Система и способ для управления сваркой биологической ткани - RU2325132C2
Код документа: RU2325132C2
Чертежи
Описание
Отсылки к родственным заявкам
[0002] Настоящая заявка является родственной заявке на патент США №09/022869 под названием "Связывание мягких биологических тканей путем пропускания через них электрического тока высокой частоты", поданной 12 февраля 1998 г., содержание которой ссылкой включается в эту заявку.
Предпосылки изобретения
[0003] Настоящее изобретение относится к связыванию или сварке мягких тканей и, в частности, к способу управления сваркой ткани и системе для его осуществления.
[0004] Высокочастотный электрохирургический инструментарий находит широкое применение в медицине для разрезания мягких тканей, остановки кровотечения и различных процедур прижигания. В имеющихся в настоящее время биполярных электрохирургических инструментах обычно используются два электрода противоположной полярности, размещаемых по одному на каждой из противоположных губок, например зажима. При пользовании этим инструментом ткань удерживается между электродами, и между электродами протекает переменный ток высокой частоты, нагревая ткань. При достижении температуры ткани примерно 50-55°С в ней происходит денатурация альбуминов. Денатурация альбуминов вызывает "разматывание" глобулярных молекул альбумина и их последующее обвитие, что в свою очередь приводит к коагуляции тканей. После такой обработки ткань можно разрезать в месте сварки, не вызывая при этом кровотечения. Это процесс обычно называют биполярной электрокоагуляцией.
[0005] Сварка ткани обычно включает в себя сведение краев разреза, которые требуется связать, сжатие ткани с помощью биполярного инструмента и нагревание ткани протекающим через нее электрическим током высокой частоты. Одно из основных отличий между процедурами сварки тканей и коагуляцией для остановки кровотечения заключается в том, что для сварки ткани необходимы условия, обеспечивающие образование общего пространства альбуминов между связываемой тканью до начала коагуляции альбуминов. При отсутствии таких условий произойдет коагуляция без образования надежного соединения.
[0006] Проблемы, которые могут возникнуть в процессе сварки ткани, - это тепловое поражение прилегающих структур, перегрев ткани и недостаточная коагуляция. Перегрев ткани приводит к медленному заживанию, чрезмерным шрамам, обугливанию/разрушению ткани и прилипанию ткани к электрохирургическому инструменту. При прилипании ткани к электрохирургическому инструменту она в месте сварки может оторваться, что пагубно отразится на остановке кровотечения и вызовет новую рану. Недостаточная коагуляция может произойти в том случае, если к ткани приложена недостаточная энергия. Недостаточная коагуляция приводит к слабым и ненадежным сварным швам ткани и неполной остановке кровотечения.
[0007] Точное управление процессом сварки с недопущением чрезмерного теплового поражения, перегрева или недостаточной коагуляции - это сложный процесс, особенно при попытке сварить ткань разной структуры, толщины и полного сопротивления. Проблема создания жизнеспособной автоматической системы управления особенно важна при сварке, цель которой заключается в восстановлении физиологических функций оперируемых органов. После остановки кровотечения сосуды или васкуляризированные части ткани, которые нагревались, обычно не восстанавливаются и утрачивают функциональные способности.
