Сменная пластина для концевой фрезы с полусферической головкой - RU2127653C1
Код документа: RU2127653C1
Чертежи



Описание
Предпосылки к созданию изобретения
Это изобретение в общем
относится к сменной пластине для концевой фрезы с полусферической головкой и особенно касается такой сменной пластины, которая имеет синусоидальные волнообразные изгибы вдоль своей режущей кромки для
уменьшения сил резания и вибрации и способствования разлому и удалению стружки.
Из уровня техники хорошо известны сменные пластины для концевых фрез с полусферической головкой. Такие сменные пластины обычно имеют цельный корпус, изготовленный из твердого, износостойкого материала и имеющий, по меньшей мере, одну изогнутую поверхность резания, которая может иметь форму сектора. Сама концевая фреза содержит удлиненную цилиндрическую державку с хвостовиком для прикрепления к вращающейся оправке и полусферический конец, имеющий гнездо в форме сектора для помещения и крепления сменной пластины. Часть режущей кромки, ближайшая к вершине полусферического конца фрезы, на коротком отрезке пересекает ось вращения концевой фрезы, обеспечивая тем самым, что режущая кромка сменной пластины входит в соприкосновение с обрабатываемым изделием вдоль оси вращения державки концевой фрезы, что таким образом делает возможным врезание концевой фрезы в обрабатываемое изделие.
Такие концевые фрезы с полусферической головкой оказались весьма универсальными металлорежущими инструментами, которые позволяют выполнять обработку методом врезания, почти как сверлом, или торцевое фрезерование, как обычной фрезерной головкой, или обработку с образованием наклонной поверхности, которая объединяет движения как врезания, так и торцевой обработки резанием. Однако заявители заметили ряд недостатков в рабочих качествах сменной пластины, используемой с такими концевыми фрезами, рабочие качества которых могли быть значительно улучшены. Например, заявители заметили, что участок режущей кромки, который пересекает ось вращения, подвергается воздействию больших сдвигающих сил, вызывающих образование тепла, так как окружная скорость кромки равна нулю на оси и очень низкая у части кромки вблизи оси. Некоторые конструкторы при конструировании сменных пластин пытались решить эту проблему, профилируя режущую кромку таким образом, чтобы она не имела пересечения с осью вращения. К сожалению, такая конструкция неизбежно приводит к образованию небольшого выступа из нерезанного материала обрабатываемого изделия в точке, где ось вращения державки концевой фрезы пересекает обрабатываемое изделие. Хотя нежелательный выступ из нерезанного материала периодически отламывается под действием усилий, прилагаемых к нему при обработке резанием, на поверхности выреза вдоль оси вращения может образоваться небольшой шероховатый след от режущего инструмента.
К другим недостаткам относятся сравнительно большие силы резания и вибрации, связанные с использованием известной концевой фрезы с полусферической головкой, чем при использовании более обычной (но, к сожалению, менее универсальной) фрезы. По наблюдениям заявителей одной из причин таких более высоких сил резания и вибрации является то, что во время обработки резанием все точки режущей кромки сменных пластин, используемых в таких концевых фрезах, всегда ортогонально соприкасаются с обрабатываемым изделием. Хотя и можно уменьшить силы резания и вибрацию, устанавливая вставной нож под углом к оси вращения державки фрезы (тем самым придавая вставному ножу осевой передний угол), такой способ требует применения сравнительно глубоких гнезд для сменных пластин, в свою очередь ослабляет державку фрезы. Кроме того, такое наклонное крепление сменной пластины может вызывать нежелательную вогнутость в боковых стенках выреза, сделанного концевой фрезой, что таким образом искажает форму выреза, когда желателен точно полусферический профиль выреза.
Наконец, как заметили заявители, некоторые сменные пластины для таких фрез с полусферической головкой не обеспечивают эффективное придание хрупкости стружке, которая образуется при определенных видах обработки резанием. Следовательно, если такая фреза используется при обработке методом врезания материала с высокой вязкостью, сопровождающейся образованием тонкой стружки, сменная пластина, используемая во фрезе, не сможет эффективно придавать хрупкость получаемой в результате стружки, похожей на фольгу, что может мешать удалению стружки по стружкоотводящей канавке на державке фрезы и таким образом препятствовать обработке резанием.
