Фрезерная головка и режущая фрезерная пластина с сердечником и подачей охлаждающей жидкости - RU2445194C2
Код документа: RU2445194C2
Чертежи


























Описание
Эта заявка является дополнительной заявкой к заявке № 11/654,833, поданной 18 января 2007 года, и чье полное содержание включено здесь путем ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Изобретение касается фрезерной головки, а также режущей фрезерной пластины, используемых для выполнения операций стружкообразования и удаления материала. Более конкретно данное изобретение имеет отношение к фрезерной головке, а также к режущей фрезерной пластине, используемых для выполнения операций стружкообразования и удаления материала, где для снижения избыточного тепла в зоне контакта между режущей пластиной и образовавшимися стружками реализована улучшенная подача охлаждающей жидкости в место, расположенное рядом с зоной контакта между режущей фрезерной пластиной и рабочей заготовкой (например, зона контакта между режущей пластиной и образовавшимися стружками).
При выполнении операции стружкообразования и удаления материала (например, операции фрезерования) в зоне контакта между режущей фрезерной пластиной и местом снятия стружки с рабочей заготовки генерируется тепло (например, зона контакта между режущей пластиной и образовавшимися стружками). Хорошо известно, что излишнее тепло может оказать отрицательное воздействие на срок службы режущей фрезерной пластины (то есть снизить или укоротить его). Можно определить, что более короткий срок службы фрезы приводит к увеличению операционных затрат и снижению общей производительности металлообработки. Отсюда возникают легко воспринимаемые как очевидные преимущества, связанные с уменьшением уровня тепла в зоне контакта между режущей пластиной и образовавшимися стружками.
В этом отношении в патенте США № 6,053,669, выданном Лагербергу, обсуждается важность снижения уровня тепла в зоне контакта между режущей пластиной и образовавшимися стружками. Если говорить более конкретно, то Лагерберг упоминает о том, что при достижении режущей фрезерной пластиной, изготовленной из твердых сплавов, определенной температуры ее сопротивление пластической деформации уменьшается. Уменьшение пластической деформации повышает риск поломки режущей фрезерной пластины. В патенте США № 5,775,854, выданном Уэртхейму, указывается, что повышение рабочей температуры приводит к снижению твердости режущей пластины с последующим возрастанием ее износа. В каждом из патентов, выданных Лагербергу и Уэртхейму, обсуждается важность подачи охлаждающей жидкости в зону контакта между режущей пластиной и образовавшимися стружками.
В других патентных документах раскрываются различные методы или системы для подачи охлаждающей жидкости в зону контакта между режущей пластиной и стружками. В этом отношении патент США № 6,045,300, выданный Энтону (Antoun), раскрывает применение поступления больших объемов охлаждающей жидкости под высоким давлением для решения проблемы теплообразования в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками. В опубликованной заявки на патент США № 2003/00820118, поданной Кремером, показано применение канавок, расположенных между режущей фрезерной пластиной и верхней пластиной. Через эти канавки протекает охлаждающая жидкость, предназначенная для устранения тепла, которое генерируется в зоне контакта между режущей головкой и стружками. В патенте США № 5,901,623, выданном Хонгу показана система подачи охлаждающей жидкости, в качестве которой используется жидкий азот, в зону контакта между режущей фрезерной пластиной и образовавшимися стружками.
Легко становится очевидным тот факт, что при выполнении операции стружкообразования и удаления материала более высокие рабочие температуры в зоне контакта между режущей пластиной и образовавшимися стружками могут оказать пагубное влияние на срок службы фрезы, которое приведет к ее преждевременной поломке и/или чрезмерному износу. Отсюда крайне желательно обеспечить создание такой шпиндельной бабки фрезерного станка (например, фрезерной бабки), а также режущей пластины (например, режущей фрезерной пластины), используемой для выполнения операций стружкообразования и удаления материала, которые отличаются тем, что в зону контакта между режущей фрезерной пластиной и рабочей заготовкой осуществляется улучшенная подача охлаждающей жидкости (то есть в зону контакта между режущей пластиной и образовавшимися стружками, представляющей собою место на рабочей заготовке, где происходит стружкообразование).
При выполнении операции фрезерования стружки, отсоединяемые от рабочей заготовки, могут иногда прилипать (например, в результате сваривания) к поверхности режущей пластины (например, режущей фрезерной пластины). Возникающее таким образом нагромождение налипших стружек на режущей пластине является нежелательным фактом, который может отрицательно повлиять на рабочие характеристики режущей пластины и, следовательно, на всю операцию по удалению налипшего материала.
Таким образом, будет крайне желательным создание узла режущего инструмента (например, узла фрезерной головки), а также режущей пластины (например, режущей фрезерной пластины), используемых для выполнения операций стружкообразования и удаления материала, в процессе которых в зону контакта между режущей пластиной и образовавшимися стружками осуществляется увеличенная подача охлаждающей жидкости, что улучшает смазывание зоны контакта между режущей пластиной и образовавшимися стружками. Результатом улучшения смазывания зоны контакта между режущей пластиной и стружками является снижение тенденции их прилипания к режущей пластине.
При выполнении таких операций металлообработки резанием как, например, фрезерование, могут возникать ситуации, когда стружки, прилипая к режущей пластине, не выходят за пределы зоны контакта между режущей пластиной и образовавшимися стружками. Когда стружки не выходят за пределы зоны контакта между режущей пластиной и образовавшимися стружками, существует вероятность их повторного разрезания. Нежелательно, чтобы режущая пластина фрезы повторно разрезала стружки после их снятия с рабочей заготовки. Поток охлаждающей жидкости, подаваемый в зону контакта между режущей пластиной и образовавшимися стружками, облегчит их удаление из этой зоны, в результате чего минимизируется вероятность повторного разрезания стружек.
Таким образом, будет крайне желательным создание узла режущего инструмента (например, узла фрезерной головки), а также режущей пластины (например, режущей фрезерной пластины), используемых для выполнения операций стружкообразования и удаления материала, при которых в зону контакта между режущей пластиной и образовавшимися стружками осуществляется увеличенная подача охлаждающей жидкости, которая приводит к снижению вероятности повторного разрезания стружек. Результатом увеличенного потока охлаждающей жидкости в зону контакта между режущей пластиной и образовавшимися стружками является улучшенное удаление стружек вблизи зоны контакта с последующим снижением вероятности повторного разрезания стружек.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном из вариантов выполнения изобретение представляет собой режущую пластину, используемую при стружкообразовании и для удаления материала с рабочей заготовки и содержащую корпус режущей фрезерной пластины, имеющий периферическую заднюю поверхность, нижнюю поверхность и центральное отверстие. Корпус режущей фрезерной пластины образует первую часть передней поверхности режущей пластины. Сердечник содержит выступ и образует вторую часть передней поверхности. Сердечник можно прикрепить к корпусу режущей фрезерной пластины посредством введения выступа в центральное отверстие корпуса режущей фрезерной пластины.
В другом варианте выполнения изобретение представляет собой режущую пластину, используемую при стружкообразовании и для удаления материала из рабочей заготовки и содержащую корпус режущей фрезерной пластины, содержащий периферическую заднюю поверхность, нижнюю поверхность и центральное отверстие. Корпус режущей фрезерной пластины образует первую часть передней поверхности режущей пластины. Режущая кромка образована в месте пересечения периферической задней поверхности и первой части передней поверхности. Корпус режущей фрезерной пластины содержит, по меньшей мере, один желобок для обеспечения прохождения охлаждающей жидкости через него. Сердечник содержит выступ и образует вторую часть передней поверхности. Сердечник можно прикрепить к корпусу режущей фрезерной пластины посредством введения выступа в центральное отверстие корпуса режущей пластины.
В еще одном варианте выполнения изобретение представляет собой фрезерную головку, используемую при стружкообразовании и для удаления материала, в которой охлаждающая жидкость подается на фрезерную головку из источника охлаждающей жидкости. Фрезерная головка содержит корпус фрезерной головки, содержащий емкость для охлаждающей жидкости. Корпус режущей фрезерной пластины содержит периферическую заднюю поверхность, нижнюю поверхность и центральное отверстие. Режущая кромка образована в месте пересечения периферической задней поверхности и первой части передней поверхности. Корпус режущей пластины включает, по меньшей мере, один желобок для обеспечения прохождения охлаждающей жидкости через него. Сердечник содержит выступ и образует вторую часть передней поверхности. Сердечник можно прикрепить к корпусу режущей пластины посредством введения выступа в центральное отверстие корпуса режущей пластины.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Ниже представлено краткое описание чертежей, которые составляют часть данной патентной заявки:
На ФИГ. 1 представлена аксонометрическая проекция конкретного осуществления узла фрезерной головки, где корпус фрезерной головки содержит гнезда, расположенные через интервалы по окружности, некоторые из этих гнезд показаны пустыми (то есть без узла режущей фрезерной пластины в этом месте), а два гнезда показаны содержащими узел режущей фрезерной пластины, где стрелками отмечено движение потока охлаждающей жидкости;
На ФИГ. 2 представлена аксонометрическая боковая проекция одного гнезда, которое находится на режущем краю корпуса фрезерной головки, где показана направляющая вогнутая поверхность и участок опорной поверхности, где гнездо демонстрируется в окружении корпуса фрезерной головки, показанной на фигуре с внутриобъемными деталями;
На ФИГ. 3 представлена аксонометрическая проекция узла фрезерной головки, представленного на ФИГ. 1, где показан корпус фрезерной головки вместе с крышкой емкости и захватной головкой, которые отделены от корпуса режущей фрезерной пластины с целью представления центральной емкости для охлаждающей жидкости, а прохождение потока охлаждающей жидкости указано стрелками;
На ФИГ. 4 представлена боковая проекция стопорного винта, показанная на ФИГ. 3, часть которого отделена для иллюстрации центрального расточенного отверстия и вспомогательных наклонных расточенных отверстий этого, а прохождение потока охлаждающей жидкости указано стрелками;
На ФИГ. 5 представлен вид сверху крышки емкости, показанной на ФИГ. 3;
На ФИГ. 6 представлен поперечный разрез крышки емкости вдоль линии сечения 5-5, показанной на ФИГ. 5;
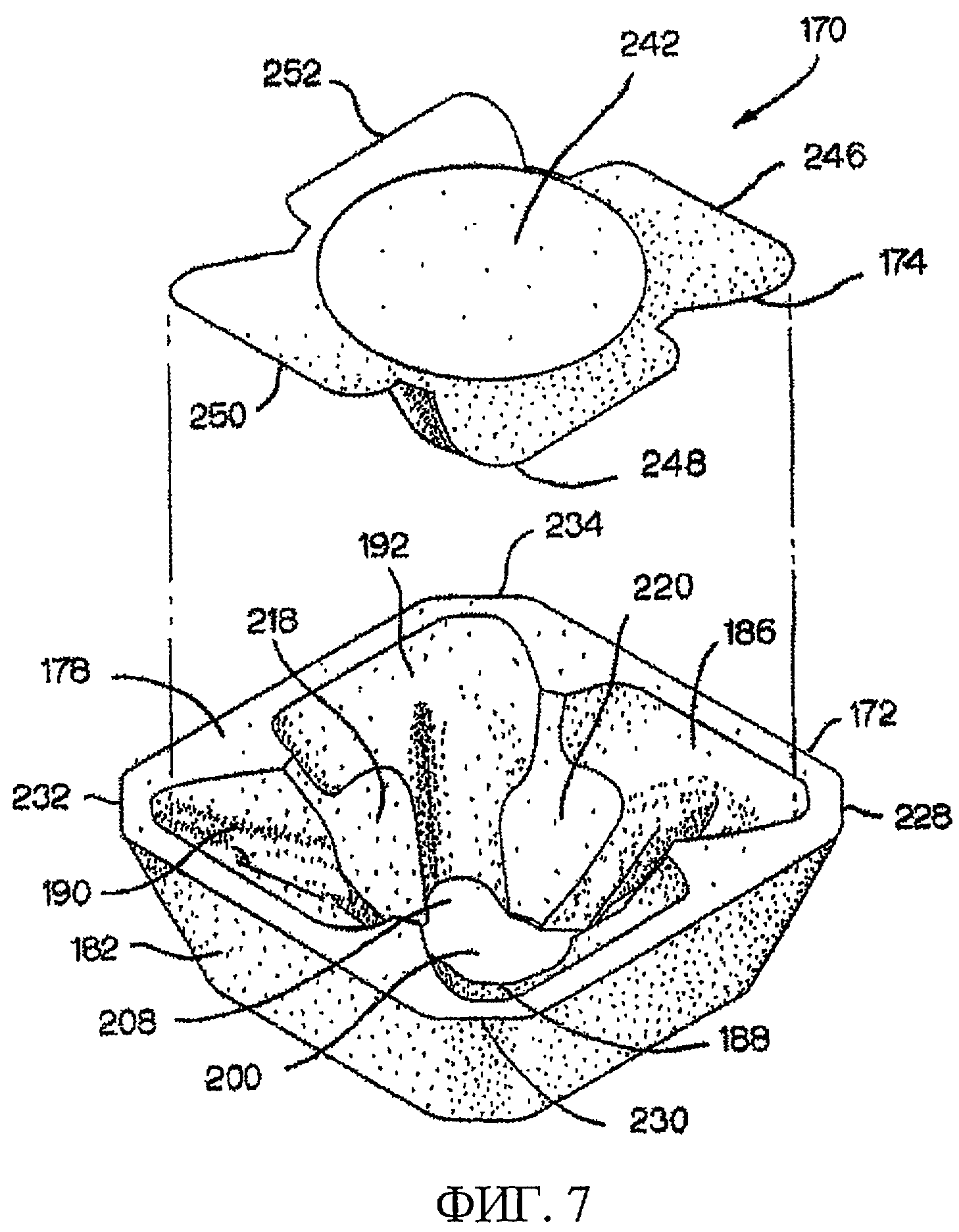
На ФИГ. 7 представлена аксонометрическая проекция режущей фрезерной пластины, пластина которой отделена от корпуса режущей фрезерной пластины.
