Керамическая торцевая фреза с профилем дуги окружности для обработки сплава инконель - RU2753934C2
Код документа: RU2753934C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
[001] Объект настоящей заявки относится к керамической торцевой фрезе с профилем дуги окружности, выполненной с возможностью механической обработки необычных материалов, в частности сплава Инконель.
УРОВЕНЬ ТЕХНИКИ
[002] В настоящее время торцевые фрезы чаще всего изготавливают из твердого сплава из-за комбинации факторов, в частности баланса их характеристик шероховатости и ударной вязкости в сочетании с относительно экономически выгодной ценой.
[003] Настоящая заявка относится к керамической торцевой фрезе. В течение десятилетий керамика была известна как один из материалов, которые можно использовать для механической обработки, но, за исключением относительно небольших режущих пластин, керамику применяют редко из-за того, что она является сравнительно более хрупкой и существенно более дорогой, чем другие материалы, такие как твердый сплав.
[004] Некоторые необычные материалы, такие как Инконель, трудно обрабатывать из-за возникающего во время механической обработки чрезмерного нагрева, который быстро разрушает режущий инструмент. В связи с этим, такие материалы обычно обрабатывают с низкой скоростью резания (например, около 25 м/мин). Для таких материалов упомянутые выше недостатки керамики частично компенсируются сравнительно более высокой термостойкостью керамического материала по сравнению с твердым сплавом. Такая температурная характеристика более подробно обсуждается в US 8647025, озаглавленном "Монолитная керамическая торцевая фреза".
[005] Однако, несмотря на выгодную температурную характеристику, керамическая торцевая фреза, раскрытая в US 8647025, показывает значительный износ. Уточним, что даже если там указано, что «торцевая фреза была исследована, и было обнаружено, что она имеет небольшое выкрашивание…» (колонка 5, строки 47 и 48), заявитель настоящего изобретения отмечает, что специалист должен понимать, что количественный износ, описанный в примерах (в диапазоне от 0,16 мм до 0,40 мм), это не то, что можно было бы считать «небольшим выкрашиванием». Напротив, приведенные величины значительно превышают износ, обычно допустимый для инструмента аналогичного диаметра (в данном примере диаметр 8 мм), изготовленного из твердого сплава. Например, для концевой фрезы из твердого сплава диаметром 8 мм внутренний стандарт заявителя настоящего изобретения на допустимый износ равен 0,08 мм, что составляет половину приведенного примера наименьшего износа (0,16 мм). Тем не менее, сравнительно высокий износ не удивителен из-за известной сравнительно хрупкой природы керамики.
[006] Кроме того, в настоящей заявке рассматривается торцевая фреза, предназначенная для обработки торцевых поверхностей, то есть торцевая фреза, которая в основном обрабатывает режущей кромкой на ее торцевой режущей поверхности, а не на ее периферии.
[007] Более конкретно, настоящая заявка относится к торцевой фрезе, имеющей профиль дуги окружности. Даже если не указано явно, следует понимать, что все торцевые фрезы, рассматриваемые в настоящей заявке, имеют профиль дуги окружности. Аналогично, даже если слово «керамика» не используется, следует понимать, что по меньшей мере режущая часть торцевой фрезы, даже если явно не указано, изготовлена из керамического материала (или, другими словами, обозначена как «керамическая режущая часть» или «керамическая торцевая фреза»). Понятно, что эти утверждения относятся по меньшей мере к керамической основе, и что режущая часть или торцевая фреза в целом могут иметь некерамическое покрытие.
[008] Профиль дуги окружности представляется во время вращения фрезы вокруг оси вращения и наблюдается в направлении, перпендикулярном этой оси. Для целей описания и формулы изобретения это будет называться «вид в профиль». Профиль дуги окружности определяет часть воображаемой окружности. Эта окружность имеет точку центра окружности, осевые и радиальные касательные, осевые и радиальные точки касания и величину радиуса, измеряемую от точки центра окружности до профиля дуги окружности. Осевая точка касания расположена на пересечении окружности и осевой касательной, которая проходит вперед от центра окружности в направлении, параллельном оси вращения торцевой фрезы. Радиальная точка касания расположена на пересечении окружности и радиальной касательной, которая проходит радиально наружу от центра окружности в направлении, перпендикулярном оси вращения. Для простоты понимания режущая кромка зуба торцевой фрезы теоретически может быть разделена на три участка кромки, а именно осевой участок кромки, расположенный на торцевой режущей поверхности торцевой фрезы, радиальный участок кромки, расположенный вдоль периферии режущей части торцевой фрезы, и угловой участок кромки, проходящий от осевого участка кромки до радиального участка кромки. Точнее говоря, угловой участок кромки может быть определен как проходящий от радиальной точки касания к осевой точке касания, радиальный участок кромки может быть определен как проходящий от радиальной точки касания в направлении удаления от углового участка кромки, а осевой участок кромки может быть определен как проходящий от осевой точки касания в направлении удаления от углового участка кромки. Профиль дуги окружности приведен в качестве примера в US 9517515, раскрытие которого включено в настоящее описание посредством ссылки.
[009] Понятно, что окружность и связанные с ней линии, плоскости, точки касания и величина радиуса являются воображаемыми и, следовательно, не являются видимыми элементами на торцевой фрезе, но могут быть получены посредством их построения.
[0010] Настоящая заявка также относится к торцевым фрезам со сложными впадинами, примерами которых являются сложные впадины, например, в US 8,858,128 настоящего заявителя и его цитирования, то есть в Национальном аэрокосмическом стандарте 986 (1973; лист №55), и US 8,414,228.