[0008] Предпринятые ранее попытки автоматизировать управление коагуляцией тканей принесли весьма ограниченный успех. Одной из попыток избежать перегрева является использование электрохирургических инструментов со встроенными устройствами измерения температуры. Встроенные устройства измерения температуры используются для измерения температуры ткани, обеспечивают обратную связь и тем самым предотвращают перегрев. Однако при использовании встроенных датчиков температуры электрохирургические инструменты становятся громоздкими, давая при этом лишь ограниченную или неточную информацию о состоянии внутренних слоев ткани между электродами, где потенциально должно образовываться соединение.
[0009] Чтобы определить точку, в которой коагуляция закончилась и нагревание ткани необходимо прервать, одни авторы предлагают различные способы использования полного сопротивления ткани и минимального значения полного сопротивления тканей. Другие авторы для обнаружения точки коагуляции предлагают использовать зависимость между полным сопротивлением ткани и частотой тока.
[0010] Однако известные способы не обеспечивают такого решения проблемы связывания тканей, которое было бы эффективным для использования в хирургических процедурах, и, в частности, не способны адаптироваться по отношению к разным видам и толщине тканей на протяжении процедуры сварки.
[0011] Исходя из вышеизложенного, желательно создать электрохирургическую систему и способ, пригодные как для связывания тканей, так и для остановки кровотечения, которые обеспечивали бы адаптацию к разным видам, структуре, толщине и полному сопротивлению тканей без перегрева и вместе с тем обеспечивали бы надежное соединение тканей. Такие система и способ значительно сократили бы время, необходимое для хирургических процедур, включая сварку тканей, за счет устранения необходимости в настройке оборудования на протяжении процесса сварки.
Краткое описание графического материала
[0012] Приведенное выше краткое описание, а также последующее подробное описание предпочтительных вариантов осуществления изобретения станут понятнее, если их читать вместе с прилагаемыми чертежами. Для иллюстрации изобретения на этих чертежах показаны варианты осуществления, которым в настоящее время отдается предпочтение. Следует, однако, понимать, что показанными конкретными устройствами и инструментарием данное изобретение не ограничивается.
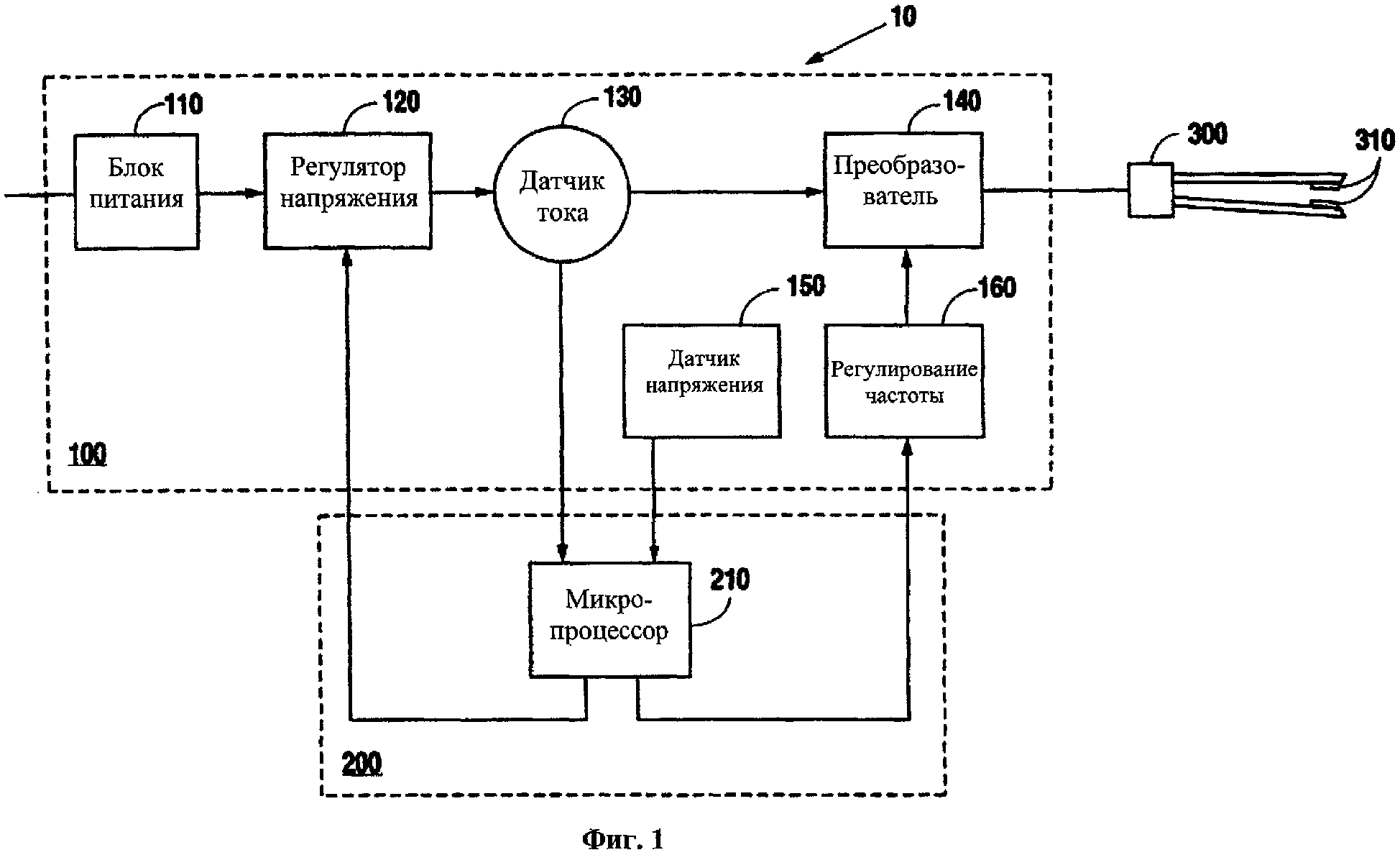
[0013] фиг.1 представляет собой блок-схему, иллюстрирующую один вариант осуществления настоящего изобретения;
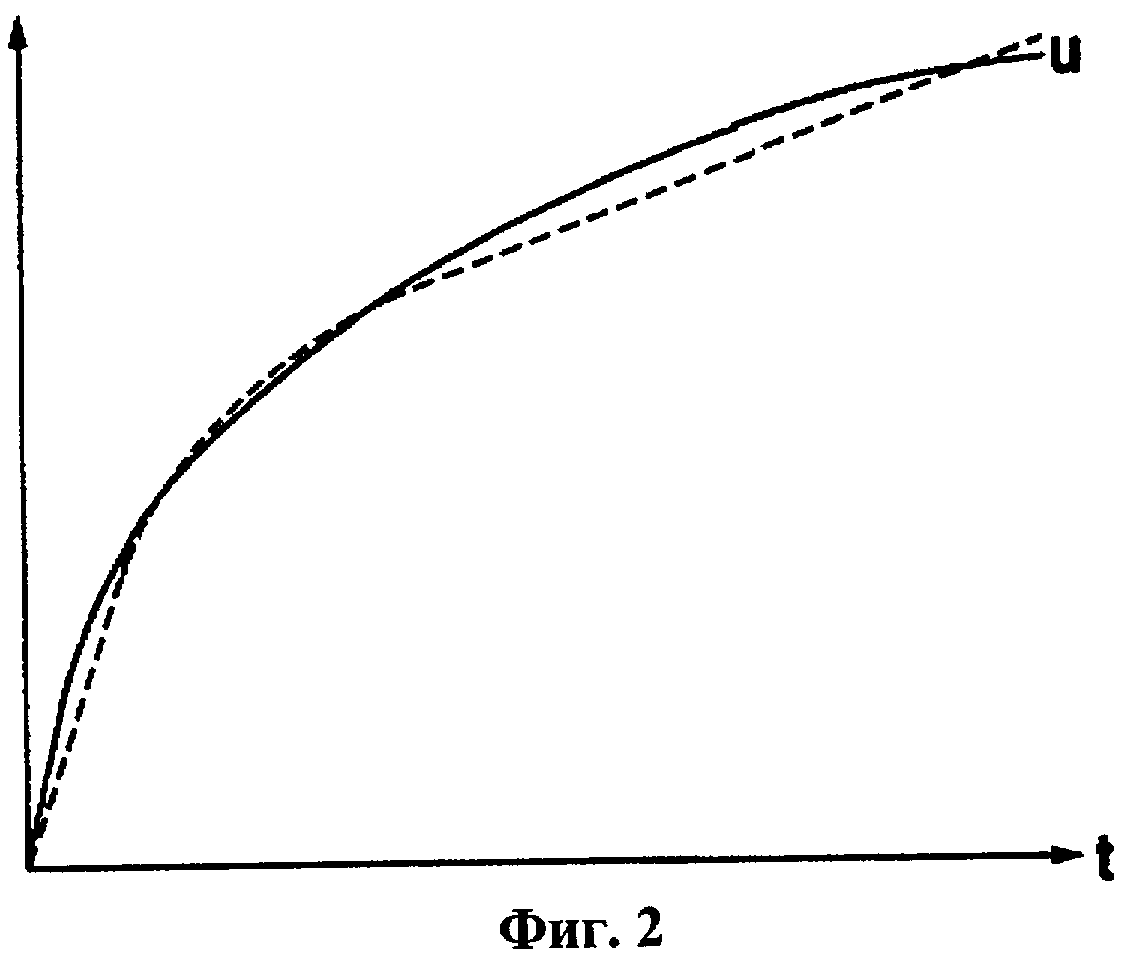
[0014] на фиг.2 показан график изменения во времени напряжения, подаваемого на протяжении первой стадии, для одного варианта осуществления изобретения;
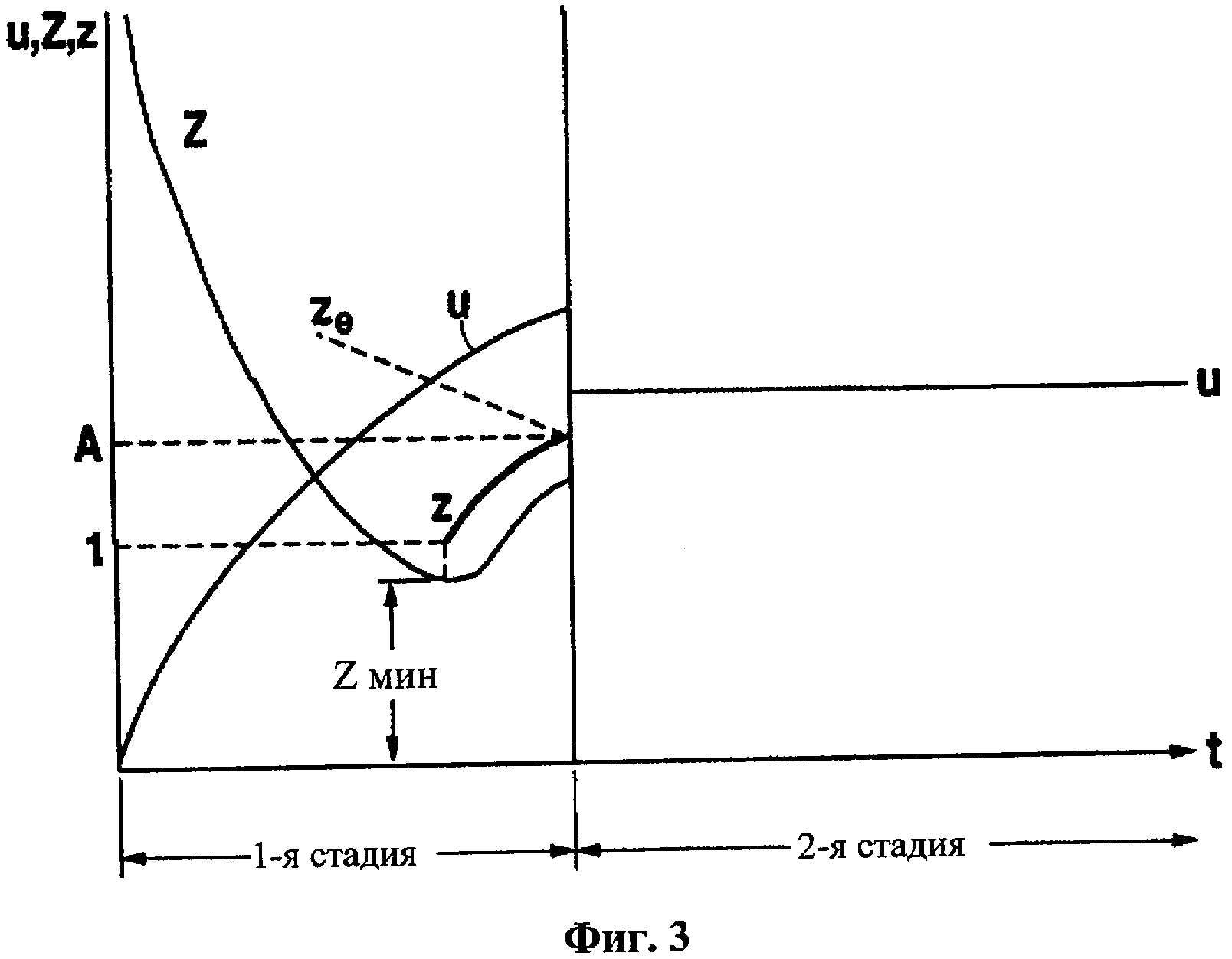
[0015] фиг.3 представляет собой график изменения во времени напряжения, полного сопротивления ткани и относительного полного сопротивления ткани на протяжении первой и второй стадий для еще одного варианта осуществления изобретения;
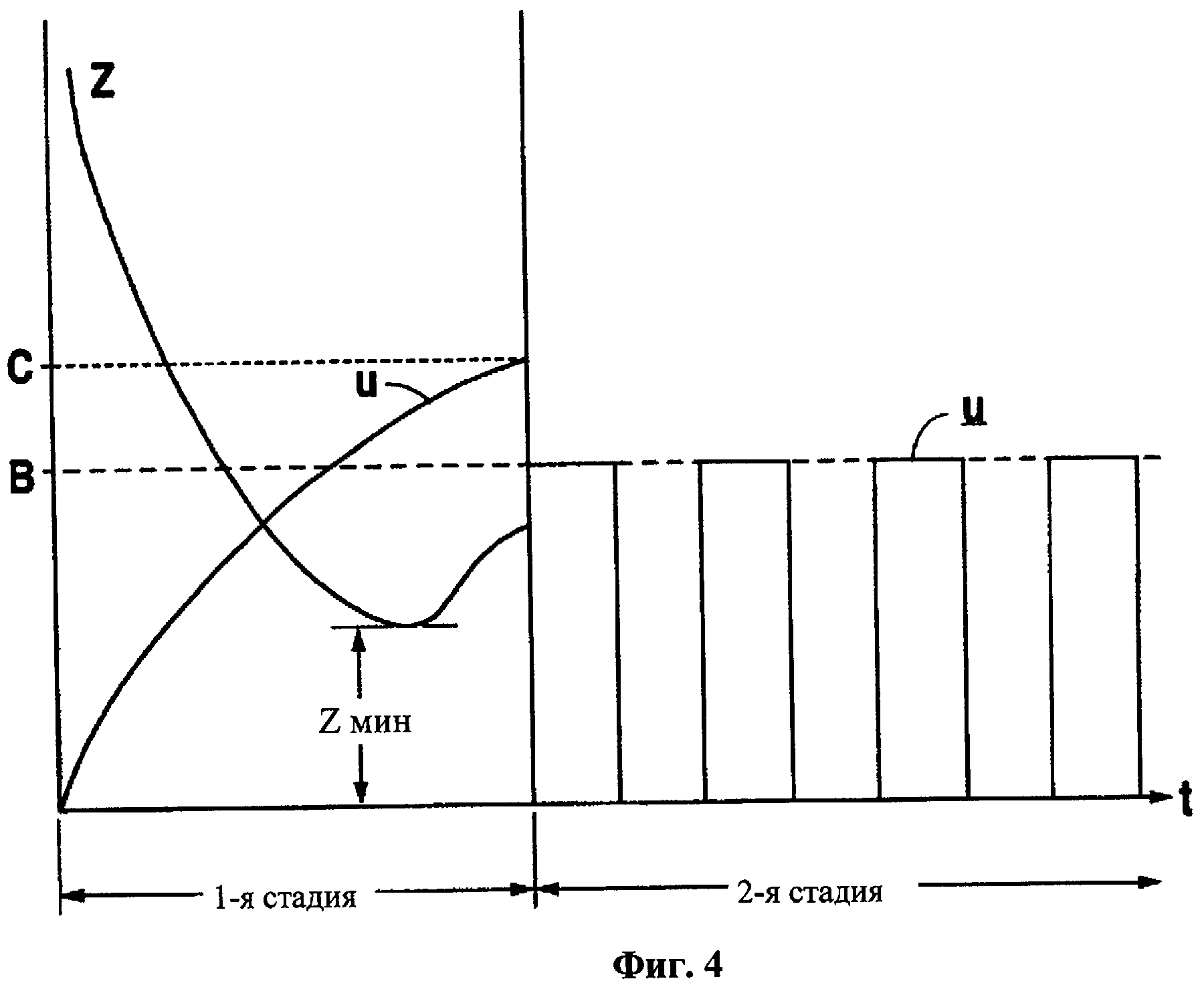
