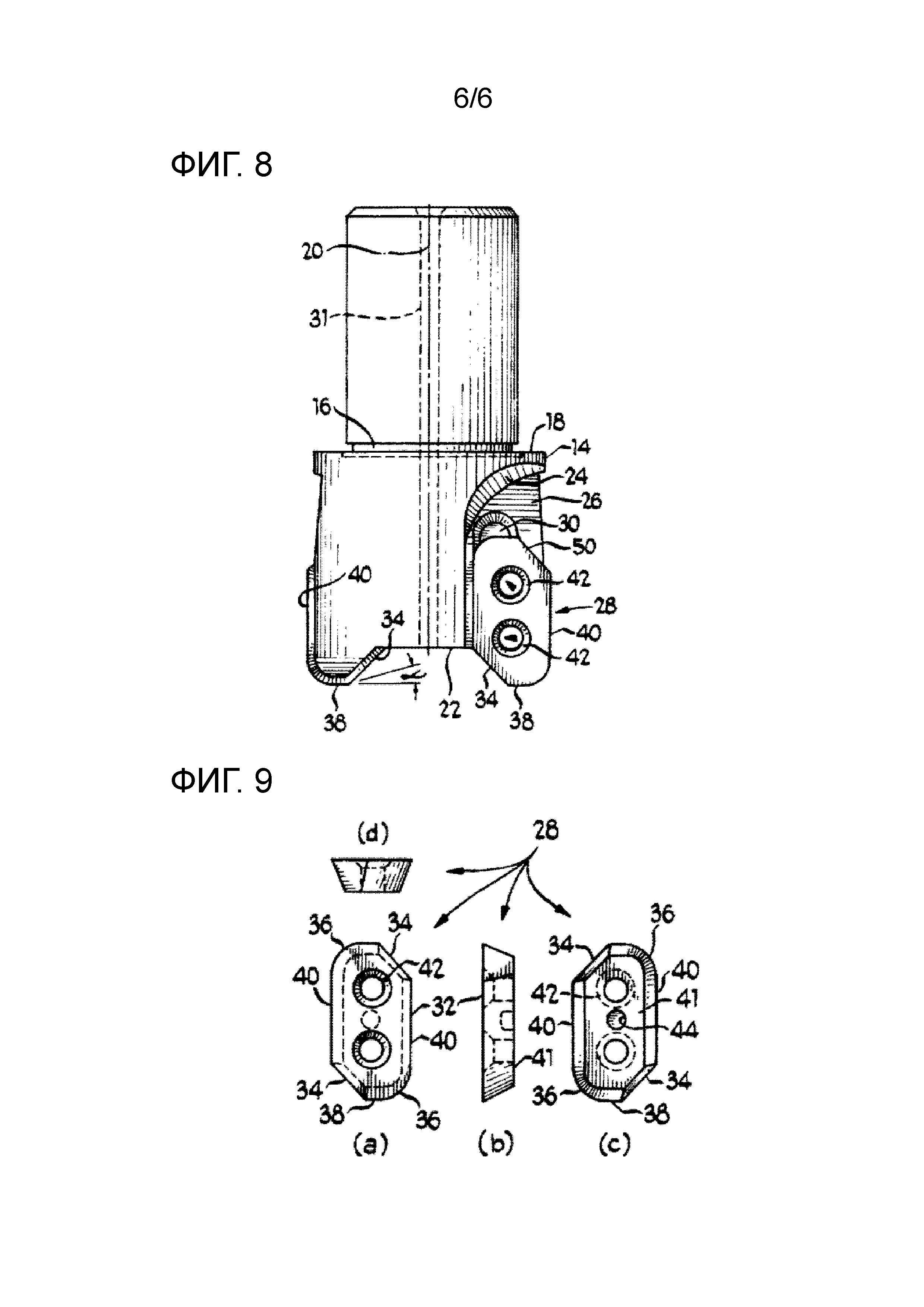
Одна из соответствующих фрез с режущими пластинами раскрыта в патенте США № 5,893,683, которая имеет такую конструкцию, что, как проиллюстрировано на Фиг. 9B и 9C, нижняя поверхность 41 режущей пластины 28 имеет плоскую форму и, как проиллюстрировано на Фиг. 8, плоский участок 26 нижней поверхности корпуса инструмента, скрепленный с нижней поверхностью 41 режущей пластины 28, имеет соответственно плоскую форму. Дополнительно, как проиллюстрировано на Фиг. 9B и 9C, задняя поверхность 45 главной кромки, которая образует главную боковую поверхность режущей пластины 28, наклонена в отношении верхней поверхности 32 и нижней поверхности 41, при этом образуя плоскую плоскость. Дополнительно, как проиллюстрировано на Фиг. 8 и 9A, 9B и 9C, глухая канавка 44 для увеличения крутящего момента крепления с корпусом инструмента образована между первым и вторым крепежными отверстиями 42, причем глухая канавка 44 имеет замкнутую форму так, что глухая канавка 44 не продолжается насквозь до верхней поверхности 32, но образована в участке нижней поверхности 41.
Однако соответствующая технология, описанная выше, имеет проблему ухудшенного крутящего момента крепления между частями, позволяющего режущей пластине 28 выходить из корпуса инструмента, так как каждая из нижней поверхности 41 режущей пластины 28, где режущая пластина 28 и корпус инструмента находятся в контакте, и нижней поверхности корпуса инструмента имеет плоскую форму.
Дополнительно, так как задняя поверхность 45 главной кромки режущей пластины 28 образует плоскую плоскость, она не имеет части, которая может служить в качестве фиксирующего участка так, что режущая пластина выходит из корпуса инструмента при подвергании воздействию центробежной силы или центростремительной силы во время процесса резания, что является проблематичным.
Дополнительно, для того, чтобы наносить покрытие на режущую пластину 28, два штыря (не проиллюстрированы) вставляются в первое и второе крепежные отверстия (см. ссылочную позицию 42) соответственно, после чего режущая пластина 28 загружается в печь для нанесения покрытия (не проиллюстрирована) для нанесения покрытия на нее. Во время этого процесса, так как одна режущая пластина 28 занимает два штыря, загрузка значительно уменьшается.
Раскрытие изобретение
Техническая проблема
Технической задачей настоящего раскрытия является обеспечение режущей пластины, корпуса инструмента и их узла, который может предотвращать выход режущей пластины из корпуса инструмента.
Другой технической задачей настоящего раскрытия является обеспечение режущей пластины, имеющей такую конструкцию, что загрузка увеличивается во время нанесения покрытия на режущую пластину.
Решение проблемы
Для достижения вышеуказанной цели режущая пластина согласно примерному варианту выполнения включает в себя тело режущей пластины и участок крепления к корпусу инструмента, обеспеченный в теле режущей пластины, для крепления к корпусу инструмента, причем участок крепления к корпусу инструмента включает в себя одно или более крепежных отверстий, образованных путем прохождения через тело режущей пластины от верхней поверхности до нижней поверхности, и одну или более фиксирующих выемок, образованных путем углубления в периферии нижней поверхности тела режущей пластины.