[0011] Принимая во внимание невыгодный характер торцевой фрезы с керамической режущей частью по меньшей мере по сравнению с твердым сплавом, ясно, что требуется уникальная конструкция, чтобы сделать такую конструкцию экономически целесообразной.
[0012] Задачей настоящей заявки является создание новой и улучшенной керамической торцевой фрезы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0013] Первым конструктивным решением настоящей заявки является разработка практически осуществимой концевой фрезы, имеющей керамическую режущую часть. Соответственно, выбранный тип концевой фрезы представляет собой торцевую фрезу, которая по меньшей мере по двум причинам уникально подходит для керамики. Первая причина заключается в том, что сравнительно хрупкая керамическая концевая фреза с большей вероятностью разрушится, если интенсивно использовать ее периферийную поверхность. Это связано не только с предполагаемыми изгибающими усилиями, но и со сравнительно высокими вибрациями, ожидаемыми при скорости резания, на которой керамика способна работать. Входе испытаний было установлено, что скорость резания не оказывает существенного влияния на срок службы инструмента и, следовательно, возможны скорости резания выше 300 м/мин, в основном зависящие от максимальной скорости рабочей станции (например, испытания проводили при максимальной скорости доступной рабочей станции, которая составляла 600 м/мин и показала сравнительный срок службы инструмента, сопоставимый со сроком службы при испытаниях на скорости 300 м/мин). Вторая причина заключается в высокой стоимости шлифования длинных впадин вдоль концевой фрезы. В связи с этим, каждый аспект настоящей заявки относится к торцевой фрезе. Далее патентные признаки независимо детализированы в этих аспектах.
[0014] В соответствии с первым аспектом объекта настоящей заявки предложена керамическая торцевая фреза, содержащая хвостовик и режущую часть; причем по меньшей мере режущая часть выполнена из керамического материала и включает по меньшей мере один зуб, содержащий осевой участок кромки, имеющий положительный осевой передний угол α.
[0015] Следует понимать, что режущая кромка с положительным передним углом обеспечивает более острую кромку для обработки заготовки, чем режущая кромка с отрицательным передним углом. В то время как положительный передний угол можно рассматривать для более гладкого резания обрабатываемой детали, он более подвержен износу и разрушению, чем сравнительно более тупая режущая кромка с отрицательным передним углом. Именно по этой причине используют режущие кромки с отрицательными передними углами, то есть там, где желательно усиление кромки. Такие отрицательные передние углы также являются ожидаемым выбором для хрупких инструментальных материалов, таких как керамика, поскольку ожидается быстрый износ.
[0016] Также следует понимать, что на протяжении всего описания заявки и формулы изобретения, когда указано, что осевой участок кромки имеет положительный осевой передний угол α, это означает, что осевой участок кромки в целом имеет положительный осевой передний угол α (хотя сам угол может варьироваться в диапазоне выше нуля). Понятно, что настоящая заявка относится к торцевой фрезе, с помощью которой механическую обработку выполняют, главным образом, с помощью осевого участка кромки. Однако, когда указано, что один из вторичных участков кромки, то есть угловой участок кромки или даже более вторичный радиальный участок кромки, имеет определенный передний угол, это не означает, что весь угловой или радиальный участок кромки имеет передний угол, который является положительным или отрицательным, скорее следует обратить внимание на точное положение переднего угла.
[0017] Поскольку при использовании торцевой фрезы с керамической режущей частью ожидался быстрый износ, то было предположено и действительно обнаружено, что в результате включения осевого участка кромки (первичной кромки, используемой для торцевой обработки), имеющего положительный осевой передний угол α, этот участок кромки будет быстро ухудшаться. Для сравнительной торцевой фрезы с твердым сплавом такое ухудшение (иначе говоря «износ») приведет к тому, что оператор остановит механическую обработку после весьма короткого промежутка времени (и недопустимого срока службы инструмента) из-за того, что такое ухудшение рассматривается как разрушение инструмента. Тем не менее, с новым пониманием того, что предлагаемый в настоящем изобретении инструмент должен считаться эксплуатационно отличным от торцевой фрезы из твердого сплава, изначально положительный осевой передний угол α был включен с расчетом на то, что действительно произойдет быстрый износ, однако такой износ просто уменьшит кромку до геометрии с отрицательным осевым передним углом. Соответственно, благодаря созданию инструмента с изначально положительным осевым передним углом, срок службы был относительно повышен по сравнению со сравнительной торцевой фрезой, спроектированной с тем, что ранее считалось более выгодной геометрией с отрицательной величиной переднего угла. Понятно, что в настоящей заявке (например, в первом аспекте, указанном выше), когда указано, что осевой участок кромки имеет положительный осевой передний угол α, это относится к торцевой фрезе перед первым использованием. Посредством торцевого фрезерования сплава Инконель с вышеупомянутой скоростью резания 300-600 м/мин (или с большей скоростью, если рабочая станция способна на это) в течение достаточного промежутка времени, положительный осевой передний угол α, имеющийся перед первым использованием, изменяется вследствие износа до отрицательного радиального переднего угла.
[0018] Понятно, что, хотя быстрое разрушение керамических инструментов и их чрезмерная стоимость, по-видимому, являются причиной того, что такие инструменты редко продаются на рынке, благодаря знанию того, что режущая кромка является хрупкой и быстро изнашивается, был найден удивительный способ продлить срок службы таких инструментов, а именно, за счет применения положительных передних углов и изменения критерия отказа по сравнению с тем, который известен для инструментов из твердого сплава. А именно, вместо контроля керамической торцевой фрезы на предмет износа, контролируют саму заготовку, отслеживая момент, когда чистота обработки обрабатываемой поверхности становится неприемлемой.