[0016] фиг.4 представляет собой график изменения во времени напряжения и полного сопротивления ткани на протяжении первой и второй стадий для еще одного варианта осуществления изобретения;
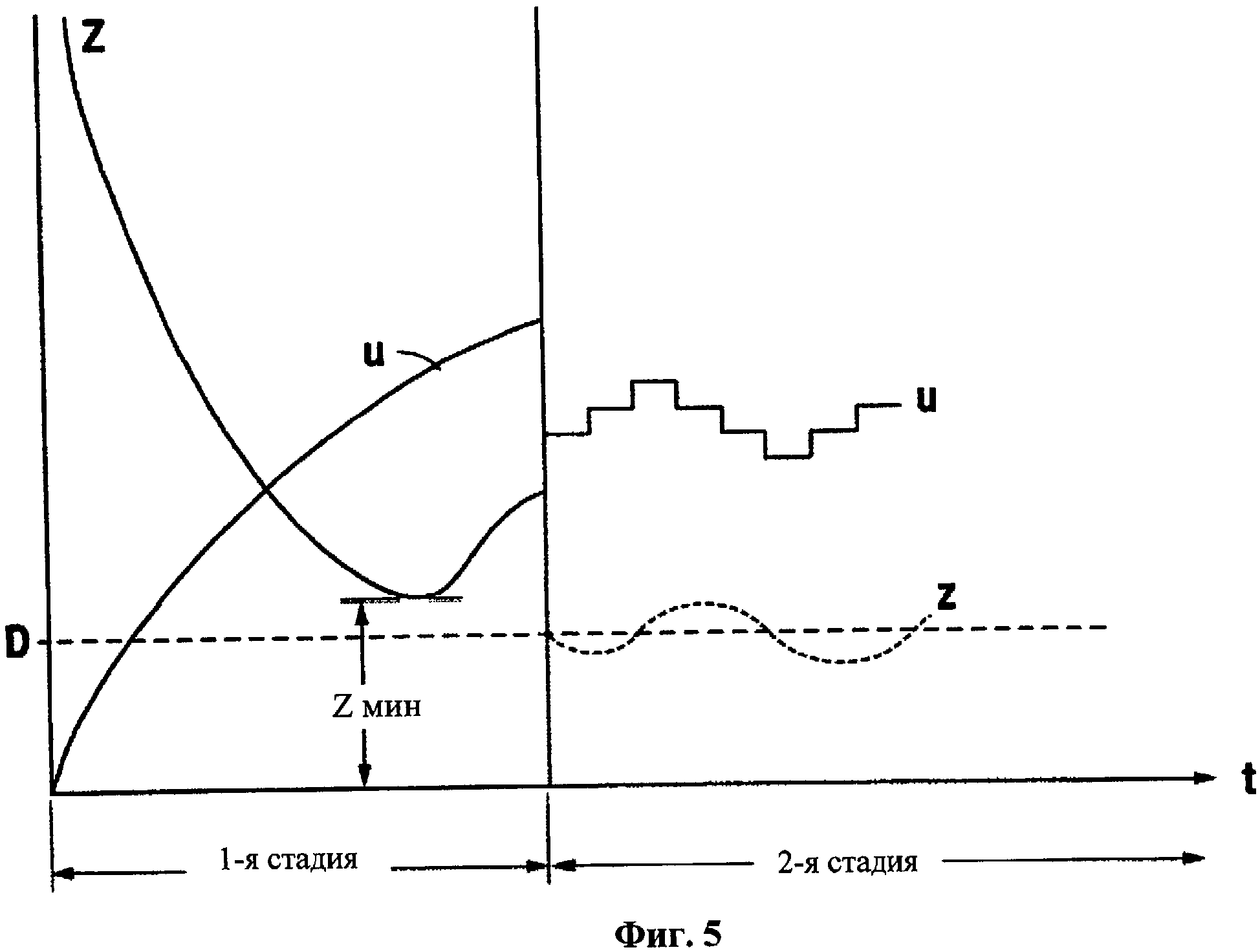
[0017] фиг.5 представляет собой график изменения во времени напряжения, полного сопротивления ткани и относительного полного сопротивления ткани на протяжении первой и второй стадий для еще одного варианта осуществления изобретения;
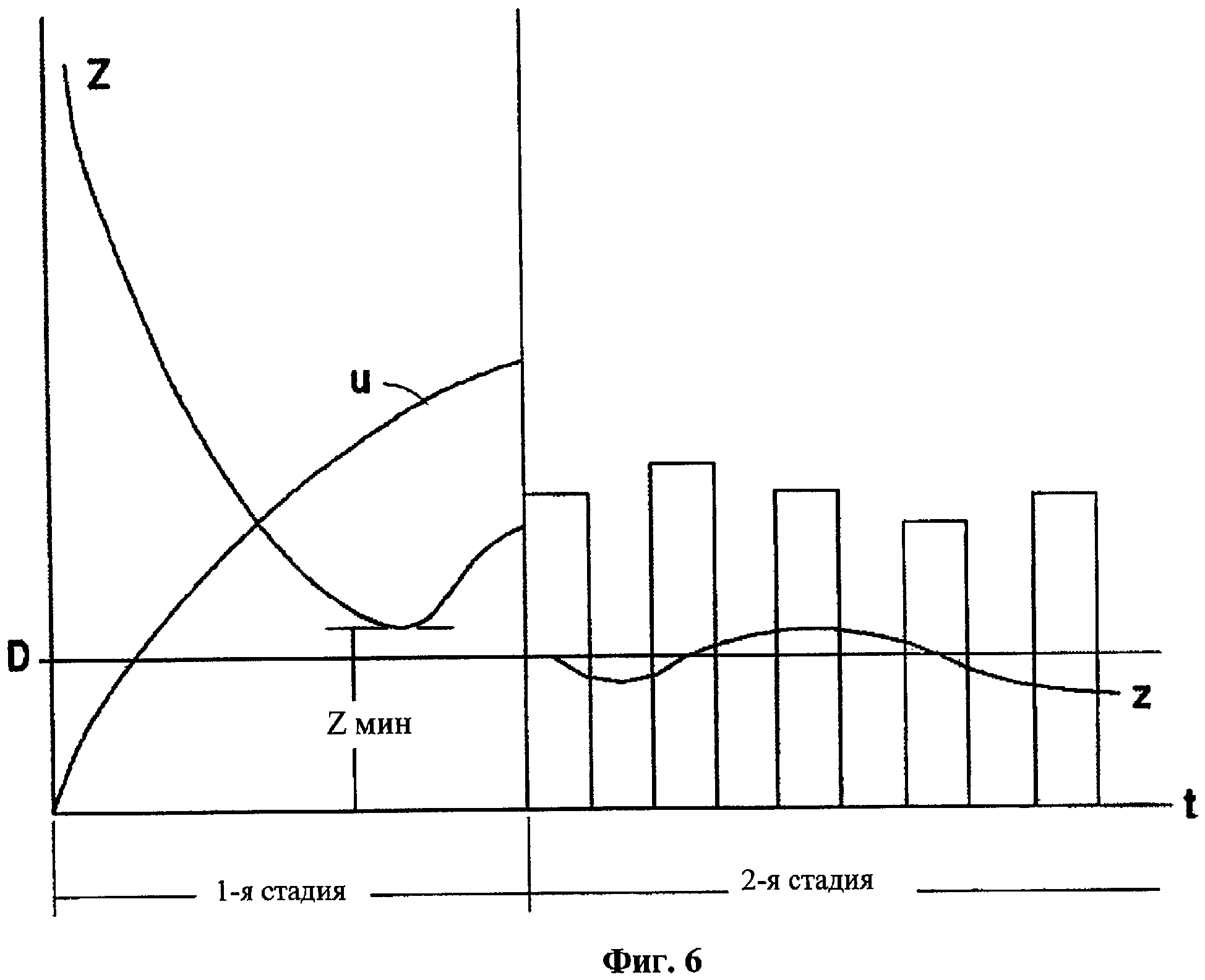
[0018] фиг.6 представляет собой график изменения во времени напряжения, полного сопротивления ткани и относительного полного сопротивления ткани на протяжении первой и второй стадий для еще одного варианта осуществления изобретения.
Подробное описание изобретения
[0019] Настоящее изобретение может найти применение в самых разных медицинских процедурах, в том числе при соединении или связывании ткани, для получения прочных швов и уменьшения теплового поражения окружающей ткани, без чего заживление раны замедлилось бы. Кроме того, предлагаемые система и способ обеспечивают автоматическую адаптацию и управление процессами сварки и коагуляции для ткани разной структуры, толщины и (или) полного сопротивления без необходимости в настройке оборудования на протяжении процессов сварки и коагуляции.
[0020] Фиг.1 иллюстрирует один вариант осуществления предлагаемого устройства 10, который содержит источник питания 100, к которому подключены электроды 310 хирургического инструмента 300. Предпочтительно, источник питания выполнен таким образом, что может подавать на электроды 310 напряжение высокой частоты. Предпочтительно, источник питания 100 содержит также один или несколько датчиков для измерения напряжения высокой частоты и тока между электродами 310. Как показано на фиг.1, датчиками предпочтительно являются датчик тока 130 и датчик напряжения 150. Кроме того, устройство 10 содержит управляющее устройство 200. Предпочтительно, управляющее устройство 200 содержит микропроцессор 210, предназначенный для управления источником питания 100 для подачи напряжения высокой частоты на электроды 310 хирургического инструмента 300. Хотя управляющее устройство 200 показано с микропроцессором, управляющее устройство 200 могло бы иметь любой иной тип программируемого устройства, например микроконтроллер, цифровой сигнальный процессор или набор дискретных логических устройств. Кроме того, устройство 10 может иметь включающее устройство (не показано), связанное с управляющим устройством 200 и предназначенное для включения управляющего устройства 200 и источника питания 100. Кроме того, устройство 10 может иметь в качестве пользовательского интерфейса панель управления или дисплей (не показаны).
[0021] Управляющее устройство 200 предпочтительно адаптировано для следующих целей: управление источником питания 100 для подачи напряжения высокой частоты на электроды 310 на протяжении первой стадии; контроль полного сопротивления ткани между электродами 310; определение минимального значения полного сопротивления ткани; определение относительного полного сопротивления ткани как отношение измеренного полного сопротивления ткани к минимальному значению полного сопротивления ткани; обнаружение, когда относительное полное сопротивление ткани достигает предварительно определенного значения полного сопротивления ткани на протяжении первой стадии (предварительно определенное значение полного сопротивления ткани задается или рассчитывается в зависимости от изменения напряжения высокой частоты на протяжении первой стадии); и управление источником питания для подачи напряжения высокой частоты на протяжении второй стадии.