На ФИГ. 8 представлен вид сверху передней поверхности корпуса режущей фрезерной пластины, которая содержит отдельные выемки;
На ФИГ. 9 представлен поперечный разрез корпуса режущей фрезерной пластины, показанной на ФИГ. 8, вдоль линии сечения 9-9;
На ФИГ. 10 представлен вид сверху, показывающий верхнюю поверхность пластины;
На ФИГ. 11 представлен поперечный разрез пластины из ФИГ. 10 вдоль линии сечения 10-10;
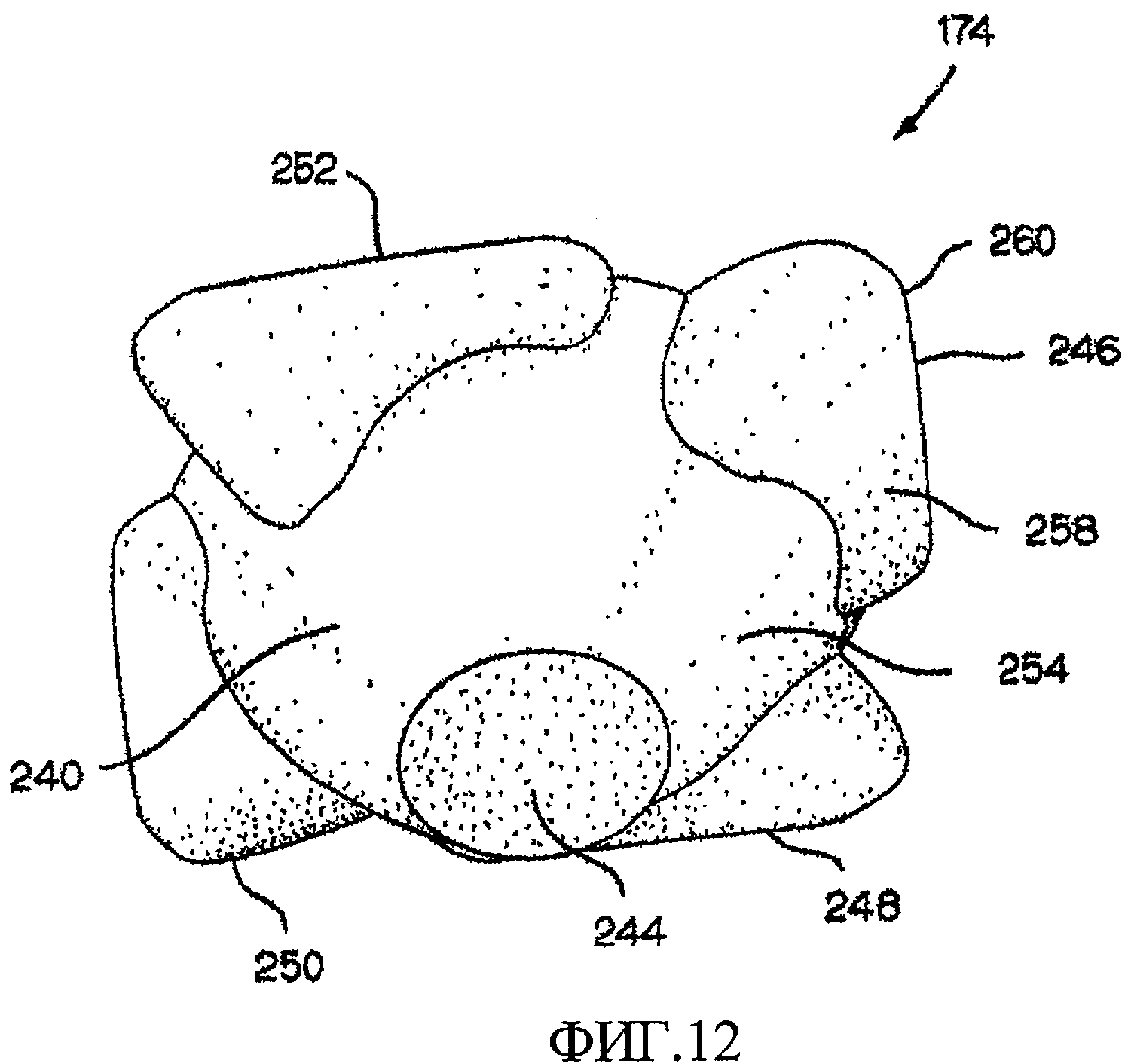
На ФИГ. 12 представлена аксонометрическая проекция пластины, показывающая нижнюю поверхность пластины;
На ФИГ. 13 представлена аксонометрическая проекция режущей фрезерной пластины из ФИГ. 1, показывающая нижнюю поверхность режущей фрезерной пластины;
На ФИГ. 14 представлен вид в поперечном разрезе режущей фрезерной пластины, показанной на ФИГ. 14, вдоль линии сечения 14-14 ФИГ. 14;
На ФИГ. 15 представлена аксонометрическая проекция конкретного осуществления узла режущей фрезерной пластины, показанного на ФИГ. 1, где фиксатор, корпус режущей фрезерной пластины, пластина и регулировочная прокладка отделены друг от друга;
На ФИГ. 16 представлена аксонометрическая проекция второго варианта выполнения узла режущей фрезерной пластины, где пластина верхнего наклона и пластина нижнего наклона отделены от корпуса режущей фрезерной пластины;
На ФИГ. 16А представлена аксонометрическая проекция пластины верхнего наклона, показанной на ФИГ. 16;
На ФИГ. 17 представлен поперечный разрез узла режущей фрезерной пластины из ФИГ. 14 в сборке;
На ФИГ. 18 представлена аксонометрическая проекция конкретного варианта выполнения регулировочной прокладки, используемой в сочетании с режущей фрезерной пластиной, показанной на ФИГ. 7;
На ФИГ. 19 представлена аксонометрическая проекция другого конкретного варианта выполнения режущей фрезерной пластины, где передняя пластина отделена от корпуса режущей фрезерной пластины;
На ФИГ. 20 представлена аксонометрическая проекция конкретного варианта выполнения ФИГ. 19, показывающая нижнюю поверхность и периферическую заднюю поверхность режущей фрезерной пластины;
На ФИГ. 21 представлен поперечный разрез режущей фрезерной пластины, показанной на ФИГ. 19, иллюстрирующий переднюю пластину в сборке с корпусом режущей фрезерной пластины;
На ФИГ. 22 представлен поперечный разрез режущей фрезерной пластины, показанной на ФИГ. 19, иллюстрирующий переднюю пластину в сборке с корпусом режущей фрезерной пластины;
На ФИГ. 23 представлена аксонометрическая проекция другого конкретного варианта выполнения узла фрезерной головки, где режущая фрезерная пластина, показанная на ФИГ. 19-22, отделена от гнезда корпуса фрезерной головки;
На ФИГ. 24 представлена аксонометрическая проекция конкретного варианта выполнения узла фрезерной головки из ФИГ. 23, где корпус фрезерной головки повернут таким образом, что видна нижняя поверхность режущей фрезерной пластины;
На ФИГ. 25 представлена аксонометрическая проекция части корпуса фрезерной головки, другого конкретного варианта выполнения узла фрезерной головки, где установка регулировочной прокладки не требуется, а режущая фрезерная пластина убрана из гнезда; и
На ФИГ. 26 представлена другая аксонометрическая проекция гнезда корпуса фрезерной головки, показанной на ФИГ. 25;
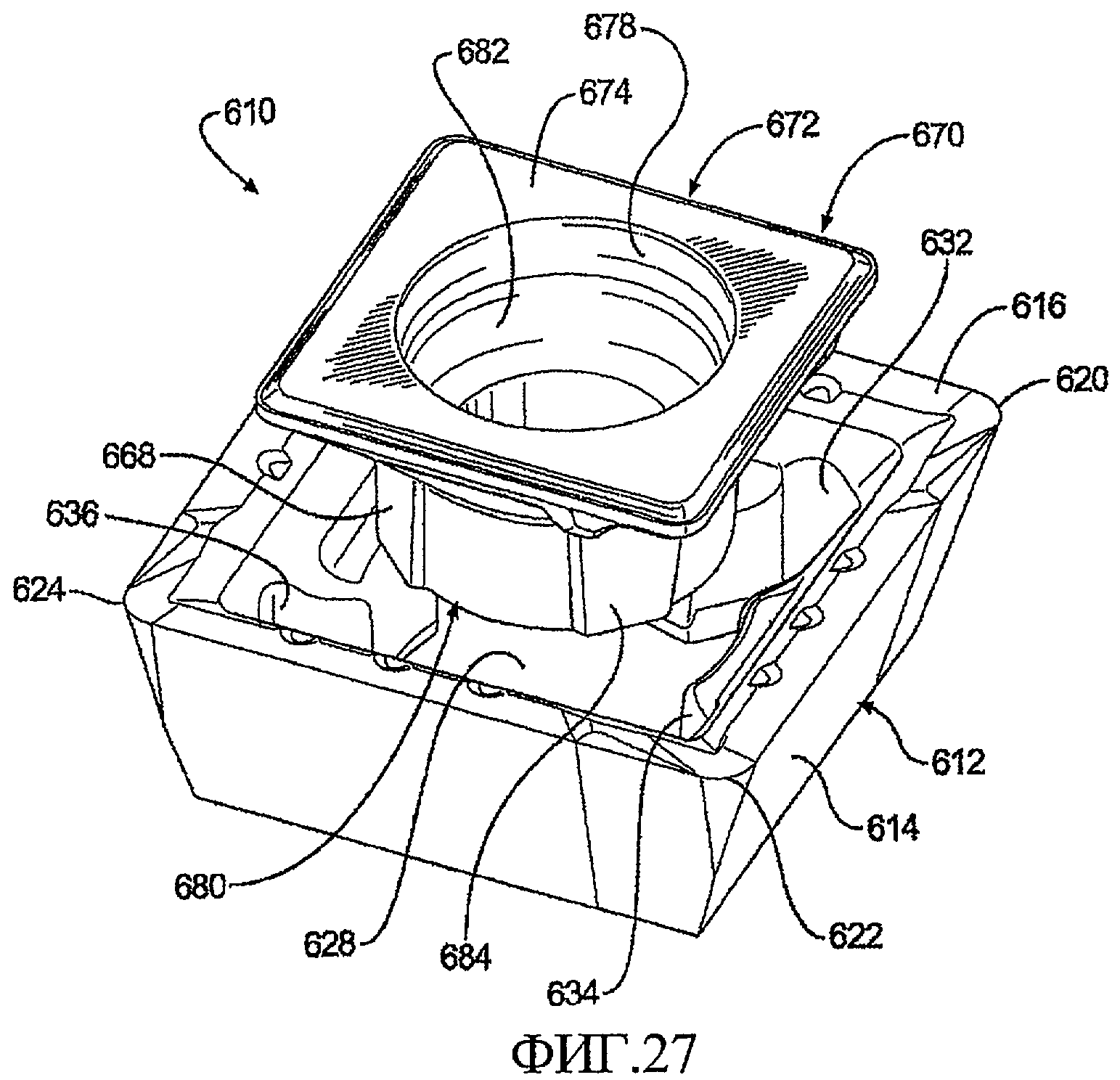
На ФИГ. 27 представлена аксонометрическая проекция другого конкретного варианта выполнения режущей фрезерной пластины, где сердечник отделен от корпуса режущей фрезерной пластины;
На ФИГ. 28 представлена другая аксонометрическая проекция режущей фрезерной пластины, показанной на ФИГ. 27, показывающая сердечник в сборке с корпусом режущей фрезерной пластины;
На ФИГ. 29 представлен поперечный разрез режущей фрезерной пластины, показанной на ФИГ. 27, иллюстрирующий сердечник в сборке с корпусом режущей фрезерной пластины;
На ФИГ. 30 представлена аксонометрическая проекция конкретного варианта выполнения, показанного на ФИГ. 27, иллюстрирующая нижнюю поверхность и периферическую заднюю поверхность режущей фрезерной пластины;
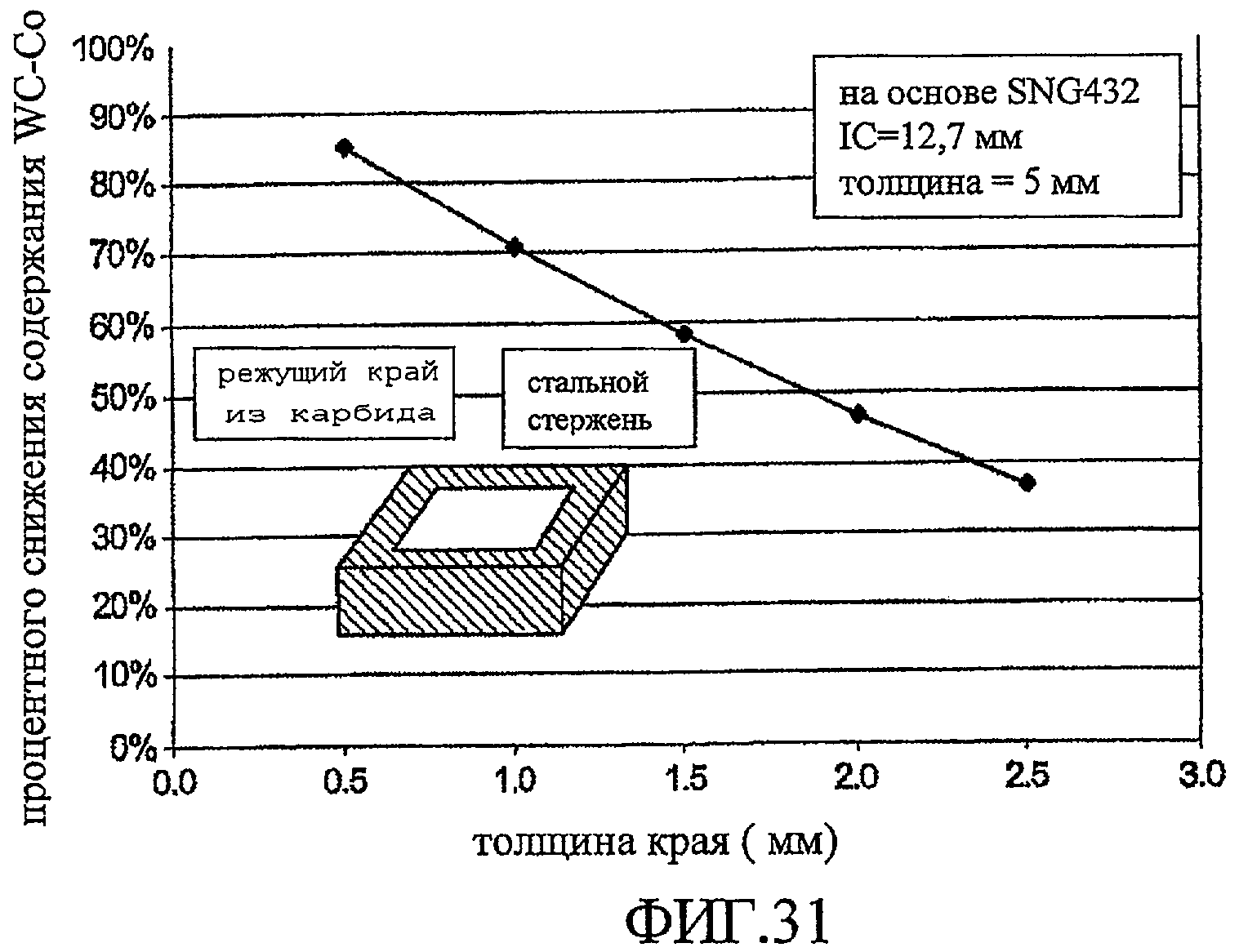
На ФИГ. 31 показан график процентного снижения содержания WC-Co как функция толщины корпуса режущей фрезерной пластины.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Если обратиться к фигурам, то ФИГ. 1 иллюстрирует конкретный вариант выполнения узла фрезерной головки, в общем случае обозначенного как 40 и предназначенного для использования при выполнении операций стружкообразования и удаления материала. При выполнении такой операции материал удаляется от рабочей заготовки. При выполнении операции узел фрезерной головки 40 вращается в направлении, указанном стрелкой “R”.
Узел фрезерной головки 40 содержит корпус фрезерной головки, который в общем случае имеет цилиндрическую форму, обозначенной как 42 и имеющей режущий край 44 с периферической поверхностью 46. Узел фрезерной головки 40, кроме того, содержит цельную дополнительную втулку 48, которая пристраивается в нижнем направлении (как видно на ФИГ. 1) от режущего края 44. В этом конкретном варианте выполнения изобретения узел фрезерной головки 40 дополнительно содержит множество отделенных друг от друга гнезд, обычно обозначаемых как 52 и расположенных на периферической поверхности 46 режущего края 44. Как будет более подробно описано далее, каждое гнездо 52 принимает и надежно удерживает узел режущей фрезерной пластины в этом месте.
