Режущая пластина и торцевая фреза - RU2490099C1
Код документа: RU2490099C1
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к режущей пластине и торцевой фрезе с режущей пластиной, установленной в ней.
Предпосылки изобретения
Патентная литература 1 раскрывает пластину для торцевой фрезы, которая является индексируемой, и которая включает в себя режущие кромки на своих соответствующих противоположных сторонах. Пластина включает в себя основную режущую кромку, расположенную рядом с первой затылованной поверхностью для обеспечения удаления стружки, и вспомогательную режущую кромку, расположенную рядом со второй затылованной поверхностью, для обеспечения достижения резки поверхности. Основная режущая кромка образует угол 45° с воображаемой линией в направлении продолжения вспомогательной режущей кромки. Промежуточная режущая кромка, расположенная рядом с третьей затылованной поверхностью между первой затылованной поверхностью и второй затылованной поверхностью, образована между основной режущей кромкой и вспомогательной режущей кромкой. Промежуточная режущая кромка короче основной режущей кромки и образует угол, меньший 45°, с воображаемой линией. Промежуточная режущая кромка переходит в соседние основную и вспомогательную режущие кромки через дугообразную частичную режущую кромку, расположенную рядом с выступающей затылованной поверхностью. На этой пластине верхняя поверхность обычно расположена под прямым углом к боковым поверхностям и нижняя поверхность обычно расположена под прямым углом к боковым поверхностям.
Список противопоставленных материалов
Патентная литература
Патентная литература 1: выложенная японская патентная заявка №2008-006579
Краткое описание настоящего изобретения
Некоторые пластины для торцевых фрез включают в себя затылованную поверхность, образованную на них и имеющую положительный задний угол. В такой пластине для повышения эффективности технологического процесса важно увеличить срок службы режущих кромок и, конкретно, сделать маловероятным скалывание режущих кромок.
Настоящее изобретение было разработано с учетом вышеописанных обстоятельств, и целью настоящего изобретения является создание режущей кромки, выполненной с возможностью ограничения скалывания режущих кромок, таким образом, позволяя увеличить срок службы режущей пластины. Другой целью настоящего изобретения является создание торцевой фрезы с режущей пластиной, установленной в ней.
Настоящее изобретение описывает режущую пластину для установки с возможностью съема в корпусе режущего инструмента, причем режущая пластина включает в себя первую поверхность с передней поверхностью, образованной на ней, вторую поверхность, расположенную напротив первой поверхности, периферийную боковую поверхность, проходящую между первой поверхностью и второй поверхностью и включающую в себя затылованную поверхность, образованную на ней и имеющую положительный задний угол, и режущую кромку, образованную на линии пересечения передней поверхности и затылованной поверхности, причем затылованная поверхность образована совместно с заданным углом режущей пластины и включает в себя основную затылованную поверхность, первую вспомогательную затылованную поверхность и промежуточную затылованную поверхность, проходящую между основной затылованной поверхностью и первой вспомогательной затылованной поверхностью, при этом режущая кромка включает в себя основную режущую кромку, образованную на линии пересечения основной затылованной поверхности и передней поверхности, первую вспомогательную режущую кромку, образованную на линии пересечения первой вспомогательной затылованной поверхности и передней поверхности, и промежуточную режущую кромку, образованную на линии пересечения промежуточной затылованной поверхности и передней поверхности и соединенную с основной режущей кромкой и первой вспомогательной режущей кромкой, и при этом промежуточная затылованная поверхность включает в себя выступающую криволинейную затылованную поверхность, проходящую от первой поверхности ко второй поверхности, и линия пересечения криволинейной затылованной поверхности и передней поверхности имеет заданный радиус кривизны и имеет форму, по существу, идентичную форме линии пересечения криволинейной затылованной поверхности и второй поверхности.
Участок криволинейной затылованной поверхности, который параллелен линии пересечения криволинейной затылованной поверхности и передней поверхности, может иметь форму, по существу, идентичную форме линии пересечения криволинейной затылованной поверхности и передней поверхности.
В связи с поперечными сечениями вдоль перпендикулярного направления дугообразной режущей кромки, образованной на линии пересечения криволинейной затылованной поверхности и передней поверхности, задний угол криволинейной затылованной поверхности может быть наибольшим в биссекторном поперечном сечении, которое делит дугообразную режущую кромку на две равные части, и может постепенно уменьшаться в соответствии с расстоянием до каждого из противоположных концов дугообразной режущей кромки в направлении от биссекторного поперечного сечения.
Когда биссекторная плоскость образована в качестве плоскости, образованной для деления каждой из первой вспомогательной режущей кромки и первой вспомогательной затылованной поверхности на две равные части, криволинейная затылованная поверхность может проходить таким образом, что расстояние между криволинейной затылованной поверхностью и биссекторной плоскостью изменяется в направлении от первой поверхности ко второй поверхности.
Заданный радиус кривизны может находиться в пределах диапазона от 0,4 мм или больше до 2,5 мм или меньше.
Промежуточная затылованная поверхность может включать в себя затылованную поверхность со скошенным углом, проходящую между криволинейной затылованной поверхностью и основной затылованной поверхностью, и линия пересечения криволинейной затылованной поверхности и первой поверхности может быть плавно соединена в направлении касательной с линией пересечения первой вспомогательной затылованной поверхности и первой поверхности и с линией пересечения затылованной поверхности со скошенным углом и первой поверхности.
Линия продолжения вдоль линии пересечения первой вспомогательной затылованной поверхности и первой поверхности может образовывать угол в пределах диапазона от 145° или больше до 170° или меньше с линией продолжения вдоль линии пересечения затылованной поверхности со скошенным углом и первой поверхности.
Длина линии пересечения затылованной поверхности со скошенным углом и первой поверхности может находиться в пределах диапазона от 0,4 мм или больше до 14% или меньше от диаметра D вписанной окружности первой поверхности.
Первая поверхность может быть, по существу, полигональной, режущая кромка может проходить непрерывно по всей линии пересечения первой поверхности и периферийной боковой поверхности и может быть индексируемой, и затылованная поверхность может проходить по всей периферийной боковой поверхности.
Кроме того, настоящее изобретение описывает торцевую фрезу, включающую в себя вышеописанную режущую пластину и корпус режущего инструмента с режущей пластиной, установленной с возможностью съема в нем и вращаемой вокруг центральной оси. В торцевой фрезе режущая пластина может устанавливаться в корпусе режущего инструмента таким образом, что первая вспомогательная режущая кромка проходит, чтобы быть, по существу, перпендикулярной к центральной оси, и режущая пластина имеет положительный осевой главный передний угол и отрицательный радиальный главный передний угол.