[0022] Предпочтительно, управляющее устройство 200 управляет источником питания 100 для подачи напряжения высокой частоты на протяжении первой стадии таким образом, что напряжение высокой частоты повышается с постепенно снижающейся скоростью (например, со снижающейся во времени скоростью повышения напряжения высокой частоты). По одному предпочтительному варианту осуществления повышение напряжения высокой частоты описывается следующей формулой:
U=us·tk,
где U - напряжение, us - постоянная, t - время и k - постоянная, и где k<1.
На фиг.2 приведен график постепенно повышающегося напряжения высокой частоты (U), подаваемого на протяжении первой стадии. Изменение напряжения высокой частоты, как описано выше, позволяет автоматически регулировать процесс сварки, если попадается ткань иной толщины и (или) с иными физическими свойствами.
[0023] Кроме того, управляющее устройство 200 можно разработать с таким расчетом, чтобы управлять источником питания 100 так, чтобы аппроксимировать постепенно возрастающее напряжение высокой частоты, подаваемое на протяжении первой стадии. Указанная аппроксимация показана на фиг.2 пунктирной линией, состоящей из нескольких прямолинейных отрезков.
[0024] Предпочтительно, управляющее устройство 200 рассчитывает полное сопротивление Z ткани в зависимости от времени делением напряжения высокой частоты на электрический ток, определяет и запоминает минимальное полное сопротивление Zmin ткани и затем рассчитывает относительное полное сопротивление z ткани в зависимости от времени делением полного сопротивления Z ткани на минимальное значение Zмин полного сопротивления ткани. Предпочтительно, управляющее устройство 200 использует предварительно определенное значение относительного полного сопротивления ткани или рассчитывает значение относительного полного сопротивления ткани, при котором первая стадия завершается (показанное на фиг.3, 5 и 6 как значение А). Значение относительного полного сопротивления ткани, при котором первая стадия завершается, далее по тексту именуемое "предварительно определенным" значением относительного полного сопротивления ткани, если оно рассчитывается, предпочтительно рассчитывается в зависимости от напряжения высокой частоты на протяжении первой стадии (например, чем выше напряжение высокой частоты, тем ниже рассчитанное предварительно определенное значение относительного полного сопротивления ткани). Предпочтительно, предварительно определенное значение относительного полного сопротивления ткани находится в пределах 1-1,5. Когда управляющее устройство 200 управляет источником питания 100 так, чтобы аппроксимировать напряжение высокой частоты на протяжении первой стадии, предварительно определенное значение относительного полного сопротивления ткани предпочтительно рассчитывается или задается для каждого участка.