Следует принять во внимание тот факт, что корпус фрезерной головки 42 может содержать множество гнезд, отличных от того, которое показано в данном конкретном варианте выполнения изобретения. Кроме того, также следует принять во внимание тот факт, что интервал между гнездами может отличаться от того, который показан здесь. В этом отношении количество и местоположение гнезд может меняться в зависимости от конкретного применения узла фрезерной головки. Заявители не имеют намерения ограничивать область применения изобретения такими конкретными геометрическими характеристиками корпуса фрезерной головки и такой ориентацией гнезд в этом месте, как те, что показаны здесь на фигурах.
Каждое гнездо 52 имеет ведущую вогнутую поверхность 54 и участок опорной поверхности (обратите внимание на консоль 60 на ФИГ. 1 и 2), который прилегает к ведущей вогнутой поверхности 54 и замыкает ее. Переходной участок 58 обеспечивает переход между вогнутой поверхностью 54 и участком опорной поверхности 60. В контексте данного изобретения термины «ведущий» и «замыкающий» (а также подобные и связанные с этим термины) указывают на относительное положение структурных аспектов гнезда и узла режущей фрезерной пластины касательно работы узла фрезерной головки. Например, при указании на один и тот же компонент часть того, что обозначается как «ведущий», при вращении находится впереди того, что обозначается как «замыкающий», во время работы, выполняемой узлом фрезерной головки. В использовании этих относительных терминов отсутствует намерение ограничить с их помощью области применения изобретения, а присутствует лишь желание определить различные особенности одной структуры по отношению к другой.
Участок опорной поверхности 60 охватывает опорную поверхность 62 на замыкающем конце участка опорной поверхности 60. Опорная поверхность 62 имеет радиально-осевое расположение. Опорная поверхность 62 имеет верхнюю кромку 64 и нижнюю кромку 66. Корпус фрезерной головки 42 содержит закрытое нарезное расточенное отверстие 68, проход которого заканчивается на опорной поверхности 62. В нарезное расточенное отверстие 68 ввинчивается резьбовая крепежная деталь так, как описано ниже. Использование терминов «верхний» и «нижний», а также подобных им, связано с относительной ориентацией структурных компонентов так, как показано при их расположении, проиллюстрированном на ФИГ 1. В использовании этих относительных терминов отсутствует намерение ограничить с их помощью область применения изобретения, а присутствует лишь желание определить различные особенности одной конструкции по отношению к другой.
Участок опорной поверхности 60, кроме того, содержит замыкающую наклонную опорную поверхность 74, которая подсоединена к опорной поверхности 62. Корпус фрезерной головки 42 имеет два проточных канала для охлаждающей жидкости 76, которые открываются на замыкающей наклонной опорной поверхности 74 так, как показано на примере впускного отверстия 77. Впускное отверстие 77 смещено от геометрического центра опорной поверхности 62 для установки (или выравнивания) относительно выбранного рабочего выступа центрального проточного канала для охлаждающей жидкости режущей фрезерной пластины в зависимости от положения, занимаемого режущей фрезерной пластиной в гнезде. Этот аспект изобретения будет описан более подробно далее по тексту.
Проточный канал для охлаждающей жидкости образует канал для протекания охлаждающей жидкости к режущей фрезерной пластине, находящейся в гнезде так, как будет описано далее по тексту. Участок опорной поверхности 60 также содержит ведущую наклонную опорную поверхность 80, которая примыкает к замыкающей наклонной опорной поверхности 74. Когда положение узла режущей фрезерной пластины фиксируется в пределах гнезда, режущая фрезерная пластина покоится на (и поддерживается) ведущей наклонной опорной поверхности 80, а регулировочная прокладка располагается на поддерживающей ее замыкающей наклонной опорной поверхности 74. Следует принять во внимание тот факт, что ведущая наклонная опорная поверхность 80 и замыкающая наклонная опорная поверхность 74 имеют радиально-осевое расположение.
Кроме того, участок опорной поверхности 60 содержит опорную поверхность фиксатора 84, которая примыкает к ведущей опорной наклонной поверхности 80. Плечевое соединение 86 связывает ведущую наклонную опорную поверхность 80 с опорной поверхностью фиксатора 84, а другое плечевое соединение 88 обеспечивает переход между опорной поверхностью фиксатора 84 и переходным участком 58. Опорная поверхность фиксатора 84, а также плечевые соединения 86 и 88 имеют радиально-осевое расположение. Корпус фрезерной головки 42 содержит резьбовое отверстие (или прорезь) 90, которое открывается на опорной поверхности фиксатора 84. Резьбовое отверстие 90 сконструировано для установки стопорного штифта, который проходит через фиксатор, содействующий надежному удержанию регулировочной прокладки и режущей фрезерной пластины в гнезде.