[0019] Понятно, что, хотя и в меньшей степени, но угловой участок кромки также используется для торцевой обработки, и, следовательно, есть дополнительное преимущество, что такая кромка, по меньшей мере смежная с осевым участком кромки, также должна иметь положительный угловой передний угол β.
[0020] С другой стороны, радиальный участок кромки используется меньше и может быть даже более выгодным, если используется в сочетании с отрицательным радиальным передним углом λ для равномерного износа с более интенсивно используемыми осевыми и угловыми кромками или по меньшей мере уменьшенного износа по сравнению с ними.
[0021] Ввиду вышеприведенных объяснений, в соответствии со вторым аспектом объекта настоящей заявки, предложена керамическая торцевая фреза для обработки заготовки из Инконеля, выполненная с возможностью вращения вокруг центральной оси AR вращения, задающей противоположные по оси прямое и обратное направления DF, DR и противоположные по вращению направления Dp резания и последующее направление Ds, при этом торцевая фреза содержит: хвостовик и режущую часть, проходящую вперед от хвостовика к торцевой режущей поверхности; причем режущая часть, содержит: эффективную длину LE резания; диаметр DE, определяемый по торцевой режущей поверхности; множество зубьев и впадину, расположенную в промежутке каждой пары смежных зубьев из множества зубьев; причем зуб из этого множества зубьев содержит: переднюю поверхность; заднюю поверхность и режущую кромку, образованную на пересечении передней и задней поверхностей; причем режущая кромка содержит: осевой участок кромки, расположенный на торцевой режущей поверхности; радиальный участок кромки, расположенный вдоль периферии режущей части; и угловой участок кромки, проходящий от осевого участка кромки до радиального участка кромки и определяющий радиус Rc закругления; причем торцевая фреза в целом: изготовлена из керамического материала и имеет унитарную монолитную конструкцию; при этом весь осевой участок кромки имеет положительный осевой передний угол α.
[0022] В соответствии с третьим аспектом объекта настоящей заявки предлагается керамическая торцевая фреза, содержащая хвостовик и режущую часть; причем по меньшей мере режущая часть выполнена из керамического материала и содержит по меньшей мере один зуб с криволинейной передней поверхностью.
[0023] Несмотря на сравнительную сложность и затраты на обработку криволинейных поверхностей, изготовленных из керамического материала, криволинейная передняя поверхность теоретически выгодна по сравнению с типичными плоскими передними поверхностями, используемыми для труднообрабатываемых материалов, таких как керамические и сверхтвердые материалы, например, PCD (поликристаллический алмаз) и PCBN (поликристаллический кубический нитрид бора).
[0024] В соответствии с четвертым аспектом объекта настоящей заявки предложена керамическая торцевая фреза, содержащая хвостовик и режущую часть; причем по меньшей мере режущая часть выполнена из керамического материала и содержит множество зубьев и впадину, расположенную в промежутке каждой пары смежных зубьев из множества зубьев; каждая впадина в промежутке каждой пары смежных зубьев является единственной впадиной в промежутке указанной пары зубьев.
[0025] Конкретно, впадина может представлять собой сложную впадину.
[0026] Ввиду сравнительной сложности и затрат на обработку поверхностей, выполненных из керамического материала, было обнаружено, что режущая часть возможна только с одной впадиной в промежутке каждой пары зубьев. В торцевых фрезах из твердого сплава часто бывают две впадины или по меньшей мере одна впадина, за которой обычно следует стружечная канавка. Конкретно, где указано, что имеется единственная впадина, или где указано, что заявленная впадина является единственной впадиной в промежутке пары зубьев, это означает, что пара зубьев не имеет второй впадины или связанной с ним канавки. В противоположность третьему аспекту, описанному выше, где была проведена дополнительная механическая обработка керамической торцевой фрезы для формирования предполагаемой выгодной геометрии, здесь были исключены дополнительные этапы механической обработки (то есть формирование второй впадины или канавки), так что технологические этапы можно минимизировать. Другими словами, с учетом уникальной функции керамической режущей части было обнаружено, что одной впадины может быть достаточно для получения приемлемых рабочих характеристик обработки.
[0027] Из-за хрупкой природы керамики концевая фреза выполнена в виде торцевой фрезы, которая имеет сравнительно ограниченную эффективную длину резания. Хотя увеличение длины резания выгодно для удаления материала, до сих пор считается, что это является еще одним ограничением керамической режущей части. Соответственно, торцевая фреза может быть лишена канавки или второй впадины, что считается предпочтительным, в частности, для керамической режущей части.
[0028] Такая конструкция обеспечивает необычный внешний вид с торца торцевой режущей поверхности, где вся режущая кромка зуба изогнута.
[0029] В соответствии с пятым аспектом объекта настоящей заявки предложена керамическая торцевая фреза, содержащая хвостовик и режущую часть; причем по меньшей мере режущая часть выполнена из керамического материала и содержит множество зубьев, каждый из которых расположен перед центром.
[0030] Известно, что изготавливают торцевые фрезы с зубьями, расположенными перед центром для стимулирования выталкивания стружки, но следует отметить, что керамические торцевые фрезы способны работать при более высоких температурах, и, следовательно, выталкивание стружки менее важно для снижения теплопередачи. Кроме того, следует отметить, что такое расположение оставляет материал в центре торцевой фрезы и, следовательно, требует дополнительной операции шлифовки для его удаления. Тем не менее, было высказано предположение, что улучшенное выталкивание стружки по-прежнему предпочтительнее стоимости дополнительного этапа изготовления сравнительно дорогой керамической торцевой фрезы.
[0031] В соответствии с шестым аспектом объекта настоящей заявки, предложен способ обработки заготовки из Инконеля, включающий: обеспечение керамической торцевой фрезы в соответствии с любым из предыдущих аспектов и торцевое фрезерование заготовки из этого сплава на скорости более 300 м/мин и в течение периода времени, достаточного для изменения первоначально положительного осевого переднего угла вследствие износа на отрицательный осевой передний угол.