В публикации европейской патентной заявки N 0504608 предлагается сменная пластина для концевой фрезы с полусферической головкой, в котором ширина фаски увеличивается и ширина стружколомателя уменьшается от передней части к задней части режущей кромки сменной пластины для лучшего сопротивления силам, образующимся во время резания. Однако такая конструкция страдает аналогичными недостатками, т. е. наличием у оси вращения, как и в других известных конструкциях, сдвигающих сил, вызывающих образование тепла.
Очевидно, что существует потребность в сменной пластине для использования в концевой фрезе с полусферической головкой, который способен делать закругленные вырезы в обрабатываемом изделии без образования больших напряжений и выделения теплоты трения там, где режущая кромка пересекает центральную линию фрезы. В идеальном случае такая фреза должна обладать способностью резать обрабатываемое изделие с меньшими силами резания и меньшей вибрацией, чем при использовании известных сменных пластин, без необходимости наклона сменной пластины под по существу осевым передним углом, что таким образом уменьшает потребную энергию и увеличивает стойкость режущего инструмента. Наконец было бы желательно, если такая сменная пластина могла бы прикладывать к стружке, образующейся при обработке резанием, значительные усилия для придания ей хрупкости, так чтобы во время обработки резанием завивалась и разламывалась на мелкие куски даже очень тонкая стружка, образующаяся из металлов с высокой вязкостью.
Краткое изложение изобретения
Изобретение относится к сменной пластине для использования в концевой фрезе с полусферической головкой, которая устраняет или смягчает
все вышеуказанные недостатки, связанные со сменными пластинами из уровня техники.
Сменная пластина, согласно изобретению, в общем содержит корпус, имеющий верхнюю поверхность, нижнюю поверхность и, по меньшей мере, одну изогнутую боковую поверхность, и, по меньшей мере, одну изогнутую режущую кромку, определяемую местом пересечения верхней и боковой поверхностей и содержащую множество синусоидальных волнообразных изгибов. Эти изгибы с пользой уменьшают как силы резания, так и вибрацию во время работы сменной пластины без необходимости в наклонном расположении сменной пластины под осевым передним углом, что ослабляло бы державку фрезы, и, кроме того, улучшают завивание, разлом и удаление металлической стружки, образующейся при резании.
Сменная пластина особенно пригодна для использования в державке концевой фрезы, которая вращается вокруг оси и имеет на одном конце хвостовик для крепления державки фрезы к вращающейся оправке и на другом конце гнездо для установки сменной пластины таким образом, чтобы концевая часть изогнутой режущей кромки вращалась вокруг оси вращения. Профиль режущей кромки - изогнутый и предназначен для образования полусферического выреза при вращении державки концевой фрезы. Часть изогнутой режущей кромки пересекает ось вращения державки концевой фрезы. Волнообразные изгибы, кроме того, служат для уменьшения с пользой значительных сдвигающих сил, которые образуются в части режущей кромки, пересекающей ось вращения.
Боковая поверхность сменной пластины содержит нижнюю затылованную часть, которая оканчивается у нижней поверхности корпуса сменной пластины, и верхнюю затылованную часть, которая оканчивается у волнистой режущей кромки. Верхняя затылованная часть расположена между волнистой режущей кромкой и нижней затылованной поверхностью для обеспечения, по меньшей мере, минимального заднего угла с обрабатываемым изделием. Такое сочетание позволяет волнистой режущей кромке делать точно закругленные вырезы, стенки которых по существу свободны от нежелательных бороздок и других следов от режущего инструмента.
Верхняя поверхность корпуса сменной пластины содержит фаску, расположенную позади режущей кромки для ее упрочнения. В предпочтительном варианте осуществления изобретения фаска наклонена под углом 5 -10o к плоскости верхней поверхности для придания кромке положительного переднего угла, что также способствует уменьшению сил резания.