Как показано на ФИГ. 3, корпус фрезерной головки 42, кроме того, включает центральную емкость для хранения охлаждающей жидкости (или жидкости) 94, которая подсоединена к источнику охлаждающей жидкости, обозначенному на ФИГ. 3 как источник охлаждающей жидкости. Центральная емкость для хранения охлаждающей жидкости 94 определяется (по меньшей мере, частично) выступающей и направленной вверх центральной перегородкой 96, которая ориентирована в верхнем направлении (или в общем случае имеет вертикальную ориентацию так, как видно на ФИГ. 3). Выступающая вверх перегородка 96 простирается вертикально от нижней поверхности 98 корпуса фрезерной головки 42, при этом нижняя поверхность 98 также определяет (частично) местоположение центральной емкости для хранения охлаждающей жидкости 94. Как видно на ФИГ. 3, центральная выступающая вверх перегородка 96 имеет верхний край 100.
Центральная выступающая вверх перегородка 96 содержит проточный канал 76 для охлаждающей жидкости, который обеспечивает прохождение жидкости между емкостью для хранения охлаждающей жидкости 94 и гнездом 52. Каждый проточный канал 76 для охлаждающей жидкости соответствует гнезду 52 в том, что охлаждающая жидкость подается в соответствующее гнездо 52 через соответствующий проточный канал 76 для охлаждающей жидкости. Хотя заявители не имеют намерения ограничить свое изобретение проточными каналами 76 для охлаждающей жидкости любого конкретного размера или внутренних геометрических характеристик, они предполагают размер и геометрические характеристики проточного канала 76 для охлаждающей жидкости такими, которые обеспечивают поступление достаточного потока охлаждающей жидкости в соответствующее гнездо и, следовательно, на соответствующую режущую фрезерную пластину, удерживаемую в этом гнезде. Кроме того, заявители полагают, что в отличие от установки одного проточного канала для охлаждающей жидкости можно реализовать множество (например, пару) проточных каналов для охлаждающей жидкости, которые обеспечат ее подачу в каждое гнездо из емкости для хранения охлаждающей жидкости.
Как показано на ФИГ. 3 и 4, узел фрезерной головки 40, кроме того, содержит стопорный винт, обычно обозначаемый как 106. Как видно на ФИГ. 4, стопорный винт 106 состоит из верхнего конца 108 и нижнего конца 110. Стопорный винт 106 имеет увеличенное сечение по диаметру 112, которое определяет плечевое соединение 114, примыкающее к его верхнему концу 108 стопорного винта. Удлиненный цельный сердечник цилиндрической формы 116 выступает из увеличенного сечения диаметра 112. Стопорный винт 106 содержит расположенное по центру по всей длине продольное шестигранное расточенное отверстие 118.
Стопорный винт 106, кроме того, содержит множество расточенных отверстий 124, наклоненных в радиальном направлении и расположенных под углом к продольной оси Z-Z стопорного винта 106. Каждое из наклонных расточенных отверстий 124 обеспечивает проход жидкости между центральным расточенным отверстием 118 и верхним уголковым изгибом округлой формы 122 стопорного винта 106. Эти наклонные расточенные отверстия 124 обеспечивают дополнительные проточные каналы, через которые охлаждающая жидкость может поступать из источника охлаждающей жидкости в емкость для хранения охлаждающей жидкости. Как показано стрелками на ФИГ. 3 и 4, охлаждающая жидкость поступает в шестигранное расточенное отверстие 118, расположенное в нижнем конце стопорного винта 120, и вытекает через расточенное отверстие 118 таким образом, что охлаждающая жидкость выходит из шестигранного расточенного отверстия 118, расположенного на верхнем конце 122 стопорного винта. Охлаждающая жидкость, как показано стрелками, также выходит из центрального расточенного отверстия 118 через наклонные расточенные отверстия 124. Охлаждающая жидкость, которая выходит из стопорного винта 106 (либо через центральное расточенное отверстие 118 или через наклонные расточенные отверстия 124), затем поступает в центральную емкость для хранения охлаждающей жидкости 94 так, как показано стрелками.
Как показано на ФИГ. 5 и 6, узел фрезерной головки 40 также содержит крышку емкости, которая обычно обозначается как 126 и определяет частично местоположение центральной емкости для хранения охлаждающей жидкости 94. У крышки емкости 126 имеется верхняя поверхность 128 и нижняя поверхность 130. Крышка емкости 126 содержит множество отверстий под болт 132, которые располагаются на равноудаленном расстоянии по окружности крышки емкости 126. Каждое из отверстий под болт 132 приспособлено для установки болта 134 (обратитесь к ФИГ. 3) с целью прикрепления крышки емкости 126 к корпусу 42 фрезерной головки. Крышка емкости 126, кроме того, содержит, как правило, добавляемый цельный фланец цилиндрической формы 136, который содержит множество насечек 138, расположенных на равноудаленном расстоянии по окружности фланца 136.
При рассмотрении ФИГ. 1 узел фрезерной головки 40 помимо этого содержит множество узлов режущих фрезерных пластин (или режущих пластин), при этом каждая из режущих фрезерных пластин в общем случае обозначается как 150. Как очевидно при рассмотрении ФИГ. 1, каждое из гнезд 52 и, в частности, каждый из участков опорной поверхности 60 вмещает и удерживает узел режущей фрезерной пластины 150. Узел режущей фрезерной пластины 150 содержит множество компонентов, а именно: режущую фрезерную пластину (которую в более широком смысле можно рассматривать как режущую пластину), регулировочную прокладку, фиксатор и резьбовые элементы, которые будут более подробно описаны далее по тексту. Следует принять во внимание тот факт, что заявители определяют под термином «режущая поверхность» все режущие пластины для фрезерной и токарной обработки, а также прочие типы и разновидности режущих пластин, используемые для обработки рабочей заготовки и удаления материала в такой операции по съему стружек как, например, операция стружкообразования и удаления стружек.
Как упоминалось ранее, узел режущей фрезерной пластины 150 имеет в своем составе регулировочную прокладку, обычно обозначенную как 152. На ФИГ. 15 показан один конкретный вариант выполнения регулировочной прокладки 152. Регулировочная прокладка 152 состоит из верхней поверхности 154, нижней поверхности 156 и периферической задней поверхности (или кромки) 158. Регулировочная прокладка 152 в этом месте содержит пару расточенных отверстий. Одно из этих расточенных отверстий является отверстием 160 для крепежной детали, которая вмещает резьбовой элемент 164, прикрепляющий регулировочную прокладку 152 и режущую фрезерную пластину к узлу режущей головки 42 способом, известным специалистам в предметной области. Регулировочная прокладка 152 также имеет четыре уголковых изгиба (162A, 162B, 162C, 162D), где уголковые изгибы 162B и 162C являются острыми, а уголковые изгибы 162 A и 162D - плоскими, определенными плоской поверхностью.
Другое расточенное отверстие 166 представляет собой отверстие для подачи охлаждающей жидкости, выравненное относительно впускного отверстия гнезда 77, когда узел режущей фрезерной пластины 150 закрепляется в гнезде 52. На основании ФИГ. 18 можно сделать вывод, что расточенное отверстие для подачи охлаждающей жидкости 166 смещено от геометрического центра верхней поверхности 154 регулировочной прокладки 152. Природа смещения расточенного отверстия для подачи охлаждающей жидкости 166 такая же, как и для впускного отверстия 77, поэтому расточенное отверстие для подачи охлаждающей жидкости может устанавливаться и выравниваться относительно выбранного рабочего выступа центрального проточного канала для охлаждающей жидкости режущей фрезерной пластины в зависимости от ее положения в гнезде. Как показано стрелками на ФИГ. 15 и 18, охлаждающая жидкость вытекает из расточенного отверстия для подачи охлаждающей жидкости 166 и 168 на режущую фрезерную пластину так, как будет описано далее.
При рассмотрении ФИГ. 7-15 можно увидеть, что узел режущей фрезерной пластины 150 включает режущую фрезерную пластину, обычно обозначенную как 170. Режущая фрезерная пластина состоит из корпуса 172, включающего фрезерную пластину и соответствующую пластину 174, при этом для формирования режущей фрезерной пластины 170 пластина 174 прикрепляется к корпусу 172 режущей фрезерной пластины.
Пластина 174 отклоняющего устройства может быть присоединена или прикреплена к корпусу 172 режущей фрезерной пластины любым из множества различных способов. В этом отношении данные компоненты (то есть корпус режущей фрезерной пластины и пластина отклоняющего устройства) могут скрепляться вместе с помощью связывающего вещества, припоя или чего-нибудь подобного. Корпус режущей фрезерной пластины и пластина отклоняющего устройства могут быть спечены вместе для формирования отдельной режущей фрезерной пластины. Как и раньше, существует и другая альтернатива, при которой структура, определенная комбинацией корпуса режущей фрезерной пластины и пластины отклоняющего устройства, может быть сформирована как монолитный компонент с помощью метода порошковой металлургии, который удобен для изготовления компонента с расположенным внутри каналом. В этом отношении типичные методы из области металлургии, предназначенные для изготовления компонента с внутренними проточными каналами, даны в следующей патентной документации: патент США № 4,881,431, выданный Бинеку на «Метод изготовления спеченного компонента с внутренним каналом», и патент США № 6,860,172, выданный Хехту (Hecht) на «Метод порошковой формовки металлических компонентов».
Режущая фрезерная пластина (включая корпус режущей фрезерной пластины и пластину отклоняющего устройства) может быть изготовлена из одного из любого количества материалов, пригодных для использования в процессе производства режущей фрезерной пластины. Следующие материалы являются образцовыми компонентами, полезными для изготовления режущей фрезерной пластины, а именно: инструментальные стали, твердые сплавы, металлокерамические и керамические материалы. Использование конкретных материалов и комбинаций материалов зависит от конкретного применения режущей фрезерной пластины. Заявители полагают, что корпус режущей фрезерной пластины и пластина отклоняющего устройства могут быть изготовлены из различных материалов.
В случае ссылки на инструментальные стали следующие патентные документы описывают инструментальные стали, пригодные к использованию в качестве материала для изготовления режущей пластины, а именно патент США № 4,276,085 для стали, используемой для изготовления инструментов для высокоскоростной обработки металлов, патент США № 4,880,461 для сверхтвердой стали для изготовления инструментов, используемых при высокоскоростной обработке металлов, и патент США № 5,252,119 для стали для изготовления инструментов, используемых при высокоскоростной обработке металлов из спеченного порошка и методу для ее производства. В случае ссылки на твердые спеченные сплавы в следующих патентных документах идет указание на пригодные к использованию в качестве материала для изготовления режущей пластины, а именно на опубликованную заявку на патент США № US 2006/0171837 A1 на изготовление корпуса из твердого спеченного сплава, содержащего цирконий и ниобий и метод для его производства, на перевыданный патент США № 34,180 на изготовление компонентов из твердого спеченного сплава, предпочтительно обогащенного связывающим веществом, и метод их производства и на патент США № 5,955,186 на изготовление режущей пластины с износостойким покрытием на подслое с пористостью A C, обогащенного связывающим веществом с неслоистой поверхностью. В случае ссылки на металлокерамические вещества в следующих патентных документах идет указание на пригодные к использованию в качестве материала для изготовления режущей пластины, а именно на патент США № 6,124,040 по композиционным материалам и методу их производства, на патент США № 6,010,283 по изготовлению режущей пластины из металлокерамического материала, в составе которого содержатся кобальт-никель-железо. В случае ссылки на керамические вещества в следующих патентных документах идет указание на пригодные к использованию в качестве материала для изготовления режущей пластины, а именно на патент США № 5,024,976 по изготовлению керамических режущих инструментов на основе сплавов из алюминия, циркония, карбида кремния и окиси магния, на патент США № 4,880,755 по получению состава на основе кремния и алюминия для изготовления режущего инструмента, на патент США № 5,525,134 по получению керамического материала из нитрида кремния и по производству режущего инструмента на его основе, на патент США № 6,905,992 по изготовлению керамических изделий, усиленных нитевидными кристаллами необработанного карбида кремния, и по методу их производства и на патент США № 7,094,717 по созданию материала на основе кремния, алюминия и окиси азота с содержанием иттербия и по методу их производства.