Краткое описание чертежей
Фиг.1 - вид спереди режущей пластины в соответствии с вариантом осуществления настоящего изобретения;
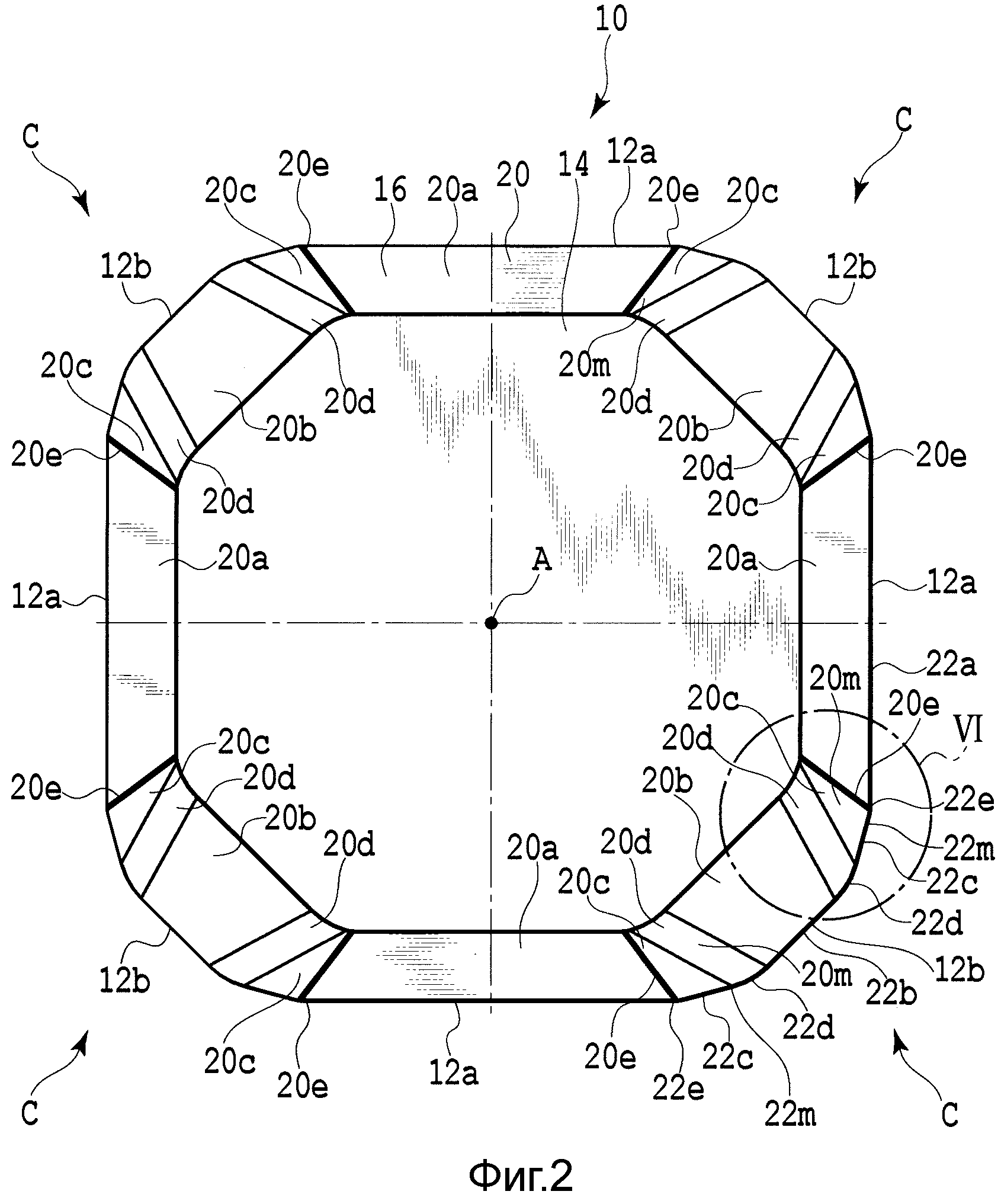
фиг.2 - вид сзади режущей пластины, изображенной на фиг.1;
фиг.3 - вид сбоку режущей пластины, изображенной на фиг.1;
фиг.4 - вид сбоку режущей пластины, изображенной на фиг.1, если смотреть с его одного углового участка;
фиг.5 - увеличенный вид площади, описанной окружностью V на фиг.1, причем вид иллюстрирует форму угла режущей пластины на фиг.1;
фиг.6 - увеличенный вид площади, описанной окружностью VI на фиг.2, причем вид иллюстрирует форму угла режущей пластины на фиг.1;
фиг.7 - вид спереди торцевой фрезы, в которой установлена режущая пластина, изображенная на фиг.1;
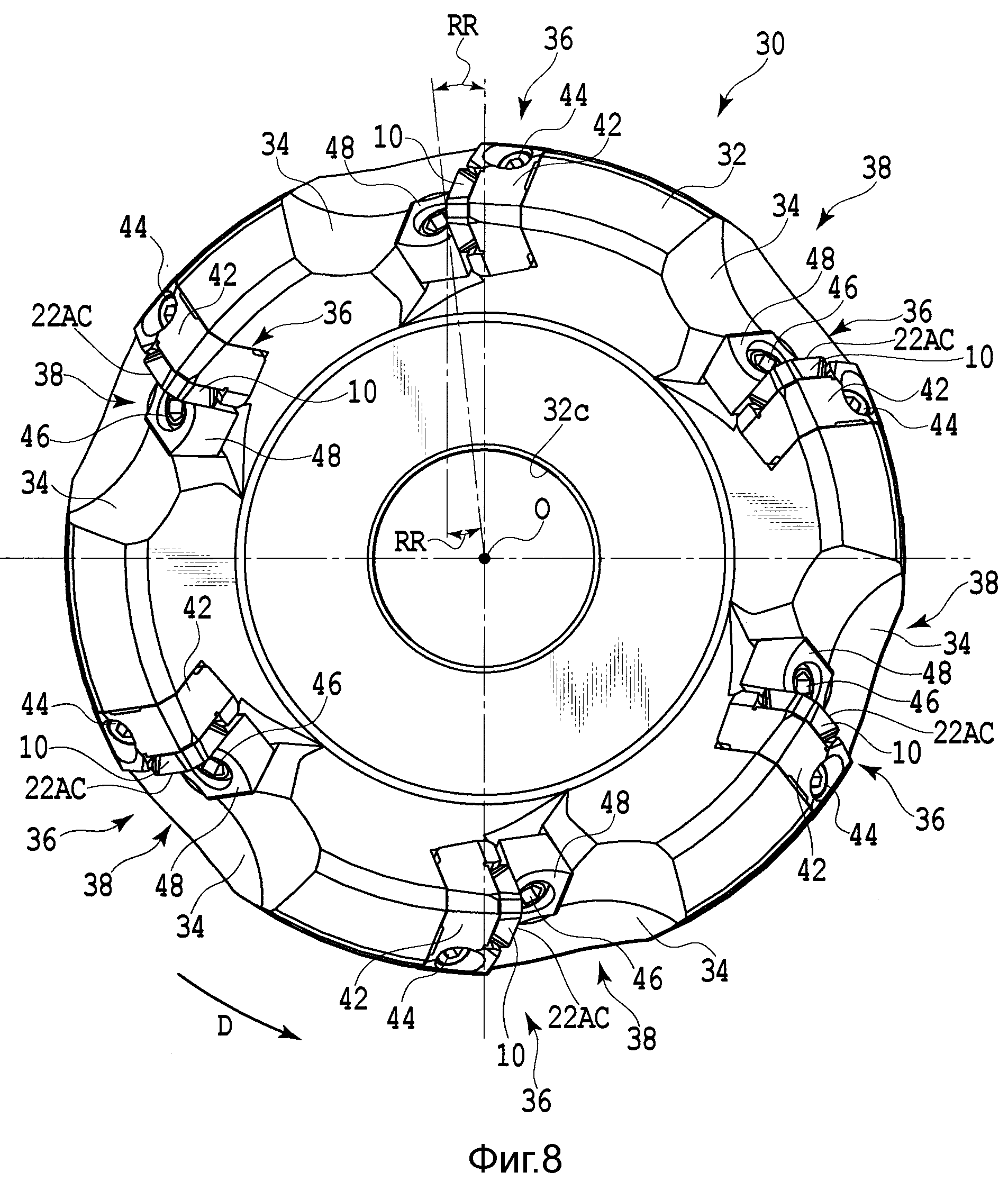
фиг.8 - вид снизу торцевой фрезы, изображенной на фиг.7;
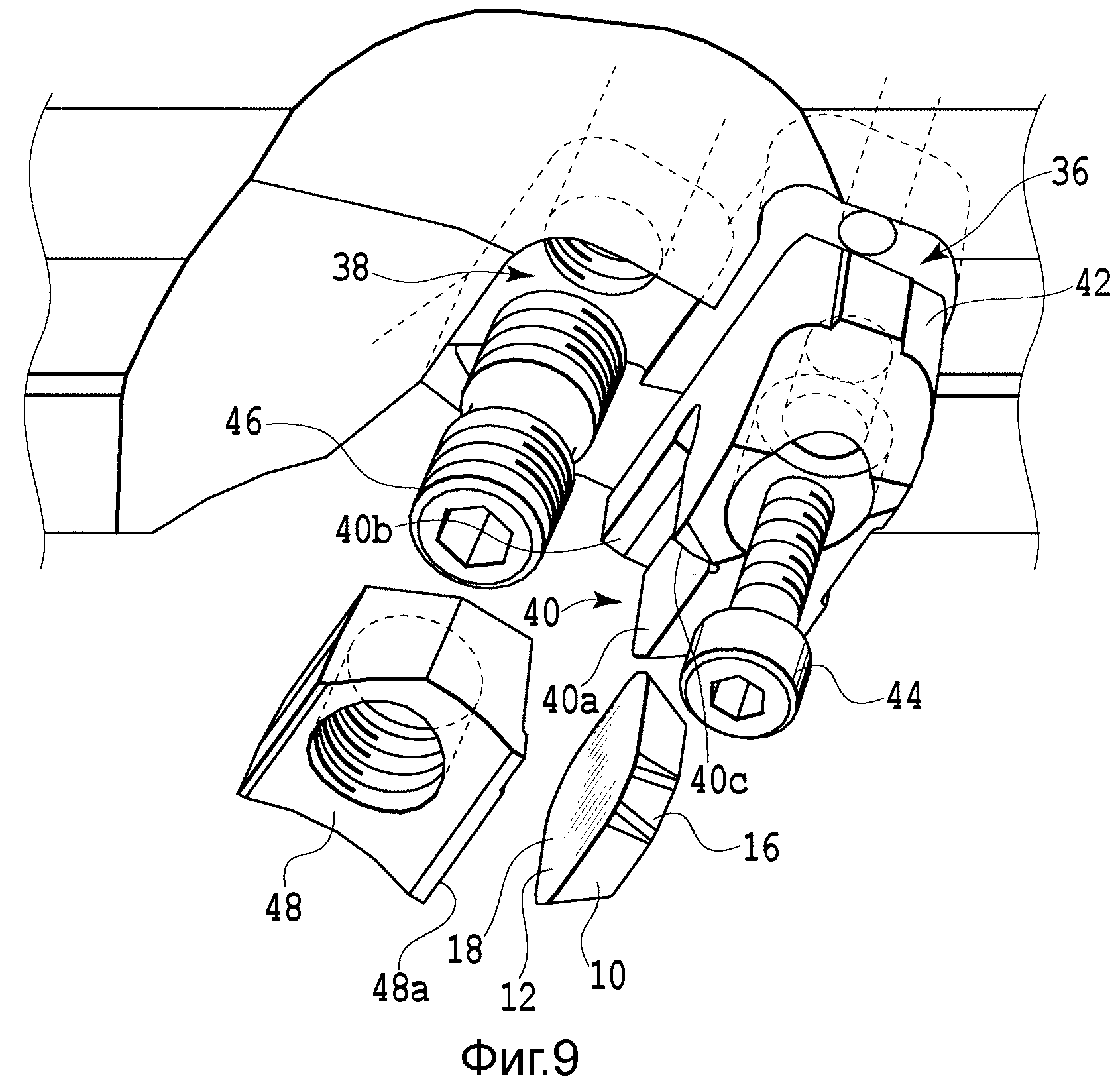
фиг.9 - частичный перспективный вид с пространственным разделением элементов около одной режущей пластины в торцевой фрезе на фиг.7;
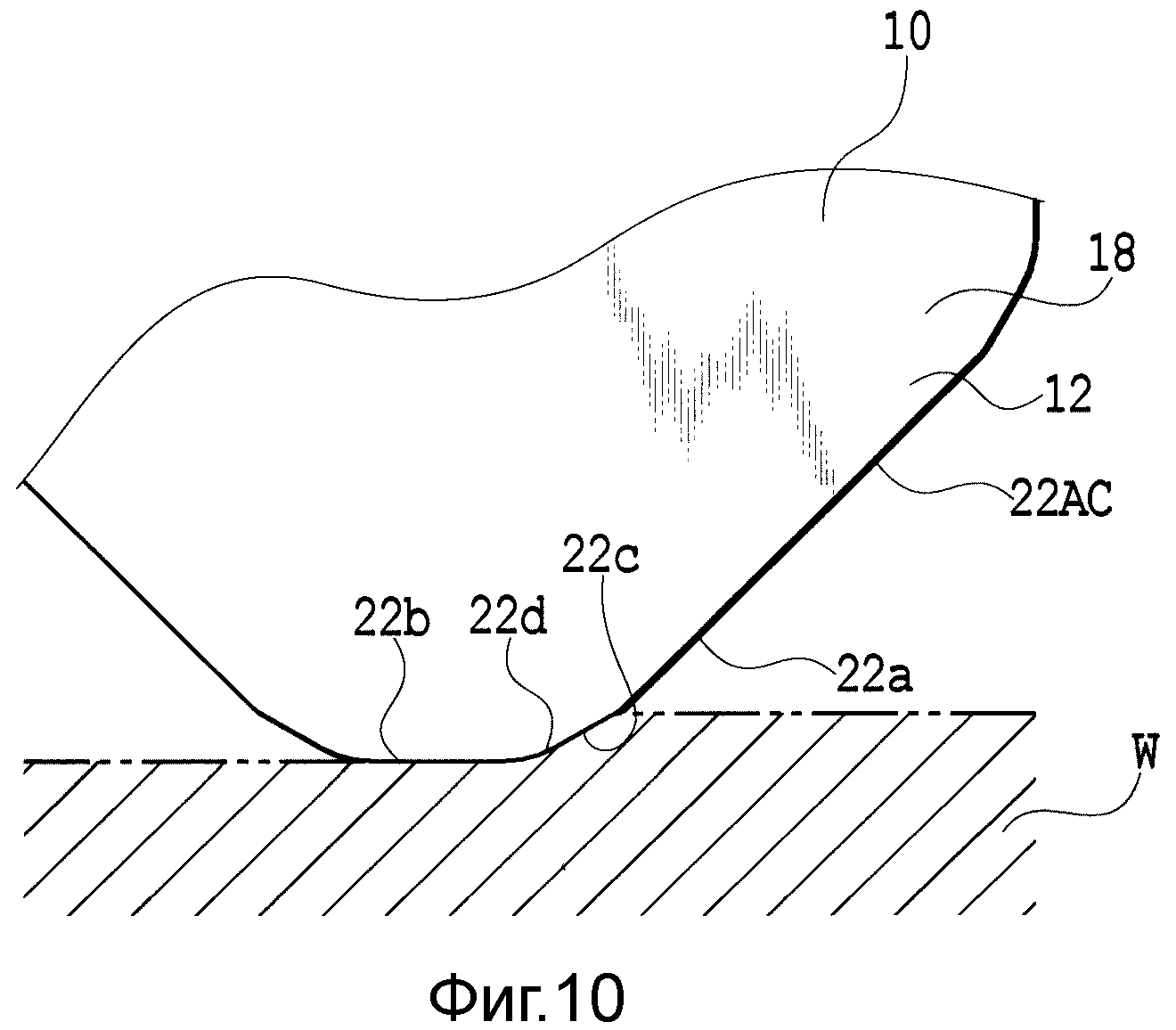
фиг.10 - увеличенное схематическое изображение, иллюстрирующее состояние заданной режущей пластины во время резки торцевой фрезой на фиг.7; и
фиг.11 - график, иллюстрирующий зависимость между длиной резки и максимальной шириной износа затылованной поверхности настоящего изобретения, полученную посредством осуществления режущей пластины на фиг.1.
Описание вариантов осуществления
Вариант осуществления настоящего изобретения будет описан ниже со ссылкой на чертежи.
Режущая пластина (в дальнейшем, называемая пластиной) 10 в соответствии с настоящим вариантом осуществления схематично изображена и будет описана со ссылкой на фиг.1-6. Пластина 10 выполнена в форме, подобной, по существу, квадратной пластины. Пластина 10 является пластиной для использования в торцевой фрезе.
