Режущий инструмент - RU2401723C2
Код документа: RU2401723C2
Чертежи



Описание
Область техники
Настоящее изобретение относится к режущему инструменту, в частности к режущему инструменту, имеющему винт для точного регулирования положения режущей пластины, закрепленной в гнездовой части корпуса инструмента.
Уровень техники
В основном, как показано на фиг.1, по меньшей мере, одна режущая пластина 2 закреплена в гнездовой части 3 корпуса режущего инструмента 1 с использованием средства крепления (например, винта) в таком режущем инструменте, как фреза. Что касается режущей пластины 2, закрепленной в корпусе режущего инструмента 1, положение режущей пластины 2 должно быть отрегулировано для обеспечения точного резания и предотвращения приложения излишнего усилия к любому из режущих инструментов. С этой целью используется устройство 10 для точного регулирования положения режущей пластины в задней части режущей пластины 2.
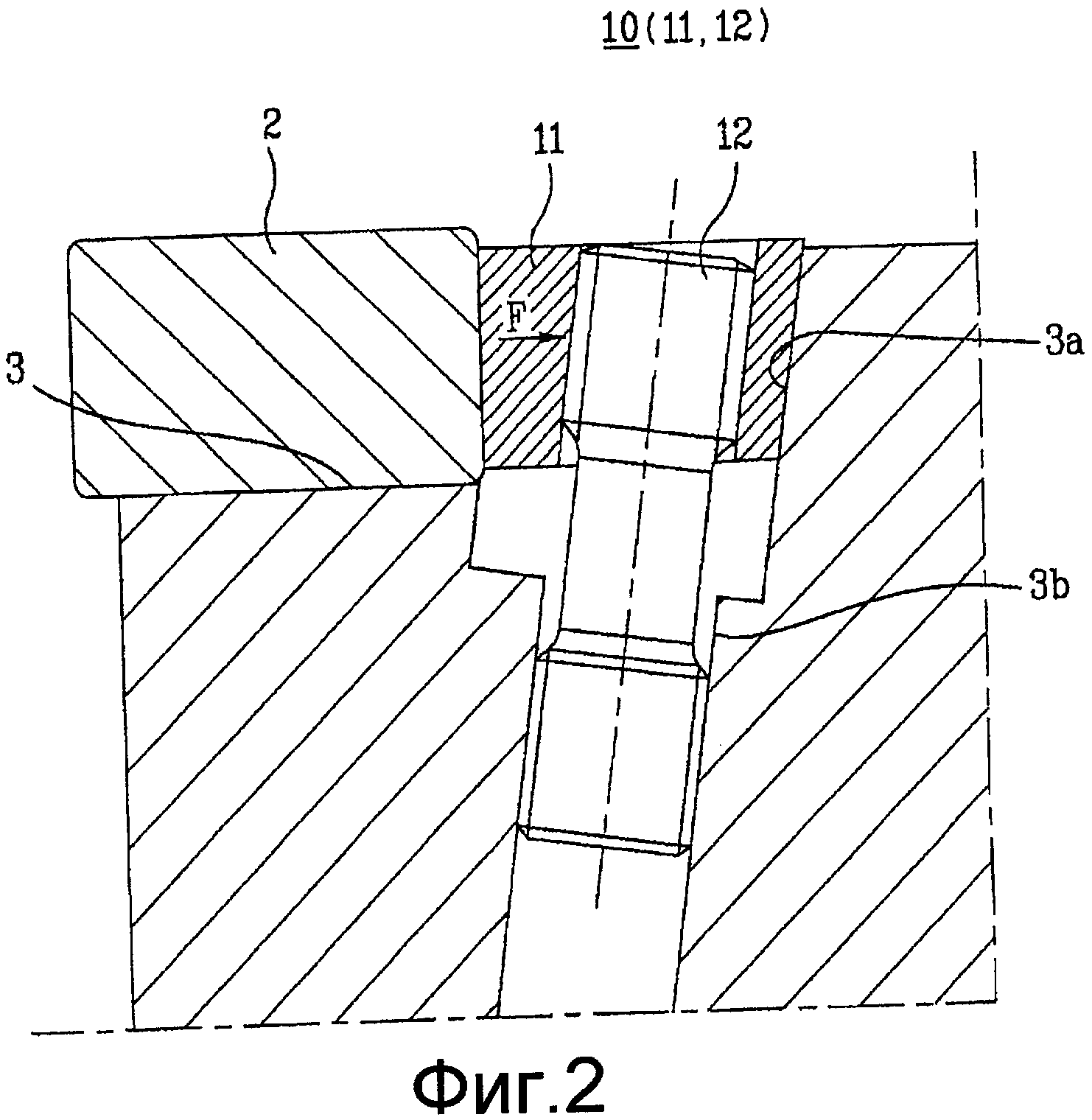
Как показано на фиг.2, в обычном режущем инструменте режущая пластина 2 закреплена в гнездовой части 3 корпуса инструмента с использованием такого средства, как винт (не показан). Устройство 10 для точного регулирования положения режущей пластины содержит клин 11 и винт 12. Гнездовая часть 3 имеет нижнюю поверхность с выполненным там отверстием 3b под винт, в котором закрепляют винт 12. Она также имеет боковую стенку с поверхностью 3а для обеспечения плотного контакта с клином 11.
