Режущая пластина - RU2292992C2
Код документа: RU2292992C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к индексируемым режущим пластинам, которые особенно удобны для использования во фрезах и имеют продолговатую форму с, в основном, многоугольным поперечным сечением и режущими кромками, расположенными, в основном, продольно от одного конца режущей пластины до другого.
УРОВЕНЬ ТЕХНИКИ
Режущие пластины или режущие элементы, имеющие продолговатую форму с, в основном, многоугольным поперечным сечением и режущие кромки, расположенные, в основном, продольно от одного конца режущей пластины до другого, раскрыты в патентах США №№147041; 3188717 и 3421196. В патенте США 147041 описан режущий элемент для точения и строгания. В каждом углу его поперечного сечения режущий элемент имеет режущую кромку, проходящую вдоль его длины. Поперечное сечение выполнено таким образом, что задний угол и угол заострения следуют вокруг него один за другим. В патенте США 3421196 раскрыта сменная режущая пластина в форме в основном прямоугольного блока, имеющая, по крайней мере, четыре параллельные режущие кромки. По крайней мере, на одной режущей кромке выполнена фаска для образования относительно притупленной режущей кромки. Режущая кромка с фаской менее подвержена ударному повреждению, чем кромки без фаски. В процессе операции обработки резанием пластина может быть индексирована так, чтобы установить в рабочее положение режущую кромку с фаской, когда необходимо удалить припуск с заготовки, имеющей прерывистую поверхность.
Патент США 3188717 раскрывает режущую пластину на базе параллелепипеда, имеющего переднюю и заднюю в основном квадратные поверхности и четыре боковые поверхности в виде прямоугольника или квадрата, расположенные нормально друг к другу и образующие в соответствующих пересечениях режущие кромки. Каждая из боковых поверхностей ограничена парой режущих кромок и выполнена с парой продольно расположенных стружечных канавок. На фиг.6 и 7 этого патента показана часть фрезы, несущая несколько таких режущих пластин. Однако, режущая пластина не имеет вспомогательных режущих кромок, называемых зачистными, для получения окончательно обработанной поверхности с низкой шероховатостью за один проход.
Патент США 3955259 раскрывает индексируемую режущую пластину для фрез, имеющую четыре главные режущие кромки и четыре соответствующие им вспомогательные режущие кромки. Вспомогательные режущие кромки предназначены для чистовой обработки. Режущая пластина имеет форму плоского многоугольника, в углу которого каждая главная режущая кромка одним из своих концов встречается со вспомогательной режущей кромкой. Всего имеется четыре режущих угла.
Было бы выгодно с точки зрения ее прочности, если бы режущая пластина по патенту США 3955259 имела квадратное поперечное сечение вместо прямоугольного. Было бы выгодно также, если бы каждая главная режущая кромка имела вспомогательную режущую кромку на каждом из ее концов, увеличивая тем самым число режущих углов до восьми. При выполнении операций фрезерования, в которых используется обычно приблизительно половина длины главной режущей кромки, такая режущая пластина с восемью режущими углами имела бы восемь главных режущих кромок. Однако, с каждой вспомогательной режущей кромкой в патенте США 3955259 связана пара скошенных поверхностей, а на данной концевой части режущей пластины одна пара скошенных поверхностей, относящаяся к одному углу, отделена от другой пары скошенных поверхностей, связанных с другим углом этой концевой части, плоской поверхностью, расположенной поперек режущей пластины между верхней и нижней поверхностями. Такое выполнение концевых частей режущей пластины по патенту США 3955259 не позволяет получить режущую геометрию на восьми углах.
Задачей настоящего изобретения является получение режущей пластины, имеющей в основном квадратное поперечное сечение с четырьмя прямоугольными или квадратными боковыми поверхностями, образующими главные режущие кромки на их соответствующих пересечениях, при этом каждая главная режущая кромка с каждого конца имеет вспомогательную режущую кромку (зачистную кромку) для чистовой обработки, чтобы увеличить число режущих углов до восьми.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложена режущая пластина, имеющая:
две концевые части и промежуточную часть, расположенную продольно между ними, ось А, пересекающую ее в продольном направлении между двумя концевыми частями;
N боковых поверхностей и N главных режущих кромок, сформированных на пересечении смежных боковых поверхностей, каждая из N главных режущих кромок расположена между двумя концевыми частями;
по крайней мере, N вспомогательных режущих кромок, выполненных на, по крайней мере, одной из двух концевых частей, при этом, по крайней мере, одна из двух концевых частей расположена в основном в продольном направлении по отношению к промежуточной части;
по крайней мере, N режущих углов, каждый из которых выполнен между главной режущей кромкой и вспомогательной режущей кромкой, каждая вспомогательная режущая кромка проходит от соответствующего режущего угла в направлении в основном от промежуточной части.
Предпочтительно, каждая главная режущая кромка выполнена с элементом для контроля стружкообразования.
В соответствии со специфическим исполнением изобретения элемент для контроля стружкообразования выполнен в виде канавки.
В случае необходимости, канавка имеет U-образный профиль.
Также, если необходимо, канавка имеет несимметричный V-образный профиль.
В соответствии с настоящим изобретением, по крайней мере, одна концевая часть имеет периферийную концевую поверхность, расположенную от N боковых поверхностей к концевой поверхности.