Пластина 10 включает в себя противоположные торцевые поверхности 12 и 14 и периферийную боковую поверхность 16, проходящую между ними. Две торцевые поверхности 12 и 14 соответствуют верхней поверхности 12, используемой в качестве первой поверхности, и нижней поверхности 14, используемой в качестве второй поверхности на стороне, противоположной первой поверхности, соответственно. В пластине 10 образована ось A, которая проходит через верхнюю поверхность 12 и нижнюю поверхность 14.
Передняя поверхность 18 образована на верхней поверхности 12 пластины 10. Верхняя поверхность 12 является, по существу, квадратной и ротационно-симметричной относительно оси A. При этом верхняя поверхность 12 образована, по существу, плоской. Нижняя поверхность 14 образована, чтобы выполнять функцию опорной поверхности для размещения на опоре для закрепления пластины корпуса инструмента, описанного ниже. При этом нижняя поверхность 14 образована, по существу, плоской. Верхняя пластина 12, соответствующая первой поверхности, больше нижней поверхности 14, соответствующей второй поверхности. Периферийная боковая поверхность 16 обычно наклонена, чтобы постепенно удаляться от линии пересечения периферийной боковой поверхности 16 и верхней поверхности 12 к линии пересечения периферийной боковой поверхности 16 и нижней поверхности 14. Затылованная поверхность 20 образована на периферийной боковой поверхности 16, описанной выше. Затылованная поверхность 20 образована с положительным задним углом. Затылованная поверхность 20 проходит, чтобы образовывать острый угол с передней поверхностью 18. В пластине 10 затылованная поверхность 20 проходит по всей периферийной боковой поверхности 16.
В пластине 10 режущая кромка 22 образована на линии пересечения передней поверхности на верхней поверхности 12 и затылованной поверхности 20 на периферийной боковой поверхности 16.