Клин 11 имеет уширение в направлении вверх. Он также имеет отверстие под винт в его центральной части, в которой закреплена верхняя часть винта 12. Винт 12 имеет витки резьбы на его верхней и нижней частях. Витки резьбы, выполненные на верхней части винта 12, находятся в зацеплении с витками резьбы, выполненными в отверстии под винт клина 11. Витки резьбы, выполненные на нижней части винта 12, находятся в зацеплении с витками резьбы, выполненными в отверстии 3b под винт, расположенном в гнездовой части 3.
В вышеописанном режущем инструменте клин 11 перемещается вверх и вниз по режущей пластине 2 и поверхности 3а плотного контакта в гнездовой части 3 в соответствии со степенью закрепления винта 12, в то же время заставляя режущую пластину 2 перемещаться вперед и назад, тем самым точно регулируя положение режущей пластины 2. Например, при дальнейшем затягивании винта 12 в положении, где винт 12 уже затянут, клин 11 перемещается вниз вместе с винтом 12, тем самым точно перемещая режущую пластину 2 наружу (т.е. в направлении, противоположном поверхности 3а плотного контакта).
При приложении толкающего усилия к режущей пластине 2 посредством использования клина 11, как описано выше, сила F отталкивания относительно толкающего усилия прилагается к клину непосредственно после того, как режущая пластина 2 закреплена в гнездовой части 3 корпуса инструмента. Таким образом, винт 12 упруго изогнут в направлении к поверхности 3а плотного контакта гнездовой части 3. В таком случае при снятии режущей пластины 2, закрепленной в гнездовой части 3, для замены или ремонта режущей пластины 2 изгибное напряжение, создаваемое на винте 12, также устраняется, тем самым перемещая винт 12 вдоль по клину 11 в направлении режущей пластины 2 (т.е. вперед).
При закреплении новой режущей пластины 2 в положение, где винт 12 и клин 11 перемещаются в заданное положение до их исходных положений, трудность заключается в том, что новую режущую пластину 2 не удается установить в правильное положение. Это происходит из-за мешающего воздействия клина, который перемещается в заданное положение до его исходного положения. Таким образом, точное регулирование должно выполняться снова после снятия клина и установки режущей пластины.
Техническая задача
Таким образом, целью настоящего изобретения является создание режущего инструмента, который не требует повторного регулирования положения режущей пластины при его замене, для решения, таким образом, вышеописанной задачи известного уровня техники.
Техническое решение
Согласно настоящему изобретению создан режущий инструмент, содержащий: по меньшей мере, одну режущую пластину; корпус инструмента, включающий в себя гнездовую часть, в котором закреплена режущая пластина; средство для закрепления режущей пластины в гнездовой части корпуса инструмента и винт для точного регулирования положения режущей пластины, закрепленной в гнездовой части корпуса инструмента. Винт имеет головную часть, резьбовую часть и часть для соединения головной части с резьбовой частью. Гнездовая часть имеет нижнюю поверхность с выполненным в ней отверстием под винт, в котором закрепляется резьбовая часть, и боковую стенку, содержащую поверхность для плотного контактирования с головной частью винта. Винт выполнен с такой конфигурацией, что головная часть плотно контактирует и упруго нажимает на поверхность плотного контакта гнездовой части, когда резьбовая часть закреплена в отверстии под винт.