Корпус 172 режущей фрезерной пластины содержит периферическую переднюю поверхность 178, которая проходит около окружности корпуса 172 режущей фрезерной пластины, противоположную ей нижнюю поверхность 180 и периферическую заднюю поверхность 182. Периферическая передняя поверхность 178 окружает множество отдельных (как правило, вогнутых) выемок (186, 188, 190, 192), расположенных в корпусе 172 режущей фрезерной пластины. Из-за того, что все отдельные выемки, по существу, одинаковы, описания отдельной выемки 186 будет достаточно для описания других отдельных выемок (188, 190, 192). В этом отношении отдельная выемка 186 имеет радиальную направленную вовнутрь линию раздела 196 и радиальную направленную наружу линию раздела 198.
Кроме того, корпус 172 режущей фрезерной пластины содержит центральный проточный канал 200 для охлаждающей жидкости на нижней поверхности 180, входящей в ее состав. Проточный канал 200 для охлаждающей жидкости содержит четыре равноудаленных радиальных рабочих выступа (202, 204, 206, 208), при этом каждый рабочий выступ простирается в радиальном направлении наружу к соответствующей режущей кромке (или к зоне резания) так, как будет описано далее по тексту. Корпус 172 режущей фрезерной пластины, как и раньше, помимо этого содержит, как правило, центральное вогнутое углубление 212, которое окружает центральный проточный канал 200 для охлаждающей жидкости. Центральное углубление 212 определяет четыре уплотняющие поверхности (214, 216, 218, 220), которые имеют аркообразную (или вогнутую) поверхность между смежными отдельными выемками. Эти уплотняющие поверхности простираются от центрального проточного канала 200 для охлаждающей жидкости до периферической передней поверхности 178. Если более конкретно, то уплотняющая поверхность 214 располагается между отдельной выемкой 186 и отдельной выемкой 188, уплотняющая поверхность 216 - между отдельной выемкой 188 и отдельной выемкой 190, уплотняющая поверхность 218 - между отдельной выемкой 190 и отдельной выемкой 192, а уплотняющая поверхность 220 - между отдельной выемкой 192 и отдельной выемкой 186.
Уплотняющие поверхности (214, 216, 218, 220) являются местами соединения корпуса режущей фрезерной пластины и пластины отклоняющего устройства. Как будет описано далее, в случае применения двухэлементной (то есть состоящей из корпуса режущей фрезерной пластины и пластины отклоняющего устройства) режущей фрезерной пластины, эти уплотнения вблизи уплотняющих поверхностей могут быть сформированы посредством надежного соприкосновения поверхностей в результате приложения значительного усилия (например, усилия зажима) к режущей фрезерной пластине для поджима пластины отклоняющего устройства в направлении корпуса режущей фрезерной пластины. В том случае, когда одноэлементная режущая фрезерная пластина формируется объединением корпуса режущей фрезерной пластины и пластины отклоняющего устройства, уплотнение вблизи уплотняющих поверхностей может быть сформировано в результате такого объединительного процесса, как, например, спекание или пайка компонентов вдоль областей смежных поверхностей. Это же происходит и в случае, когда компоненты объединяются вдоль областей смежных поверхностей с помощью связывающего вещества или чего-нибудь подобного. Когда режущая фрезерная пластина представляет собой монолитный компонент, произойдет формирование отдельных внутренних каналов (которые могли бы иметь геометрические характеристики, подобные аналогичным параметрам каналов внутренней части, образованных компоновкой корпуса режущей фрезерной пластины и пластины отклоняющего устройства) за счет внутренних каналов внутренней части, при этом объем используемого материала вблизи уплотняющих поверхностей будет действовать как помеха определению местоположения отдельных внутренних каналов.
Конкретный рабочий выступ центрального проточного канала 200 для охлаждающей жидкости пересекает каждую из отдельных выемок. В этом отношении рабочий выступ 202 пересекает отдельную выемку 186, рабочий выступ 204 - отдельную выемку 188, рабочий выступ 206 - отдельную выемку 190, а рабочий выступ 208 - отдельную выемку 192. Если ссылаться на отдельную выемку 186, которая связана с другими отдельными выемками, то на пересечении между отдельной выемкой 186 и рабочим выступом 202 центрального проточного канала для охлаждающей жидкости 200 появляется линия раздела 224.
Корпус 172 режущей фрезерной пластины представляет четыре режущие кромки (228, 230, 232, 234) на стыке между периферической задней поверхностью 182 и периферической передней поверхностью 178. Будучи в работе, режущая фрезерная пластина ориентирована таким образом, что одна режущая кромка (то есть выбранная из всех режущих кромок) соприкасается с рабочей заготовкой для того, чтобы выполнить операцию стружкообразования и удаления материала. Место, вблизи которого режущая кромка соприкасается с рабочей заготовкой, может рассматриваться как зона резания.
Как упоминалось ранее, режущая фрезерная пластина 170, кроме того, содержит пластину 174 отклоняющего устройства. Пластина 174 отклоняющего устройства содержит центральный компонент 240, который, как правило, имеет форму усеченного конуса. Центральный компонент 240, кроме того, включает верхнюю поверхность 242 и нижнюю поверхность 244. Четыре конусообразных фланца (246, 248, 250, 252) проходят в радиальном направлении наружу возле нижней поверхности 244 пластины 174 отклоняющего устройства. Поскольку каждый из конусообразных фланцев (246, 248, 250, 252) одинаков, описания конусообразного фланца 246 окажется достаточным для описания остальных конусообразных фланцев. Конусообразный фланец 246 имеет наклонную верхнюю поверхность 256, расположенную под прилежащим углом “C” относительно верхней поверхности 242 так, как показано на ФИГ. 11. Конусообразный фланец 246 имеет наклонную верхнюю поверхность 258, расположенную под прилежащим углом “D” относительно верхней поверхности 242 так, как показано на ФИГ. 11. Наклонная верхняя поверхность 256 и наклонная нижняя поверхность 258 пересекаются для определения местоположения периферической режущей кромки 260.
В этом конкретном осуществлении изобретения полная режущая фрезерная пластина 170 образуется компоновкой в сборку корпуса 172 режущей фрезерной пластины и пластины 174 отклоняющего устройства. Как упоминалось ранее, корпус 172 режущей фрезерной пластины и пластина 174 отклоняющего устройства могут быть закреплены вместе любым способом. Помимо этого следует принять во внимание тот факт, что корпус режущей фрезерной пластины может быть изготовлен из одного материала, а пластина отклоняющего устройства - из другого. Иными словами, корпус режущей фрезерной пластины и пластина отклоняющего устройства могут быть изготовлены из различных материалов. Изготавливая корпус режущей фрезерной пластины и пластину отклоняющего устройства из различных материалов, в определенных прикладных ситуациях можно достичь преимущества по себестоимости над узлом (то есть над корпусом режущей фрезерной пластины и пластиной отклоняющего устройства), изготовленным из одних и тех же материалов.
Для совместной сборки этих компонентов центральный компонент 240 пластины 174 отклоняющего устройства располагается в пределах впадины передней поверхности корпуса режущей фрезерной пластины, при этом пластина 174 отклоняющего устройства крепко придавливается к корпусу 172 режущей фрезерной пластины, в результате чего возникает плотный контакт между этими двумя компонентами. Такой плотный контакт между поверхностями показан на ФИГ. 14 и отличается тем, что уплотняющая поверхность 214 и расположенная рядом с ней область поверхности центрального компонента 240 (которая обозначается как участок 254 на ФИГ. 12 и 14) очень близко соприкасаются.
В местах очень плотного соприкосновения областей выбранных поверхностей пластины 174 отклоняющего устройства и корпуса 172 режущей фрезерной пластины, между каждой из уплотняющих поверхностей (214, 216, 218, 220) и расположенной рядом областью поверхности части центрального компонента 240 пластины 174 отклоняющего устройства формируется уплотнение. Эти уплотнения помогают определить местоположение каждого из множества отдельных внутренних каналов, которые по сути гидравлически изолированы друг от друга. Местоположение каждого отдельного внутреннего канала определяется между отдельной выемкой, соответствующим конусообразным фланцем (пластины отклоняющего устройства) и областью расположенной рядом поверхности, принадлежащей части центрального компонента пластины отклоняющего устройства.
Следует принять во внимание тот факт, что в случае применения двухэлементной (то есть состоящей из корпуса режущей фрезерной пластины и пластины отклоняющего устройства) режущей фрезерной пластины эти уплотнения могут быть сформированы посредством надежного соприкосновения поверхностей в результате приложения значительного усилия (например, усилия зажима) к режущей фрезерной пластине для поджима пластины отклоняющего устройства в направлении корпуса режущей фрезерной пластины. В том случае, когда одноэлементная режущая фрезерная пластина формируется объединением корпуса режущей фрезерной пластины и пластины отклоняющего устройства, уплотнение могло быть сформировано в результате такого объединительного процесса, как, например, спекание или пайка компонентов вдоль областей смежных поверхностей. Это же имеет место и в случае, когда компоненты объединяются вдоль областей смежных поверхностей с помощью связывающего вещества или чего-нибудь подобного. И, наконец, в случае, когда режущая фрезерная пластина представляет собой монолитный компонент, произойдет формирование отдельных внутренних каналов (которые могли бы иметь геометрические характеристики, подобные аналогичным параметрам каналов внутренней части, образованных компоновкой корпуса режущей фрезерной пластины и пластины отклоняющего устройства) за счет внутренних каналов внутренней части.
В этом конкретном варианте выполнения изобретения реализованы четыре отдельных внутренних канала, при этом на ФИГ. 14 показан образчик одного из этих внутренних каналов, обозначенный как 266. Поскольку внутренние каналы, по сути, характеризуются одинаковыми геометрическими характеристиками, нижеследующего описания внутреннего канала 266 окажется достаточно для описания других внутренних каналов. Отдельный внутренний канал 266 имеет впускное отверстие 268 (обратитесь к ФИГ. 13), которое открывается рядом с нижней поверхностью 180 (корпуса 172 режущей фрезерной пластины) и нижней поверхностью 244 и пластиной 174 отклоняющего устройства. Впускное отверстие 268 смещено от центральной оси Н-Н режущей фрезерной пластины 170 в радиальном направлении наружу. Как можно увидеть на ФИГ. 13, каждое из впускных отверстий других внутренних каналов смещено от центральной оси Н-Н.
Внутренний канал 266 имеет выпускное отверстие 270 для выхода потока охлаждающей жидкости так, как показано стрелками на ФИГ. 14. Каждое из выпускных отверстий 270 открывается рядом с периферической передней поверхностью 178 и соответствующим конусообразным фланцем, который простирается от пластины отклоняющего устройства. Каждый внутренний канал соответствует режущей кромке, так что когда внутренний канал подсоединяется к источнику охлаждающей жидкости, он обеспечивает протекание потока охлаждающей жидкости в направлении соответствующей режущей кромки. Как показано на ФИГ. 14, поток охлаждающей жидкости выходит из внутреннего канала в виде веерообразного выброса (обратитесь к стрелкам на ФИГ. 14).