Периферия нижней поверхности может включать в себя первый, второй, третий и четвертый участки кромки нижней поверхности последовательно вдоль ее периметра, одна или более фиксирующих выемок могут включать в себя первую и вторую фиксирующие выемки, и каждая из первой и второй фиксирующих выемок может быть образована путем углубления в первом и третьем участках кромки нижней поверхности.
Первая фиксирующая выемка может иметь наклонную форму так, что она углублена на постепенно увеличивающуюся глубину вдоль направления от второго участка кромки нижней поверхности до четвертого участка кромки нижней поверхности, а вторая фиксирующая выемка может иметь наклонную форму так, что она углублена на постепенно увеличивающуюся глубину вдоль направления от четвертого участка кромки нижней поверхности до второго участка кромки нижней поверхности.
Первая и вторая фиксирующая выемки могут иметь симметричную форму друг с другом на 180 градусов в отношении центра нижней поверхности.
Первая главная режущая кромка, первая вспомогательная режущая кромка, первая наклонная режущая кромка, вторая главная режущая кромка, вторая вспомогательная режущая кромка и вторая наклонная режущая кромка могут быть образованы последовательно на верхней поверхности тела режущей пластины вдоль ее периметра. Боковая поверхность тела режущей пластины может включать в себя последовательно вдоль ее периметра первую главную боковую поверхность, соединенную с первой главной режущей кромкой, первую вспомогательную боковую поверхность, соединенную с первой вспомогательной режущей кромкой, первую наклонную боковую поверхность, соединенную с первой наклонной режущей кромкой, вторую главную боковую поверхность, соединенную со второй главной режущей кромкой, вторую вспомогательную боковую поверхность, соединенную со второй вспомогательной режущей кромкой, и вторую наклонную боковую поверхность, соединенную со второй наклонной режущей кромкой. Первая фиксирующая выемка может выходить на одну из первой и второй наклонных боковых поверхностей, а вторая фиксирующая выемка может выходить на другую из первой и второй наклонных боковых поверхностей.
Когда высота тела режущей пластины представляет собой «H», глубина каждой из первой и второй фиксирующих выемок представляет собой «h», и угол наклона первой и второй фиксирующих выемок представляет собой «α», то 0,5H>h и 0<α<5º.
Первая главная боковая поверхность может образовывать заднюю поверхность главной кромки, и задняя поверхность главной кромки может включать в себя первую заднюю поверхность в контакте с первой главной режущей кромкой, вторую заднюю поверхность, продолжающуюся от первой задней поверхности и имеющую больший задний угол, чем первая задняя поверхность, третью заднюю поверхность, продолжающуюся от задней поверхности смежно стороне первой вспомогательной боковой поверхности во второй задней поверхности, выпукло изогнутую по направлению к нижней поверхности и имеющую больший задний угол, чем вторая задняя поверхность, четвертую заднюю поверхность, имеющую участок, продолжающийся от второй задней поверхности, и остальной участок, продолжающийся от третьей задней поверхности, и выпукло изогнутую по направлению к первой главной режущей кромке, и пятую заднюю поверхность, продолжающуюся от задней поверхности смежно стороне второй наклонной боковой поверхности в четвертой задней поверхности, наклоненную по направлению к центру нижней поверхности и имеющую такой же задний угол, как и вторая задняя поверхность.
В центре верхней поверхности тела режущей пластины может быть дополнительно образовано центральное отверстие, проходящее через тело режущей пластины от его верхней поверхности до нижней поверхности.
Одно или более крепежных отверстий могут включать в себя первое и второе крепежные отверстия, образованные последовательно в теле режущей пластины, а центральное отверстие может быть образовано в центре между первым и вторым крепежными отверстиями.
При этом корпус инструмента согласно примерному варианту выполнения может включать в себя тело, имеющий плоский участок нижней поверхности, плоский участок главной боковой поверхности и плоский участок наклонной боковой поверхности, и участок крепления режущей пластины, обеспеченный в теле корпуса инструмента, для крепления выполненного на режущей пластине участка крепления к корпусу инструмента. Участок крепления режущей пластины может включать в себя одно или более резьбовых отверстий, образованных в центральном участке плоского участка нижней поверхности, и один или более фиксирующих выступов, выступающих из периферии плоского участка нижней поверхности.
Один или более фиксирующих выступов могут включать в себя первый и второй фиксирующие выступы, периферия плоского участка нижней поверхности может включать в себя первый, второй, третий и четвертый плоские участки кромки последовательно вдоль ее периметра, и каждый из первого и второго фиксирующих выступов может выступать из первого и третьего плоских участков кромки.
Первый фиксирующий выступ может находиться в контакте с внешней периферией корпуса инструмента и может иметь наклонную форму так, что первый фиксирующий выступ выступает на постепенно увеличивающуюся высоту вдоль направления к плоскому участку наклонной боковой поверхности. Второй фиксирующий выступ может находиться в контакте с плоским участком главной боковой поверхности и может иметь наклонную форму так, что второй фиксирующий выступ выступает на постепенно увеличивающуюся высоту вдоль направления к переднему концу корпуса инструмента.
Одно или более резьбовых отверстий могут включать в себя первое и второе резьбовые отверстия, образованные последовательно на центральном участке плоского участка нижней поверхности.
При этом узел режущей пластины и корпуса инструмента, в котором режущая пластина и корпус инструмента собраны друг с другом, может включать в себя режущую пластину, имеющую крепежный участок, выполненный в теле режущей пластины, для крепления к корпусу инструмента, и тело корпуса инструмента, имеющее крепежный участок, выполненный в теле корпуса инструмента, для крепления участка крепления режущей пластины к корпусу инструмента. Участок крепления к корпусу инструмента может включать в себя одно или более крепежных отверстий, образованных через центральный участок тела режущей пластины от верхней поверхности до нижней поверхности, и одно или более фиксирующих выемок, образованных путем углубления в периферию нижней поверхности тела режущей пластины, а участок крепления режущей пластины может включать в себя резьбовое отверстие, соответствующее каждому из одного или более крепежных отверстий, и фиксирующий выступ для фиксации в каждой из одной или более фиксирующих выемок.
Предпочтительные технические результаты изобретения
Как описано выше, режущая пластина, корпус инструмента и их узел согласно примерному варианту выполнения могут обеспечивать следующие технические результаты.
Согласно примерным вариантам выполнения, так как одна или более фиксирующих выемок образованы в нижней поверхности тела режущей пластины, выход режущей пластины из корпуса инструмента может быть предотвращен. В особенности, когда первая и вторая фиксирующие выемки образованы в первом и третьем участках кромки нижней поверхности нижней поверхности тела режущей пластины, первая и вторая фиксирующие выемки имеют наклонную форму так, что они углублены на постепенно увеличивающуюся глубину вдоль направления ко второму или четвертому участку кромки нижней поверхности. Соответственно, так как угол спирали может быть выполнен равным углу наклона, нагрузка процесса во время процесса на большой глубине может быть уменьшена. Более того, так как наклонная форма первой и второй фиксирующих выемок обеспечивает увеличение площади крепления при увеличении глубины резания в продольном направлении, крутящий момент крепления может поддерживаться стабильным в отношении нагрузки процесса во время процесса на большой глубине. Дополнительно, так как первый и второй фиксирующие выступы образованы в теле корпуса инструмента для фиксации в первой и второй фиксирующих выемках в наклонной форме, на плоском участке нижней поверхности тела корпуса инструмента образуется нарост, и он предотвращает выход режущей пластины из-за центробежной силы, генерируемой во время высокоскоростного процесса.