Верхняя поверхность корпуса сменной пластины содержит также канавку для завивания стружки, расположенную позади фаски и имеющую закругленные нижнюю, переднюю и заднюю стенки, при этом концевые части передней и задней стенок наклонены под углом приблизительно 15-30o к плоскости верхней поверхности. Ширина канавки для завивания стружки приблизительно в пять раз больше высоты между самой нижней точкой впадины и самой верхней точкой вершины каждого волнообразного изгиба. Такие размеры в сочетании с положительным передним углом, образуемым режущей кромкой благодаря фаске, позволяют создавать значительные усилия по завиванию стружки, образуемой режущей кромкой, что в свою очередь способствует наклепу стружки. Кроме того, вершины и впадины волнообразных изгибов попеременно прилагают растягивающие и сжимающие силы к такой стружке, что способствует ее дальнейшему наклепу из-за образования складок. В результате сочетания сил, вызывающих завивание и образование складок, стружка приобретает значительную хрупкость, что, в свою очередь, позволяет легко разламывать стружку на мелкие куски, которые по стружкоотводящим каналам во фрезе легко удаляются из места обработки резанием.
Краткое описание
нескольких
фигур
Фиг. 1 - перспективное изображение сменной пластины, согласно изобретению, установленной в концевой фрезе с полусферической головкой.
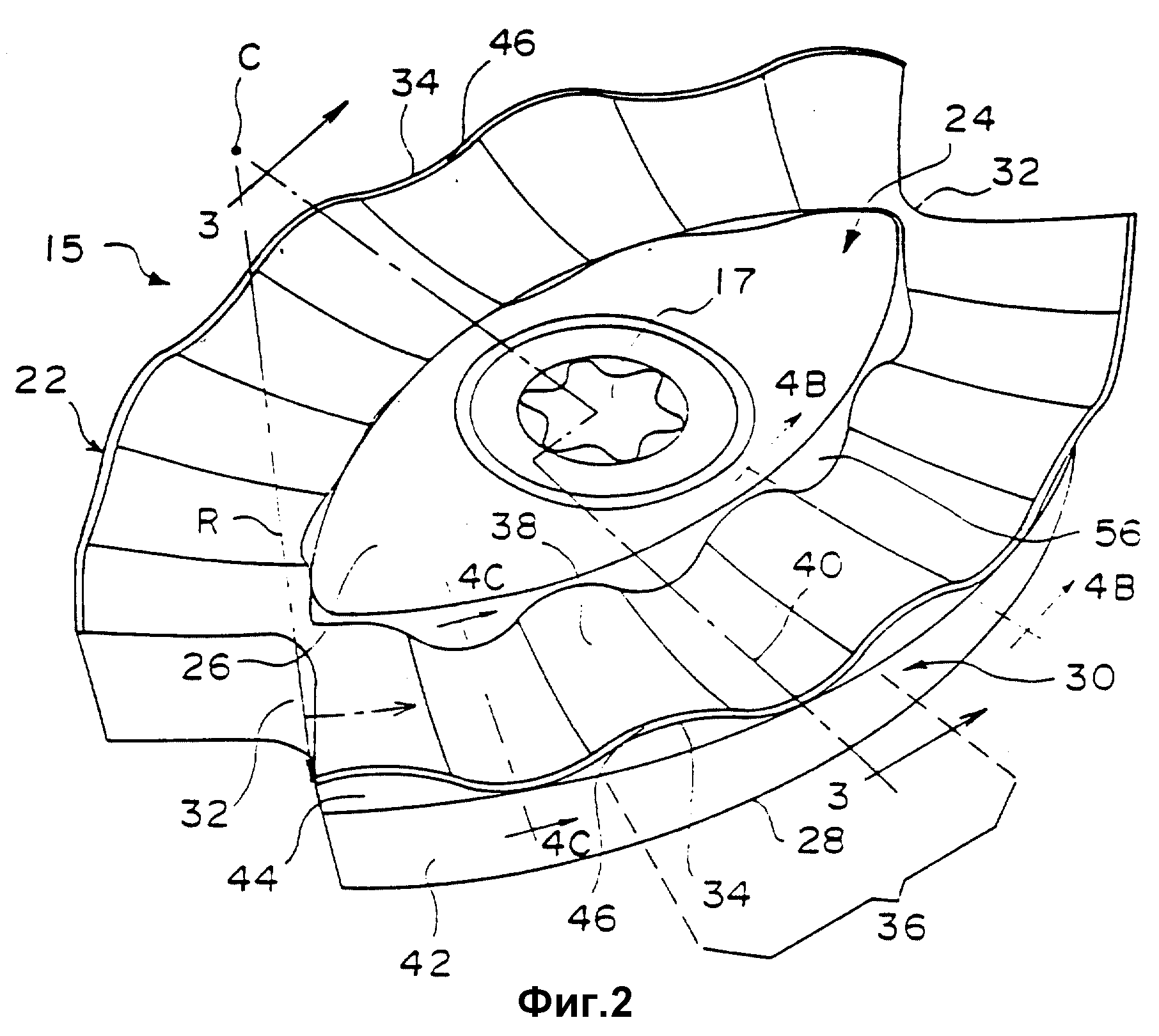
Фиг. 2 - увеличенное перспективное изображение сменной пластины на фиг. 1, показанное без окружающей державки концевой фрезы.