Узел режущей фрезерной пластины 150 помимо этого содержит фиксатор 280, который состоит из отверстия 282 и периферической поверхности 284. Отверстие 282 спроектировано таким образом, чтобы туда входил резьбовой компонент, предназначенный для прикрепления фиксатора 280 к установочной поверхности фиксатора 84, при этом резьбовой компонент проходит через отверстие и соприкасается с резьбовым отверстием 90, которое находится на установочной поверхности фиксатора 84.
Узел режущей фрезерной пластины 150 закреплен в гнезде 52 узла фрезерной головки 40 таким образом, что регулировочная прокладка 152 надежно прикрепляется к установочной поверхности 62 с помощью резьбового компонента, который проходит через расточенное отверстие для крепежной детали 160 и захватывает резьбу в резьбовом расточенном отверстии 68. Нижняя поверхность 156 регулировочной прокладки 152 крепко прижимается к установочной поверхности 62. Регулировочная прокладка 152 ориентируется таким образом, чтобы расточенное отверстие для подачи охлаждающей жидкости 166 выравнивалось относительно впускного отверстия 77 (и проточного канала 76 для охлаждающей жидкости).
Режущая фрезерная пластина 170 располагается в пределах гнезда 52 таким образом, что ее нижняя поверхность 180 надежно прижимается к верхней поверхности 154 регулировочной прокладки 152. Положение режущей фрезерной пластины 170 ориентировано таким образом, что один из выбранных рабочих выступов (202, 204, 206, 208) центрального проточного канала для охлаждающей жидкости 200 выравнивается относительно расточенного отверстия для подачи охлаждающей жидкости 166, принадлежащего регулировочной прокладке 152. Режущая фрезерная пластина 170 подсоединена к источнику охлаждающей жидкости через проточный канал 76 для охлаждающей жидкости и центральную емкость 94 для хранения охлаждающей жидкости, в результате чего охлаждающая жидкость может течь на режущую фрезерную пластину 170. Затем охлаждающая жидкость проходит через режущую фрезерную пластину 170 по отдельным внутренним каналам, которые соответствуют рабочему выступу, выравненному относительно проточного канала 166 для охлаждающей жидкости.
Будучи направленным так, как показано на ФИГ. 13-15, поток охлаждающей жидкости, поступающий из источника охлаждающей жидкости, проходит через корпус 42 фрезерной головки, в котором он протекает через проточные каналы (118, 124) в стопорном винте 106, направляясь в центральную емкость для хранения охлаждающей жидкости 94. Охлаждающая жидкость вытекает из емкости 94 для хранения охлаждающей жидкости через проточные каналы 76 для охлаждающей жидкости, расточенное отверстие 166 для протекания охлаждающей жидкости и через впускное отверстие 268, направляясь в отдельный внутренний канал 266, соответствующий рабочему выступу 206, выравненному относительно проточного канала 166 для охлаждающей жидкости. Охлаждающая жидкость проходит через отдельный внутренний канал 266 и затем выходит из отдельного внутреннего канала 266 через его выпускное отверстие 270. Охлаждающая жидкость выходит по длине линии, определенной частью периферической режущей кромки соответствующего фланца 250, принадлежащего пластине отклоняющего устройства 174 (обратитесь к стрелкам, которые находятся рядом с фланцем, на ФИГ.14). Охлаждающая жидкость выходит таким образом, чтобы охватить своим прямым разбрызгиванием соответствующую режущую кромку 232, и в результате этого обеспечивается подача потока охлаждающей жидкости прямо рядом с местом соприкосновения режущей кромки и рабочей заготовки.
Следует принять во внимание, что наступит момент во время выполнения операции фрезерования, когда с целью ввода в действие новой режущей кромки для обработки рабочей заготовки потребуется индексирование или повторное позиционирование режущей фрезерной пластины 170. Если используется индексируемая режущая фрезерная пластина, то это означает, что режущую фрезерную пластину 170 следует повернуть в гнезде 52 для ввода в действие новой режущей кромки. В результате поворота режущей фрезерной пластины 170 в гнезде 52 расточенное отверстие для подачи охлаждающей жидкости 166, расположенное в регулировочной прокладке 152, будет выравнено относительно другого отдельного внутреннего канала, соответствующего новой режущей кромке. Во время работы охлаждающая жидкость будет подаваться прямо рядом с местом соприкосновения режущей кромки и рабочей заготовки.
Тот факт, что расточенное отверстие 166 для протекания охлаждающей жидкости, расположенное в регулировочной прокладке 152, и рабочие выступы режущей фрезерной пластины 170 смещены относительно геометрических центров регулировочной прокладки и нижней поверхности 180 режущей фрезерной пластины 170, соответственно обеспечивает возможность поступления охлаждающей жидкости в другой отдельный внутренний канал (соответствующий новой режущей кромке) для ее подачи на новую режущую кромку, занятую обработкой рабочей заготовки.
На ФИГ. 16 и 17 показан другой конкретный вариант выполнения режущей фрезерной пластины 290, которая представлена как многокомпонентная структура таким образом, что существует промежуточный корпус режущей фрезерной пластины и две расположенные друг против друга передние пластины, которые можно прикрепить к промежуточному корпусу режущей фрезерной пластины. Расположенные друг против друга передние пластины могут быть прикреплены или стать принадлежностью промежуточного корпуса режущей фрезерной пластины с помощью любого одного из множества различных способов. В этом отношении данные компоненты могут быть скреплены связывающим веществом или припоем либо подобным им способом. Корпус режущей фрезерной пластины и пластина отклоняющего устройства могут быть спечены вместе для формирования отдельной режущей фрезерной пластины. Как и раньше, существует и другая альтернатива, при которой структура, определенная комбинацией корпуса режущей фрезерной пластины и передними пластинами, может быть сформирована как монолитный компонент с помощью метода порошковой металлургии, который удобен для изготовления компонента с расположенным внутри каналом. В этом отношении типичные методы из области порошковой металлургии, предназначенные для изготовления компонента с внутренними проточными каналами, изложены в вышеупомянутой патентной документации, применимой для изготовления данной режущей фрезерной пластины.
Следует принять во внимание тот факт, что промежуточный корпус режущей фрезерной пластины может быть изготовлен из одного материала, а одна или обе передние пластины - из другого материала. Другими словами, корпус режущей фрезерной пластины и либо одна или две передние пластины могут быть изготовлены из разных материалов, включая вариант изготовления каждой передней пластины из разных материалов. Если изготовить корпус режущей фрезерной пластины и передние пластины (одну или обе) из различных материалов, то в определенных случаях можно достичь преимущества по себестоимости над узлом (то есть над корпусом режущей фрезерной пластины и одной или обеими передними пластинами), изготовленным из одних и тех же материалов.
Режущая фрезерная пластина 290 определяет восемь режущих кромок, к которым относятся четыре режущие кромки, расположенные рядом с одной передней поверхностью режущей фрезерной пластины, и четыре режущие кромки, расположенные рядом с другой передней поверхностью режущей фрезерной пластины 290. Режущая фрезерная кромка 290 также содержит отдельные внутренние каналы, которые отличаются тем, что каждый внутренний канал, по существу, гидравлически изолирован от другого внутреннего канала. Эти внутренние каналы составляют первый набор из четырех отдельных внутренних каналов, при этом каждый из этих каналов, принадлежащих первому набору, соответствует одной из режущих кромок, расположенных рядом с одной передней поверхностью. Эти внутренние каналы составляют второй набор из четырех отдельных внутренних каналов, которые отличаются тем, что каждый из этих каналов, принадлежащих второму набору, соответствует одной из режущих кромок, расположенных рядом с другой передней поверхностью.
Режущая фрезерная кромка 290 содержит промежуточный корпус режущей фрезерной пластины 292. Корпус режущей фрезерной пластины 292 имеет периферическую заднюю поверхность 294, а также расположенные напротив друг друга опорные поверхности 296 и 298. Промежуточный корпус режущей 292 фрезерной пластины помимо этого включает периферический участок передней поверхности 300 на опорной поверхности 296 и другой периферический участок передней поверхности 302 на другой опорной поверхности 298. Пересечение между периферической задней поверхностью 294 и периферической частью передней поверхности 300 определяет режущие кромки 304, 306, 308 и 310, которые располагаются рядом с передней поверхностью режущей фрезерной пластины. Пересечение между периферической задней поверхностью 294 и периферической частью передней поверхности 302 определяет режущие кромки 312, 314, 316 и 318, которые располагаются рядом с другой передней поверхностью режущей фрезерной пластины.
Корпус 292 режущей фрезерной пластины помимо этого содержит центральное отверстие 320, которое полностью проходит через корпус режущей фрезерной пластины. Корпус 292 режущей фрезерной пластины помимо этого содержит множество периферических отверстий, которые полностью проходят через корпус 292 режущей фрезерной пластины, примыкают по периметру к корпусу 292 режущей фрезерной пластины и при этом могут рассматриваться как элементы, составляющие первый набор отверстий и второй набор отверстий. Если обратиться к ФИГ. 17, то первый набор отверстий составляют отверстия 322, 324, 326 и 328, а второй набор отверстия - отверстия 332, 334, 336 и 338.
Режущая фрезерная пластина 290 помимо этого включает одну переднюю пластину 342, которая имеет внешнюю поверхность 344 и внутреннюю поверхность 346. Первая передняя пластина 342 содержит центральное отверстие 348, а также набор проточных каналов (350, 352, 354, 356), расположенных рядом с линией периметра одной передней пластины. Каждый из этих проточных каналов (350, 352, 354, 356) полностью проходит через первую переднюю пластину 342. Первая передняя пластина 342 помимо этого содержит набор желобков (360, 362, 364, 366) (обратитесь к ФИГ. 16A), при этом каждый из этих желобков располагается рядом с одним из отверстий.
Режущая фрезерная пластина 290 помимо этого включает другую переднюю пластину 370, которая имеет внешнюю поверхность 372 и внутреннюю поверхность 374. Другая передняя пластина 342 содержит центральное отверстие 372, а также набор проточных каналов (378, 380, 382, 384), расположенных рядом с линией периметра передней пластины. Каждый из этих проточных каналов (378, 380, 382, 384) полностью проходит через другую переднюю пластину 370. Другая передняя пластина 370 помимо этого содержит набор желобков (388, 390, 392, 394), при этом каждый из этих желобков располагается рядом с одним из отверстий.
Когда передние пластины (342 и 370) компонуются в сборку промежуточного корпуса 292 режущей фрезерной пластины, формируется первый набор отдельных внутренних каналов, при этом типичный канал из первого набора отдельных каналов обозначен как 400 на ФИГ. 17. Более подробного описания канала 400 будет достаточно для такого же описания других каналов первого набора, поскольку они все, по сути, одинаковы.
Если обратиться к ФИГ. 17, то внутренний канал 400 включает периферическое отверстие 328, проточный канал 384, который содержится в другой передней пластине 370, и желобок 366, который содержится в первой передней пластине 342. Внешнее впускное отверстие 384 функционирует как впускное отверстие внутреннего канала 400, через который охлаждающая жидкость поступает из источника охлаждающей жидкости тогда, когда внутренний канал 400 подсоединен к источнику охлаждающей жидкости. Находясь в этом состоянии, охлаждающая жидкость протекает через проточный канал 384 и периферический разрез 328 в желобок 366, откуда она направляется в пазы 286 и в сторону от режущей фрезерной пластины поближе к режущей кромке 310. Таким образом, можно увидеть, что внутренний канал 400 обеспечивает проход для протекания охлаждающей жидкости с целью ее прямой подачи в виде веерообразной струи на участок вблизи соответствующей режущей кромки.
Можно обратить внимание на тот факт, что каждый из внутренних каналов из первого набора отдельных внутренних каналов имеет впускное отверстие, расположенное на другой передней пластине 370, и выпускное отверстие, расположенное на первой передней пластине 342. Каждому из этих каналов первого набора отдельных внутренних каналов назначается одна из режущих кромок (304, 306, 308, 310), которая примыкает к опорной поверхности 296. Если обратиться к ФИГ. 16 и 16A, то описание четырех каналов внутренней части из первого набора каналов внутренней части представлено ниже по тексту.