Дополнительно, согласно примерному варианту выполнения, так как центральное отверстие дополнительно образовано в центре верхней поверхности тела режущей пластины путем прохождения через тело режущей пластины от верхней поверхности до нижней поверхности, один штырь может вставляться в одно центральное отверстие для нанесения покрытия во время процесса нанесения покрытия для нанесения покрытия на режущую пластину. Соответственно, по сравнению с соответствующим примером, в котором штыри вставляются в соответственные первое и второе крепежные отверстия, множественное отклонение тонких пленок, возникающее во время массового производства, может быть минимизировано, и загрузка за нанесение покрытия может быть увеличена.
Дополнительно, согласно примерному варианту выполнения, так как задняя поверхность главной кромки режущей пластины включает в себя первую, вторую, третью, четвертую и пятую задние поверхности, каждая из которых имеет соответствующий задний угол и, таким образом, имеет неровную, ступенчатую форму, выход режущей пластины из-за центробежной силы или центростремительной силы может быть предотвращен.
Краткое описание чертежей
Фиг. 1 представляет собой вид в перспективе узла режущей пластины-корпуса инструмента согласно примерному варианту выполнения;
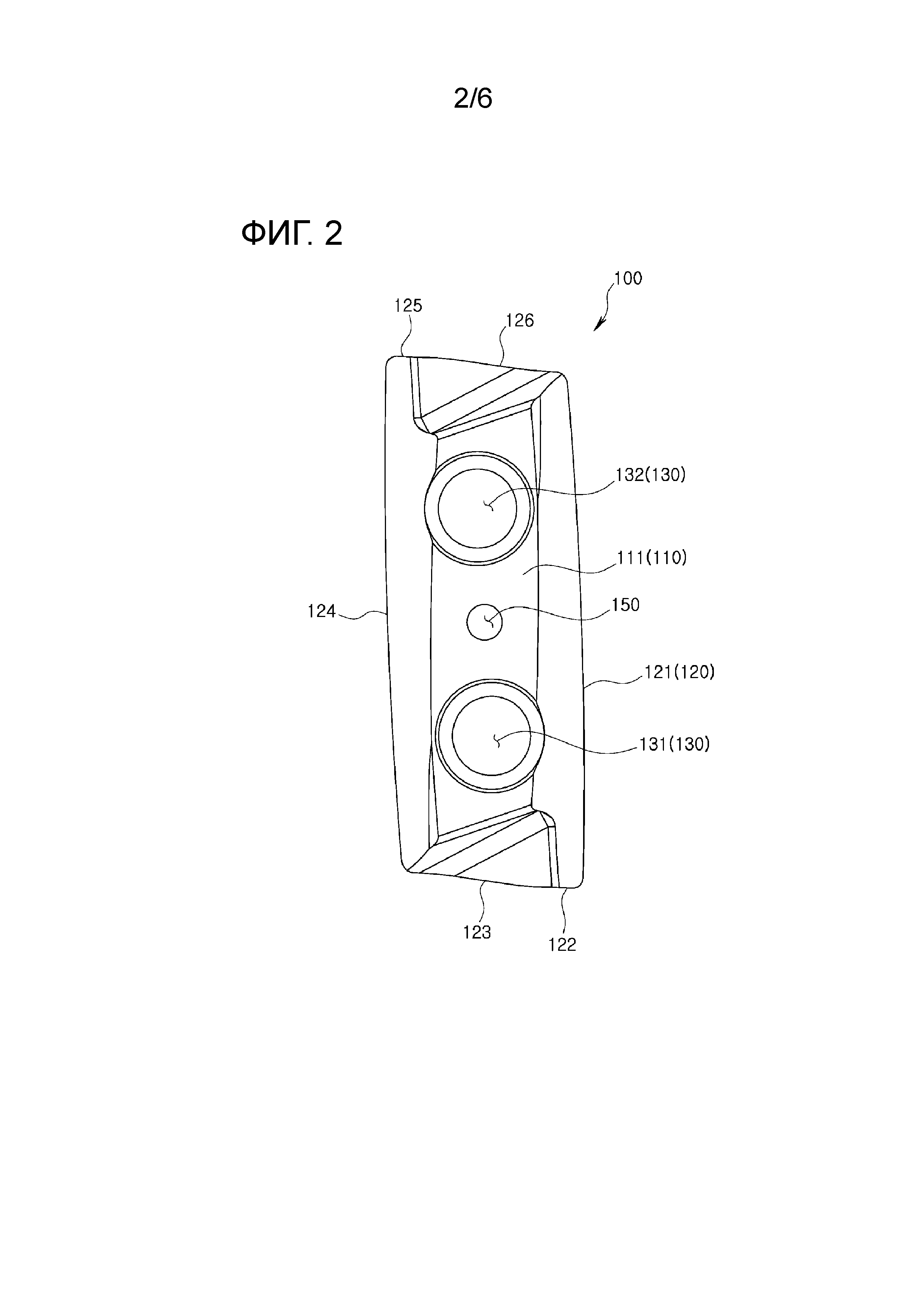