Фиг. 3 - вид сбоку сменной пластины на фиг. 2 в разрезе по линии 3-3.
Фиг. 4A - 4C - увеличенные виды сбоку сменной пластины на фиг. 2 в разрезах по линиям соответственно 3-3, 4B - 4B и 4C - 4C.
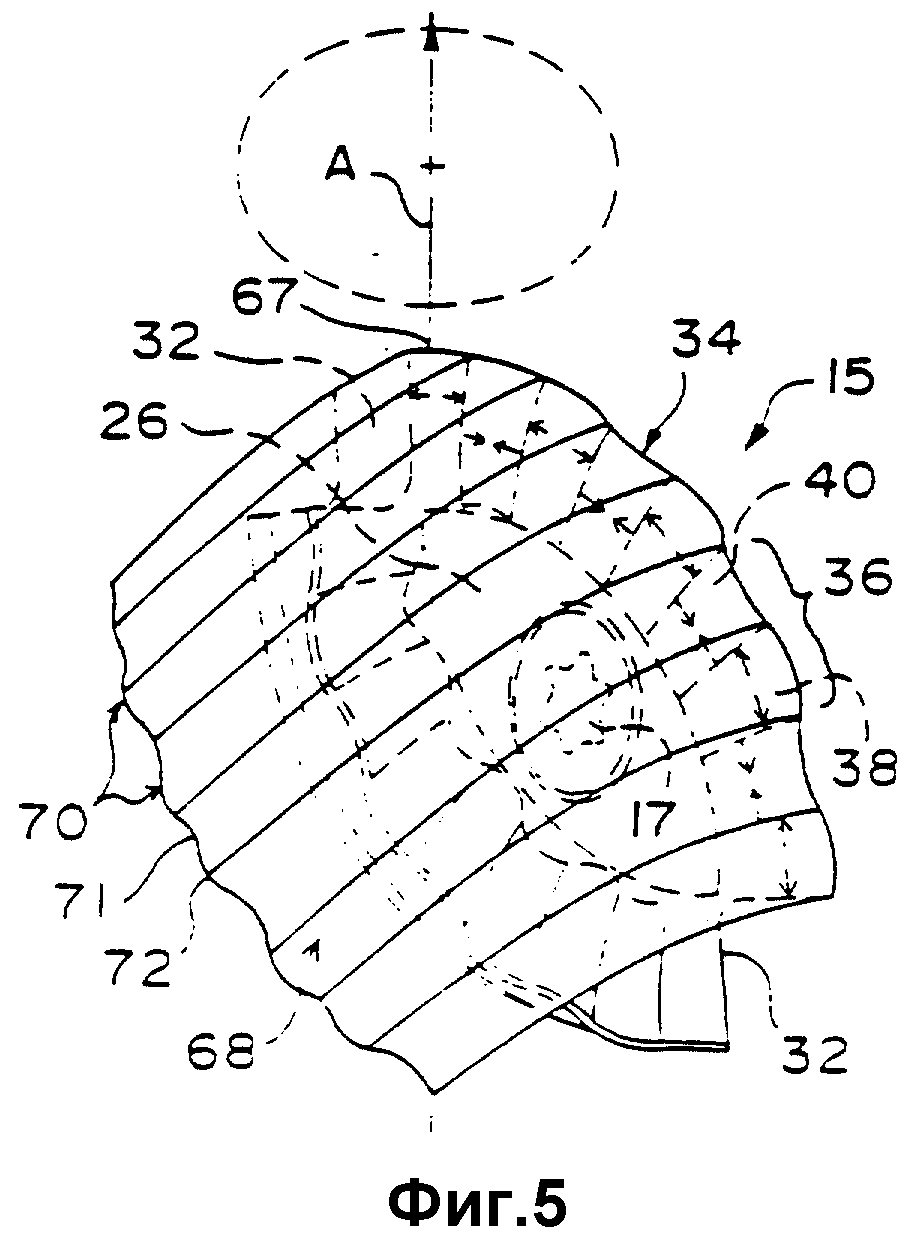
Фиг. 5 - перспективный вид сменной пластины на
фиг. 1, показывающий,
как силы, приложенные к обрабатываемому изделию режущей кромкой сменной пластины, образуют складчатую стружку способом, сходным с показанным на фиг. 6, и
Фиг. 6 - вид
сбоку сменной пластины
с частичным вырывом и концевой фрезы, показанных на фиг.1 и выполняющих обработку изделия резанием.