[0032] В соответствии с седьмым аспектом объекта настоящей заявки предложен способ обработки заготовки из Инконеля, включающий: обеспечение керамической торцевой фрезы, содержащей режущую часть, имеющую торцевую режущую поверхность, и множество зубьев, причем каждый зуб имеет режущую кромку, где каждая режущая кромка содержит: осевой участок кромки, расположенный на торцевой режущей поверхности и имеющий изначально положительный осевой передний угол α перед первым использованием, радиальный участок кромки, имеющий изначально отрицательный радиальный передний угол λ и угловой участок кромки, имеющий изначально положительный угловой передний угол β, смежный с осевым участком кромки; и торцевое фрезерование заготовки из Инконеля со скоростью, превышающей 300 м/мин, в течение периода времени, достаточного для изменения первоначально положительного осевого переднего угла вследствие износа в отрицательный осевой передний угол.
[0033] Следует понимать, что скорости, указанные в вышеупомянутых аспектах, имеют верхний предел, определяемый используемой рабочей станцией (обычно между 600-800 м/мин), и что наиболее высокая доступная скорость является предпочтительной. Например, скорость, указанная в вышеупомянутых аспектах, предпочтительно может составлять 600 м/мин или выше.
[0034] Также следует понимать, что вышеупомянутое является кратким изложением, и что любой из вышеупомянутых аспектов может дополнительно включать в себя любые из признаков, описанных ниже. В частности, следующие признаки, по отдельности или в комбинации, могут быть применимы к любому из вышеуказанных аспектов:
A. Торцевая фреза может иметь единую монолитную конструкцию.
B. Торцевая фреза может быть выполнена с возможностью вращения вокруг центральной оси AR вращения, задающей противоположные по оси прямое и обратное направления DF, DR и противоположные по вращению направление резания и последующее направление вращения Dp, Ds.
C. Торцевая фреза может содержать хвостовик и режущую часть, проходящую вперед от хвостовика до торцевой режущей поверхности. Хвостовик может быть выполнен как одно целое с режущей частью. Несмотря на то, что керамика является относительно хрупким дорогостоящим материалом, и поэтому теоретически выгодно изготавливать хвостовик из альтернативного материала, такого как твердый сплав, на практике было обнаружено, что цельный керамический хвостовик, как бы хрупкий, был более надежным для зажимания в патроне и, таким образом, является предпочтительным.
D. Режущая часть торцевой фрезы изготовлена из керамического материала. Торцевая фреза может быть целиком изготовлена из керамического материала. Керамический материал может представлять собой композит SiAION. Например, это может быть керамический материал, продаваемый TAEGUTEC® под торговой маркой ТС3030.
E. Режущая часть может иметь эффективную длину LE резания, диаметр DE, определяемый поторцевой режущей поверхности, и множество зубьев.
F. Режущая часть может быть лишена канала для подачи охлаждающей жидкости. Хотя использование воздуха (то есть газа) или жидкости может быть полезным для удаления стружки, также может быть предпочтительным преимущество упрощенного производства керамического инструмента из-за его сравнительно высокой стоимости.
G. Один или каждый зуб из множества зубьев режущей части может содержать переднюю поверхность, заднюю поверхность и режущую кромку, образованную на пересечении передней и задней поверхностей.
H. По меньшей мере один или предпочтительно каждый зуб режущей части может быть расположен перед центром.
I. Все зубья могут быть одинаковыми. Иными словами, режущая часть может иметь вращательную симметрию. Точнее, керамическая торцевая фреза может иметь вращательную симметрию на 360°, деленную на число зубьев. Несмотря на то, что в такой симметрии отсутствует антивибрационная характеристика, присущая многим инструментам, также может быть предпочтительным преимущество упрощенного производства керамического инструмента из-за его сравнительно высокой стоимости.
J. Множество зубьев предпочтительно равно или превышает пять зубьев. Для механической обработки керамики большое количество зубьев снижает теплопередачу (путем распределения ее между зубьями) и, следовательно, предпочтительными являются по меньшей мере пять зубьев. Однако увеличение количества зубьев уменьшает доступное пространство для стружечной канавки. Соответственно, множество зубьев предпочтительно равно или меньше чем 11 зубьев. Наиболее предпочтительно, чтобы множество зубьев равнялось 5, 7 или 9 зубьям, причем 7 зубьев считаются наиболее предпочтительным числом с учетом пространства для стружечной канавки. Предпочтительно множество зубьев состоит из нечетного числа зубьев для уменьшения вибрации.
K. По меньшей мере одна или каждая передняя поверхность может быть криволинейной передней поверхностью.
L. Режущая кромка может содержать осевой участок кромки, расположенный на торцевой режущей поверхности, радиальный участок кромки, расположенный вдоль периферии режущей части, и угловой участок кромки, проходящий от осевого участка кромки до радиального участка кромки и определяющий радиус Rc закругления.
М. По меньшей мере одна, предпочтительно каждая, из режущих кромок в целом является криволинейной на виде с торца режущей торцевой поверхности.
N. Осевой участок кромки может иметь положительный осевой передний угол α (то есть, до первого использования). Максимальный осевой передний угол α1 осевого участка кромки может иметь значение, которое удовлетворяет условию: 1°≤α1≤5°. Без привязки к теории считается, что изначально положительный осевой передний угол слишком большой величины может привести к разрушению слишком быстро, чтобы иметь какое-либо преимущество в сроке службы инструмента.