[0025] Предпочтительно, управляющее устройство 200 рассчитывает также напряжение высокой частоты, подаваемое на протяжении второй стадии, в зависимости от напряжения высокой частоты, подававшегося на первой стадии, когда относительно полное сопротивление ткани достигло предварительно определенного значения относительного полного сопротивления ткани. Предпочтительно, амплитуда напряжения высокой частоты, подаваемого на протяжении второй стадии, равна примерно 50-100% значения напряжения высокой частоты, подававшегося в конце первой стадии (например, когда относительно полное сопротивление ткани достигло предварительно определенного значения относительного полного сопротивления ткани).
[0026] В еще одном предпочтительном варианте осуществления, показанном на фиг.3, управляющее устройство 200 предпочтительно управляет источником питания 100 так, чтобы стабилизировать напряжение высокой частоты, подаваемое на протяжении второй стадии. Длительность второй стадии предпочтительно рассчитывается управляющим устройством 200 в зависимости от длительности первой стадии.
[0027] Предпочтительно, управляющее устройство 200 управляет источником питания 100 еще и так, чтобы модулировать напряжения высокой частоты, подаваемые на протяжении первой и второй стадий, импульсами. Импульсы предпочтительно являются прямоугольными и имеют частоту примерно 100 Гц - 60 кГц и коэффициент последовательности импульсов примерно 10-90%. Высокая частота предпочтительно выбирается так, чтобы предотвратить восстановление клеточных мембран в интервале между импульсами. Кроме того, на протяжении первой и второй стадий частота импульсов может изменяться.
[0028] В альтернативном варианте осуществления, показанном на фиг.4, управляющее устройство 200 разработано для управления источником питания 100 так, чтобы модулировать напряжения высокой частоты, подаваемые на протяжении первой и второй стадий, как описано выше, импульсами частотой примерно 100 Гц - 60 кГц, и, кроме того, модулировать напряжение высокой частоты, подаваемое на протяжении второй стадии, низкочастотными импульсами частотой ниже примерно 100 Гц. Низкочастотные импульсы предпочтительно являются прямоугольными. Более предпочтительно, управляющее устройство 200 управляет источником питания 100 так, чтобы стабилизировать амплитуду напряжения высокой частоты, подаваемого на протяжении второй стадии. Предпочтительно, управляющее устройство 200 рассчитывает длительность второй стадии в зависимости от длительности первой.
[0029] Амплитуда напряжения высокой частоты, подаваемого на протяжении второй стадии, показанная на фиг.4 как В, предпочтительно рассчитывается в зависимости от значения напряжения высокой частоты, подаваемого в конце первой стадии (показанного на фиг.4 как С).
[0030] Предпочтительно, частота низкочастотных импульсов, далее модулирующих напряжение высокой частоты на протяжении второй стадии, определяется в зависимости от длительности первой стадии. Более предпочтительно, частота низкочастотных импульсов определяется так, чтобы число импульсов на протяжении второй стадии равнялось примерно 5-10.
[0031] В еще одном альтернативном варианте осуществления, показанном на фиг.5, управляющее устройство 200 управляет источником питания так, чтобы изменять напряжение высокой частоты, подаваемое на протяжении второй стадии, в зависимости от относительного полного сопротивления z ткани. Предпочтительно, управляющее устройство 200 управляет источником питания 100 для подачи напряжения высокой частоты на протяжении второй стадии так, чтобы стабилизировать относительное полное сопротивление z ткани на уровне относительного полного сопротивления ткани, достигнутом в конце первой стадии (показанном на фиг.5 как А). В частности, управляющее устройство 200 предпочтительно разработано для управления источником питания 100 так, чтобы изменять напряжение высокой частоты, подаваемое на протяжении второй стадии, в зависимости от относительного полного сопротивления z ткани путем снижения напряжения высокой частоты при превышении относительным полным сопротивлением z ткани предварительно определенного значения относительного полного сопротивления ткани и повышения напряжения высокой частоты, когда относительное полное сопротивление z ткани меньше предварительно определенного значения относительного полного сопротивления ткани. Альтернативно управляющее устройство 200 может управлять источником питания 100 для подачи напряжения высокой частоты на протяжении второй стадии так, чтобы изменять относительное полное сопротивление ткани по заданной программе. Кроме того, управляющее устройство 200 предпочтительно рассчитывает длительность второй стадии в зависимости от длительности первой.
[0032] В еще одном альтернативном варианте осуществления, показанном на фиг.6, управляющее устройство 200 предназначено для управления источником питания 100 так, чтобы модулировать напряжения высокой частоты, подаваемые на протяжении первой и второй стадий, импульсами частотой примерно 100 Гц - 60 кГц, и, кроме того, модулировать напряжение высокой частоты, подаваемое на протяжении второй стадии, низкочастотными импульсами. Управляющее устройство 200 управляет источником питания 100 для подачи напряжения высокой частоты на протяжении второй стадии так, чтобы стабилизировать относительное полное сопротивление z ткани на уровне относительного полного сопротивления ткани, достигнутом в конце первой стадии (показанном на фиг.6 как А). Альтернативно управляющее устройство 200 может управлять источником питания 100 для подачи напряжения высокой частоты на протяжении второй стадии так, чтобы изменять относительное полное сопротивление ткани по заданной программе. Кроме того, управляющее устройство 200 предпочтительно рассчитывает длительность второй стадии в зависимости от длительности первой.
[0033] В каждом из описанных выше вариантов осуществления управляющее устройство 200 можно предпочтительно настраивать так, чтобы оно регулировало частоту модулирующих импульсов в пределах примерно 100 Гц - 60 кГц, чтобы обеспечить минимальное сопротивление ткани. Предпочтительно использовать для этой цели известные способы регулирования внешними системами. Кроме того, при сварке ткани управляющее устройство 200 предпочтительно регулирует коэффициент последовательности модулирующих импульсов с тем, чтобы уменьшить или свести к минимуму расход энергии на разрушение и нагревание ткани. Предпочтительно использовать для этой известные способы регулирования внешними самонастраивающими системами.
[0034] Кроме того, управляющее устройство 200 предпочтительно способно управлять источником питания 100 так, чтобы в промежутки времени между сеансами сварки подавать на электроды пачки модулированных импульсов напряжения высокой частоты. Длительность пачки импульсов предпочтительно составляет примерно 2-15 мс. Частота пачки импульсов предпочтительно равна примерно 3-15 Гц. Предпочтительно сварка ткани начинается, если среднее сопротивление ткани между электродами ниже заданного значения.
[0035] Кроме того, управляющее устройство 200 предпочтительно способно рассчитывать во время сварки температуру электродов, температуру ткани, находящейся между электродами, и степень коагуляции ткани, например, с помощью математической модели, на основании известных значений электрического тока и напряжения высокой частоты. Предпочтительно, рассчитанные значения используются для регулирования скорости повышения напряжения высокой частоты на протяжении первой стадии и длительности сварки ткани. Предпочтительно, регулирование скорости повышения напряжения высокой частоты и длительности сварки ткани осуществляется по известным алгоритмам управляющих систем. Предпочтительно, в качестве модели используются известные модели коагуляции тканей. Предпочтительно, регулирование осуществляется в пределах примерно ±15% от заданной скорости повышения напряжения и заданной длительности сварки.
[0036] Частота низкочастотных импульсов при модуляции напряжения высокой частоты на протяжении второй стадии предпочтительно определяется в зависимости от длительности первой стадии. Более предпочтительно, частота низкочастотных импульсов определяется так, чтобы число импульсов на протяжении второй стадии равнялось примерно 5-10.
[0037] Предпочтительно, управляющее устройство 200 содержит также систему регулирования (не показана), предназначенную для стабилизации или изменения относительного полного сопротивления z ткани по заданной программе. В частности, эта система регулирования стабилизирует или изменяет относительное полное сопротивление z ткани путем изменения напряжения высокой частоты на предварительно определенную величину, причем напряжение высокой частоты изменяется в зависимости от направления изменения относительного полного сопротивления z ткани.
[0038] Предпочтительно, управляющее устройство 200 содержит также устройство для контроля сварки ткани и остановки сварки ткани и подачи пользователю сигнала при достижении напряжением высокой частоты на протяжении первой стадии заданного уровня напряжения высокой частоты и (или) при недостижении относительным полным сопротивлением ткани предварительно определенного значения относительного полного сопротивления ткани.