При этом режущая кромка 22 проходит непрерывно по всей линии пересечения передней поверхности 18 на верхней поверхности 12 и затылованной поверхности 20 на периферийной боковой поверхности 16. То есть, режущая кромка 22 проходит кольцеобразно. Однако, хотя передняя поверхность 18 на верхней поверхности 12 является, по существу, плоской, как описано выше, стружколомная канавка, образованная из утопленной канавки или ей подобной, может быть образована вдоль части или всей режущей кромки 22 и рядом с режущей кромкой 22.
На верхней поверхности 12 пластины 10 может быть описана наибольшая окружность IC (в дальнейшем называемая вписанной окружностью), вписанная внутри участков кромки верхней поверхности 12. Пластина 10 выполнена так, что диаметр D вписанной окружности IC (в дальнейшем, называемый диаметром вписанной окружности) имеет заданную длину. Например, длина D вписанной окружности составляет 12,7 мм. Пластина 10 в соответствии с настоящим вариантом осуществления образована из цементированного карбида. Однако, пластина в соответствии с настоящим изобретением может быть образована из различных материалов. По меньшей мере, участок режущей кромки пластины может быть образован из твердого материала, такого как цементированный карбид, покрываемый цементированный карбид, металлокерамика, керамика, синтетический прессованный алмаз или кубический нитрид бора. Формой верхней поверхности, то есть первой поверхности, пластины в соответствии с настоящим изобретением может быть вместо, по существу, квадрата любая из различных многоугольников, таких как прямоугольник, параллелограмм, ромбоид, треугольник, пятиугольник и шестиугольник. Кроме того, размер верхней поверхности может быть изменен произвольно.
Затылованная поверхность 20, образованная на периферийной боковой поверхности 16 пластины включает в себя основную затылованную поверхность 20a, первую вспомогательную затылованную поверхность 20b, затылованную поверхность 20c со скошенным углом и затылованную поверхность 20d с углом R. Каждая из затылованных поверхностей 20c со скошенным углом и соответствующая одна из затылованных поверхностей 20d с углом R проходят между соответствующей одной из основных затылованных поверхностей 20a и соответствующей одной из первых вспомогательных затылованных поверхностей 20b. При этом эти поверхности вместе называются промежуточными затылованными поверхностями 20m. Основная затылованная поверхность 20a, первая вспомогательная затылованная поверхность 20b, затылованная поверхность 20c со скошенным углом и затылованная поверхность 20d с углом R проходят от линии пересечения затылованной поверхности и верхней поверхности 12 к линии пересечения затылованной поверхности и нижней поверхности 14. На чертежах показаны линии 24a и 24b раздела, обозначающие границы затылованных поверхностей 20d с углом R. Однако, в существующей пластине линии раздела, по существу, предотвращены от обнаружения или предотвращены полностью от обнаружения. Линии 24a и 24b раздела показаны только для того, чтобы пользователь мог легко понять вариант осуществления. Это также относится к другим линиям раздела на периферийной боковой поверхности 16.
Основная затылованная поверхность 20a, первая вспомогательная затылованная поверхность 20b, затылованная поверхность 20c со скошенным углом и затылованная поверхность 20d с углом R образованы совместно с заданным угловым участком 12c верхней поверхности 12, то есть, с углом C пластины 10, соответствующим заданному угловому участку 12c верхней поверхности 12. Верхняя поверхность 12 является, по существу, квадратной, и, таким образом, пластина 10 включает в себя четыре угла C. Следовательно, пластина 10 включает в себя четыре основные затылованные поверхности 20a. Пластина 10 будет описана ниже в основном с фокусом, расположенным в любом заданном угле C.
Как легко понять из фиг.2-4, основная затылованная поверхность 20a образована, чтобы проходить вдоль длинного бокового участка 12a верхней поверхности 12. Первая вспомогательная затылованная поверхность 20b образована, чтобы проходить от скошенной кромки 12b, образованной на угловом участке 12c верхней поверхности 12. Скошенная кромка 12b составляет, например, 45° на угле фаски. Затылованная поверхность 20c со скошенным углом образована рядом с основной затылованной поверхностью 20a. Затылованная поверхность 20d с углом R образована, чтобы проходить между первой вспомогательной затылованной поверхностью 20b и затылованной поверхностью 20c со скошенным углом. В настоящем варианте осуществления основная затылованная поверхность 20a, первая вспомогательная затылованная поверхность 20b и затылованная поверхность 20c со скошенным углом являются, по существу, плоскими. Затылованная поверхность 20d с углом R выступает наружу и изогнута. Затылованная поверхность 20d с углом R может называться криволинейной затылованной поверхностью. Однако на пластине 10 криволинейная затылованная поверхность с небольшой шириной или соединительная затылованная поверхность 20e образована между основной затылованной поверхностью 20a и затылованной поверхностью 20c со скошенным углом, которая плавно соединена с затылованными поверхностями 20a и 20c. Соединительная затылованная поверхность 20e включена в промежуточную затылованную поверхность. Соединительная затылованная поверхность 20e проходит от верхней поверхности 12 к нижней поверхности 14.
Однако, как описано ниже, когда пластина 10 расположена на корпусе инструмента торцевой фрезы, основная затылованная поверхность 20a, не расположенная рядом с рабочей режущей кромкой, может выполнять функцию закрепленной поверхности, входящей в селективный стыкуемый контакт с корпусом инструмента. Рабочая режущая кромка, как использовано в данном документе, относится к участку режущей кромки 22 на торцевой фрезе с пластиной 10, установленной в ней, которая врезается в рабочий материал, который необходимо разрезать, то есть, режущей кромке, которая может быть задействована при резке. Кроме того, каждая из первой вспомогательной затылованной поверхности 20b и затылованной поверхности 20c со скошенным углом может быть криволинейной поверхностью. Соединительная затылованная поверхность 20e может быть плоской. Кроме того, соединительная затылованная поверхность 20e может быть исключена. В этом случае затылованная поверхность 20c со скошенным углом образована, чтобы проходить непосредственно к основной затылованной поверхности 20a.
Задний угол каждой затылованной поверхности является следующим. Задний угол основной затылованной поверхности 20a может быть установлен в пределах диапазона от 7° или более до 25° или менее, задний угол первой вспомогательной затылованной поверхности 20b может быть установлен в пределах диапазона от 10° или более до 35° или менее, и задний угол затылованной поверхности 20c со скошенным углом может быть установлен в пределах диапазона от 10° или более до 35° или менее. Кроме того, задний угол первой вспомогательной затылованной поверхности 20b предпочтительно может быть установлен, чтобы быть равным или больше заднего угла основной затылованной поверхности 20a. Например, задний угол основной затылованной поверхности 20a установлен равным 20°, задний угол первой вспомогательной затылованной поверхности 20b установлен равным 30°, и задний угол затылованной поверхности 20c со скошенным углом установлен равным 23°.
Режущая кромка 22 пластины 10 включает в себя основную режущую кромку 22a, первую вспомогательную режущую кромку 22b, скошенный угол 22c, кромку 22d с углом R и соединительную кромку 22e. Скошенный угол 22c, кромка 22d с углом R и соединительная кромка 22e проходят между основной режущей кромкой 22a и первой вспомогательной режущей кромкой 22b. При этом они могут все вместе называться промежуточной режущей кромкой 22m. Основная режущая кромка 22a образована на линии пересечения передней поверхности 18 и основной затылованной поверхности 20a. Первая вспомогательная режущая кромка 22b образована на линии пересечения передней поверхности 18 и первой вспомогательной затылованной поверхности 20b. Скошенный угол 22c образован на линии пересечения передней поверхности 18 и затылованной поверхности 20c со скошенным углом. Кромка 22d с углом R образована на линии пересечения передней поверхности 18 и затылованной поверхности 20d с углом R. Кромка 22d с углом R имеет форму подобную кривой линии или дуге окружности, соответствующую форме криволинейной затылованной поверхности 20d с углом R и, следовательно, может называться дугообразной режущей кромкой. Кромка 22d с углом R имеет заданный радиус кривизны, как описано ниже. Кромка 22d с углом R выполнена для плавного прохождения в направлении касательной к каждому из первой вспомогательной режущей кромки 22b и скошенного угла 22c, которые расположены рядом с кромкой 22d с углом R. То есть, линия пересечения передней поверхности 18 и затылованной поверхности 20d с углом R плавно соединена в направлении касательной с каждой из линии пересечения передней поверхности 18 и первой вспомогательной затылованной поверхности 20b и линии пересечения передней поверхности 18 и затылованной поверхности 20c со скошенным углом. Соединительная кромка 22e образована на линии пересечения передней поверхности 18 и соединительной затылованной поверхностью 20e.