Кроме того, винт для осуществления точного регулирования выполнен с такой конфигурацией, что центральная ось головной части и резьбовой части расположена на одной линии, когда винт не закреплен в отверстии под винт в гнездовой части. Более того, винт выполнен с такой конфигурацией, что на головную часть оказывается нажим посредством поверхности плотного контакта в гнездовой части. Этим центральная ось головной части смещается в направлении, противоположном поверхности плотного контакта относительно центральной оси резьбовой части, когда винт закрепляют в отверстии под винт в гнездовой части.
Головная часть винта может иметь клиновую часть и винтовую часть, выполненные с конфигурацией для закрепления в отверстии под винт в клиновой части.
Краткое описание чертежей
Фиг.1 - вид в перспективе, иллюстрирующий использование режущего инструмента согласно известному уровню техники;
фиг.2 - вид в разрезе, иллюстрирующий компоновку в режущем инструменте согласно известному уровню техники;
фиг.3 - вид в разрезе, иллюстрирующий компоновку в режущем инструменте, созданном в соответствии с вариантом осуществления настоящего изобретения;
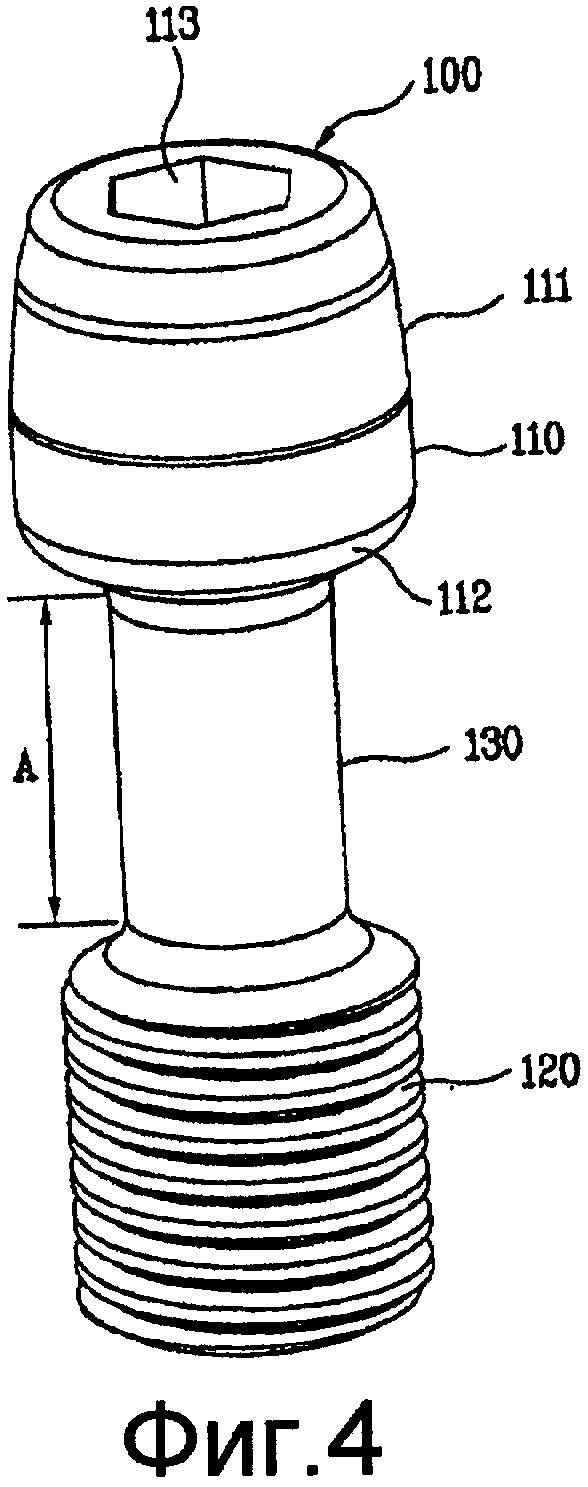
фиг.4 - вид в разрезе, иллюстрирующий винт для выполнения точного регулирования в режущем инструменте, показанном на фиг.3;
фиг.5 - вид в перспективе с разнесением деталей винта для выполнения точного регулирования в режущем инструменте согласно варианту осуществления настоящего изобретения; и
фиг.6 - вид в разрезе, иллюстрирующий компоновку в режущем инструменте, созданном в соответствии с еще одним вариантом осуществления настоящего изобретения и выполненным с конфигурацией для использования винта, показанного на фиг.5.