[0039] Предпочтительно, управляющее устройство 200 содержит также устройство для контроля сварки ткани и остановки сварки ткани и подачи пользователю сигнала при достижении полным сопротивлением ткани полного сопротивления цепи короткого замыкания электродов инструмента для сварки ткани.
[0040] Предпочтительно, управляющее устройство 200 содержит также устройство для контроля сварки ткани и подачи сигнала пользователю при завершении сварки ткани в конце второй стадии. Предпочтительно, этот сигнал подается с выдержкой времени, необходимой для остывания сваренной ткани.
[0041] Кроме того, управляющее устройство 200 предпочтительно отключает напряжение высокой частоты и подает пользователю соответствующий сигнал, если полное сопротивление ткани или длительность сварки превышают пороговые параметры.
[0042] Предпочтительно, управляющее устройство 200 содержит также фильтр для фильтрования значений полного сопротивления ткани. Кроме того, управляющее устройство 200 может быть рассчитано на управление длительностью первой стадии в зависимости от относительного полного сопротивления ткани.
[0043] По одному варианту осуществления предлагаемого способа сварки биологической ткани этот способ включает подачу напряжения высокой частоты на протяжении первой стадии к электродам инструмента для сварки ткани; контроль полного сопротивления ткани; определение минимального значения полного сопротивления ткани на протяжении первой стадии; определение относительного полного сопротивления ткани; обнаружение, когда относительное полное сопротивление ткани достигает предварительно определенного значения полного сопротивления ткани; инициирование второй стадии при достижении относительным полным сопротивлением ткани предварительно определенного значения относительного полного сопротивления ткани; расчет длительности второй стадии в зависимости от длительности первой; и подачу напряжения высокой частоты на протяжении второй стадии к электродам инструмента для сварки ткани.
[0044] Предпочтительно, относительное полное сопротивление ткани рассчитывают как отношение полного сопротивления ткани к минимальному значению полного сопротивления ткани. Напряжение высокой частоты, которое подают на протяжении первой стадии, предпочтительно повышают с постепенно снижающей скоростью, предпочтительно, по следующей формуле:
U=us·tk,
где U - напряжение, us - постоянная, t - время и k - постоянная, и где k<1.
[0045] Предпочтительно, контроль полного сопротивления ткани включает измерение напряжения высокой частоты и электрического тока между электродами инструмента для сварки ткани и расчет полного сопротивления ткани делением напряжения на электрический ток.
[0046] Предпочтительно, значение относительного полного сопротивления ткани является предварительно определенным или заданным значением, или его определяют в зависимости от напряжения высокой частоты, которое подают на протяжении первой стадии. Предпочтительно, предварительно определенное значение относительного полного сопротивления ткани находится в пределах 1-1,5.
[0047] Предпочтительно, напряжение высокой частоты, которое подают на протяжении второй стадии, рассчитывают в зависимости от напряжения высокой частоты, которое подают в конце первой стадии (т.е. когда относительно полное сопротивление ткани достигает предварительно определенного значения относительного полного сопротивления ткани). Предпочтительно, напряжение высокой частоты, которое подают на протяжении второй стадии, равно примерно 50-100% значения напряжения высокой частоты, которое подают в конце первой стадии.
[0048] По одному предпочтительному варианту осуществления предлагаемого способа подача напряжения высокой частоты на протяжении второй стадии включает стабилизацию подаваемого напряжения высокой частоты. Фиг.3 иллюстрирует этот способ, показывая график напряжения высокой частоты, которое подают на протяжении первой и второй стадий, полного сопротивления Z ткани и относительного полного сопротивления z ткани. Как показано на фиг.3, напряжение высокой частоты, которое подают на протяжении первой стадии, постепенно уменьшают, пока относительное полное сопротивление z ткани не достигнет предварительно определенного значения относительного полного сопротивления ткани, показанного на фиг.3 как А. Как уже описывалось выше, предварительно определенное значение относительного полного сопротивления ткани могут предварительно задавать или определять в зависимости от напряжения высокой частоты, которое подают на протяжении первой стадии. При достижении относительным полным сопротивлением ткани предварительно определенного значения относительного полного сопротивления ткани, на протяжении второй стадии подают стабилизированное напряжение высокой частоты. Предпочтительно, напряжения высокой частоты, которые подают на протяжении первой и второй стадий, модулируют импульсами. Предпочтительно, импульсы являются прямоугольными и имеют частоту примерно 100 Гц - 60 кГц и коэффициент последовательности импульсов примерно 10-90%. Частоту импульсов на протяжении первой и второй стадий могут изменять.
[0049] По альтернативному варианту осуществления предлагаемого способа, напряжения высокой частоты, которые подают на протяжении первой и второй стадий, модулируют импульсами частотой примерно 100 Гц - 60 кГц, и напряжение высокой частоты, которое подают на протяжении второй стадии, модулируют низкочастотными импульсами. Фиг.4 иллюстрирует этот способ, показывая график напряжения высокой частоты, которое подают на протяжении второй стадии и модулируют низкочастотными импульсами. Предпочтительно, амплитуду напряжения высокой частоты, которое подают на протяжении второй стадии, стабилизируют на уровне, показанном на фиг.4 как В. Предпочтительно, амплитуду напряжения высокой частоты рассчитывают в зависимости от значения напряжения высокой частоты, которое подают в конце первой стадии (показанной на фиг.4 как С).
[0050] Предпочтительно, низкочастотные импульсы являются в основном прямоугольными. Предпочтительно, частоту низкочастотных импульсов, модулирующих напряжение высокой частоты, которое подают на протяжении второй стадии, определяют в зависимости от длительности первой стадии. Более предпочтительно, частоту низкочастотных импульсов определяют так, чтобы число импульсов на протяжении второй стадии равнялось примерно 5-10.
[0051] По еще одному альтернативному варианту осуществления предлагаемого способа напряжение высокой частоты, которое подают на протяжении второй стадии, изменяют в зависимости от относительного полного сопротивления ткани. Фиг.5 иллюстрирует этот способ, показывая график напряжения высокой частоты и относительного полного сопротивления ткани на протяжении второй стадии.
[0052] Предпочтительно, напряжение высокой частоты, которое подают на протяжении второй стадии, изменяют в зависимости от относительного полного сопротивления ткани путем снижения напряжения высокой частоты, когда относительное полное сопротивление ткани становится большим предварительно определенного значения относительного полного сопротивления ткани, и путем повышения напряжения высокой частоты, когда относительное полное сопротивление ткани z становится меньшим предварительно определенного значения относительного полного сопротивления ткани. Более предпочтительно, относительное полное сопротивление ткани стабилизируют на уровне относительного полного сопротивления ткани, достигнутом в конце первой стадии. Альтернативно напряжение высокой частоты, которое подают на протяжении второй стадии, могут изменять для изменения относительного полного сопротивления ткани по заданной программе.
[0053] По еще одному альтернативному варианту осуществления предлагаемого способа, иллюстрируемому на фиг.6, напряжения высокой частоты, которые подают на протяжении первой и второй стадий, модулируют импульсами частотой в пределах примерно 100 Гц - 60 кГц, напряжение высокой частоты, которое подают на протяжении второй стадии, далее модулируют низкочастотными импульсами, и относительное полное сопротивление ткани стабилизируют на уровне, достигнутом в конце первой стадии. Альтернативно напряжение высокой частоты, которое подают на протяжении второй стадии, могут изменять для изменения относительного полного сопротивления ткани по заданной программе.
[0054] Предпочтительно, низкочастотные импульсы являются прямоугольными. Частоту низкочастотных импульсов предпочтительно определяют в зависимости от длительности первой стадии. Более предпочтительно, частоту низкочастотных импульсов определяют так, чтобы число импульсов на протяжении второй стадии равнялось примерно 5-10. Стабилизацию относительного полного сопротивления ткани предпочтительно осуществляют системой регулирования путем изменения напряжения высокой частоты на предварительно определенную величину или одну ступень, причем знак изменения напряжения высокой частоты противоположен знаку изменения относительного полного сопротивления ткани.
[0055] Предпочтительно, способ по каждому из вышеописанных вариантов осуществления включает также контроль сварки ткани и остановку сварки ткани и подачу пользователю сигнала при достижении напряжением высокой частоты, которое подают на протяжении первой стадии, заданного уровня напряжения высокой частоты и (или) недостижении относительным полным сопротивлением ткани предварительно определенного значения относительного полного сопротивления ткани.