Подобно затылованной поверхности 20 вышеописанная режущая кромка 22, то есть, основная режущая кромка 22a, первая вспомогательная режущая кромка 22b, скошенный угол 22c, кромка 22d с углом R и соединительная кромка 22e, образована совместно с заданным угловым участком 12c верхней поверхности 12, то есть, с углом C пластины 10, соответствующим заданному угловому участку 12c верхней поверхности 12. На режущей кромке 22 основная режущая кромка 22a, первая вспомогательная режущая кромка 22b, скошенный угол 22c, кромка 22d с углом R и соединительная кромка 22e образованы индексируемыми (ссылаясь на фиг.1 и 2).
Длина Lb первой вспомогательной режущей кромки 22b предпочтительно может быть установлена в пределах от 0,5 мм до 3 мм, например, равной 1,6 мм. Если на пластину 10 смотреть со стороны, противоположной верхней поверхности 12, то есть, на фиг.1, угол, образованный между первой вспомогательной режущей кромкой 22b и скошенным углом 22c, может быть установлен в диапазоне от 145° или больше до 170° или меньше. То есть, промежуточная режущая кромка и промежуточная затылованная поверхность могут быть выполнены таким образом, что линия продолжения вдоль линии пересечения первой вспомогательной затылованной поверхности 20b и передней поверхности 18, то есть первая вспомогательная режущая кромка 22b образует угол в пределах диапазона от 145° или больше до 170° или меньше с линией продолжения вдоль линии пересечения затылованной поверхности 20c скошенного угла и передней поверхности 18, то есть, скошенный угол 22c. Например, угол между первой вспомогательной режущей кромкой 22b и скошенным углом 22c установлен равным 150°. Кроме того, радиус кривизны Rd линии пересечения затылованной поверхности 20d с углом R и передней поверхности 18, то есть, радиус кривизны Rd кромки 22d с углом R, может быть установлен в пределах диапазона от 0,4 мм или больше до 2,5 мм или меньше. Кроме того, длина Lc скошенного угла 22c может быть установлена в пределах диапазона от 0,4 мм или больше до 14% или меньше от диаметра D вписанной окружности верхней поверхности 12 пластины 10. Например, если диаметр D вписанной окружности составляет 12,7 мм, длина Lc скошенного угла 22c может быть установлена в пределах диапазона от 0,4 мм или больше до 1,77 мм или меньше. Кроме того, например, если диаметр D вписанной окружности составляет 15,875 мм, длина Lc скошенного угла 22c может быть установлена в пределах диапазона от 0,4 мм или больше до 2,22 мм или меньше.
Если затылованные поверхности 20b и 20c, соединенные с первой вспомогательной режущей кромкой 22b и скошенным углом 22c, соответственно, имеют формы, подобные криволинейным поверхностям, первая вспомогательная режущая кромка 22b и скошенный угол 22c имеют формы подобные кривым линиям, соответствующим затылованным поверхностям 20b и 20c, соответственно. В этом случае радиус кривизны первой вспомогательной режущей кромки 22b желательно установлен в пределах диапазона, например, от 50 мм до 600 мм с учетом шероховатости окончательно обработанных поверхностей. Кроме того, если соединительная затылованная поверхность 20e не образована, соединительная кромка 22e отсутствует. В этом случае скошенный угол 22c соединен непосредственно как с основной режущей кромкой 22a, так и с кромкой 22d с углом R.
Криволинейная затылованная поверхность или затылованная поверхность 20d с углом R, включенная в промежуточную затылованную поверхность, проходит от верхней поверхности 12 к нижней поверхности 14, как описано выше. Затылованная поверхность 20d с углом R проходит между верхней поверхностью 12 и нижней поверхностью 14 с шириной затылованной поверхности 20d с углом R, по существу, предотвращенной от изменения. То есть, как показано на фиг.4, если на пластину 10 смотреть от биссекторной плоскости B угла C, линия 24a раздела между затылованной поверхностью 20d с углом R и первой вспомогательной затылованной поверхностью 20b и линия раздела 24b между затылованной поверхностью 20d с углом R и затылованной поверхностью 20c со скошенным углом проходят от верхней поверхности 12 к нижней поверхности 14 и являются, по существу, параллельными. В частности, биссекторная плоскость B образована в качестве плоскости, образованной для деления на две части первой вспомогательной режущей кромки 22b и для деления на две части первой вспомогательной затылованной поверхности 20b. При этом биссекторная плоскость B включает в себя ось A.
В направлении от верхней поверхности 12 к нижней поверхности 14 каждая из двух линий 24a и 24b раздела и затылованная поверхность 20d с углом R наклоняются, чтобы постепенно удаляться от биссекторной плоскости B (ссылаясь на фиг.4). Однако, затылованная поверхность 20d с углом R может быть выполнена с возможностью прохождения, чтобы постепенно приближаться к биссекторной плоскости B в направлении от верхней поверхности 12 к нижней поверхности 14. На пластине в соответствии с настоящим изобретением, как описано выше, затылованная поверхность с углом, которая является криволинейной затылованной поверхностью, проходит таким образом, что расстояние между затылованной поверхностью с углом и биссекторной плоскостью B постепенно изменяется в направлении от верхней поверхности к нижней поверхности.
Кроме того, линия пересечения затылованной поверхности 20d с углом R и передней поверхности 18, то есть кромка 22d с углом R, имеет заданный радиус кривизны, как описано выше. Кроме того, линия пересечения затылованной поверхности 20d с углом R и передней поверхности 18 имеет, по существу, ту же форму, что и форма линии пересечения затылованной поверхности 20d с углом R и нижней поверхности 14. Кроме того, каждый участок затылованной поверхности 20d с углом R, соответствующий одной из множества виртуальных плоскостей, образованных перпендикулярными к оси A при пересечении периферийной боковой поверхности 16, имеет ту же форму, что и форма линии пересечения затылованной поверхности 20d с углом R и передней поверхности 18, то есть, кромки 22d с углом R. Таким образом, различные участки затылованной поверхности 20d с углом R, которые параллельны линии пересечения затылованной поверхности 20d с углом R и передней поверхности 18, имеют, по существу, ту же форму, что и форма линии пересечения затылованной поверхности 20d с углом R и передней поверхности 18. Как описано выше, линия пересечения передней поверхности 18 и затылованной поверхности 20d с углом R выполнена, чтобы проходить равномерно в направлении касательной к линии пересечения передней поверхности 18 и первой вспомогательной затылованной поверхности 20b и к линии пересечения передней поверхности 18 и затылованной поверхности 20c со скошенным углом. Линия пересечения затылованной поверхности 20d с углом R и нижней поверхности 14 также выполнена, чтобы плавно проходить в направлении касательной к линии пересечения первой вспомогательной затылованной поверхности 20b и нижней поверхности 14 и к линии пересечения затылованной поверхности 20c со скошенным углом и нижней поверхности 14.