В случае необходимости, концевая поверхность выполнена с выборкой.
Как правило, периферийная концевая поверхность расположена от N боковых поверхностей и от промежуточной части в основном продольно и в направлении оси А пластины.
Предпочтительно, периферийная концевая поверхность состоит из N припериферийных концевых поверхностей.
В случае необходимости каждая припериферийная концевая поверхность может быть выполнена из двух частей: ведущей части и последующей части.
В соответствии с настоящим изобретением ведущая часть припериферийной концевой поверхности и примыкающий элемент для контроля стружкообразования пересекаются по вспомогательной режущей кромке.
В случае необходимости, по крайней мере, на одном из N режущих углов выполнена фаска.
Также в случае необходимости, по крайней мере, одна из N вспомогательных режущих кромок выполнена криволинейной.
В соответствии со специфическим вариантом настоящего изобретения, режущая пластина имеет поворотную симметрию N-ой степени относительно своей оси А.
В соответствии с настоящим изобретением N равно, по крайней мере, четырем.
В соответствии с предпочтительным вариантом настоящего изобретения N равно четырем.
В соответствии со специфическим исполнением, главные режущие кромки выполнены прямыми и параллельными оси А пластины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания, но только в качестве примера, изобретение будет ниже описано с отсылками к приложенным чертежам, на которых:
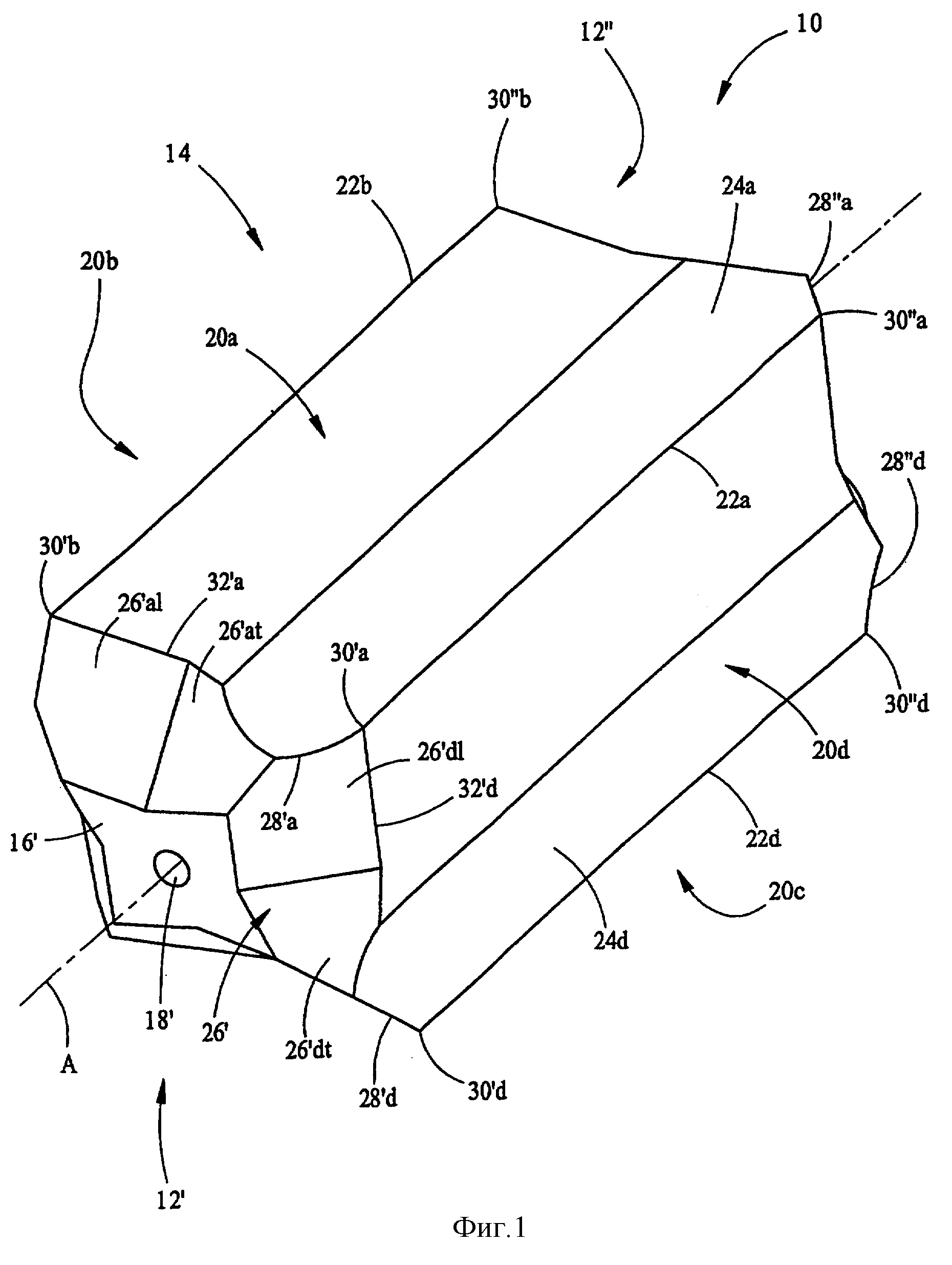
на фиг.1 показан вид в перспективе на режущую пластину в соответствии с предпочтительным вариантом настоящего изобретения;
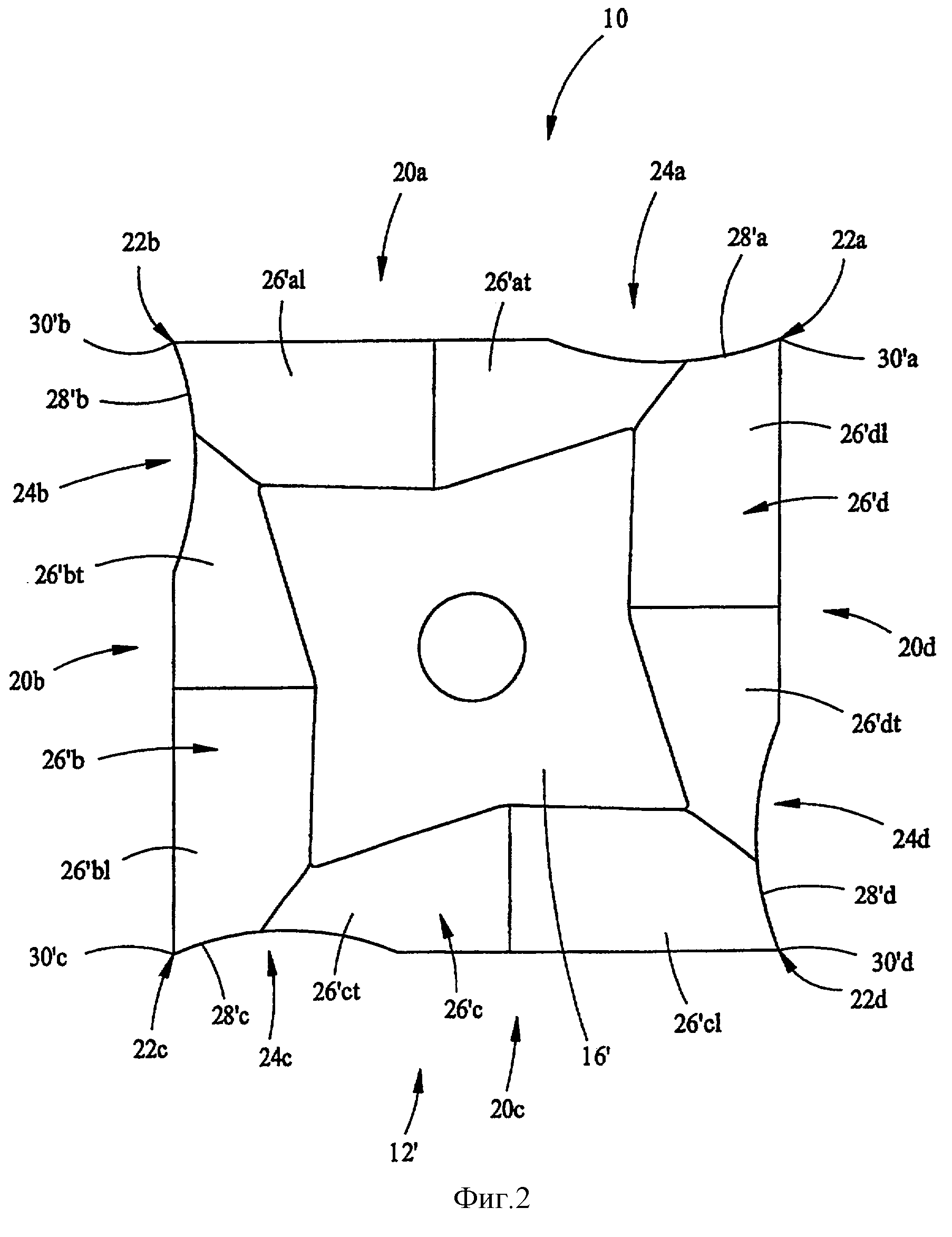
на фиг.2 показан вид со стороны концевой части на режущую пластину на фиг.1;
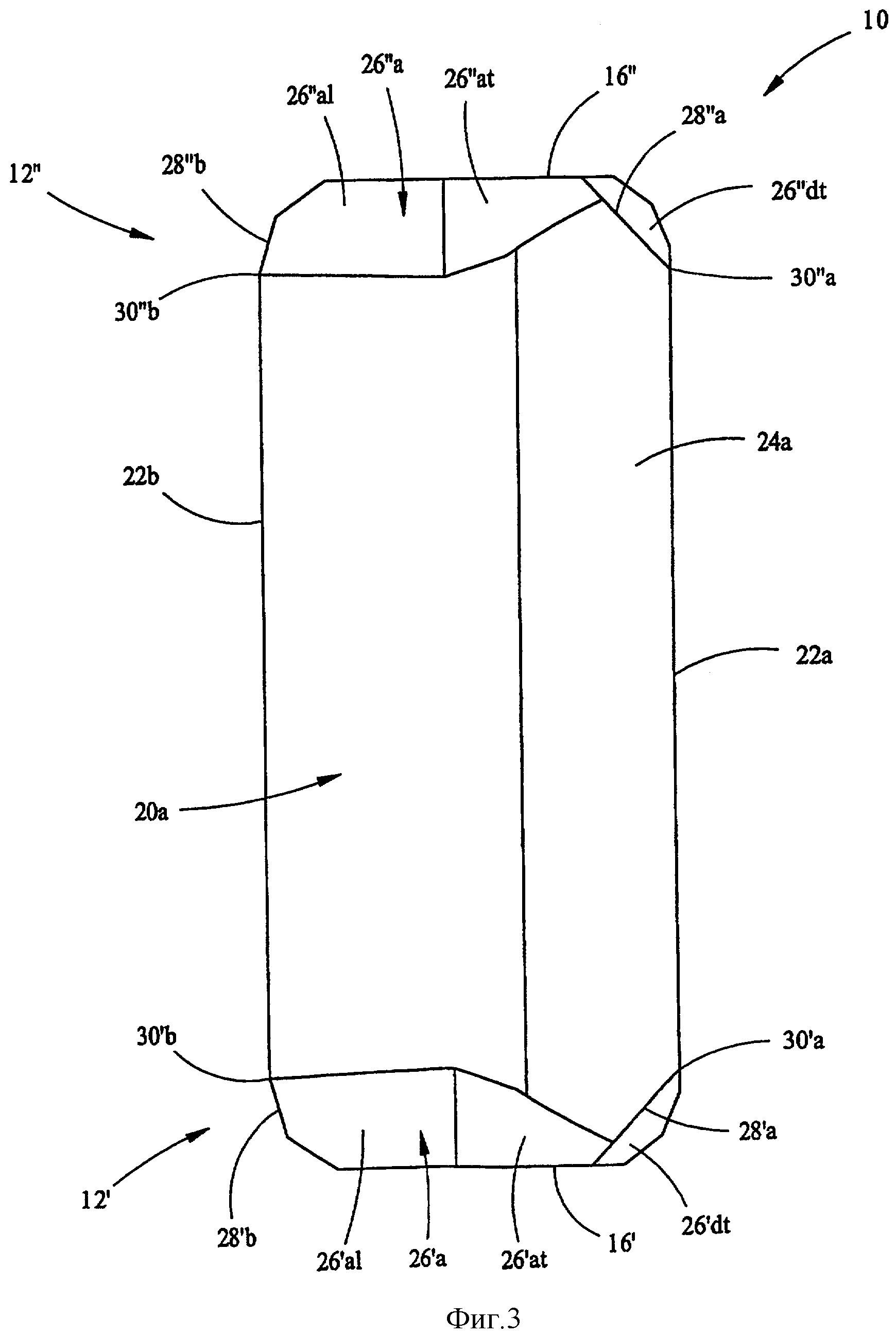