[0056] Предпочтительно, способы по вышеописанным вариантам осуществления включают также контроль сварки ткани и подачу пользователю сигнала при достижении полным сопротивлением ткани полного сопротивления цепи короткого замыкания электродов инструмента для сварки ткани.
[0057] Предпочтительно, способы по вышеописанным вариантам осуществления включают также контроль сварки ткани и подачу пользователю сигнала при завершении сварки ткани в конце второй стадии. Предпочтительно, этот сигнал подают с выдержкой времени, необходимой для остывания сваренной ткани.
[0058] Предпочтительно, способы по вышеописанным вариантам осуществления включают также контроль сварки ткани и подачу пользователю сигнала, если полное сопротивление ткани или длительность сварки превышают пороговые параметры.
[0059] По еще одному варианту осуществления настоящего изобретения предлагается способ управления сваркой биологической ткани, который включает подачу повышающегося напряжения высокой частоты, предпочтительно с постепенно снижающейся скоростью повышения, к электродам инструмента для сварки ткани на протяжении первой стадии; измерение значений напряжения высокой частоты и электрического тока, проходящего через ткань, и длительности первой стадии; расчет значений полного сопротивления ткани делением значений напряжения высокой частоты на значения электрического тока; определение минимального значения полного сопротивления ткани; запоминание минимального значения полного сопротивления ткани; расчет значений относительного полного сопротивления ткани делением значений полного сопротивления ткани на минимальное значение полного сопротивления ткани; остановку первой стадии, когда относительное полное сопротивление ткани достигает конечного значения полного сопротивления ткани, рассчитанного в зависимости от относительного полного сопротивления ткани; запоминание длительности первой стадии и значения напряжения высокой частоты в конце первой стадии (т.е. когда относительное полное сопротивление ткани достигает конечного значения полного сопротивления ткани); расчет уровня напряжения высокой частоты для второй стадии в зависимости от значения напряжения высокой частоты в конце первой стадии; расчет длительности второй стадии в зависимости от длительности первой; и подачу напряжения высокой частоты с рассчитанным выше уровнем на протяжении второй стадии.
[0060] По еще одному варианту осуществления настоящего изобретения предлагается способ управления сваркой биологической ткани, который включает подачу напряжения высокой частоты, предпочтительно, с постепенно снижающейся скоростью, к электродам инструмента для сварки ткани на протяжении первой стадии; измерение значений напряжения высокой частоты и электрического тока, проходящего через ткань, и длительности первой стадии; расчет значений полного сопротивления ткани делением значений напряжения высокой частоты на значения электрического тока; определение минимального значения полного сопротивления ткани; запоминание минимального значения полного сопротивления ткани; расчет значения относительного полного сопротивления ткани делением значений полного сопротивления ткани на минимальное значение полного сопротивления ткани; остановку первой стадии, когда относительное полное сопротивление ткани достигает конечного значения полного сопротивления ткани, рассчитанного в зависимости от относительного полного сопротивления ткани; запоминание длительности первой стадии и напряжения высокой частоты в конце первой стадии; расчет уровня напряжения высокой частоты для второй стадии в зависимости от значения напряжения высокой частоты в конце первой стадии; расчет длительности второй стадии в зависимости от длительности первой; расчет частоты модуляции в зависимости от длительности первой стадии; подачу напряжения высокой частоты с рассчитанным выше уровнем на протяжении второй стадии; и модуляцию напряжения высокой частоты импульсами с частотой модуляции, рассчитанной выше.
[0061] По еще одному варианту осуществления настоящего изобретения предлагается способ управления сваркой биологической ткани, который включает подачу напряжения высокой частоты, предпочтительно, с постепенно снижающейся скоростью, к электродам инструмента для сварки ткани на протяжении первой стадии; измерение значений напряжения высокой частоты и электрического тока, проходящего через ткань, и длительности первой стадии; расчет значений полного сопротивления ткани делением значений напряжения высокой частоты на значения электрического тока; определение минимального значения полного сопротивления ткани; запоминание минимального значения полного сопротивления ткани; расчет значения относительного полного сопротивления ткани делением значений полного сопротивления ткани на минимальное значение полного сопротивления ткани; остановку первой стадии, когда относительное полное сопротивление ткани достигает конечного значения полного сопротивления ткани, рассчитанного в зависимости от относительного полного сопротивления ткани; запоминание длительности первой стадии и значения напряжения высокой частоты в конце первой стадии; расчет длительности второй стадии в зависимости от длительности первой; и подачу напряжения высокой частоты на протяжении второй стадии, по которому напряжение высокой частоты изменяют в зависимости от относительного полного сопротивления ткани на протяжении второй стадии.
[0062] По еще одному варианту осуществления настоящего изобретения предлагается способ управления сваркой биологической ткани, который включает подачу напряжения высокой частоты, предпочтительно, с постепенно снижающейся скоростью, к электродам инструмента для сварки ткани на протяжении первой стадии; измерение значений напряжения высокой частоты и электрического тока, проходящего через ткань; расчет значений полного сопротивления ткани делением значений напряжения высокой частоты на значения электрического тока; определение минимального значения полного сопротивления ткани; запоминание минимального значения полного сопротивления ткани; расчет значений относительного полного сопротивления ткани делением значений полного сопротивления ткани на минимальное значение полного сопротивления ткани; остановку первой стадии, когда относительное полное сопротивление ткани достигает конечного значения полного сопротивления ткани, рассчитанного в зависимости от относительного полного сопротивления ткани; запоминание длительности первой стадии и значения напряжения высокой частоты в конце первой стадии; расчет начального уровня напряжения высокой частоты для второй стадии в зависимости от значения напряжения высокой частоты в конце первой стадии; расчет длительности второй стадии в зависимости от длительности первой; расчет частоты модуляции в зависимости от длительности первой стадии; и подачу напряжения высокой частоты на протяжении второй стадии, длительность которой рассчитана выше, с начальным заданием амплитуды напряжения высокой частоты с начальным рассчитанным выше уровнем напряжения высокой частоты; модуляцию напряжения высокой частоты импульсами с частотой модуляции, рассчитанной выше; и изменение амплитуды напряжения высокой частоты в зависимости от относительного полного сопротивления ткани.
[0063] Предпочтительно, способ включает также стабилизацию относительного полного сопротивления ткани на протяжении второй стадии со значением конечного относительного полного сопротивления ткани. Стабилизацию относительного полного сопротивления ткани предпочтительно осуществляют системой регулирования, которая стабилизирует относительное полное сопротивление ткани, изменяя импульсы напряжения высокой частоты на предварительно определенное количество, причем напряжение высокой частоты изменяют в зависимости от изменения относительного полного сопротивления ткани. Предпочтительно, система регулирования стабилизирует относительное полное сопротивление ткани, изменяя импульсы напряжения высокой частоты на предварительно определенное количество, начиная с рассчитанного начального уровня.
[0064] Предпочтительно, способ включает также изменение относительного полного сопротивления ткани по заданной программе, причем это изменение предпочтительно осуществляют системой регулирования, которая изменяет амплитуду импульсов напряжения высокой частоты.
[0065] Описанное изобретение было успешно применено хирургами в 27 украинских клиниках и больницах в клинических испытаниях. Было проведено более 7000 хирургических операций с использованием более чем 80 типов открытых и лапароскопических хирургических операций, показавших, что технология универсальна в своей способности к восстановлению мягких биологических тканей. Среди таких операций: операции на легких, носовой перегородке, кишечнике, желудке, коже, желчном пузыре, печени, селезенке, кровеносных сосудах, нервах, белом веществе головного мозга, матке, мочевом пузыре, фаллопиевых трубах, яичниках и семенниках, и твердой мозговой оболочке, операции в гинекологии и нейрохирургии. Косметические операции, проведенные с помощью данной технологии, включают: уменьшение груди, грудные имплантанты, мастопексию, брюшную пластику. Во время восстановления нормальных функций органов или тканей данная процедура включает легкое рубцевание или вообще отсутствие рубцов.
[0066] Во многих указанных клинических испытаниях использовался прототип аппарата 10, описанного на фиг.1. Прототип включает инструмент для хирургической сварки биологической ткани, имеющий электроды, адаптированные для контакта со свариваемой тканью; источник питания, подключенный к указанным электродам для подачи напряжения высокой частоты; и управляющее устройство, подключенное к указанному источнику питания. Источник питания имеет датчики для измерения напряжения высокой частоты и силы тока между электродами инструмента для сварки биологических тканей. В результате проведенных экспериментов было достигнуто надежное и прочное сцепление между свариваемыми частями биологических тканей без избыточного рубцевания или ожога тканей.