О. По меньшей мере часть углового участка кромки может иметь положительный угловой передний угол β. Обсуждаемой частью является часть углового участка кромки, примыкающего к осевому участку кромки, а не отстоящий от него. Весь угловой участок кромки может иметь положительный угловой передний угол β. Минимальный положительный угловой передний угол β1 углового участка кромки и максимальный осевой передний угол α1 смежного осевого участка кромки могут удовлетворять условию: β1<α1. Угловой передний угол β может постепенно уменьшаться по мере приближения к радиальному участку кромки.
Р. По меньшей мере часть радиального участка кромки, примыкающая к угловому участку кромки, может иметь положительный радиальный передний угол λ.
Q. Впадина может быть расположена в промежутке каждой пары смежных зубьев множества зубьев режущей части. Другими словами, в промежутке каждой пары смежных зубьев может быть образована впадина. Каждая впадина в промежутке каждой пары смежных зубьев может быть единственной впадиной в этом промежутке. Впадина может быть сложной. Режущая часть может быть лишена канавки или второй впадины в промежутке пары зубьев. Каждая впадина может проходить назад до конца впадины, причем конец впадины выходит на периферийную поверхность режущей части.
R. Осевая длина LA по меньшей мере одной впадины, может быть измерена от торцевой режущей поверхности до конца по меньшей мере одной впадины. Осевая длина LA может удовлетворять условию: LA
S. Хвостовик может иметь длину. Длина хвостовика может быть больше общей длины режущей части. Длина режущей части может доходить до конца шейки торцевой фрезы. Предпочтительно длина хвостовика может быть больше, чем в два раза, еще более предпочтительно в три раза, общей длины режущей части.