Фиг. 2 представляет собой вид сверху узла режущей пластины-корпуса инструмента на Фиг. 1, иллюстрирующий верхнюю поверхность режущей пластины;
Фиг. 3 представляет собой вид снизу, показывающий нижнюю поверхность режущей пластины на Фиг. 2;
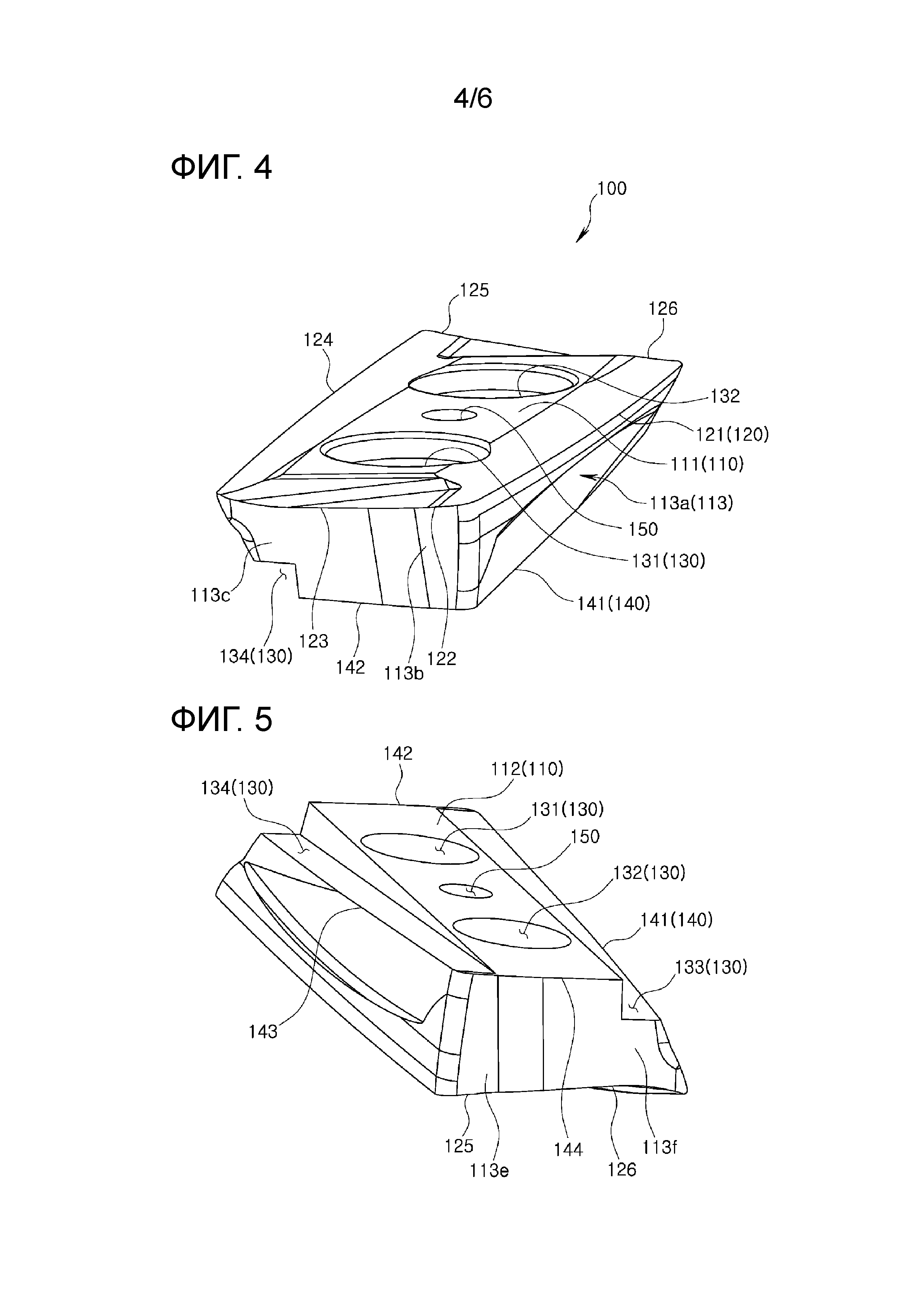
Фиг. 4 представляет собой вид сверху в перспективе, показывающий режущую пластину на Фиг. 2 сверху;
Фиг. 5 представляет собой вид снизу в перспективе, показывающий режущую пластину на Фиг. 2 снизу;
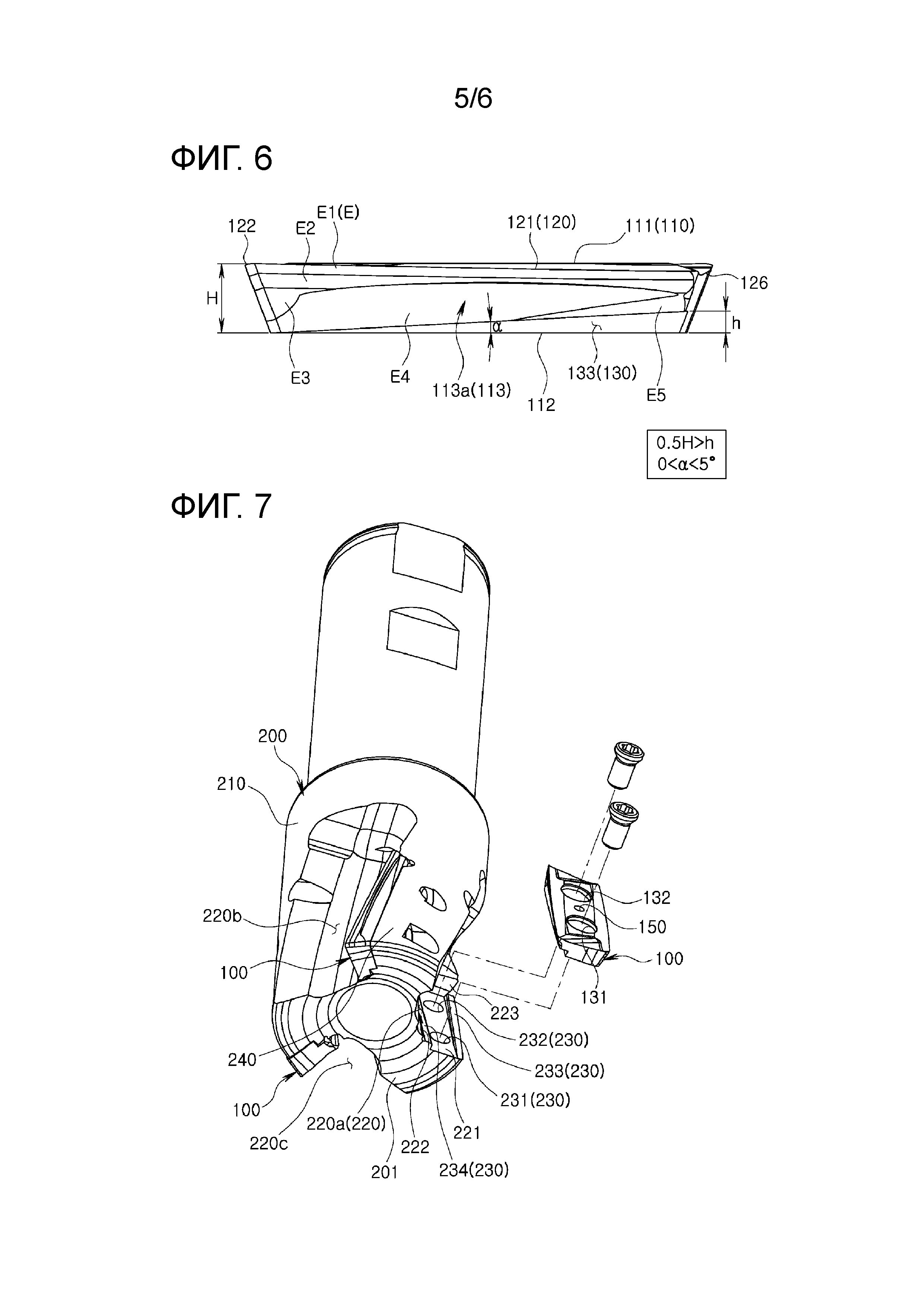
Фиг. 6 представляет собой вид, иллюстрирующий заднюю поверхность главной кромки, образующую главную боковую поверхность режущей пластины на Фиг. 2;
Фиг. 7 представляет собой разобранный вид в перспективе узла режущей пластины-корпуса инструмента на Фиг. 1;
Фиг. 8 представляет собой вид спереди, показывающий соответствующую фрезу с режущей пластиной; и
Фиг. 9 иллюстрирует режущую пластину фрезы с режущей пластиной на Фиг. 8, причем Фиг. 9A представляет собой вид сверху верхней поверхности режущей пластины, Фиг. 9B представляет собой вид сбоку длинной главной боковой поверхности режущей пластины, Фиг. 9C представляет собой вид снизу нижней поверхности режущей пластины и Фиг. 9D представляет собой вид короткой вспомогательной боковой поверхности режущей пластины.