на фиг.3 показан вид сверху на режущую пластину на фиг.1;
на фиг.4 показан вид сбоку на фрезу, на которой режущие пластины в соответствии с настоящим изобретением закреплены в нескольких гнездах;
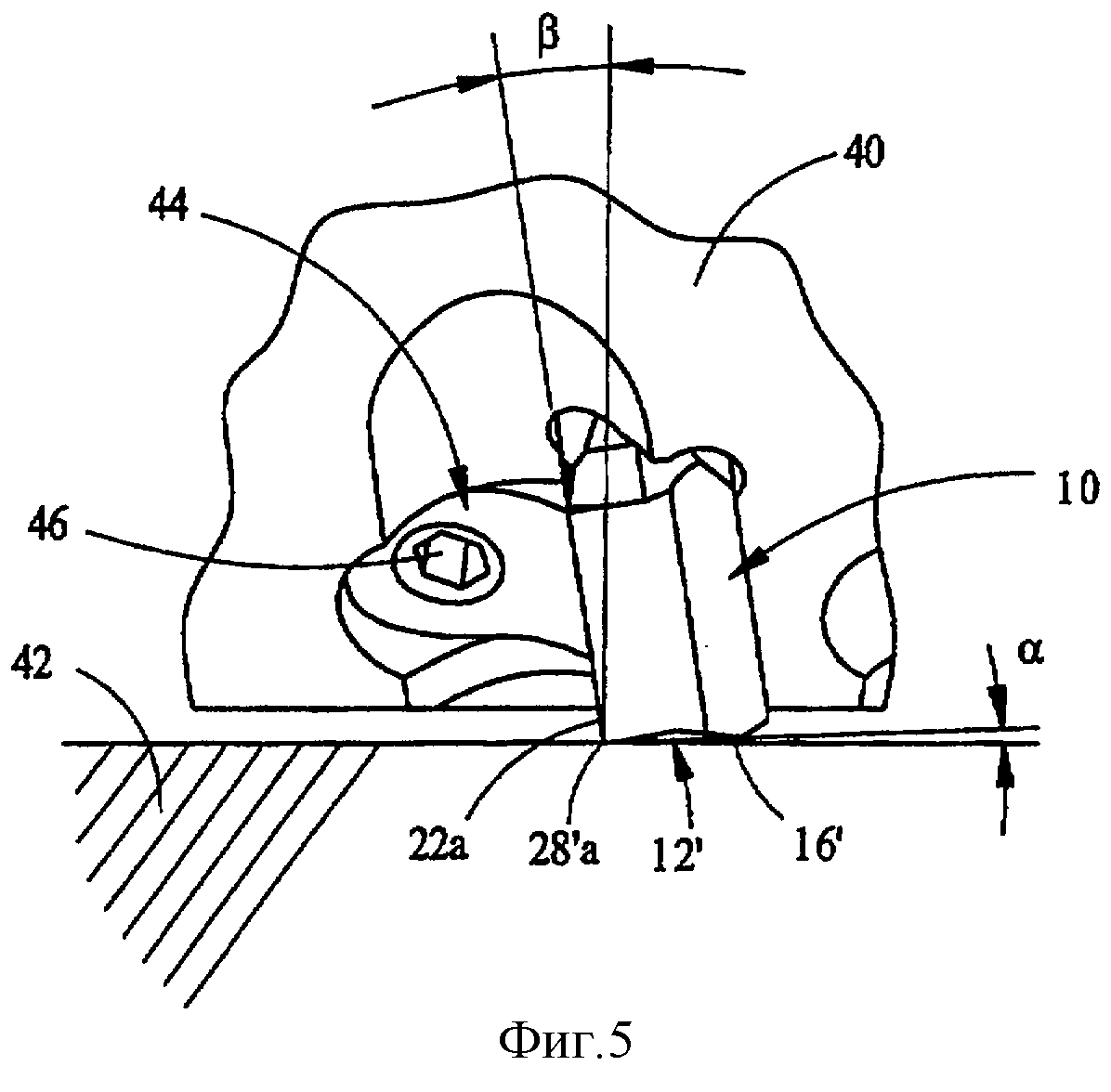
на фиг.5 представлен фрагмент фиг.4, показывающий одно гнездо с закрепленной в нем пластиной;
на фиг.6 представлен фрагмент фиг.4, показывающий расположение вспомогательных режущих кромок по отношению к заготовке;
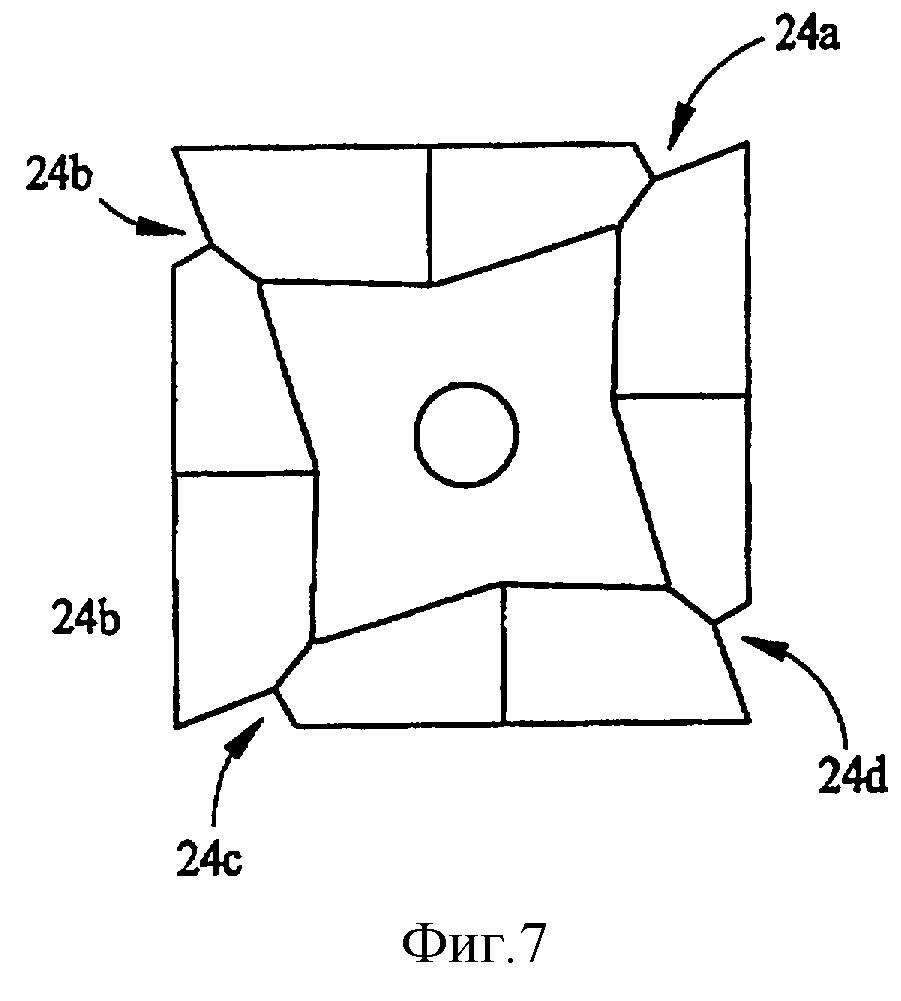
на фиг.7 показан вид со стороны концевой части на режущую пластину в соответствии с настоящим изобретением с элементами для контроля стружкообразования, имеющими несимметричный V-образный профиль;
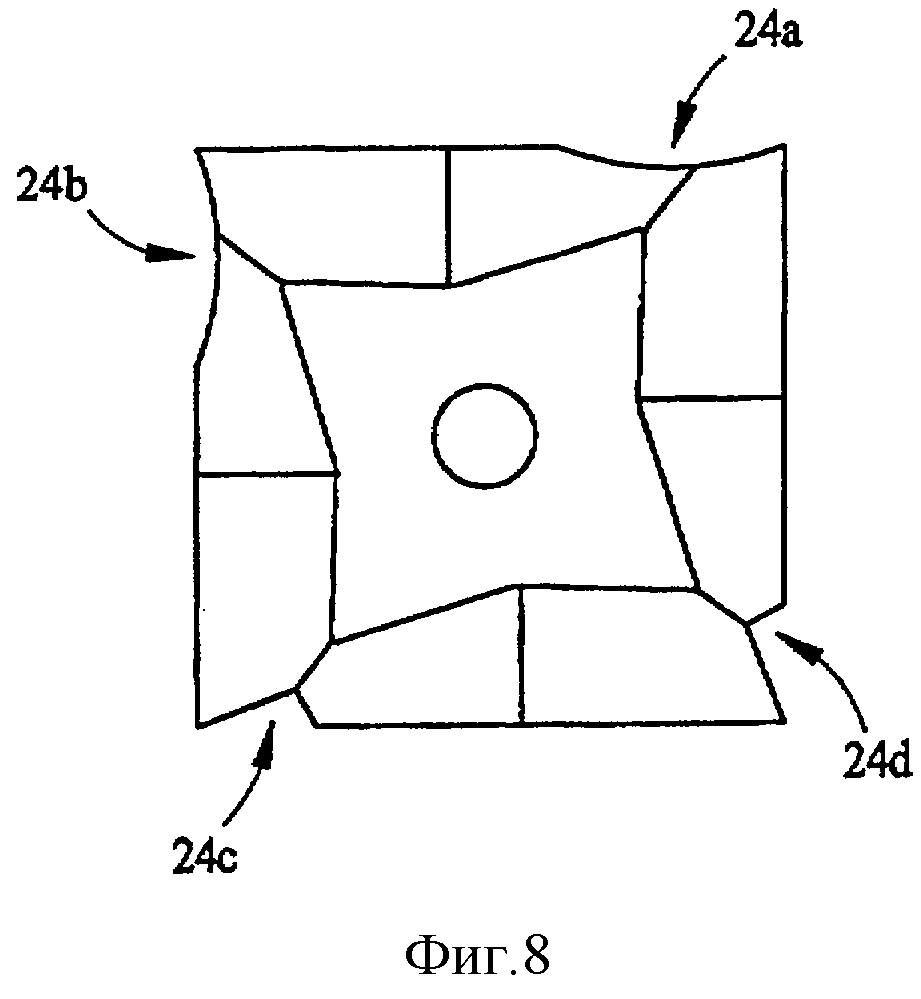
на фиг.8 показан вид со стороны концевой части на режущую пластину в соответствии с настоящим изобретением с двумя различными типами элементов для контроля за стружкообразованием;