Т. Хвостовик может иметь основную цилиндрическую форму.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0035] Для лучшего понимания объекта настоящей заявки и для демонстрации того, как это может быть осуществлено на практике, далее будет сделана ссылка на прилагаемые чертежи, где представлены:
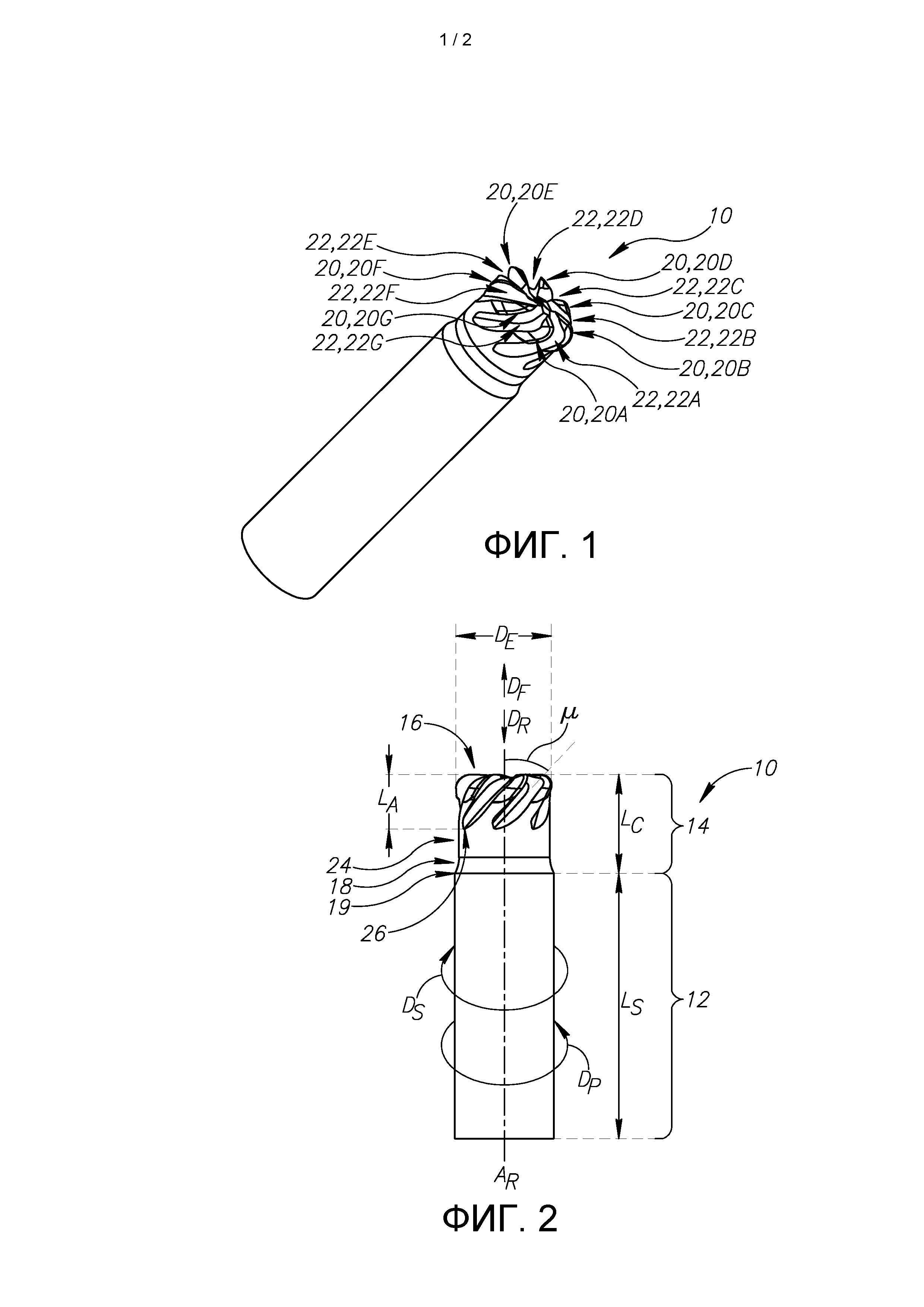
ФИГ. 1 - изображение в перспективе примера торцевой фрезы в соответствии с настоящей заявкой;
ФИГ. 2 - вид сбоку торцевой фрезы по ФИГ. 1;
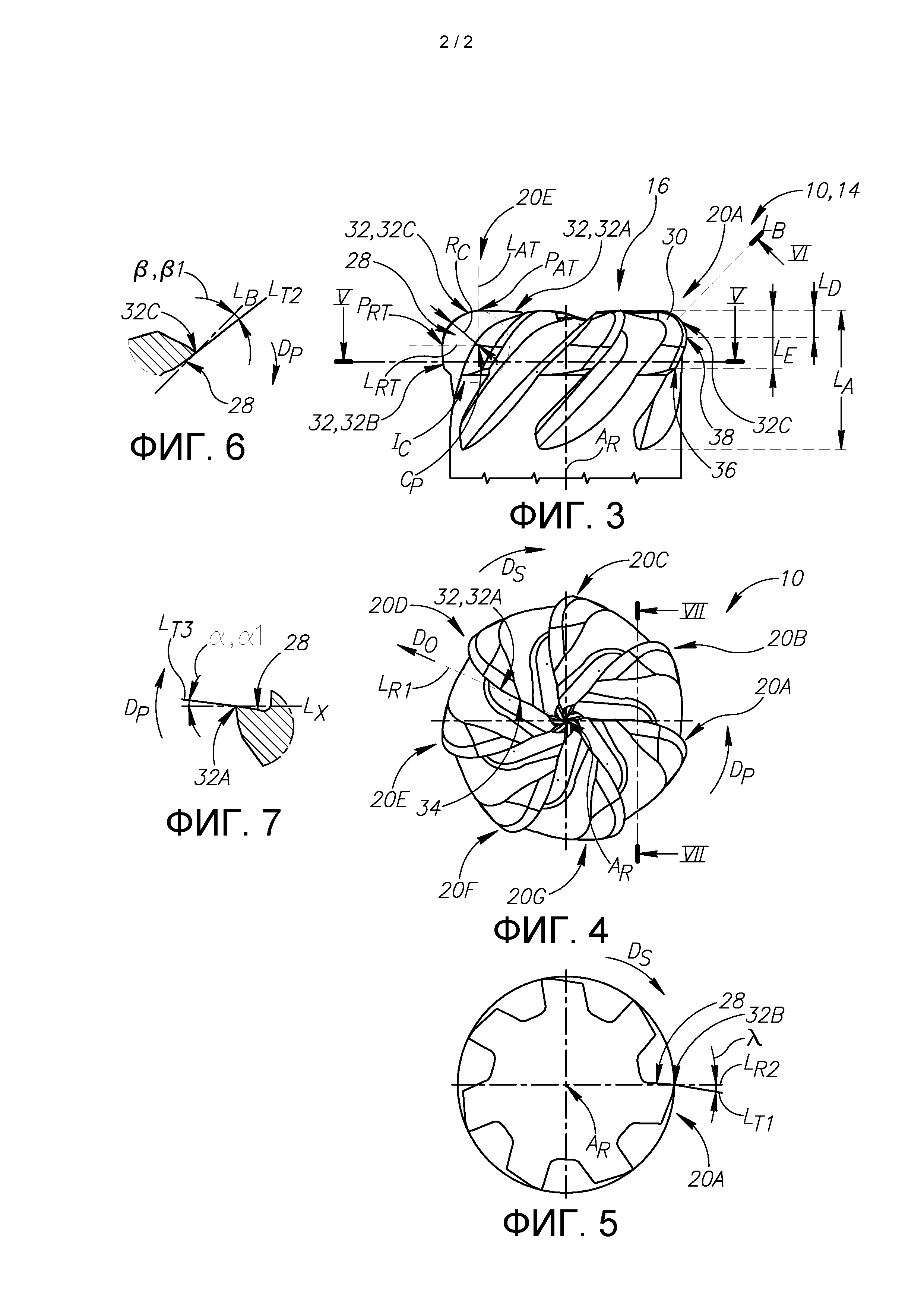
ФИГ. 3 - увеличенный вид сбоку режущей части торцевой фрезы по ФИГ. 1 и 2;
ФИГ. 4 - вид с торца торцевой режущей поверхности режущей части по ФИГ. 3;
ФИГ. 5 - вид в поперечном разрезе по линии V на ФИГ. 3;
ФИГ. 6 - вид в поперечном разрезе по линии VI на ФИГ. 3;
ФИГ. 7 - вид в поперечном разрезе по линии VII на ФИГ. 4.
ПОДРОБНОЕ ОПИСАНИЕ
[0036] На ФИГ. 1 и 2 показана торцевая фреза 10, выполненная с возможностью вращения вокруг центральной оси AR вращения, которая проходит в продольном направлении через центр фрезы.
[0037] Центральная ось вращения AR определяет аксиально противоположные прямое и обратное направления DF, DR и противоположные предшествующее и последующее направления Dp, Ds вращения, причем предшествующее направление Dp является направлением резания.
[0038] Торцевая фреза 10 содержит хвостовик 12 и режущую часть 14, проходящую вперед (то есть в прямом направлении DF) от него.
[0039] Хвостовик может иметь длину Ls.
[0040] Хвостовик 12 может иметь основную цилиндрическую форму. Хвостовик 12 может быть в целом цилиндрическим (то есть без канавок или углублений).
[0041] Режущая часть 14 проходит в обратном направлении DR от торцевой режущей поверхности 16 до шейки 18. Точнее, можно считать, что режущая часть 14 проходит до пересечения 19 шейки с хвостовиком 12, причем пересечение 19 определяется как осевое положение, где шейка 18 начинает уменьшаться в диаметре в прямом направлении DF от хвостовика 12.