Перечень ссылочных позиций
1 - корпус инструмента
2 - режущая пластина
3 - гнездовая часть
100 - устройство регулирования положения
110 - головная часть
110а - клиновая часть
110b - винтовая часть
111 - наклонная боковая поверхность
120 - резьбовая часть
130 - соединительная часть
А - участок упругой деформации
В - смещение
С1, С2 - центральная ось
d - диаметр соединительной части
D - диаметр резьбовой части
Наилучший вариант осуществления изобретения
Особенности и преимущества настоящего изобретения более очевидны из следующих подробных пояснений, которые описаны со ссылкой на прилагаемые чертежи.
Далее при описании вариантов настоящего изобретения со ссылкой на чертежи идентичные элементы будут обозначены одинаковыми ссылочными позициями. Кроме того, для ясности различные особенности настоящего изобретения описаны в пределах объемов, не перекрывающих друг друга.
Как показано на фиг.3 и 4, в режущем инструменте, созданном в соответствии с одним вариантом настоящего изобретения, режущую пластину 2 закрепляют в гнездовой части 3 корпуса инструмента 1 (посредством деталей крепления, не показаны). Местоположение режущей пластины 2 в таком положении закрепления точно регулируют посредством винта 100, выполняющего точную регулировку.
Винт 100 для выполнения точной регулировки имеет головную часть 110, резьбовую часть 120 и соединительную часть 130 между ними. Гнездовая часть 3 имеет нижнюю поверхность с выполненным там отверстием 3b под винт и боковую стенку, содержащую поверхность 3а плотного контакта. Резьбовую часть 120 винта 100 закрепляют в отверстие 3b под винт в гнездовой части 3. Когда винт 100 перемещается в отверстии 3b под винт вниз, головная часть 110 перемещается вниз, в то же время плотно контактируя с поверхностью 3а плотного контакта и с режущей пластиной 2. Это приводит к приложению толкающей силы к режущей пластине 2 в направлении, противоположном поверхности 3а плотного контакта.
Центральная ось головной части 110 и центральная ось резьбовой части 120 расположены на одной линии, когда винт 100 не закреплен в гнездовой части 3. Боковая стенка отверстия 3b под винт и поверхность 3а плотного контакта в гнездовой части 3 включают в себя участок, который лежит на той же самой прямой линии параллельно центральной оси винта 100. Головная часть 110 выполнена с такой конфигурацией, что ширина ее нижней части превышает ширину ее верхней части, тогда как диаметр самой широкой части превышает ширину резьбовой части 120. Это позволяет головной части 110 действовать в качестве клина.
Таким образом, когда головную часть 110 принудительно вставляют в пространство между режущей пластиной 2 и поверхностью 3а плотного контакта в гнездовой части, центральная ось С1 головной части 110 смещается относительно центральной оси С2 резьбовой части 120 в направлении к режущей пластине 2. То есть винт 100 выполнен с такой конфигурацией, что головная часть 110 и резьбовая часть 120 находятся на той же самой центральной оси тогда, когда винт 100 не закреплен в отверстии 3b под винт в гнездовой части 3. За счет этого выполняется упругое смещение центральной оси головной части 110 относительно центральной оси резьбовой части 120 в направлении, противоположном поверхности 3а плотного контакта.
В результате сила для возвращения головной части 110 в направлении к поверхности 3а плотного контакта прилагается к винту 100, в котором головная часть 110, в свою очередь, оказывает нажим на поверхность 3а плотного контакта в гнездовой части. В этом случае в соединительной части 130 предпочтительно создавать заданный участок А упругой деформации. Таким образом можно легко получить подобное смещение, и усилие восстановления может быть эффективно приложено к поверхности 3а плотного контакта. Винт для выполнения точной регулировки, который включает в себя соединительную часть 130, в целом изготовлен из легированной стали (например, KS SNCM8, SAE 4340). В таком случае предпочтительно изготавливать винт 100 с такой конфигурацией, что диаметр d на участке А упругой деформации составляет 1 мм или более, но менее 2/3 диаметра D резьбовой части, тогда как диаметр D резьбовой части составляет 2 мм или более.