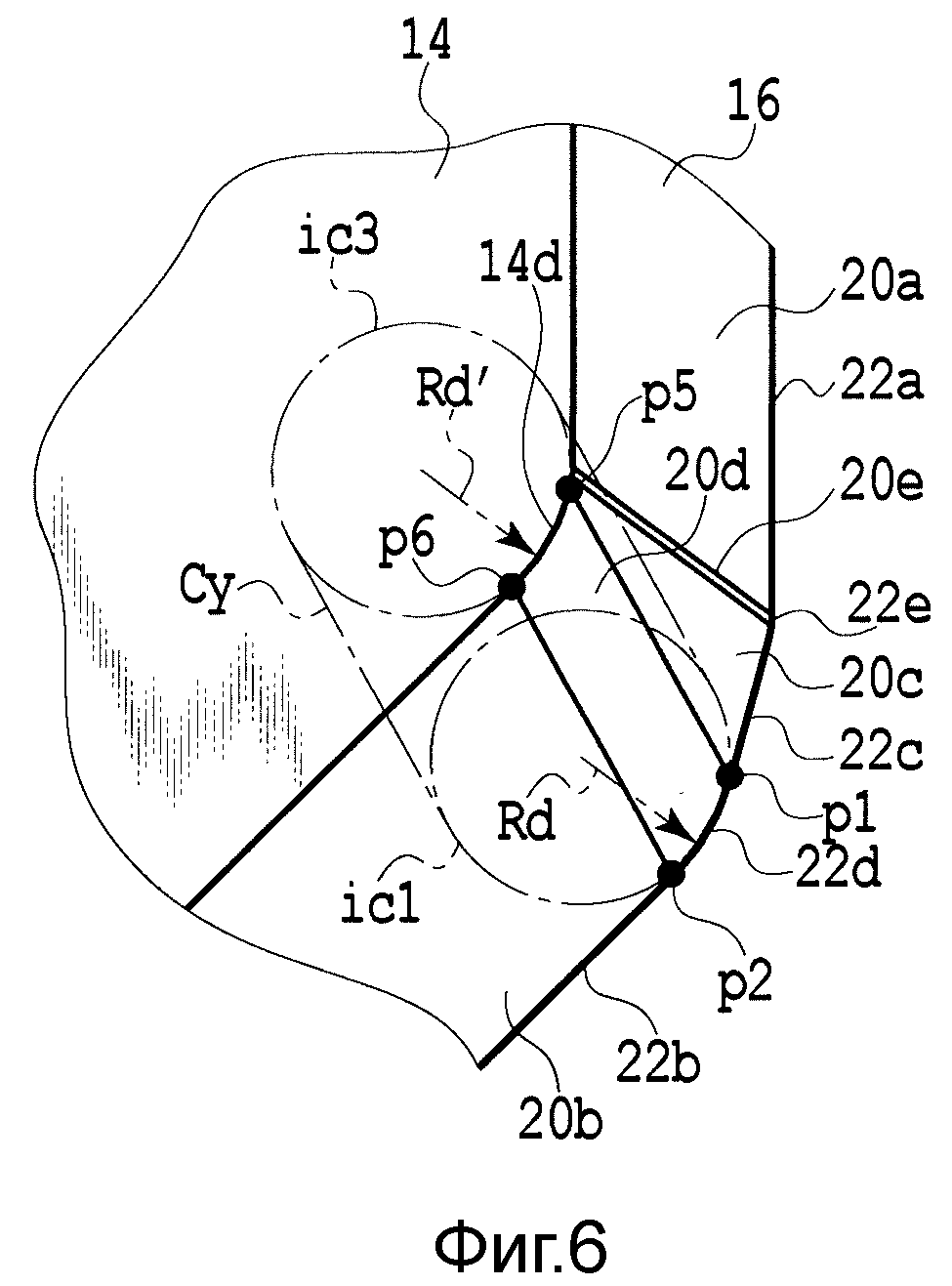
Вышеописанная криволинейная затылованная поверхность, то есть, затылованная поверхность 20d с углом R, будет дополнительно описана со ссылкой на фиг.5 и 6. Фиг.5 - увеличенный вид площади, описанной окружностью V на фиг.1. Фиг.6 - увеличенный вид площади, описанной окружностью VI на фиг.2.
Фиг.5 изображает две кромки 22d с углом R, одна из которых образована между точками p1 и p2, а другая образована между точками p3 и p4. Радиус Rd кривизны кромки 22d с углом R соответствует радиусу кривизны каждой из виртуальных окружностей ic1 и ic2. Радиусы кривизны множества кромок 22d с углом R являются все, по существу, одинаковыми. Однако, виртуальные окружности ic1 и ic2 могут быть образованы на плоскости, перпендикулярной к оси A. При этом виртуальные окружности ic1 и ic2 образованы для, по существу, прохождения на верхней поверхности 12.
Кроме того, фиг.6 изображает одну из затылованных поверхностей 20d с углом R в увеличенном виде и также изображает линию пересечения затылованной поверхности 20d с углом R и передней поверхности 18, то есть, кромку 22d с углом R, и линию 14d пересечения (нижнюю линию пересечения) затылованной поверхности 20d с углом R и нижней поверхности 14. На фиг.6, как уже описано со ссылкой на фиг.5, кромка 22d с углом R образована между точками p1 и p2. Нижняя линия 14d пересечения образована между точками p5 и p6. Радиус Rd кривизны кромки 22d с углом R соответствует радиусу виртуальной окружности ic1, и радиус Rd' кривизны нижней линии 14d пересечения соответствует радиусу виртуальной окружности ic3. Окружности ic1 и ic3 имеют, по существу, одинаковые радиусы. Радиус Rd кривизны кромки 22d с углом R является, по существу, таким же, что и радиус Rd' кривизны нижней линии 14d пересечения. Однако, виртуальная окружность ic3 может быть описана на плоскости, перпендикулярной к оси A. При этом, виртуальная окружность ic3 описана для, по существу, прохождения на нижней поверхности 14.
Как легко понять из фиг.6, затылованная поверхность 20d с углом R может быть образована в качестве поверхности на виртуальном круглом цилиндре (или виртуальном эллиптическом цилиндре) Cy с концевой окружностью, соответствующей окружности ic1, концевой окружностью, соответствующей окружности ic3 и наклонной осью. Затылованная поверхность 20d с углом R проходит со своей шириной, по существу, без изменения между верхней поверхностью 12 и нижней поверхностью 14. Таким образом, участок затылованной поверхности 20d с углом R, который является параллельным линии пересечения затылованной поверхности 20d с углом R и передней поверхности 18, имеет, по существу, ту же форму, что и форма линии пересечения затылованной поверхности 20d с углом R и передней поверхности 18, то есть, кромки 22d угла R.
Кроме того, задний угол кромки 22d с углом R не является постоянным в его поперечных сечениях вдоль перпендикулярного направления. Предполагается, что имеется множество поперечных сечений вдоль перпендикулярного направления кромки 22d с углом R (дугообразной режущей кромки), образованной на линии пересечения затылованной поверхности 20d с углом R и передней поверхности 18. Таким образом, задний угол затылованной поверхности 20d с углом R является наибольшим в биссекторном поперечном сечении Bd (см. фиг.5), одном из поперечных сечений, которое делит кромку 22d с углом R на две равные части. Задний угол затылованной поверхности 20d с углом R постепенно уменьшается в соответствии с расстоянием до каждого из противоположных концов кромки 22d с углом R в направлении от биссекторного поперечного сечения Bd.
Вышеописанная режущая пластина 10 используется для торцевой фрезы 30, схематически изображенной на фиг.7-9. Торцевая фреза 30 включает в себя корпус 32 режущего инструмента, вращаемый вокруг центральной оси O. Шесть пластин 10 установлены с возможностью съема вдоль наружной периферийной поверхности 32b ведущего концевого участка 32a корпуса 32 инструмента на, по существу, одинаковом расстоянии друг от друга в направлении вдоль окружности. Однако, в настоящем изобретении количество пластин, закрепленных на инструменте, не ограничивается шестью. Количество может быть равно одному и предпочтительно может быть равно множеству, то есть, двум, трем, четырем, пяти, семи или больше.
Выступ, образованный на заднем конце корпуса режущего инструмента, включает в себя торцевую поверхность, выполненную с возможностью вхождения в стыковой контакт с торцевой поверхностью шпинделя металлорежущего станка, торцевой поверхностью оправки или им подобным. Кроме того, корпус 32 режущего инструмента включает в себя сквозное отверстие 32c, проходящее вдоль центральной оси O. На наружной периферийной поверхности 32b ведущего концевого участка 32a корпуса 32 режущего инструмента шесть карманов для стружки образованы на одинаковом расстоянии друг от друга в направлении вдоль окружности и являются вогнутыми. Канавка 36 для закрепления пластины образована рядом и сзади каждого из карманов 34 для стружки в направлении D вращения режущего инструмента. Канавка 38 для вставки клина образована рядом и спереди канавки 36 для закрепления пластины в направлении D вращения режущего инструмента. Однако, количество карманов 34 для стружки или им подобного соответствует количеству пластин и не ограничивается шестью. Количество может быть равно, например, множеству.
Зажимной элемент (фиксатор) 42, включающий в себя опору 40 для закрепления пластины, на которую устанавливается пластина 10, закрепляется в канавке 36 для закрепления пластины с помощью винта 44. Клин 48 вставляется в канавку 38 для вставки клина, чтобы перемещаться вперед и назад в направлении глубины канавки 38 для вставки клина. Клин 48 закрепляется с помощью винта 46.