Вариант выполнения для изобретения
Ниже примерные варианты выполнения настоящего раскрытия будут описаны подробно со ссылкой на сопровождающие чертежи, чтобы позволять специалистам в данной области техники легко эксплуатировать настоящее раскрытие. Однако настоящее раскрытие может быть осуществлено в некоторых других формах и не должно быть ограничено определенными вариантами выполнения, описанными здесь.
Фиг. 1 представляет собой вид в перспективе узла режущей пластины-корпуса инструмента согласно примерному варианту выполнения, Фиг. 2 представляет собой вид сверху узла режущей пластины-корпуса инструмента на Фиг. 1, иллюстрирующий верхнюю поверхность режущей пластины, а Фиг. 3 представляет собой вид снизу, показывающий нижнюю поверхность режущей пластины на Фиг. 2.
Фиг. 4 представляет собой вид сверху в перспективе, показывающий режущую пластину на Фиг. 2, если смотреть сверху, а Фиг. 5 представляет собой вид снизу в перспективе, показывающий режущую пластину на Фиг. 2, если смотреть снизу.
Согласно примерному варианту выполнения, режущая пластина 100 включает в себя тело 100 режущей пластины, режущий участок 120, периферию 140 нижней поверхности и участок 130 крепления к корпусу инструмента, которые проиллюстрированы на Фиг. 1-5.
Тело 110 режущей пластины образует тело режущей пластины 100 и, как проиллюстрировано на Фиг. 1, 4 и 5, он в общих чертах принимает форму шестигранника, включающего в себя верхнюю поверхность 111, нижнюю поверхность 12 и боковую поверхность 113. Например, боковая поверхность 113 может быть разделена на длинную главную боковую поверхность 113a, короткую вспомогательную боковую поверхность 113b и короткую наклонную боковую поверхность 113c между главной боковой поверхностью 113a и вспомогательной боковой поверхностью 113b.
Режущий участок 120 представляет собой участок, который непосредственно режет заготовку и, как проиллюстрировано на Фиг. 2 и 3, включает в себя первую главную режущую кромку 121, первую вспомогательную режущую кромку 122, первую наклонную режущую кромку 123, вторую главную режущую кромку 124, вторую вспомогательную режущую кромку 125 и вторую наклонную режущую кромку 126, которые образованы на верхней поверхности 111 тела 110 режущей пластины последовательно вдоль периметра в направлении по часовой стрелке (или направлении против часовой стрелки на Фиг. 3, которая представляет собой вид снизу Фиг. 2). В особенности, как проиллюстрировано на Фиг. 3, когда боковая поверхность 113 тела 110 режущей пластины включает в себя в направлении против часовой стрелки вдоль ее периметра первую главную боковую поверхность 113a, первую вспомогательную боковую поверхность 113b, первую наклонную боковую поверхность 113c, вторую главную боковую поверхность 113d, вторую вспомогательную боковую поверхность 113e и вторую наклонную боковую поверхность 113f, первая главная режущая кромка 121 может быть соединена с первой главной боковой поверхностью 113a, первая вспомогательная режущая кромка 122 может быть соединена с первой вспомогательной боковой поверхностью 113b, первая наклонная режущая кромка 123 может быть соединена с первой наклонной боковой поверхностью 113c, вторая главная режущая кромка 124 может быть соединена со второй главной боковой поверхностью 113d, вторая вспомогательная режущая кромка 125 может быть соединена со второй вспомогательной боковой поверхностью 113e, а вторая наклонная режущая кромка 126 может быть соединена со второй наклонной боковой поверхностью 113f. Более того, снова со ссылкой на Фиг. 2, каждая из первой главной режущей кромки 121, первой вспомогательной режущей кромки 122 и первой наклонной режущей кромки 123 может иметь симметричную форму на 180 градусов со второй главной режущей кромкой 124, второй вспомогательной режущей кромкой 125 и второй наклонной режущей кромкой 126 в отношении центра верхней поверхности 111. Дополнительно, снова со ссылкой на Фиг. 3, каждая из первой главной боковой поверхности 113a, первой вспомогательной боковой поверхности 113b и первой наклонной боковой поверхности 113c может иметь симметричную форму на 180 градусов со второй главной боковой поверхностью 113d, второй вспомогательной боковой поверхностью 113e и второй наклонной боковой поверхностью 113f в отношении центра нижней поверхности 112. В такой симметричной форме при возникновении износов или повреждений первая главная режущая кромка 121, первая вспомогательная режущая кромка 122 и первая наклонная режущая кромка 123 могут вращаться на 180 градусов так, что могут использоваться вторая главная режущая кромка 124, вторая вспомогательная режущая кромка 125 и вторая наклонная режущая кромка 126.
Периферия 140 нижней поверхности представляет собой участок, который образует кромку, и, как проиллюстрировано на Фиг. 3 и 5, включает в себя первый, второй, третий и четвертый участки 141, 142, 143, 144 кромки нижней поверхности на нижней поверхности тела 110 режущей пластины вдоль ее периметра в направлении против часовой стрелки. Например, хотя не проиллюстрировано, первый, второй, третий и четвертый участки 141, 142, 143, 144 кромки нижней поверхности могут иметь одинаковую длину друг с другом или, как проиллюстрировано на Фиг. 3 и 5, первый и третий участки 141, 143 кромки нижней поверхности, противоположные друг другу, могут быть относительно более длинными, при этом остальные, т.е. второй и четвертый участки 142, 144 кромки нижней поверхности, могут быть относительно более короткими.
Ниже один примерный вариант выполнения будет описан со ссылкой на пример, в котором первый и третий участки 141, 143 кромки нижней поверхности, противоположные друг другу, могут быть относительно более длинными, при этом остальные, т.е. второй и четвертый участки 142, 144 кромки нижней поверхности, могут быть относительно более короткими. Отражая вышесказанное, описание ниже будет ссылаться на первый и третий участки 141, 143 кромки нижней поверхности соответственно как на «первый и второй участки кромки нижней поверхности длинного направления» (ниже на которые ссылаются под ссылочной позицией «141»), и ссылаться на второй и четвертый участки 142, 144 кромки нижней поверхности соответственно как на «первый и второй участки кромки нижней поверхности короткого направления» (ниже на которые ссылаются под ссылочной позицией «144»). Более того, снова со ссылкой на Фиг. 3, первый участок 141 кромки нижней поверхности длинного направления и первый участок 142 кромки нижней поверхности короткого направления могут иметь симметричную форму на 180 градусов со вторым участком 143 кромки нижней поверхности длинного направления и вторым участком 144 кромки нижней поверхности короткого направления в отношении центра нижней поверхности 112.