[0067] Управляющее устройство было запрограммировано на управление напряжением высокой частоты, которое обеспечивалось источником питания на протяжении двух отдельных стадий. Управление первой стадией посредством управляющего устройства заключалось в:
(1) управлении источником питания для подачи постепенно нарастающего напряжения высокой частоты с
(2) одновременным контролем полного сопротивления ткани, которое вычислялось делением значений напряжения высокой частоты на значения силы тока;
(3) определении момента, когда значение полного сопротивления ткани достигло минимума;
(4) сохранении минимального значения полного сопротивления ткани; после чего
(5) определении и контроле относительного сопротивления ткани как отношения измеренного полного сопротивления ткани к минимальному значению полного сопротивления ткани; и
(6) остановке первой стадии в момент, когда вычисляемое значение относительного сопротивления ткани достигало предопределенных значений.
[0068] На протяжении первой стадии управляющее устройство управляло источником питания с целью обеспечения напряжения высокой частоты, которое линейно возрастало на каждом промежутке времени и аппроксимировалось функцией U=us·tk, где U - напряжение, us - константа, t - время, k - константа, причем k<1. Предопределенное значение относительного сопротивления ткани было вычислено как функция изменения напряжения высокой частоты на протяжении первой стадии и обычно лежало в интервале 1-1,5 значений минимального значения полного сопротивления ткани. Управляющее устройство также хранило значение продолжительности первой стадии и значение напряжения высокой частоты в конце первой стадии. По окончании первой стадии начиналась вторая. На протяжение второй стадии управляющее устройство обеспечивало напряжение высокой частоты, максимальная амплитуда которого составляла в среднем 50-100% максимальной амплитуды напряжения высокой частоты, обеспечиваемого в конце первой стадии. По окончании сварки ткани в конце второй стадии управляющее устройство генерировало сигнал, и сваренные ткани подвергались необходимому охлаждению. На каждой стадии для модуляции подаваемого напряжения высокой частоты использовались высокочастотные импульсы, имеющие как постоянную, так и переменную частоту в пределах от 100 Гц до 60 кГц и рабочий цикл в пределах 10-90%. Управляющее устройство регулировало и частоту и рабочий цикл. Далее на второй стадии для модуляции напряжения использовались импульсы низкой частоты, имеющие частоту менее 100 кГц, в результате чего на протяжении второй стадии количество импульсов составляло около 5-10.
[0069] Используя математическую модель, базирующуюся на известных значениях тока и напряжения, на протяжении сварки тканей управляющее устройство вычисляло температуру электродов, температуру тканевого соединения между электродами и градус коагуляции ткани.
[0070] Кроме того, управляющее устройство было запрограммировано на подачу к электродам отмодулированных порций напряжения высокой частоты на протяжении интервалов между сварочными сессиями, причем продолжительность пакетов импульсов составляла около 2-15 мс, частота - 3-15 кГц, и при этом сварка приводилась в действие, когда среднее сопротивление между электродами было меньше, чем предустановленное значение. Управляющее устройство использовалось также для согласования диапазона возрастания напряжения на протяжении первой стадии и продолжительности сварки тканей.
[0071] Кроме того, управляющее устройство было запрограммировано на минимизацию и определение некоторого числа ошибочных состояний, а также реакцию на них. Управляющее устройство было оснащено фильтром для фильтрации значений полного сопротивления ткани. Управляющее устройство должно было остановить процесс сварки и подать сигнал оператору, в случае если напряжение высокой частоты, приложенное на протяжении первой стадии, достигло предустановленного уровня, и если полное сопротивление тканей превысило предустановленное значение. Если бы длительность первой стадии превысила предустановленную длительность, управляющее устройство установило бы напряжение высокой частоты на постоянном уровне на предустановленный период времени, остановило процесс сварки тканей и подало сигнал оператору, что относительное сопротивление тканей не может достичь предустановленного значения. Также управляющее устройство должно было бы остановить процесс сварки тканей и известить оператора в случае обнаружения короткого замыкания между электродами инструмента для сварки тканей.
[0072] Пример 1
В первом примере управляющее устройство заставляет источник питания вырабатывать постоянное и стабильное напряжение высокой частоты, прилагаемое к тканям на протяжении второй стадии, в результате чего гарантируется надежное соединение свариваемых тканей без чрезмерного рубцевания или ожогов ткани.
[0073] Пример 2
В другом эксперименте система регулирования управляющего устройства заставляет источник питания варьировать напряжение высокой частоты, прилагаемое к тканям на протяжении второй стадии, в качестве функции относительного сопротивления ткани, с целью стабилизировать относительное сопротивление ткани в соответствии с таковым, полученным на заключительном этапе первой стадии. В частности, на протяжении первой стадии управляющее устройство уменьшает напряжение высокой частоты относительно предустановленного значения, когда значение относительного сопротивления ткани становится больше предустановленного значения, и повышает напряжение высокой частоты относительно предустановленного значения, когда значение относительного сопротивления ткани становится меньше предустановленного значения. В результате чего гарантируется надежное соединение свариваемых тканей без чрезмерного рубцевания или ожогов ткани.
[0074] Пример 3.
В другом эксперименте система регулирования управляющего устройства заставляет источник питания варьировать напряжение высокой частоты в соответствии с прилагаемой программой, которая в свою очередь заставляет изменяться относительное сопротивление тканей. В результате чего гарантируется надежное соединение свариваемых тканей без чрезмерного рубцевания или ожогов ткани.
[0075] Настоящее изобретение можно реализовать с любым сочетанием аппаратных средств и программного обеспечения. При реализации в виде компьютерного устройства настоящее изобретение реализуется с использованием средств для выполнения всех операций и функций, описанных выше. Кроме того, настоящее изобретение можно включить в готовое изделие (например, один или несколько компьютерных программных продуктов), которое имеет, например, среду, пригодную для использования компьютерами. Эта среда включает в себя, например, читаемое компьютером программное средство, предназначенное для обеспечения и облегчения осуществления предлагаемых механизмов. Указанное готовое изделие может включаться как часть компьютерной системы и продаваться отдельно.
[0076] Специалистам ясно, что в описанные варианты осуществления можно было бы внести изменения без отступления от его широкой изобретательской идеи. Поэтому понятно, что изобретение не ограничивается раскрытыми конкретными вариантами осуществления, а охватывает любые варианты в пределах сущности и объема изобретения, определяемых прилагаемой формулой изобретения.
Реферат
Изобретение относится к медицинской технике, а именно к устройствам и способам сварки мягких биологических тканей. Способ сварки и способ управления сваркой биологической ткани включают подачу напряжения высокой частоты на протяжении первой стадии к электродам инструмента для сварки ткани, контроль полного сопротивления ткани и определение минимального значения полного сопротивления ткани на протяжении первой стадии, определение относительного полного сопротивления ткани как отношения полного сопротивления ткани к минимальному значению полного сопротивления ткани, обнаружение момента, когда относительное полное сопротивление ткани достигает предварительно определенного значения полного сопротивления ткани, инициирование второй стадии при достижении относительным полным сопротивлением ткани предварительно определенного значения относительного полного сопротивления ткани, и подачу напряжения высокой частоты на протяжении второй стадии к электродам инструмента для сварки ткани. Способы осуществляются устройствами для сварки ткани, содержащими в вариантах выполнения хирургический инструмент, имеющий электроды, адаптированные для контакта со свариваемой тканью, источник питания, подключенный к указанным электродам для подачи напряжения высокой частоты и содержащий один или несколько датчиков для измерения напряжения высокой частоты и тока между электродами, и управляющее устройство, подключенное к источнику питания. Управляющее устройство выполнено с возможностью управления источником питания для подачи напряжения высокой частоты на электроды на протяжении первой стадии; контролирования полного сопротивления ткани; определения минимального значения полного сопротивления биологической ткани; определения относительного полного сопротивления ткани как отношения измеренного полного сопротивления ткани и минимального значения полного сопротивления ткани; обнаружения, когда относительное полное сопротивление ткани достигает предварительно определенного значения относительного полного сопротивления ткани на протяжении первой стадии; и управления источником питания для подачи напряжения высокой частоты на протяжении второй стадии. Использование изобретения позволяет повысить эффективность хирургических процедур за счет адаптации к разным видам и толщине тканей на протяжении процедуры сварки и устранить необходимости в настройке оборудования на протяжении процесса сварки. 4 н. и 84 з.п. ф-лы, 6 ил.
Комментарии