Подробное описание предпочтительных вариантов осуществления
изобретения
Обратимся к фиг. 1, где аналогичными номерами позиций обозначены элементы, одинаковые с имеющимися на всех фигурах. Изобретение особенно пригодно для использования в концевой
фрезе (1) с
полусферической головкой и с удлиненной державкой 3, которая при выполнении обработки резанием вращается вокруг оси A. Державка 3 концевой фрезы содержит хвостовик 5 с плоским срезом 7,
посредством
которого можно разъемно соединять с вращающейся оправкой (не показаны). Державка 3 концевой фрезы, кроме того, содержит по существу полусферическую концевую часть 9, имеющую гнездо 11 в
виде
углубления, которое по форме соответствует сменной пластине 15, согласно изобретению. Сменная пластина 15 закреплена в гнезде 11 установочным винтом 17. Стопорный заплечик 18 вместе с
углублением на
конце сменной пластины 15 предотвращает вращение сменной пластины относительно установочного винта 17.
Теперь обратимся к фиг. 2 и 3, на которых сменная пластина 15, согласно изобретению, содержит корпус 22, который выполнен целиком из твердого, износостойкого материала, как, например, карбида вольфрама, хотя для этой цели может быть также использовано любое число материалов, хорошо известных из уровня техники. Корпус 22 сменной пластины содержит верхнюю стенку 24, имеющую плоскую часть 26 и плоскую нижнюю стенку 28. Верхняя и нижняя стенки 24 и 28 соединяются между собой двумя противоположными изогнутыми боковыми стенками 30. Корпус 22 сменной пластины, кроме того, содержит два противоположных концевых углубления 32, которые по форме соответствуют стопорному заплечику 18 на державке 3 концевой фрезы для закрепления вставного ножа 15 в гнезде 11, как это описывалось ранее.
Корпус 22 сменной пластины содержит две противоположные, переворачиваемые режущие кромки 34, определяемые местом пересечения изогнутых боковых стенок 30 и верхней стенки 24. Каждая режущая кромка 34 содержит, по меньшей мере, два волнообразных изгиба 36 и более предпочтительно - три-пять волнообразных изгибов, как это лучше всего видно на фиг. 2. Каждый волнообразный изгиб содержит вершину 38 и впадину 40, которые вместе образуют одну синусоидальную волну. В предпочтительном варианте осуществления изобретения волнообразные изгибы 36 имеют одинаковые период и амплитуду. Высота h каждого из волнообразных изгибов 36 предпочтительно составляет не более 40% от максимальной толщины T корпуса 22 сменной пластины. Если высота h намного превышает 40% от толщины T, то тогда корпус 22 сменной пластины становится слишком слабым во впадинах 40 волнообразных изгибов 36, что могло бы привести к поломке сменной пластины 15. С другой стороны, если высота h меньше, чем около 15% от толщины T сменной пластины, тогда в значительной степени снижаются преимущества изобретения в отношении уменьшения силы резания и вибрации. В предпочтительном варианте осуществления изобретения высота h составляет около 25% от толщины T сменной пластины.