Как проиллюстрировано на Фиг. 2-5, участок 130 крепления к корпусу инструмента выполнен на теле 110 режущей пластины для крепления к корпусу инструмента 200 и включает в себя одно или более крепежных отверстий (см. ссылочные позиции 131, 132) и один или более фиксирующих выемок (см. ссылочные позиции 133, 134).
Как проиллюстрировано на Фиг. 2 и 4, одно или более крепежных отверстий (см. ссылочные позиции 131, 132) могут быть образованы путем прохождения через тело 110 режущей пластины от верхней поверхности 111 до нижней поверхности 112. Конкретнее, одно или более крепежных отверстий могут включать в себя первое и второе крепежные отверстия 131, 132, последовательно образованные в длинном направлении.
Как проиллюстрировано на Фиг. 3 и 5, одна или более фиксирующих выемок (см. ссылочные позиции 133, 134) могут включать в себя первую и вторую фиксирующие выемки 133, 134 и, как проиллюстрировано на Фиг. 3 и 5, первая и вторая фиксирующие выемки 133, 134 могут быть образованы путем углубления в нижней поверхности 112 тела 110 режущей пластины. Например, как проиллюстрировано на Фиг. 3 и 5, первая и вторая фиксирующие выемки 133, 134 могут быть образованы путем соответственного углубления в первом и втором участках 141, 143 кромки нижней поверхности длинного направления нижней поверхности 112 тела 110 режущей пластины или могут быть образованы путем соответственного углубления в первом и втором участках 142, 144 кромки нижней поверхности короткого направления нижней поверхности 112 тела 110 режущей пластины, хотя не проиллюстрировано. Соответственно, первая и вторая фиксирующие выемки 133, 134 режущей пластины 100 могут предотвращать выход режущей пластины 100 из корпуса инструмента 200.
В особенности, как проиллюстрировано на Фиг. 3 и 5, первая фиксирующая выемка 133 может иметь наклонную форму так, что первая фиксирующая выемка 133 углублена на постепенно увеличивающуюся глубину вдоль направления от первого участка 142 кромки нижней поверхности короткого направления до второго участка 144 кромки нижней поверхности короткого направления, а вторая фиксирующая выемка 134 может иметь наклонную форму так, что вторая фиксирующая выемка 134 углублена на постепенно увеличивающуюся глубину вдоль направления от второго участка 144 кромки нижней поверхности короткого направления до первого участка 142 кромки нижней поверхности короткого направления. Соответственно, так как угол спирали может быть выполнен равным углу наклона α, нагрузка процесса может быть уменьшена во время процесса на большой глубине. Более того, так как наклонная форма первой и второй фиксирующих выемок 133, 134, описанных выше, обеспечивает соответственное увеличение площади крепления при увеличении глубины резания в продольном направлении крутящий момент крепления может поддерживаться стабильным в отношении нагрузки процесса во время процесса на большой глубине. При этом, хотя не проиллюстрировано, может быть предусмотрен другой пример, в котором первая фиксирующая выемка 133 может иметь наклонную форму так, что первая фиксирующая выемка 133 углублена на постепенно увеличивающуюся глубину вдоль направления от второго участка 144 кромки нижней поверхности короткого направления до первого участка 142 кромки нижней поверхности короткого направления, а вторая фиксирующая выемка 134 может иметь наклонную форму так, что вторая фиксирующая выемка 134 углублено на постепенно увеличивающуюся глубину вдоль направления от первого участка 142 кромки нижней поверхности короткого направления до второго участка 144 кромки нижней поверхности короткого направления.
Такие первая и вторая фиксирующие выемки 133, 134 могут иметь симметричную форму друг с другом на 180 градусов в отношении центра нижней поверхности 112. Это обеспечивает использование второй главной режущей кромки 124, второй вспомогательной режущей кромки 125 и второй наклонной режущей кромки 126 при возникновении износов или повреждений в первой главной режущей кромке 121, первой вспомогательной режущей кромке 122 и первой наклонной режущей кромке 123 путем вращения их на 180 градусов.
Более того, снова со ссылкой на Фиг. 5, первая фиксирующая выемка 133 может выходить на вторую наклонную боковую поверхность 113f и, снова со ссылкой на Фиг. 4, вторая фиксирующая выемка 134 может выходить на первую наклонную боковую поверхность 113c. То есть такая конструкция выхода может обеспечивать максимизированную наклонную площадь первой и второй фиксирующих выемок 133, 134, что может дополнительно предотвращать выход режущей пластины 100 из корпуса инструмента 200. При этом в другом примере, хотя не проиллюстрировано, может быть осуществлено так, что первая фиксирующая выемка 133 может выходить на первую наклонную боковую поверхность 113c, а вторая фиксирующая выемка 134 может выходить на вторую наклонную боковую поверхность 113f.
Для более подробного описания конкретных проектных спецификаций первая и вторая фиксирующие выемки 133, 134 могут быть выполнены с возможностью удовлетворения математических выражений 0,5H>h и 0<α<5°, где «H» обозначает высоту тела 110 режущей пластины, «h» представляет собой глубину каждой из первой и второй фиксирующих выемок 133, 134, а «α» представляет собой угол наклона первой и второй фиксирующих выемок 133, 134. В особенности, испытания подтвердили, что, когда h равна или больше 0,5H, и α больше 5°, прочность режущей пластины 100 будет ухудшаться, таким образом, вызывая повреждение режущей пластины 100 во время высокоскоростного процесса, но когда «h» меньше 0,5H и «α» составляет от 0 до 5°, интенсивность повреждения режущей пластины 100 во время высокоскоростного процесса может поддерживаться почти такой же, как в соответствующей технологии, где отсутствуют первая и вторая фиксирующие выемки 133, 134, при этом выход режущей пластины 100 из корпуса инструмента 200 также предотвращался.
Ниже первая и вторая главные боковые поверхности 113a, 113d, имеющие заднюю поверхность E главной кромки, будут описаны подробно со ссылкой на Фиг. 6.
Фиг. 6 представляет собой вид, иллюстрирующий заднюю поверхность главной кромки, образующую главную боковую поверхность режущей пластины на Фиг. 2.
Как проиллюстрировано на Фиг. 6, вторая главная боковая поверхность 113d имеет симметричную форму на 180 градусов с первой главной боковой поверхностью 113a в отношении верхней поверхности 111 тела 110 режущей пластины. Соответственно, только первая главная боковая поверхность 113a будет главным образом описана ниже для краткости.
Первая главная боковая поверхность 113a может образовывать заднюю поверхность Е главной кромки. Конкретнее, задняя поверхность Е главной кромки, образованная на первой главной боковой поверхности 113a, может включать в себя первую, вторую, третью, четвертую и пятую задние поверхности E1, E2, E3, E4, E5, которые проиллюстрированы на Фиг. 6.