Первый из внутренних каналов включает проточный канал 378, расположенный на другой передней пластине 370, периферическое отверстие 322 в промежуточном корпусе режущей фрезерной пластины и желобок 360 в первой передней пластине 342. Первый внутренний канал соответствует режущей кромке 304. Второй из внутренних каналов включает проточный канал 380, расположенный на другой передней пластине 370, периферическое отверстие 324 в промежуточном корпусе режущей фрезерной пластины и желобок 362 в первой передней пластине 342. Второй внутренний канал соответствует режущей кромке 306. Третий из внутренних каналов включает проточный канал 382, расположенный на другой передней пластине 370, периферическое отверстие 326 в промежуточном корпусе режущей фрезерной пластины и желобок 364 в первой передней пластине 342. Третий из внутренних каналов соответствует режущей кромке 308. Четвертый из внутренних каналов (который показан как канал 400 на ФИГ. 17) включает проточный канал 384, расположенный на другой передней пластине 370, периферическое отверстие 328 в промежуточном корпусе режущей фрезерной пластины и желобок 366 в первой передней пластине 342. Четвертый внутренний канал соответствует режущей кромке 310.
Когда передние пластины (342 и 370) компонуются в сборку промежуточного корпуса 292 режущей фрезерной пластины, также формируется второй набор отдельных внутренних каналов, при этом типичный канал из второго набора отдельных каналов обозначается как 402 на ФИГ. 17. Более подробного описания канала 402 будет достаточно для такого же описания других каналов второго набора, поскольку они все, по сути, одинаковы.
Если обратиться к ФИГ. 17, то внутренний канал 402 включает периферическое отверстие 334, проточный канал 352, который содержится в первой передней пластине 342, и желобок 390, который содержится в другой передней пластине 370. Внешнее впускное отверстие 352 функционирует как впускное отверстие внутреннего канала 402, через который охлаждающая жидкость поступает из источника охлаждающей жидкости тогда, когда внутренний канал 402 подсоединен к источнику охлаждающей жидкости. Находясь в этом состоянии, охлаждающая жидкость протекает через проточный канал 352 и периферический разрез 328 в желобок 390, откуда она направляется в пазы 286 и в сторону от режущей фрезерной пластины поближе к режущей кромке 314. Таким образом, можно увидеть, что внутренний канал 402 обеспечивает проход для протекания охлаждающей жидкости с целью ее прямой подачи в виде веерообразной струи на участок вблизи соответствующей режущей кромки.
Можно обратить внимание на тот факт, что каждый из внутренних каналов из второго набора отдельных внутренних каналов имеет впускное отверстие, расположенное на первой передней пластине 342, и выпускное отверстие, расположенное на другой передней пластине 370. Каждому из этих каналов второго набора отдельных внутренних каналов назначается одна из режущих кромок (312, 314, 316, 318), которая примыкает к другой опорной поверхности 298. Если обратиться к ФИГ. 16 и 16A, то описание четырех каналов внутренней части из второго набора внутренней части каналов представлено ниже по тексту.
Первый из каналов внутренней части (второго набора каналов) включает проточный канал 350, расположенный на первой передней пластине 342, периферическое отверстие 332 в промежуточном корпусе режущей фрезерной пластины и желобок 388 в другой передней пластине 370. Первый внутренний канал соответствует режущей кромке 312. Второй из внутренних каналов (который показан как внутренний канал 402 на ФИГ. 12) имеет проточный канал 352, расположенный на первой передней пластине 342, периферическое отверстие 334 в промежуточном корпусе режущей фрезерной пластины и желобок 390 в другой передней пластине 370. Второй внутренний канал соответствует режущей кромке 314. Третий из внутренних каналов охватывает проточный канал 354, расположенный на первой передней пластине 342, периферическое отверстие 336 в промежуточном корпусе режущей фрезерной пластины и желобок 392 в другой передней пластине 370. Третий из внутренних каналов соответствует режущей кромке 316. Четвертый из внутренних каналов включает проточный канал 356, расположенный на одной передней пластине 342, периферическое отверстие 338 в промежуточном корпусе режущей фрезерной пластины и желобок 394 в другой передней пластине 370. Четвертый внутренний канал соответствует режущей кромке 318.
Вышеупомянутое описание показывает, что охлаждающая жидкость подается на любую из режущих кромок, выбираемую для обработки рабочей заготовки. В этом отношении резьбовой компонент после закрепления в гнезде корпуса фрезерной головки так, как обычно показано на ФИГ. 1, проходит через центральное отверстие 320, а также через центральный проточный канал в устанавливаемой по желанию регулировочной прокладке (не показано), для того, чтобы войти в резьбовое расточенное отверстие на установочной поверхности гнезда, в котором находится узел режущей фрезерной пластины, где установлена режущая фрезерная пластина 290. На установочной поверхности гнезда, которая, как правило, проходит параллельно передним пластинам, находится впускное отверстие, которое, в свою очередь, подсоединено к источнику охлаждающей жидкости через центральную емкость для хранения охлаждающей жидкости. Положение установочной поверхности с отверстием по отношению к проточному каналу для охлаждающей жидкости таково, что впускное отверстие во внутренний канал, соответствующий выбранной (или занятой обработкой) режущей кромке, выравнивается относительно впускного отверстия проточного канала для охлаждающей жидкости.
Во время работы охлаждающая жидкость подается через внутренний канал на выборочно задействованную в обработке режущую кромку. Когда необходимо ввести в работу новую режущую кромку, выполняется индексирование режущей фрезерной пластины на другую позицию для перехода на новую режущую кромку. Находясь в новом положении, внутренний канал, который соответствует новой режущей кромке, теперь выравнивается и, следовательно, подсоединяется к впускному отверстию проточного канала для охлаждающей жидкости. Таким способом выполняется подача охлаждающей жидкости на новую режущую кромку, которая задействована для обработки рабочей заготовки.
При обращении к ФИГ. 19-22 видно, что, как и ранее, существует другой конкретный вариант выполнения режущей фрезерной пластины, которая, как правило, обозначается как 410. Режущая фрезерная пластина 410 содержит корпус 412 режущей фрезерной пластины, который состоит из периферической задней поверхности 414 и периферической передней поверхности 416. Корпус режущей 412 фрезерной пластины определяет режущие кромки (418, 420, 422, 424) на пересечении между периферической задней поверхностью 414 и периферической передней поверхностью 416. Корпус 412 режущей фрезерной пластины имеет нижнюю поверхность 426.
Корпус 412 режущей фрезерной пластины содержит центральное отверстие 428, которое полностью проходит через компонент. Корпус 412 режущей фрезерной пластины включает центральное отверстие 430, которое помимо этого содержит желобки (432, 434, 436, 438). Корпус 412 режущей фрезерной пластины содержит проточные каналы для охлаждающей жидкости (440, 442, 444, 446), которые примыкают к каждому из желобков (423, 434, 436, 438). Описания проточного канала для охлаждающей жидкости 442, который имеет впускное отверстие 448 и выпускное отверстие 450, достаточно для описания остальных проточных каналов для охлаждающей жидкости. Охлаждающая жидкость входит в этот проточный канал через впускное отверстие и выходит через выпускное отверстие.
Режущая фрезерная пластина 410 помимо этого включает фрезерную переднюю пластину 470. Фрезерная передняя пластина 470 имеет внешнюю поверхность 472 и внутреннюю поверхность 474, а также содержит центральное отверстие 476.
Режущая фрезерная пластина 410 закрепляется в гнезде, которое вмещает корпус режущей фрезерной головки способом, в целом аналогичным способу, который используется для режущей фрезерной пластины 290, в том, что резьбовой компонент проходит через центральное отверстие для входа в резьбовое расточенное отверстие на установочной поверхности гнезда, в котором находится узел режущей фрезерной пластины, использующий режущую фрезерную пластину. А более конкретно на ФИГ. 23 и 24 показан узел фрезерной головки, который обычно обозначается как 480. Узел фрезерной головки 480 содержит корпус 482 фрезерной головки, который включает направленную вперед по оси конечную часть 484 и направленную назад по оси конечную часть 486. Имеется головная часть 488 в направленной вперед по оси конечной части 484, хвостовая часть 490 зависит от головной части 488. Головная часть 488 содержит гнездо 494, которое включает нижнюю установочную поверхность 496 и пару выступающих вверх боковых установочных поверхностей 498 и 500. Головная поверхность 488 содержит резьбовое отверстие (или прорезь) 502, которое открывается на нижнюю установочную поверхность 496 гнезда 494. Корпус 482 фрезерной головки содержит проточный канал для охлаждающей жидкости 504, который открывается на нижнюю установочную поверхность 496 гнезда 494.
Что касается закрепления режущей фрезерной пластины 410 в корпусе фрезерной головки 482, то режущая фрезерная пластина 410 располагается в гнезде 494 таким образом, чтобы центральные отверстия (428 и 476) корпуса режущей фрезерной головки 412 и передняя пластина 470 соответственно выравнивались относительно резьбового отверстия 502. Винт 506 проходит через центральные отверстия (428 и 476) и входит в резьбовое отверстие 502, в результате чего винт 505 затягивается для закрепления режущей фрезерной пластины 410 в корпусе фрезерной головки 482.
Следует принять во внимание тот факт, что режущая фрезерная пластина 410 ориентирована в гнезде 494 таким образом, что выбранная кромка из набора режущих кромок позиционируется так, что соприкасается с рабочей заготовкой для ее обработки. В этом отношении и как показано на ФИГ. 23-24, режущая фрезерная пластина 410 ориентирована так, что режущая кромка 420 оказывается в позиции для обработки рабочей заготовки, а соответствующий проточный канал 442 для охлаждающей жидкости выравнивается относительно впускного отверстия проточного канала для охлаждающей жидкости 504, расположенного на нижней установочной поверхности 496. Находясь в этом положении, охлаждающая жидкость проходит на режущую фрезерную пластину 410 через проточный канал 442 для охлаждающей жидкости и протекает через режущую фрезерную пластину 410 так, чтобы выйти в виде веерообразной струи брызг поблизости режущей кромки 420.
Во время работы проточный канал для охлаждающей жидкости, который соответствует режущей кромке (420), выбранной для обработки рабочей заготовки, выравнивается относительно впускного отверстия канала для охлаждающей жидкости, расположенного на установочной поверхности. Охлаждающая жидкость, заданная через проточный канал 442 для охлаждающей жидкости, подается на режущую кромку режущей фрезерной пластины. Когда необходимо ввести в работу новую режущую кромку, выполняется индексирование режущей фрезерной пластины на другую позицию для перехода на новую режущую кромку. Находясь в новом положении, внутренний канал, который соответствует новой режущей кромке, теперь выравнивается и, следовательно, подсоединяется к впускному отверстию проточного канала для охлаждающей жидкости. Таким способом выполняется подача охлаждающей жидкости на новую режущую кромку.
При обращении к ФИГ. 25-26 видно, что, как и ранее, существует другой конкретный вариант выполнения корпуса режущей фрезерной головки, обычно обозначенного как 510. Корпус 510 фрезерной головки содержит множество гнезд 514 по своему периметру. Каждое из гнезд 514 имеет боковую установочную поверхность 516 и нижнюю уплотняющую поверхность 518. Каждое гнездо 514 также имеет ведущую поверхность 520. Фиксатор 522 прикреплен к корпусу 510 фрезерной головки в точке, которая при вращении находится впереди гнезда 514, однако достаточно близко к нему (гнезду 514), чтобы смочь сместиться напротив поверхности режущей фрезерной пластины, расположенной в пределах гнезда 514. Боковая установочная поверхность 516 включает вырезанную часть 526, окружающую проточный канал 532 для охлаждающей жидкости, который открывается на боковую установочную поверхность 516.