[0042] Следует понимать, что шейка 14 является необязательной и что режущую часть 14 следует считать частью торцевой фрезы 10, проходящей вперед от хвостовика 12, причем хвостовик 12 может быть идентифицирован как часть, которая выполнена с возможностью захвата с помощью цанги или патрона, как известно в данной области техники.
[0043] Режущая часть 14 может иметь общую длину Lc. Длина Lc режущей части в этом примере проходит от торцевой режущей поверхности 16 до конца шейки 18 или, точнее, до ее пересечения 19.
[0044] Режущая часть 14 выполнена из керамического материала. В частности, она может быть изготовлен из композита SiAION. Более конкретно, это может быть композит SiAION, продаваемый под торговой маркой ТС3030.
[0045] Режущая часть 14 и хвостовик 12 предпочтительно выполнены как единое целое или другими словами, вся торцевая фреза 10 имеет единую монолитную конструкцию. Соответственно, вся фреза 10 в этом примере, включая хвостовик 12, изготовлена из одного и того же керамического материала.
[0046] Режущая часть 14 выполнена в целом с множеством зубьев 20. Например, множество зубьев 20 может содержать первый, второй, третий, четвертый, пятый, шестой и седьмой зубья 20А, 20В, 20С, 20D, 20Е, 20F, 20G. Как видно из их целого внешнего вида, зубья 20 не зазубрены.
[0047] Диаметр DE торцевой фрезы 10 показан на торцевой режущей поверхности 16. Понятно, что диаметр DE на поверхности 16 является самым большим расстоянием между зубьями 20, которое, точнее говоря, расположено немного назад от самой передней кромки фрезы 10, но пока, как известно, составляет диаметр DE, измеряемый в данной области техники.
[0048] Множество зубьев 20 чередуются с множеством впадин 22. Например, множество впадин 22 сформированы как сложные впадины и могут содержать первую, вторую, третью, четвертую, пятую, шестую и седьмую впадины 22А, 22В, 22С, 22D, 22Е, 22F, 22G.
[0049] Как показано на ФИГ. 2, каждая впадина 22 отличается от спиральной стружечной канавки тем, что он не нуждается в расположении по спирали. Это может быть прямая впадина (то есть проходящая вдоль оси), и она может проходить под углом μ, образованным с центральной осью вращения AR. Угол μ может предпочтительно составлять 42±5°, и такой угол наклона способствует производству зубьев, не требуя дополнительной стадии изготовления стружечной канавки.
[0050] Хотя практически можно продолжить впадину в обратном направлении (то есть, как правило, в направлении хвостовика 12) по прямой или спиральной траектории, предпочтительно минимизировать длину впадин 22 из-за относительно высокой стоимости шлифования керамики.
[0051] Глубина каждой впадины 22 уменьшается до тех пор, пока впадина не достигнет периферийной поверхности 24 режущей части 14 на конце 26 впадины. Осевая длина LA измеряется от торцевой режущей поверхности 16 до конца 26 впадины.
[0052] Все зубья 20 в настоящем примере идентичны и равномерно распределены по окружности, соответственно, последующее описание каждого элемента применимо к каждому из зубьев 20, а знаки или стрелки, направленные на разные зубья для разных элементов, просто обусловлены тем, что эти элементы лучше показаны на конкретном зубе в данном представлении.
[0053] Как показано также на ФИГ. 3, каждый зуб 20 может содержать переднюю поверхность 28, заднюю поверхность 30 и режущую кромку 32, образованную на пересечении передней и задней поверхностей 28, 30.
[0054] На представленных двухмерных чертежах трудно увидеть кривизну передних поверхностей 28, но понятно, что эти поверхности реально изогнуты или, иначе говоря, имеют вогнутую форму. Действительно, в то время как передняя поверхность 28 пятого зуба 20Е (то есть слева на ФИГ. 3) выглядит плоской и параллельной центральной оси AR вращения, на изображениях других зубьев 20, в частности шестого зуба 20F, видно, что зубья 20 не параллельны оси AR вращения, а наклонены вперед, а их передние поверхности являются криволинейными.
[0055] В целях объяснения следует считать, что передняя поверхность 28 пятого зуба 20Е на изображении, представленном на ФИГ. 3, показана в профиль.
[0056] Режущая кромка 32 содержит осевой участок 32А кромки, расположенный на торцевой режущей поверхности 16, радиальный участок 32В кромки, расположенный по периферии режущей части 14, и угловой участок 32С кромки, проходящий от осевого участка 32А кромки к радиальному участку 32В кромки и определяющий радиус RC закругления.
[0057] Угловой участок 32С кромки образует профиль дуги окружности, которая при вращении используется для определения воображаемой окружности IC.
[0058] Воображаемая окружность IC определяет центральную точку СР окружности, осевые и радиальные касательные LAT, LRT, осевые и радиальные точки PAT, PRT касания и величину радиуса, соответствующую радиусу RC закругления.
[0059] Осевая касательная LAT проходит вперед от центральной точки СР окружности в направлении, параллельном центральной оси AR вращения.
[0060] Осевая точка PAT касания расположена на пересечении окружности IC и осевой касательной LAT.
[0061] Радиальная касательная LRT проходит от центральной точки Ср окружности наружу в радиальном направлении, которое перпендикулярно оси AR.
[0062] Радиальная точка PRT касания расположена на пересечении окружности IC и радиальной касательной LRT.
[0063] Как показано на ФИГ. 2, осевая длина LA меньше диаметра DE.