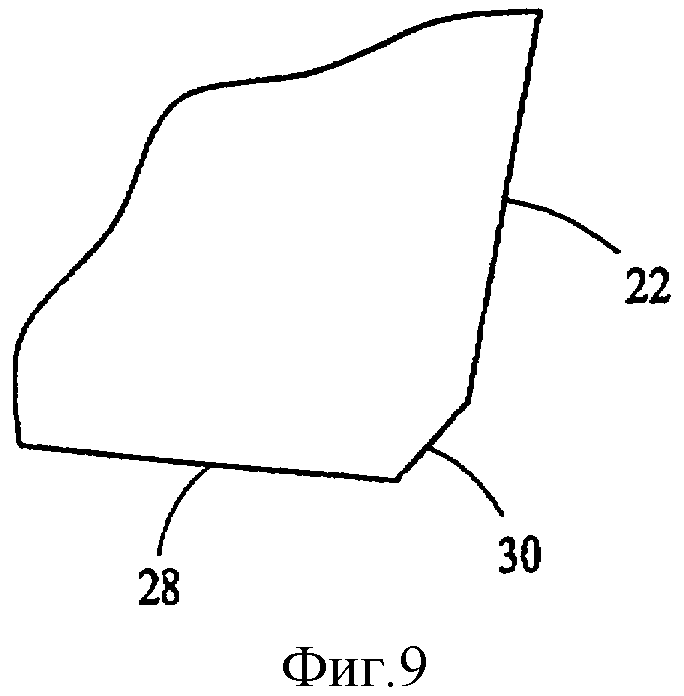
на фиг.9 показан вид, иллюстрирующий режущий угол пластины с фаской; и
на фиг.10 показан вид, иллюстрирующий вспомогательную режущую кромку в виде кривой.
ДЕТАЛЬНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Рассмотрим фиг.1-3, показывающие соответственно вид в перспективе, вид со стороны концевой части и вид сверху на режущую пластину 10 в соответствии с предпочтительным вариантом настоящего изобретения. Режущая пластина 10 имеет две концевые части 12, первую концевую часть 12' и вторую концевую часть 12". В дальнейшем позиции с одним штрихом будут означать элементы, относящиеся к первой концевой части 12', а позиции с двумя штрихами будут означать элементы, относящиеся ко второй концевой части 12". Между двумя концевыми частями расположена промежуточная часть 14. Ось А пересекает режущую пластину 10 в продольном направлении от одной концевой части к другой. Следовательно, концевые части ограничивают промежуточную часть в основном в продольном направлении и определяют крайние осевые части режущей пластины. Каждая концевая часть 12 (12', 12") имеет концевую поверхность 16 (16', 16"). Концевая поверхность концевой части является ее крайней поверхностью в осевом направлении. В случае необходимости каждая концевая поверхность 16', 16" может быть выполнена с выборкой 18', 18", сцентрированной по оси А пластины. В случае необходимости выборки 18', 18" могут быть использованы для размещения выступов, способствующих закреплению пластины. Следует отметить, что в случаях, когда не может возникнуть недопонимания, отсылки будут сделаны только к номерам позиций без одного или двух штрихов, т.е. к концевой части 12, концевой поверхности 16, выборке 18 и т.п.