Что касается закрепления режущей фрезерной пластины 170 в гнезде 514, то нижняя поверхность 180 режущей фрезерной пластины 170 располагается напротив боковой установочной поверхности 516 так, что один из рабочих выступов (202, 204, 206, 208) выравнивается (или открывается) в пространстве, определенном вырезанной частью 526. Фиксатор 522 позиционируется таким образом, чтобы воздействовать на режущую фрезерную пластину 170, в результате чего после затягивания фиксатор надежно удерживает режущую фрезерную пластину 170 в гнезде 514. Охлаждающая жидкость проходит в режущую фрезерную пластину 170 через проточный канал 532 для охлаждающей жидкости и пространство, определенное вырезанной частью 526. При этом охлаждающая жидкость проходит через режущую фрезерную пластину 170 так, как описано выше, и выходит в виде веерообразной струи брызг на выбранную режущую кромку, которая обрабатывает рабочую заготовку.
При обращении к ФИГ. 27-30 видно, что, как и ранее, существует другой конкретный вариант выполнения режущей фрезерной пластины, которая, как правило, обозначается как 610. Режущая фрезерная пластина 610 содержит корпус 612 режущей фрезерной пластины, который состоит из периферической задней поверхности 614 и периферической передней поверхности 616. Корпус 612 режущей фрезерной пластины определяет режущие кромки (618, 620, 622, 624) на пересечении между периферической задней поверхностью 614 и периферической передней поверхностью 616. Корпус 612 режущей фрезерной пластины имеет нижнюю поверхность 626. Корпус 612 режущей фрезерной пластины содержит центральное отверстие 628, которая полностью проходит через корпус 612. Корпус 612 режущей фрезерной пластины помимо этого содержит желобки или рабочие выступы (632, 634, 636, 638) для достижения возможности протекания охлаждающей жидкости через нее.
Режущая фрезерная пластина 610 содержит сердечник 670. Сердечник 670 содержит переднюю пластину 672, которая состоит из внешней поверхности 674, внутренней поверхности 676 и центрального отверстия 678 для введения в него. Сердечник 670 также содержит выступ 680, в котором есть центральное отверстие 682 для введения в нее. Выступ 680 содержит нижнюю поверхность 688. В показанном осуществлении изобретения выступ 680 представлен в виде клиновидного цилиндрического венца, внешний диаметр которого непосредственно возле нижней поверхности 688 меньше, чем непосредственно возле передней поверхности 672. Конусообразный выступ 680 позволяет сердечнику 670 легко входить в центральное отверстие 682 корпуса 612 режущей фрезерной пластины. Во внимание будет принят тот факт, что изобретение может практически применяться с выступом 680, которому придается любая желательная форма. Например, выступ 680 может иметь любую некруглую многоугольную форму, такую как треугольник, квадрат, пятиугольник, шестиугольник и прочую подобную им форму.
Один аспект изобретения заключается в том, что режущая фрезерная пластина 610 входит в сборку в результате вхождения всего выступа 680 сердечника 670 в центральное отверстие 628 корпуса 612 режущей фрезерной пластины, в результате чего происходит ее прикрепление к корпусу 612 режущей фрезерной пластины. Как описано в этой работе, термин “прикрепление” означает объединение или подсоединение без необходимости использовать дополнительные средства закрепления. Например, сердечник 670 может быть присоединен к корпусу 612 режущей фрезерной пластины с помощью запрессовки или подобного метода. Однако во внимание будет принят тот факт, что для обеспечения дополнительной прочности сердечник 670 может быть также прикреплен связывающим веществом, припаян или иначе присоединен к корпусу 612 режущей фрезерной пластины.
Проточный канал 640, 642, 644, 646 для охлаждающей жидкости формируется при прикреплении сердечника 670 к корпусу 612 режущей фрезерной пластины. Описания проточного канала 642 для охлаждающей жидкости достаточно для описания других проточных каналов для охлаждающей жидкости, при это проточный канал 64 для охлаждающей жидкости имеет впускное отверстие 648, расположенное рядом с нижней поверхностью 626 корпуса 612 режущей фрезерной пластины, и выпускное отверстие 650, расположенное рядом с периферической передней поверхностью 616 корпуса 612 режущей фрезерной пластины. Охлаждающая жидкость входит во впускное отверстие 648, протекает в вертикальном направлении через проточный канал 642 для охлаждающей жидкости и выходит через выпускное отверстие 650.
Другой аспект изобретения заключается в том, что выступ 680 имеет одну или несколько особенностей по определению местоположения в форме выпуклых поверхностей 684, 686, которые работают как ключ для правильного позиционирования сердечника 670 в пределах центрального отверстия 628 корпуса 612 режущей фрезерной пластины. В показанном варианте изобретения выпуклые поверхности 684, 686 имеют трапецеидальную форму и сужающие боковые стенки, как показано на ФИГ. 27 и 30. Во внимание будет принят тот факт, что изобретение можно использовать на практике с любым нужным количеством выпуклых поверхностей. Например, сердечник 680 может включать один или несколько выпуклых поверхностей.
Еще один аспект изобретения заключается в том, что сердечник 670 изготавливается из другого менее дорогостоящего материала, чем материал для изготовления корпуса 612 режущей фрезерной пластины. Например, сердечник 670 может быть изготовлен из стали или подобного ей материала, тогда как корпус 612 режущей фрезерной пластины - из относительно более дорогостоящего материала, такого как твердый справ, металлокерамика, керамика или подобного им материала. В одном типичном варианте выполнения изобретения сердечник 670 изготавливается из стали 4340, а корпус 612 режущей фрезерной пластины из материала WC-Co. Из-за того что твердые сплавы, металлокерамические и керамические материалы намного дороже, чем сталь, можно достичь значительного снижения себестоимости в результате использования конструкции режущей фрезерной пластины 670, если сравнивать ее с режущей пластиной, сделанной исключительно из более дорогостоящего материала. Например, на ФИГ. 31 показан график процентного снижения используемого количества WC-Co в зависимости от толщины корпуса 612 режущей фрезерной пластины. При реализации типичного варианта выполнения изобретения можно достичь снижения используемого количества WC-Co в диапазоне примерно 35-85% в отношении корпуса 612 режущей фрезерной пластины, толщина края которой изменяется от 0,5 до 2,5 мм (то есть речь идет о расстоянии между внешним диаметром центрального отверстия 628 и периферической задней поверхностью 614), в результате чего обеспечивается значительная экономия материала.
Режущая фрезерная пластина 610 закрепляется в гнезде корпуса режущей фрезерной пластины таким способом, который, в общем, аналогичен используемому для режущей фрезерной пластины 290 в том, что резьбовой компонент проходит через центральное отверстие для соприкосновения с резьбовым расточенным отверстием на установочной поверхности гнезда, в котором находится узел режущей фрезерной пластины с предназначенной для применения режущей фрезерной пластиной.
Во время работы проточный канал для охлаждающей жидкости, соответствующий режущей кромке 620, например, тот, который выбран для обработки рабочей заготовки, выравнивается относительно впускного отверстия в проточный канал для охлаждающей жидкости, расположенный на установочной поверхности. Охлаждающая жидкость подается на занятую обработкой режущую кромку через проточный канал 642 для охлаждающей жидкости, расположенный на режущей фрезерной пластине 610. Когда необходимо применить для работы новую режущую кромку, режущая фрезерная пластина индексируется на другую предназначенную для этой цели позицию. Теперь, находясь на новой позиции, внутренний канал, соответствующий новой режущей кромке, выравнивается и, следовательно, оказывается подсоединенным к впускному отверстию проточного канала для охлаждающей жидкости. Подобным образом осуществляется подача охлаждающей жидкости на новую режущую кромку.
Узел фрезерной головки имеет множество преимуществ потому, что он обеспечивает поступление охлаждающей жидкости под режущую кромку в зоне контакта между режущей кромкой и рабочей заготовкой. В результате охлаждающая жидкость обеспечивает снижение отрицательного воздействия аккумулированного тепла в зоне контакта между режущей фрезерной пластиной и рабочей заготовкой. В качестве дополнительного достижения присутствие охлаждающей жидкости обеспечивает улучшение смазывания в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками для избегания или уменьшения накопления материала рабочей заготовки на режущей фрезерной пластине. В дополнение к этому поток охлаждающей жидкости способствует устранению стружек вблизи зоны контакта между режущей фрезерной пластиной и образовавшимися стружками во избежание их повторного разрезания.
Для конкретных вариантов выполнения изобретения, показанных в этой работе, можно заметить, что охлаждающая жидкость выходит в место под режущей кромкой в зоне контакта между режущей кромкой и рабочей заготовкой. В результате охлаждающая жидкость обеспечивает снижение отрицательного воздействия аккумулированного тепла в зоне контакта между режущей фрезерной пластиной и рабочей заготовкой. В качестве дополнительного преимущества наличие охлаждающей жидкости обеспечивает улучшение смазывания в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками во избежание или для уменьшения накопления материала рабочей заготовки на режущей фрезерной пластине. В дополнение к этому поток охлаждающей жидкости способствует устранению стружек вблизи зоны контакта между режущей фрезерной пластиной и образовавшимися стружками во избежание их повторного разрезания.
Представляется очевидным, что настоящее изобретение обеспечивает создание фрезерной головки, а также режущей фрезерной пластины, которые используются в операциях стружкообразования и удаления материала и отличаются организацией улучшенного поступления охлаждающей жидкости в зону контакта между режущей фрезерной пластиной и рабочей заготовкой. В результате улучшения поступления охлаждающей жидкости появляется множество преимуществ.
В этом отношении настоящее изобретение обеспечивает создание фрезерной головки, а также режущей фрезерной пластины, которые используются в операциях стружкообразования и удаления материала и отличаются организацией улучшенного поступления охлаждающей жидкости в зону контакта между режущей фрезерной пластиной и рабочей заготовкой (то есть в место на рабочей заготовке, где происходит стружкообразование). В результате охлаждающая жидкость обеспечивает снижение отрицательного воздействия аккумулированного тепла в зоне контакта между режущей фрезерной пластиной и рабочей заготовкой. Как дополнительный результат присутствие охлаждающей жидкости обеспечивает улучшение смазывания в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками во избежание или для уменьшения накопления материала рабочей заготовки на режущей фрезерной пластине. В дополнение к этому поток охлаждающей жидкости способствует устранению стружек вблизи зоны контакта между режущей фрезерной пластиной и образовавшимися стружками во избежание их повторного разрезания.
Патенты и прочие документы представлены здесь в качестве ссылок. Другие варианты выполнения изобретения станут очевидными для специалистов в предметной области при рассмотрении описания или практического применения изобретения, представленного здесь. Предполагается, что описание и варианты являются только иллюстративными и не ограничивающими объем притязаний изобретения. Объем и сущность запатентованного изобретения указана в нижеследующей формуле.
Реферат
Изобретения относятся к фрезерным головкам и режущим фрезерным пластинам, используемым для стружкообразования и удаления материала. Режущая фрезерная пластина содержит корпус, образующий первую часть передней поверхности, и сердечник, образующий вторую часть передней поверхности. Корпус содержит по меньшей мере один желобок для прохождения охлаждающей жидкости через него. Сердечник выполнен с выступом для его прикрепления к корпусу посредством введения в центральное отверстие корпуса режущей пластины. Фрезерная головка содержит корпус, выполненный с емкостью для охлаждающей жидкости и с проточным каналом для прохождения текучей среды, обеспечивающий сообщение по текучей среде между емкостью для хранения охлаждающей жидкости и гнездом для режущей фрезерной пластины. Обеспечивается увеличенная подача охлаждающей жидкости, улучшается смазывание зоны контакта между режущей пластиной и стружками, улучшается удаление стружек вблизи зоны контакта с последующим снижением вероятности повторного разрезания стружек. 3 н. и 18 з.п. ф-лы, 31 ил.
Комментарии