Первая задняя поверхность Е1 представляет собой заднюю поверхность в контакте с первой главной режущей кромкой 121. Вторая задняя поверхность Е2 представляет собой заднюю поверхность, продолжающуюся от первой задней поверхности Е1 и имеющую больший задний угол, чем первая задняя поверхность Е1. Третья задняя поверхность Е3 представляет собой заднюю поверхность, продолжающуюся от задней поверхности смежно стороне первой вспомогательной боковой поверхности 113b во второй задней поверхности Е2, выпукло изогнутую по направлению к первому участку 141 кромки нижней поверхности длинного направления и имеющую больший задний угол, чем вторая задняя поверхность Е2. Четвертая задняя поверхность Е4 представляет собой заднюю поверхность, имеющую участок, продолжающийся от второй задней поверхности Е2, остальной участок, продолжающийся от третьей задней поверхности Е3, и выпукло изогнутую по направлению к первой главной режущей кромке 121. Дополнительно, пятая задняя поверхность Е5 представляет собой заднюю поверхность, продолжающуюся от задней поверхности смежно стороне второй наклонной боковой поверхности 113f в четвертой задней поверхности Е4, наклоненную по направлению к центру нижней поверхности 112 и имеющую такой же задний угол, как и третья задняя поверхность Е3. Соответственно, так как первая, вторая, третья, четвертая и пятая задние поверхности E1, E2, E3, E4, E5 имеют соответствующие задние углы и ступенчатые формы друг с другом (т.е. неровную форму), выход режущей пластины 100 из-за центробежной силы или центростремительной силы может быть предотвращен.
В дополнение, режущая пластина 100 согласно примерному варианту выполнения может дополнительно включать в себя центральное отверстие 150, которое проиллюстрировано на Фиг. 2-5.
Центральное отверстие 150 образовано в центре верхней поверхности 111 тела 110 режущей пластины путем прохождения через тело 110 режущей пластины от верхней поверхности 111 до нижней поверхности 112. Соответственно, так как один штырь (не проиллюстрирован) вставляется в одно центральное отверстие 150 для нанесения покрытия во время процесса нанесения покрытия для нанесения покрытия на режущую пластину 100, по сравнению с соответствующим примером, в котором штыри вставляются в соответственные первое и второе крепежные отверстия 131, 132, множественное отклонение тонких пленок, возникающее во время массового производства, может быть минимизировано, и загрузка за нанесение покрытия может быть увеличена.
Дополнительно, центральное отверстие 150 может быть образовано в центре между первым и вторым крепежными отверстиями 131, 132. Тем самым вращательная симметрия на 180 градусов также может поддерживаться с первым и вторым крепежными отверстиями 131, 132 в отношении центрального отверстия 150.
Ниже корпус инструмента 200 согласно примерному варианту выполнения будет описан со ссылкой на Фиг. 1 и 7.
Фиг. 7 представляет собой разобранный вид в перспективе узла режущей пластины-корпуса инструмента на Фиг. 1.
Как проиллюстрировано на Фиг. 1 и 7, корпус инструмента 200 согласно примерному варианту выполнения включает в себя тело 210 корпуса инструмента, два или более карманов 220 для стружки и участок 230 крепления режущей пластины.
Тело 210 тела образует тело тела 200 инструмента и, как проиллюстрировано на Фиг. 1 и 7, принимает форму приблизительно цилиндрической опоры. Тело 210 тела имеет два или более карманов 220 для стружки вдоль его периметра.
Каждый из двух или более карманов 220 для стружки обеспечен плоским участком 221 нижней поверхности, плоским участком 222 главной боковой поверхности и плоским участком 223 наклонной боковой поверхности, которые проиллюстрированы на Фиг. 1 и 7. В особенности, два или более карманов 220 для стружки могут включать в себя первый, второй и третий карманы 220a, 220b, 220c для стружки, образованные с интервалами вдоль периферии корпуса инструмента 200, причем перегородки 240 автоматически образованы между первым и вторым карманами 220a, 220b для стружки, между вторым и третьим карманами 220b, 220c для стружки и между третьим и первым карманами 220c, 220a для стружки соответственно.
Дополнительно, каждый из двух или более карманов 220 для стружки может иметь спиральную форму. Дополнительно, перегородка 240 между ними также может иметь спиральную форму. Соответственно, так как перегородка 240 может иметь спиральную форму и поддерживать почти постоянную ширину вдоль спиральной формы, жесткость корпуса инструмента 200 может поддерживаться постоянной вдоль переднего конца 201 корпуса инструмента 200 до заднего конца.
Как проиллюстрировано на Фиг. 7, участок 230 крепления режущей пластины обеспечен на теле 210 режущей пластины для крепления режущей пластины 100 и включает в себя одно или более резьбовых отверстий (см. ссылочные позиции 231, 232) и один или более фиксирующих выступов (см. ссылочные позиции 233, 234).
Одно или более резьбовых отверстий (см. ссылочные позиции 231, 232) могут быть образованы в центре длинного направления плоского участка 221 нижней поверхности. Конкретнее, как проиллюстрировано на Фиг. 7, одно или более резьбовых отверстий (см. ссылочные позиции 231, 232) могут включать в себя первое и второе резьбовые отверстия 231, 232, образованные последовательно вдоль длинного направления плоского участка 221 нижней поверхности.
Как проиллюстрировано на Фиг. 7, один или более фиксирующих выступов (см. ссылочные позиции 233, 234) могут включать в себя первый и второй фиксирующие выступы 233, 234 и, как проиллюстрировано на Фиг. 7, первый и второй фиксирующие выступы 233, 234 могут выступать на периферии плоского участка 221 нижней поверхности. Например, как проиллюстрировано на Фиг. 7, каждый из первого и второго фиксирующих выступов 233, 234 может выступать из первого и третьего плоских участков кромки (не проиллюстрированы) (например, двух длинных противоположных кромок плоского участка 221 нижней поверхности), или, хотя не проиллюстрировано, может выступать из третьего и четвертого плоских участков кромки (не проиллюстрированы) (например, двух коротких противоположных кромок плоского участка 221 нижней поверхности). Соответственно, первый и второй фиксирующие выступы 233, 234 корпуса инструмента 200 могут предотвращать выход режущей пластины 100 из корпуса инструмента 200.
В особенности, как проиллюстрировано на Фиг. 7, первый фиксирующий выступ 233 может находиться в контакте с внешней периферией корпуса инструмента 200 и иметь наклонную форму так, что он выступает на постепенно увеличивающуюся высоту в направлении к плоскому участку 223 наклонной боковой поверхности, а второй фиксирующий выступ 234 может находиться в контакте с плоским участком 222 главной боковой поверхности и иметь наклонную форму так, что он выступает на постепенно увеличивающуюся высоту вдоль направления к переднему концу 201 корпуса инструмента 200. Соответственно, так как такие наклонные формы обеспечивают достижение форм, соответствующих первой и второй фиксирующим выемкам 133, 134 режущей пластины 100, описанным выше, может быть выполнен большой угол спирали с первой и второй фиксирующими выемками 133, 134 и, таким образом, нагрузка процесса на большой глубине может быть уменьшена. Более того, так как наклонная форма первого и второго фиксирующих выступов 233, 234, описанных выше, обеспечивает увеличение площади крепления для первой и второй фиксирующих выемок 133, 134 при увеличении глубины резания в продольном направлении крутящий момент крепления может поддерживаться стабильным в отношении нагрузки процесса во время процесса на большой глубине. Дополнительно, первый и второй фиксирующие выступы 233, 234 вызывают образование нароста на плоском участке 221 нижней поверхности тела 210 корпуса инструмента так, что выход режущей пластины 100 из-за центробежной силы из-за высокоскоростного процесса может быть предотвращен.