Нижняя поверхность 14 пластины выполняет функцию опорной поверхности. Нижняя поверхность 14 устанавливается на нижней поверхности 40a опоры 40 для закрепления пластины зажимного элемента 42. Парные основные затылованные поверхности 20a, обращенные к стороне заднего конца, выполняют функцию закрепленных поверхностей, парные основные затылованные поверхности 20a являются частью периферийной боковой поверхности 16 за исключением части затылованной поверхности, расположенной рядом с рабочей режущей кромкой 22AC, соответствующей режущей кромке, которая может быть включена при резке. Парные основные затылованные поверхности 20a входят в стыковой контакт с парными поверхностями 40b и 40c стенок, соответственно, которые проходят вертикально от нижней поверхности 40a. Клин 48, продвинутый или вдавленный в направлении глубины канавки 38 для вставки клина, входит в контакт с верхней поверхностью 12 пластины 10 на своей одной боковой поверхности 48a. Затем, клин 48 прижимает пластину 10 к опорной поверхности для закрепления пластины 10. Однако пластина 10 закрепляется таким образом, что первая вспомогательная режущая кромка 22b проходит, по существу, под прямым углом к центральной оси O. Кроме того, как схематично показано на фиг.10, пластина 10 закрепляется на корпусе 32 режущего инструмента, чтобы быть обращенной к обрабатываемой детали W.
Пластина 10 выполнена таким образом, что плоский угол первой вспомогательной затылованной поверхности 20b равен или больше плоского угла основной затылованной поверхности 20a, как описано. Кроме того, пластина 10 устанавливается в корпусе 32 режущего инструмента торцевой фрезы 30, чтобы иметь положительный осевой главный передний угол AR и отрицательный радиальный главный передний угол RR (см. фиг.7 и 8). Пластина 10 устанавливается в комплекте торцевой фрезы 10, чтобы иметь положительный осевой главный передний угол AR и отрицательный радиальный главный передний угол RR. Например, осевой главный передний угол AR установлен равным около 24°, и радиальный главный передний угол RR установлен равным около -6°. Таким образом, передняя поверхность 18 пластины 10 наклоняется к задней торцевой стороне относительно плоскости, параллельной центральной оси O и обращена наружу от направления касательной направления D вращения режущего инструмента. Кроме того, как показано на фиг.8, по отношению к рабочей режущей кромке 22AC пластины 10, установленной в корпусе 32 режущего инструмента, линия 24a раздела между затылованной поверхностью 20d с углом R и первой вспомогательной затылованной поверхностью 20b наклоняется таким образом, что расстояние от касательной направления D вращения режущего инструмента на линии пересечения кромки 22d с углом R и первой вспомогательной режущей кромки 22b постепенно увеличивается в соответствии с расстоянием до нижней поверхности 14 в направлении от передней поверхности 18 на верхней поверхности 12. Таким образом, когда заданная основная режущая кромка 22a, заданная первая вспомогательная режущая кромка 22b, заданный скошенный угол 22c и заданная кромка 22d с углом R, которые соответствуют рабочей режущей кромке 22AC пластины 10, врезаются в обрабатываемую деталь W, рабочая режущая кромка постепенно врезается в обрабатываемую деталь W. Следовательно, резка прикладывает уменьшенную ударную нагрузку, обеспечивая предотвращение вибрации или дрожания торцевой фрезы. Это также предотвращает износ заднего угла, возникающий на затылованной поверхности 20d с углом R, от распространения на заднюю сторону первой вспомогательной режущей кромки 22b в направлении D вращения режущего инструмента. В результате, износ заднего угла предотвращен от воздействия шероховатости поверхности обработанной поверхности.
На пластине 10 в соответствии с настоящим вариантом осуществления затылованная поверхность 20d с углом R проходит от верхней поверхности 12 к нижней поверхности 14. Кроме того, линия пересечения затылованной поверхности 20d с углом R и передней поверхности, то есть, кромка 22d с углом R, имеет заданный радиус кривизны. Кроме того, линия пересечения затылованной поверхности 20d с углом R и передней поверхности 18 имеет, по существу, ту же форму, что и форма линии пересечения затылованной поверхности 20d с углом R и нижней поверхности 14. Кроме того, различные участки затылованной поверхности 20d с углом R, которые параллельны линии пересечения затылованной поверхности 20d с углом R и передней поверхности 18, имеют, по существу, ту же форму, что и форма линии пересечения затылованной поверхности 20d с углом R и передней поверхности 18. Как описано выше, затылованная поверхность 20d с углом R образована по всей толщине пластины 10 и имеет, по существу, постоянную ширину в направлении под прямым углом к направлению толщины. Это обеспечивает прочность, достаточную для обеспечения противодействия всей главной затылованной поверхности 20d с углом R сопротивлению при резке, действующему на кромку 22d с углом R. Кроме того, линия пересечения затылованной поверхности 20d с углом R и передней поверхности 18 на верхней поверхности 12 плавно соединена с линией пересечения первой вспомогательной затылованной поверхности 20b и передней поверхности 18 и с линией пересечения затылованной поверхности 20c со скошенным углом и передней поверхности 18. Это соответственно обеспечивает прочность, достаточную для обеспечения противодействия всей затылованной поверхности 20d с углом R сопротивлению при резке, действующему на кромку 22d с углом R.
В связи с поперечными сечениями кромки 22d с углом R вдоль перпендикулярного направления задний угол затылованной поверхности 20d с углом R является наибольшим в биссекторном поперечном сечении Bd, которое делит кромку 22d с углом R на две равные части. Задний угол затылованной поверхности 20d с углом R постепенно уменьшается в соответствии с расстоянием до каждого из противоположных концов кромки 22d с углом R в направлении от биссекторного поперечного сечения. В этой конфигурации прочность кромки 22d с углом R увеличивается при уменьшении расстояния до каждого из граничного участка между кромкой с углом R и первой вспомогательной режущей кромкой 22b, расположенной рядом с кромкой 22d с углом R, и граничного участка между кромкой 22d с углом R и скошенным углом 22c, расположенным рядом с кромкой 22d с углом R. Это увеличивает прочность кромки 22d с углом R против скалывания, таким образом, препятствуя скалыванию кромки 22d с углом R. Таким образом, срок службы пластины может быть увеличен. Кроме того, торцевая фреза с пластиной 10 пригодна для торцевого фрезерования с большой подачей на зуб.
Как описано выше, задний угол затылованной поверхности 20d с углом R увеличивается при уменьшении расстояния до линии пересечения кромки 22d с углом R и биссекторного поперечного сечения Bd в направлении от каждого из противоположных концов кромки 22d с углом R. Таким образом, износ заднего угла предотвращен от раннего развития. Это также позволяет увеличить срок службы режущей пластины.
Когда угол между первой вспомогательной режущей кромкой 22b и скошенным углом 22c, расположенными рядом друг с другом через кромку 22d с углом R, установлен в пределах диапазона от 145° или больше до 170° или меньше, значительная толщина недеформированной стружки скошенного угла 22c и кромки 22d угла R уменьшена. Это уменьшает нагрузки на режущие кромки 22c и 22d, которые, таким образом, вряд ли будут скалываться. Таким образом, скошенный угол 22c и кромка 22d с углом R имеют отличное сопротивление скалыванию. Это позволяет увеличить срок службы режущей пластины. Кроме того, пластина 10, описанная выше, пригодна для торцевого фрезерования с большой подачей на зуб.
Установка радиуса Rd кривизны кромки 22d с углом R, равного 0,4 мм или больше обеспечивает достаточную прочность кромки 22d с углом R. Однако, очень большой радиус Rd кривизны кромки 22d с углом R увеличивает сопротивление при резке, действующее на кромку 22d с углом R. Это увеличенное сопротивление при резке, действующее на кромку 22d с углом R, может неблагоприятно вызвать вибрацию или дрожание при торцевом фрезеровании с увеличенной подачей на зуб. Кроме того, в таком случае заусенцы или им подобное могут образоваться на обработанной поверхности обрабатываемой детали. Таким образом, радиус Rd кривизны кромки 22d с углом R желательно установлен равным 2,5 мм или меньше.
Установка длины Lc скошенного угла 22c, равной 0,4 мм или больше надежно используется для увеличения подачи на зуб скошенного угла 22c. Увеличенная длина Lc скошенного угла 22c относительно уменьшает длину La основной режущей кромки 22a. Это препятствует выполнению функции закрепленной поверхности боковой поверхностью, проходящей от основной режущей кромки 22a. Таким образом, при установке в корпусе 32 режущего инструмента торцевой фрезы пластина может быть неустойчивой. Следовательно, длина Lc скошенного угла 22c желательно равна или меньше 14% или меньше от диаметра D вписанной окружности.