Как показано на фиг. 2, каждая режущая кромка 34 изогнута по своей длине относительно центральной точки C круга с радиусом R, в котором центральная точка C лежит в одной плоскости с плоской частью 26 верхней стенки 24. Как показано на фиг. 3, каждая режущая кромка 34 выполнена также изогнутой по своей ширине, так что каждая кромка 34 соответствует стенке сферы S, имеющей одинаковую центральную точку C. Такое профилирование полезно тем, что позволяет делать режущей кромкой 34 полусферический рез в обрабатываемом изделии, используя при этом преимущества, предоставляемые волнообразными изгибами 36 в кромке 34. Каждая из боковых стенок 30 содержит нижнюю затылованную поверхность 42 и верхнюю затылованную поверхность 44. Нижняя затылованная поверхность 42 предпочтительно наклонена под углом "a" около 7 - 15o к линии, расположенной перпендикулярно к плоской части 26 верхней стенки 24. При меньшей величине угла нельзя было гарантировать, что режущая кромка 34 могла бы соприкасаться с обрабатываемым изделием без помехи со стороны боковой стенки 30, в то время как при большей величине угла было бы возможно чрезмерное ослабление режущей кромки 34.
Как показано на фиг. 4A - 4C, режущая кромка 34 пересекается с верхней затылованной поверхностью 44 при подъеме от впадины 40 к вершине 38 волнообразных изгибов 36. Верхняя затылованная поверхность 44 фактически находится между сферической режущей кромкой 34 и нижней затылованной поверхностью 42, обеспечивая задний угол f1-f3 между режущей кромкой 34 и боковой стенкой сменной пластины 15, при этом сохраняется сферический профиль кромки 34. Фиг. 4A иллюстрирует случай, когда режущая кромка 34 проходит по впадине 40 волнообразных изгибов 36. В этом случае не имеется никакой верхней затылованной поверхности 44, при этом нижняя затылованная поверхность 42 обеспечивает сравнительно большой задний угол f1. Однако в случае на фиг. 4B, когда режущая кромка 34 проходит по промежуточной части между вершиной 38 и впадиной 40, верхняя затылованная поверхность 44 соединяет нижний край режущей кромки 34 с верхним краем нижней затылованной поверхности 42, образуя задний угол f2. На этой фигуре h1 обозначает высоту сферической режущей кромки 34, а h2 - высоту верхней затылованной поверхности 44, причем h1 + h2 равна h. Фиг. 4C иллюстрирует случай, когда режущая кромка 34 проходит по вершине 38 волнообразного изгиба 36. Здесь высота h2 верхней затылованной поверхности 44 достигает максимальной величины и равна высоте h волнообразных изгибов 36. Как видно на чертежах, верхняя затылованная поверхность 44 продолжает обеспечивать задний угол f3 У режущей кромки 34. Во всех случаях задний угол равен, по меньшей мере, 3o.
Специально отсылаем вновь к фиг. 3, где верхняя стенка 24 содержит узкую фаску 46, расположенную непосредственно позади режущей кромки 34. Фаска 46 успешно упрочняет режущую кромку 34, тем самым увеличивая стойкость сменной пластины 15. В предпочтительном варианте осуществления изобретения фаска 46 расположена под передним углом "b" около 5 - 10o к плоской части 26 верхней поверхности 24. Такой положительный передний угол способствует уменьшению сил резания благодаря обеспечению того, что режущая кромка 34 режет обрабатываемое изделие 66 /показано на фиг. 5/ путем срезания слоями в противоположность соскабливанию.
Непосредственно позади фаски 46 расположена канавка 48 для завивания стружки. Канавка 48 в поперечном сечении выполнена по существу изогнутой и имеет закругленную нижнюю стенку 50, закругленную переднюю стенку 52 и закругленную заднюю стенку 54. Закругленная задняя стенка 54 оканчивается у прямой задней стенки 56, которая перпендикулярна относительно плоской части 26 верхней стенки 24. Передняя и задняя стенки 52, 54 канавки 48 расположены под углом "d" и "e" к плоской части 26 верхней стенки 24, что способствует завиванию стружки, образуемой режущей кромкой 34, когда стружка скользит по верхней стенке 24 сменной пластины 15. В предпочтительном варианте осуществления изобретения оба угла "d" и "e" предпочтительно составляют около 20-30o к плоскости верхней поверхности 24. Так как эти стенки - изогнутые, то эти углы определяют от линии, касательной к наружным краям передней и задней стенок 52, 54.