Такие первый и второй фиксирующие выступы 233, 234 могут иметь симметричную форму друг с другом на 180 градусов в отношении центра плоского участка 221 нижней поверхности. Это обеспечивает использование второй главной режущей кромки 124, второй вспомогательной режущей кромки 125 и второй наклонной режущей кромки 126 при возникновении износов или повреждения в первой главной режущей кромке 121, первой вспомогательной режущей кромке 122 и первой наклонной режущей кромке 123 режущей пластины 100 путем вращения их на 180 градусов.
Ниже узел режущей пластины и корпуса инструмента согласно примерному варианту выполнения будет описан со ссылкой на Фиг. 1 и 7.
Узел режущей пластины и корпуса инструмента согласно примерному варианту выполнения включает в себя режущую пластину 100 и корпус инструмента 200, которые проиллюстрированы на Фиг. 1 и 7. При описании примерного варианта выполнения будет главным образом описана конфигурация для крепления режущей пластины 100 и корпуса инструмента 200, при этом режущая пластина 100 и корпус инструмента 200 описаны как можно короче, так как они уже описаны подробно выше.
Как проиллюстрировано на Фиг. 7, участок 130 крепления к корпусу инструмента, выполненный на режущей пластине 100, включает в себя первое и второе крепежные отверстия 131, 132, образованные через центральный участок тела 110 режущей пластины от верхней поверхности 111 до нижней поверхности 112. Первое и второе крепежные отверстия 131, 132 образованы на расстоянии друг от друга последовательно в направлении дальше от переднего конца 201 корпуса инструмента 200. Как проиллюстрировано на Фиг. 7, участок 230 крепления режущей пластины, выполненный на корпусе инструмента 200, включает в себя первое и второе резьбовые отверстия 231, 232, каждое из которых соответствует первому и второму крепежным отверстиям 131, 132. Дополнительно, первое крепежное отверстие 131 и первое резьбовое отверстие 231 крепятся первым болтом, а второе крепежное отверстие 132 и второе резьбовое отверстие 232 крепятся вторым болтом.
Дополнительно, как проиллюстрировано на Фиг. 7, участок 130 крепления к корпусу инструмента, выполненный на режущей пластине 100, включает в себя первую и вторую фиксирующие выемки 133, 134 каждая из которых образована путем углубления в первый и второй участки 141, 143 кромки нижней поверхности длинного направления нижней поверхности 112 тела 110 режущей пластины, а участок 230 крепления режущей пластины, выполненный на корпусе инструмента 200, включает в себя первый и второй фиксирующие выступы 233, 234, каждый из которых зафиксирован в первой и второй фиксирующих выемках 133, 134. Соответственно, так как первая фиксирующая выемка 133 фиксируется с первым фиксирующим выступом 233, а вторая фиксирующая выемка 234 фиксируется со вторым фиксирующим выступом 234, выход режущей пластины 100 из корпуса инструмента 200 может быть предотвращен.
Как описано выше, режущая пластина, корпус инструмента и их узел согласно примерному варианту выполнения могут обеспечивать следующие технические результаты.
Согласно примерному варианту выполнения, так как одна или более фиксирующих выемок (см. ссылочные позиции 133, 134) образованы в нижней поверхности 112 тела 110 режущей пластины, выход режущей пластины 100 из корпуса инструмента 200 может быть предотвращен. В особенности, когда каждая из первой и второй фиксирующих выемок 133, 134 образовано в первом и втором участках 141, 143 кромки нижней поверхности длинного направления нижней поверхности 112 тела 110 режущей пластины, первая и вторая фиксирующие выемки 133, 134 имеют наклонную форму так, что они углублены на постепенно увеличивающуюся глубину вдоль направления к первому или второму участку 142 или 144 кромки нижней поверхности короткого направления. Соответственно, угол спирали может быть выполнен равным углу наклона так, что нагрузка процесса может быть уменьшена во время процесса на большой глубине. Более того, так как наклонная форма первой и второй фиксирующих выемок 133, 134, описанных выше, обеспечивает увеличение площади крепления при увеличении глубины резания в продольном направлении, крутящий момент крепления может поддерживаться стабильным в отношении нагрузки процесса во время процесса на большой глубине. Дополнительно, так как первый и второй фиксирующие выступы 233, 234 образованы на теле 210 корпуса инструмента для фиксации в первой и второй фиксирующих выемках 133, 134 в наклонной форме, на плоском участке 221 нижней поверхности образуется нарост, таким образом, предотвращая выход режущей пластины 100 из-за центробежной силы, генерируемой во время высокоскоростного процесса.
Дополнительно, согласно примерному варианту выполнения, центральное отверстие 150 дополнительно образовано в центре верхней поверхности 111 тела 110 режущей пластины путем прохождения через тело 110 режущей пластины от верхней поверхности 111 до нижней поверхности 112. Соответственно, так как один штырь (не проиллюстрирован) может вставляться в одно центральное отверстие 150 для нанесения покрытия в процессе нанесения покрытия для нанесения покрытия на режущую пластину 100, по сравнению с соответствующим примером, в котором штыри вставляются в каждое из первого и второго крепежных отверстий, множественные отклонения тонкой пленки могут быть минимизированы, и загрузка за нанесение покрытия может быть увеличена.
Дополнительно, согласно примерному варианту выполнения, так как задняя поверхность Е главной кромки режущей пластины 100 включает в себя первую, вторую, третью, четвертую и пятую задние поверхности E1, E2, E3, E4, E5, каждая из которых имеет соответствующий задний угол и, таким образом, имеет неровную ступенчатую форму, выход режущей пластины 100 из-за центробежной силы или центростремительной силы может быть предотвращен.
Несмотря на то, что примерные варианты выполнения описаны подробно выше, объем охраны настоящего раскрытия не ограничен здесь, но различные изменения и преобразованные формы, использующие основную идею настоящего раскрытия, которая определена в следующей формуле изобретения, также подпадают под объем охраны настоящего раскрытия.
Промышленная применимость
Настоящее раскрытие относится к режущей пластине, корпусу инструмента и их узлу и в связи с этим имеет промышленную применимость, так как оно применимо для резания заготовки.
Реферат
Режущая пластина включает тело и участок крепления к корпусу инструмента. Участок крепления включает одно или более крепежных отверстий, образованных через тело режущей пластины от верхней поверхности до нижней поверхности, и одну или более фиксирующих выемок, образованных путем углубления в периферии нижней поверхности тела режущей пластины. Достигается предотвращение выхода режущей пластины из узла режущей пластины и корпуса инструмента. 2 н. и 7 з.п. ф-лы, 9 ил.
Комментарии