[0064] В отличие от этого, на ФИГ. 3 показано, что осевая длина LA больше, чем эффективная длина LE резания. Эффективная длина LE резания может быть измерена от режущей поверхности 16 до точки 36, которая является самой задней частью режущей кромки 32.
[0065] Эффективная длина LE резания больше, чем рекомендуемая глубина LD обработки. Рекомендуемая глубина LD обработки торцевой фрезы 10 может быть измерена от торцевой режущей поверхности 16 до точки 38 вдоль углового участка 32С кромки (то есть ближе к торцевой режущей поверхности 16, чем к радиальной точке касания PRT). Понятно, что при механической обработке частью режущей кромки 32, расположенной в радиальной точке PRT касания или дальше от поверхности 16, чем в точке PRT, возникнут радиальные усилия, которые сравнительно вредны для относительно хрупкой керамической фрезы 10, работающей на очень высоких скоростях и, таким образом, их предпочтительно избегать.
[0066] Как показано на ФИГ. 4, каждый из зубьев 20 расположен перед центром. Чтобы прояснить, что означает «перед центром», можно провести первую радиальную линию LRI от центральной оси AR вращения, пересекая начальную точку 34 осевого участка 32А, кромки в этом примере, четвертого зуба 20D. Так как каждая точка всей режущей кромки 32 расположена за радиальной линией LRI (т.е. в последующем направлении Ds), когда обрабатываемый материал (не показан) контактирует с любой частью режущей кромки 32, то всегда существует некоторая компонента силы в радиальном направлении DO наружу, способствующая выталкиванию обрабатываемого материала (или стружки) наружу, то есть от торцевой фрезы 10.
[0067] Кроме того, поскольку вся режущая кромка 32 образована с одной впадиной и полностью изогнута на виде с торца, показанном на ФИГ. 4, можно полагать, что операция резания будет более плавной.
[0068] Как показано на ФИГ. 3, было выбрано случайное поперечное сечение, которое проходит через радиальный участок 32В кромки, а на ФИГ. 5 это сечение используется для иллюстрации того, что подразумевается под отрицательным радиальным передним углом λ. Уточним, что это поперечное сечение перпендикулярно центральной оси AR вращения.
[0069] Радиальный передний угол λ можно измерить между второй радиальной линией LR2, проходящей в радиальном направлении от оси AR вращения, пересекая радиальный участок 32В кромки первого зуба 20А, и первой касательной LT1, проходящей тангенциально от соответствующей передней поверхности 28 или, точнее, пересечения поверхности 28 и радиального участка 32В кромки. Образованный радиальный передний угол можно понимать как отрицательный угол, если первая касательная LTI проходит за второй радиальной линией LR2 в направлении наружу (то есть с увеличением расстояния от оси AR вращения). Другими словами, отрицательный радиальный передний угол формируется, когда первая касательная LTI расположена дальше в последующем направлении Ds, чем вторая радиальная линия LR2.
[0070] Как показано справа на ФИГ. 3, было выбрано случайное поперечное сечение (в этом примере, вдоль линии биссектрисы LB, которая расположена под углом 45° к центральной оси AR в этом неограничивающем примере), которое проходит через угловой участок кромки 32С первого зуба 20А, а на ФИГ. 6 это сечение используется для иллюстрации того, что подразумевается под положительным главным передним углом β.
[0071] Угловой передний угол β измеряется между линией LB биссектрисы, проходящей от оси AR вращения и пересекающей угловой участок 32С кромки, и второй касательной LT2, проходящей тангенциально от связанной передней поверхности 28 или, точнее, пересечения этой поверхности 28 и углового участка 32С кромки. Сформированный угловой передний угол β можно понимать как положительный угол, если вторая касательная LT2 проходит перед биссектрисой LB. Другими словами, положительный угол формируется, когда касательная LT2 (в направлении наружу) расположена дальше в предшествующем направлении Dp, чем линия LB биссектрисы.
[0072] Как показано справа на ФИГ. 4, было выбрано случайное поперечное сечение, которое проходит через осевой участок 32С кромки первого зуба 20А, а на ФИГ. 7 этот сечение используется для иллюстрации того, что подразумевается под положительным осевым передним углом α. Уточним, что это поперечное сечение находится в плоскости, параллельной оси вращения AR.
[0073] Осевой передний угол α измеряется между осевой линией LX, проходящей параллельно оси AR вращения, и третьей касательной LT3, проходящей тангенциально от связанной передней поверхности 28 или, точнее, пересечения поверхности 28 и осевого участка 32С кромки. Образованный осевой передний угол α можно понимать как положительный угол, если третья касательная LT3 проходит перед осевой линией Lx. Другими словами, положительный угол формируется, когда касательная LT3 (в направлении наружу) расположена дальше в предшествующем направлении Dp, чем осевая линия Lx.
Реферат
Группа изобретений относится к обработке материалов резанием и может быть использована для фрезерования заготовок из сплава Инконель. Торцевая фреза изготовлена монолитной из керамического материала и содержит хвостовик и режущую часть. Каждый зуб режущей части фрезы содержит криволинейную переднюю поверхность, заднюю поверхность и режущую кромку, образованную на пересечении передней и задней поверхностей. Режущая кромка содержит осевой участок кромки, расположенный на торцевой режущей поверхности, радиальный участок кромки, расположенный вдоль периферии режущей части, и угловой участок кромки, проходящий от осевого участка кромки до радиального участка кромки и имеющий радиус закругления. Весь осевой участок кромки имеет положительный осевой передний угол. Способ обработки указанной торцевой фрезой включает торцевое фрезерование заготовки из сплава Инконель на скорости более 300 м/мин до изменения указанного положительного переднего угла на отрицательный осевой передний угол. Повышается стойкость фрезы. 2 н. и 17 з.п. ф-лы, 7 ил.
Комментарии