Непосредственно в центре корпуса 22 сменной пластины расположено отверстие 58 для помещения ранее упомянутого установочного винта 17. Отверстие 58 имеет части 60 и 62 для помещения соответственно стержня и головки установочного винта 17.
Фиг. 5 и 6 иллюстрируют действие сменной пластины 15, согласно изобретению, когда она установлена в гнезде на полусферической концевой части 9 державки 3 концевой фрезы и вращается вокруг оси вращения A. За осью вращения A простирается небольшой отрезок 67 режущей кромки, так что с режущей кромкой 34 соприкасаются все части закругленного выреза 64. Хотя величины сдвигающих сил и образующегося тепла больше вблизи отрезка 67 режущей кромки 34, чем у других частей кромки ввиду того, что окружная скорость кромки в этой точке равна нулю, волнообразные изгибы 36 уменьшают сдвигающие силы и образующееся тепло благодаря уменьшению сил резания по всей кромке 34 и, кроме того, благодаря снижению вибрации, связанной с обработкой резанием. Эти полезные уменьшения в силах резания, образующемся тепле и вибрации, проистекают из того факта, что режущая кромка 34 не режет обрабатываемое изделие 66 одновременно по всей линии. Вместо этого вершины 38 волнообразных изгибов 36 образуют передние части режущей кромки, которые первыми соприкасаются с обрабатываемым изделием 66, в то время как впадины 40 образуют задние части кромки 34. Кроме того, эти волнообразные изгибы 36 успешно образуют металлическую стружку 68 со складками 70, придающими ей хрупкость. Как показано на фиг. 5, такое образование складок вызывается тем фактом, что при обработке резанием вершины 38 каждого волнообразного изгиба 36 стремится растягивать стружку наружу, тем самым образуя утонченную часть 71, в то время как впадина 40 каждого волнообразного изгиба 36 стремится образовать сжатую часть 72 в стружке 68. Образование таких складок 70 с чередующимися утонченными и сжатыми частями 71 и 72 в сочетании с силами завивания стружки 68, прилагаемыми к ней в результате положительного переднего угла фаски 46, и наличием канавки 48 для завивания стружки, обеспечивают эффективное придание хрупкости даже очень тонкой стружке, что, в свою очередь, позволяет разламывать ее и легко удалять по канавке 19, имеющейся в полусферической концевой части 9 державки 3 концевой фрезы.
Хотя это изобретение описано в отношении конкретного варианта его осуществления, специалистам в данной области станут очевидными различные добавления, модификации и изменения. Все такие модификации, добавления и изменения находятся в пределах этого изобретения, которое ограничивается только прилагаемой здесь формулой изобретения.
Реферат
Использование: обработка металлов резанием. Достигаемый технический результат: улучшение дробления стружки, уменьшение сил резания. Сменная пластина содержит корпус, имеющий верхнюю стенку, нижнюю стенку и по меньшей мере одну изогнутую боковую стенку. Изогнутая режущая кромка определена местом пересечения верхней и боковой стенок и содержит множество синусоидальных волнообразных изгибов для уменьшения сил резания и вибрации и улучшения разлома и удаления стружки, извлекаемой из обрабатываемого изделия во время обработки резанием. Концевая часть сменной пластины пересекает ось вращения, когда сменная пластины установлена в гнезде державки концевой фрезы, а волнообразные изгибы уменьшают значительные сдвигающие силы, прикладываемые к режущей кромке в этом месте. Режущая кромка имеет профиль, который следует контуру сферы для обеспечения возможности выполнения резанием закругленного выреза. Боковая стенка корпуса сменной пластины содержит верхнюю затылованную часть, расположенную непосредственно под режущей кромкой с задним углом для предотвращения образования волнообразными изгибами нежелательных бороздок или других следов от режущего инструмента на боковых стенках закругленного выреза. 2 с. и 13 з.п.ф-лы, 6 ил.

Комментарии