Промежуточная часть 14 включает четыре боковые поверхности 20 (20а, 20b, 20с, 20d) и четыре главные режущие кромки 22 (22а, 22b, 22с, 22d), образованные на пересечении смежных боковых поверхностей. Каждая из четырех главных режущих кромок 22 проходит от одной концевой части до другой. Поэтому в плоскости, перпендикулярной оси А пластины, каждая боковая поверхность 20 ограничена двумя главными режущими кромками 22. Каждая главная режущая кромка выполнена с элементом для контроля стружкообразования 24 (24f, 24b, 24с, 24d), который в варианте, показанном на фмг.1-3 выполнен в виде пологой V-образной канавки, проходящей на каждой боковой поверхности продольно вдоль длины главной режущей кромки. Как хорошо известно, форма канавки зависит от материала заготовки и условий обработки резанием.
Периферийная концевая поверхность 26 (26', 26") проходит от боковой поверхности 20 в основном продольно и в направлении к оси А к концевым поверхностям 16', 16" на каждой концевой части. Каждая периферийная концевая поверхность 26', 26" включает четыре припериферийные концевые поверхности 26'i, 26"i (i=a, b, c или d). Здесь припериферийные концевые поверхности, принадлежащие к первой концевой поверхности 12', обозначены общей позицией 26'i, а припериферийные концевые поверхности, принадлежащие второй концевой части 12", обозначены общей позицией 26"i, где i=а, b, с или d. В варианте, показанном на фиг.1-3, четыре припериферийные концевые поверхности каждой концевой части идентичны. Однако, как будет объяснено ниже, припериферийные концевые поверхности данной концевой части режущей пластины не обязательно должны быть идентичными. Более того, припериферийные концевые поверхности первой концевой части 12' могут быть отличны от припериферийных концевых поверхностей второй концевой части 12".
Как видно, каждая припериферийная концевая поверхность 26'i, 26"i разделена на две части: ведущую часть 26'il (26'al, 26'bl, 26'cl, 26'dl) и последующую часть 26"it (26"at, 26"bt, 26"ct, 26"dt). В основном ведущая часть припериферийной концевой поверхности 26i будет обозначена 26il, а последующая часть припериферийной концевой поверхности 26i будет обозначена 26it. Хотя пересечение ведущей части и последующей части концевой припериферийной поверхности на фигурах показано прямой линией, радиус кривизны припериферийной поверхности в этом пересечении, если потребуется, может быть большим. Фактически, хотя ведущая и последующая части показаны как две смежные грани, они могут быть двумя частями одной непрерывной изогнутой поверхности. Вспомогательная режущая кромка выполнена на пересечении между ведущей частью припериферийной концевой поверхности и примыкающего элемента для контроля стружкообразования. Например, пересечение между ведущей частью 26'dl припериферийной концевой поверхности 26'd и примыкающего элемента для контроля стружкообразования 24а определяет вспомогательную режущую кромку 28'а. Очевидно, что и форма элемента для контроля стружкообразования 24а и наклон ведущей части 26' dl будут определять форму вспомогательной режущей кромки 28'а. Таким же образом определяется форма других вспомогательных режущих кромок.
Ребра 32', 32" образованы между каждой ведущей частью припериферийной концевой поверхности и примыкающей боковой поверхностью. Например, на первой концевой части 12' ребро 32' образовано между ведущей частью 26'а1 припериферийной концевой поверхности 26'а и примыкающей боковой поверхностью 20а. Таким же образом ребра 32'i (i=b, с, d) образованы между ведущими частями 26'il (i=а, b, с, d) припериферийной концевой поверхности 26'i (i=b, с, d) и соответственно примыкающих к ним боковых поверхностей 20i (i=b, с, d). Также на второй концевой части сформированы ребра 32"i (i=b, с, d) на второй концевой части.
Каждая концевая часть 12', 12" имеет четыре вспомогательные режущие кромки 28', (28'а, 28'b, 28'с, 28'd), 28" (28"а, 28"b, 28"c, 28"d). Каждая вспомогательная режущая кромка 28', 28" соединена с примыкающей главной режущей кромкой 22 через режущий угол 30. Следовательно, режущая пластина 10 имеет восемь режущих углов 30 (четыре режущих угла 30' (30'а, 30'b, 30'c, 30'd) на первой концевой части 12' и четыре режущих угла 30" (30"а, 30"b, 30"c, 30"d) на второй концевой части 12"). Каждая главная режущая кромка 22 расположена продольно между двух режущих углов 30', 30". Очевидно, что каждая главная режущая кромка 22 соединена с двумя вспомогательными режущими кромками 28', 28", из которых одна вспомогательная режущая кромка соединена с одним концом главной режущей кромки на концевой части 12', а вторая - соединена с другим концом главной режущей кромки на другой концевой части 12". Например, главная режущая кромка 22а соединена со вспомогательной режущей кромкой 28'а через режущий угол 30'а на одном конце и со вспомогательной режущей кромкой 28"а через режущий угол 30"а на другом ее конце.