В торцевой фрезе с режущей пластиной 10, установленной в ней, кромка 22d с углом R и скошенный угол 22c обеспечивают высокое сопротивление скалыванию, позволяя увеличить сроки службы пластины и торцевой фрезы. Режущая пластина 10 устанавливается в корпусе режущего инструмента таким образом, что первая вспомогательная режущая кромка 22b располагается, по существу, под прямым углом к центральной оси O торцевой фрезы, и режущая пластина имеет положительный осевой главный передний угол AR и отрицательный радиальный главный передний угол RR. Это позволяет уменьшить сопротивление при резке. В частности, может быть уменьшено осевое усилие, которое действует в направлении, в котором прижата обрабатываемая деталь. Это является благоприятным для повышения сопротивления скалыванию кромки 22d с углом R.
Обычно торцевая фреза с режущими кромками, описанными выше, может подвергаться тяжелой нагрузке и преждевременно повреждаться, когда кромки 22d с углом R, расположенные ближе к ведущему концу торцевой фрезы и вперед в направлении D вращения режущего инструмента, врезаются в обрабатываемую деталь. Напротив, в торцевой фрезе в соответствии с настоящим вариантом осуществления кромка 22d с углом R обеспечивает высокое сопротивление скалыванию, чтобы дать возможность увеличить срок службы торцевой фрезы.
Будет описан пример результатов испытаний, которые были получены с использованием режущей пластины (в дальнейшем, называемой изобретением), соответствующий выполнению режущей пластины в соответствии с вышеописанным вариантом осуществления настоящего изобретения. Настоящее изобретение было выполнено в виде пластины 10 в соответствии с вышеописанным вариантом осуществления. Конкретно, диаметр D вписанной окружности был установлен равным 12,7 мм. Угол фаски скошенной кромки 12b был установлен равным 45°, и задний угол основной затылованной поверхности 20a был установлен равным 20°. Задний угол первой вспомогательной затылованной поверхности 20b был установлен равным 30°, и задний угол затылованной поверхности 20c со скошенным углом был установлен равным 23°. Длина Lb первой вспомогательной режущей кромки 22b была установлена равной 1,6 мм. Угол между первой вспомогательной режущей кромкой 22b и скошенным углом 22c был установлен равным 150°. Длина Lc скошенного угла 22c была установлена в пределах диапазона от 0,4 мм или больше до 1,77 мм или меньше. Режущая пластина, подготовленная для сравнения (в дальнейшем называемая изделием для сравнения), отличалась от настоящего изобретения формой затылованной поверхности с углом R. В изделии для сравнения линия раздела между затылованной поверхностью с углом R и первой вспомогательной затылованной поверхностью пересекается с линией раздела между затылованной поверхностью с углом R и затылованной поверхностью со скошенным углом перед достижением нижней поверхности. Таким образом, затылованная поверхность с углом R, ограниченная двумя линиями раздела, имеет форму, подобную перевернутому треугольнику и не проходит к нижней поверхности. Кроме того, в изделии для сравнения задний угол был почти постоянным при поперечных сечениях кромки с углом R вдоль перпендикулярного направления.
Фиг.11 - график, иллюстрирующий зависимость между длиной L резки в направлении подачи и максимальной шириной VB износа затылованной поверхности с углом R. Условиями резки являлись скорость Vc резки, равная 186 м/мин, глубина резки, равная 0,1 мм и подача на зуб fz, равная 0,135 мм/зуб. Легированная инструментальная сталь SKD11 (японский промышленный стандарт JIS·G4404-2006) была использована в качестве обрабатываемой детали.
В изделии для сравнения VBmax увеличилась быстро после того как длина резки превысила 0,6 м. В изделии для сравнения VBmax достигла около 0,17 мм при длине резки 1 м. В изделии для сравнения при длине резки 0,2 м очень небольшое скалывание возникло около границы между кромкой с углом R и первой вспомогательной режущей кромкой. Скалывание, как полагают, вызвано последующим быстрым увеличением VBmax.
Напротив, в настоящем изобретении скалывание не произошло, а только незначительный износ наблюдался около границы между кромкой с углом R и первой вспомогательной режущей кромкой. Таким образом, VBmax увеличивалась медленно и была очень небольшой, то есть около 0,11 мм при длине резки 1 м. Однако, когда глубина резки была установлена равной 0,1 мм, верхняя точка глубины резки достигла в пределах диапазона кромки с углом R.
Таким образом, максимальная ширина износа VBmax затылованной поверхности с углом R в настоящем изобретении была явно меньше максимальной ширины износа затылованной поверхности VBmax затылованной поверхности с углом R в изделии для сравнения. Это связано с повышенным сопротивлением скалыванию кромки с углом R настоящего изобретения.
В вышеописанных вариантах осуществления, их модификациях и им подобном настоящее изобретение было описано с некоторыми подробностями. Однако, настоящее изобретение не ограничивается вариантами осуществления, модификациями и им подобным. Следует понимать, что в настоящем изобретении возможны различные изменения и модификации без отхода от сущности и объема изобретения, изложенных в формуле изобретения. То есть настоящее изобретение включает в себя любые модификации, применения и эквиваленты, охваченные идеями настоящего изобретения, определенные формулой изобретения.
Реферат
Режущая пластина содержит первую поверхность с передней поверхностью; вторую поверхность, расположенную напротив первой поверхности; периферийную боковую поверхность, проходящую между первой поверхностью и второй поверхностью и содержащую затылованную поверхность, образованную на ней и имеющую положительный задний угол; и режущую кромку, образованную на линии пересечения передней поверхности и затылованной поверхности. Затылованная поверхность образована совместно с заданным углом режущей пластины и содержит основную, первую вспомогательную и промежуточную затылованную поверхность, проходящую между основной и первой вспомогательной. При этом режущая кромка содержит основную, первую вспомогательную и промежуточную режущую кромку, образованную на линии пересечения промежуточной затылованной поверхности и передней поверхности и соединенную с основной и первой вспомогательной режущими кромками, и промежуточная затылованная поверхность включает в себя выступающую криволинейную затылованную поверхность, проходящую от первой поверхности ко второй поверхности, линия пересечения криволинейной затылованной поверхности и передней поверхности имеет заданный радиус кривизны и имеет форму, по существу, идентичную форме линии пересечения криволинейной затылованной поверхности и второй поверхности, и промежуточная затылованная поверхность содержит затылованную поверхность со скошенным углом, проходящую между криволинейной затылованной поверхностью и основной затылованной поверхностью, и линия пересечения криволинейной затылованной поверхности и первой поверхности соединена с линией пересеч
Формула
первую поверхность с передней поверхностью, образованной на ней;
вторую поверхность, расположенную напротив первой поверхности;
периферийную боковую поверхность, проходящую между первой поверхностью и второй поверхностью и содержащую затылованную поверхность, образованную на ней и имеющую положительный задний угол; и
режущую кромку, образованную на линии пересечения передней поверхности и затылованной поверхности,
в которой затылованная поверхность образована совместно с заданным углом режущей пластины и содержит основную затылованную поверхность, первую вспомогательную затылованную поверхность и промежуточную затылованную поверхность, проходящую между основной затылованной поверхностью и первой вспомогательной затылованной поверхностью,
при этом режущая кромка содержит основную режущую кромку, образованную на линии пересечения основной затылованной поверхности и передней поверхности, первую вспомогательную режущую кромку, образованную на линии пересечения первой вспомогательной затылованной поверхности и передней поверхности, и промежуточную режущую кромку, образованную на линии пересечения промежуточной затылованной поверхности и передней поверхности и соединенную с основной режущей кромкой и первой вспомогательной режущей кромкой, и
промежуточная затылованная поверхность включает в себя выступающую криволинейную затылованную поверхность, проходящую от первой поверхности ко второй поверхности,
линия пересечения криволинейной затылованной поверхности и передней поверхности имеет заданный радиус кривизны и имеет форму, по существу, идентичную форме линии пересечения криволинейной затылованной поверхности и второй поверхности, и
промежуточная затылованная поверхность содержит затылованную поверхность со скошенным углом, проходящую между криволинейной затылованной поверхностью и основной затылованной поверхностью, и линия пересечения криволинейной затылованной поверхности и первой поверхности соединена с линией пересечения первой вспомогательной затылованной поверхности и первой поверхности и с линией пересечения затылованной поверхности со скошенным углом и первой поверхности.
первая поверхность является, по существу, полигональной,
режущая кромка проходит непрерывно по всей линии пересечения первой поверхности и периферийной боковой поверхности и является индексируемой, и
затылованная поверхность проходит по всей периферийной боковой поверхности.
Документы, цитированные в отчёте о поиске
Режущий инструмент
Комментарии