Радиус режущего угла 30 зависит от радиуса кривизны ребра 32, образованного на пересечении между ведущей частью 26il припериферийной концевой поверхности 26i и примыкающей боковой поверхности 20i (i=а, b, с, d), образующих рассматриваемый угол. Например, радиус режущего угла 30'b зависит от радиуса кривизны ребра 32'а, образованного на пересечении ведущей части 26'al припериферийной концевой поверхности 26'а и примыкающей боковой поверхности 20а.
В соответствии с вариантом, показанным на фиг.1-3, режущая пластина 10 имеет поворотную симметрию 4-ой степени вокруг своей оси А. В общем случае пластина может иметь поворотную симметрию N-ой степени вокруг своей оси А, где N - целое число, большее или равное четырем. Однако, как будет объяснено ниже, режущая пластина не обязательно должна иметь поворотную симметрию вокруг ее оси А. В общем случае каждый элемент для контроля стружкообразования 24 данной режущей пластины может иметь различную геометрическую форму. Более того, не все вспомогательные режущие кромки 28 обязательно должны иметь одинаковую геометрию, даже если элементы для контроля стружкообразования идентичны.
Рассмотрим фиг.4-6, показывающие режущие пластины 10 в соответствии с настоящим изобретением, закрепленные в гнездах 38 торцовой фрезы 40. На фиг.6 фаска 23 (23а, 23b, 23с, 23d) выполнена на каждой главной режущей кромке (только одна главная режущая кромка 22а и ее фаска видны на этой фигуре). В соответствии со специфическим исполнением, показанным на фигурах, гнезда выполнены так, чтобы угол в плане θ был равен 45° по отношению к заготовке 42. В этом исполнении, показанном на фигурах, каждая пластина удерживается в гнезде посредством прихвата 44. Прихват закреплен в гнездах посредством винта 46. Как может быть видно (см. особенно фиг.5, 6), ориентация режущих пластин в гнездах 38 выполнена такой, чтобы у каждой пластины была бы одна рабочая главная режущая кромка 22а и соединенная с ней вспомогательная режущая кромка 28'а (также определяемая как рабочая вспомогательная режущая кромка) на первой концевой части 12' режущей пластины, действующая как зачистная кромка. Более того, режущая пластина имеет осевой передний угол β, посредством которого обеспечивается задний угол α между первой концевой частью 12' режущей пластины и заготовкой 42. Следует отметить, что прихват 44 воздействует на боковую поверхность 20а, прилегающую к рабочей главной режущей кромке 22а (следовательно, эта боковая поверхность также будет обозначена как рабочая боковая поверхность), однако он, предпочтительно, не перекрывает соответствующий элемент для контроля стружкообразования (канавку) 24а (также определяемую как рабочий элемент для контроля стружкообразования). Боковая стенка 47 гнезда, противоположная прихвату, взаимодействует с боковой поверхностью 20с пластины, противоположной рабочей боковой поверхности 20а, тогда как задняя стенка 48 гнезда взаимодействует с боковой поверхностью 20b пластины, примыкающей к рабочей боковой поверхности 20а. Концевая поверхность 16" второй концевой части 12" режущей пластины опирается на верхнюю стенку 50 гнезда.
Хотя настоящее изобретение было описано с определенной степенью подробности, следует понимать, что различные изменения и модификации могут быть сделаны без отхода от существа и объема притязаний, изложенных в приводимой ниже формуле изобретения. Например, фиг.7 показывает режущую пластину с элементом для контроля стружкообразования 24, который имеет несимметричный V-образный профиль. Фиг.8 показывает режущую пластину с двумя элементами для контроля стружкообразования (24а, 24b) с одним типом профиля и двумя элементами для контроля стружкообразования (24с, 24d) с другим типом профиля. Аналогично, все четыре элемента для контроля стружкообразования могут иметь различные профили. Фиг.9 показывает режущую пластину с фаской на углу 30. Тогда как фиг.10 показывает режущую пластину с криволинейной вспомогательной режущей кромкой 28 и закругленным режущим углом 30.
Реферат
Изобретение относится к области металлообработки, сборному режущему инструменту. Режущая пластина имеет две концевые части и промежуточную часть, ось, пересекающую ее в продольном направлении между двумя концевыми частями, N боковых поверхностей и N главных режущих кромок, образованных на пересечении смежных боковых поверхностей, по крайней мере, N вспомогательных режущих кромок, образованных на, по крайней мере, одной из двух концевых частей, по крайней мере, одна из двух концевых частей расположена в основном в продольном направлении от промежуточной части, по крайней мере, N режущих углов, каждый из которых образован между главной режущей кромкой и вспомогательной режущей кромкой, каждая вспомогательная кромка проходит от соответствующего режущего угла в направлении в основном от промежуточной части. Технический результат: повышение эффективности использования материала режущей пластины за счет увеличения числа режущих кромок. 16 з.п. ф-лы, 10 ил.
Комментарии