Если диаметр d соединительной части на участке А упругой деформации составляет 1 мм или менее, то прочность на участке А упругой деформации становится слишком невысокой. Это затрудняет обеспечение должной силы восстановления. Если диаметр D резьбовой части менее 2 мм, тогда прочность собственно резьбовой части становится невысокой.
Таким образом, предпочтительно выполнять диаметр D резьбовой части 120 более 2 мм, так что минимальная прочность резьбовой части может сохраняться. Кроме того, предпочтительно на участке А упругой деформации выполнять диаметр d соединительной части более 1 мм, но менее 2/3 диаметра D резьбовой части. Таким образом, любая пластическая деформация или повреждение в результате изгибного напряжения не могут произойти во время упругой деформации.
Между тем, если диаметр d соединительной части на участке А упругой деформации превышает 2/3 диаметра D резьбовой части 120, то пластичная упругая деформация не произойдет при повороте винта 100 посредством использования гаечного ключа или подобного ему относительно паза 113 головной части 110. Как результат, головную часть 110 не удается вставить принудительно. Соответственно диаметр d соединительной части на участке А упругой деформации не должен превышать 2/3 диаметра D резьбовой части.
Предпочтительно выполнять участок А упругой деформации по длине более чем в 1,5 раза или больше диаметра d соединительной части. Если полная длина участка А упругой деформации короче длины, которая составляет 1,5 длины диаметра d соединительной части участка А упругой деформации, то участок А упругой деформации является слишком коротким. Это приводит в большей степени к пластической деформации, чем к упругой деформации, повреждая, таким образом, участок А упругой деформации.
С другой стороны, предпочтительно, чтобы смещение В центральной оси С1 головной части 110 относительно центральной оси С2 резьбовой части 120 превышало 0,02 мм, но составляло менее 10% диаметра резьбовой части. Это потому, что головная часть 110 не может приложить большую силу восстановления к силе плотного контакта 3а гнездовой части 3, когда смещение В составляет менее 0,02 мм. Это затрудняет обеспечение плотного контакта между головной частью 110 и поверхностью 3а плотного контакта в гнездовой части 3.
Более того, если смещение В составляет более 10% диаметра резьбовой части, тогда головная часть 110 может прилагать большую силу восстановления к силе плотного контакта 3а гнездовой части 3. Это позволяет получить плотный контакт между головной частью 110 и поверхностью 3а плотного контакта в гнездовой части 3. Однако из-за такого сильного контакта требуется чрезмерно большое усилие затягивания для резьбовой части 120, что не является желательным, поскольку становится слишком трудным точно отрегулировать режущую пластину 2.
Как показано на фиг.3, головная часть 110 имеет наклонную боковую поверхность 111. Таким образом, головная часть 110 имеет ширину, уменьшающуюся в направлении вверх. Кроме того, режущая пластина 2 выполнена с такой конфигурацией, что ее ширина становится больше в направлении вверх. Таким образом, винт 100 перемещается вверх, когда затягивание резьбовой части 120 ослабляется с тем, чтобы переместить режущую пластину 2 вперед. Однако когда резьбовую часть закрепляют в гнездовой части в отверстие под винт, в наклонном положении, для головной части не обязательно требуется наклонная боковая поверхность.
С другой стороны, предпочтительно, чтобы головная часть 110 имела верхнюю торцевую часть с выполненным там пазом для отвертки или гаечного ключа, чтобы облегчать поворачивание головной части 110 посредством использования такого инструмента, как отвертка или гаечный ключ. Кроме того, предпочтительно, чтобы весь участок нижней кромки 112 головной части 110 был выполнен со снятой фаской или скругленным. Это для того, чтобы облегчать принудительное введение головной части в пространство между режущей пластиной 2 и поверхностью 3а плотного контакта в гнездовой части 3.
Использование и действие устройства для регулирования положения режущей пластины режущего инструмента, которая создана в соответствии с настоящим изобретением, будут описаны далее.
Сначала резьбовую часть 120 устройства для регулирования положения режущей пластины 2 режущего инструмента 1 вставляют в пространство между режущей пластиной 2 и поверхностью 3а плотного контакта в гнездовой части 3. После этого, посредством приложения необходимого инструмента, такого как отвертка или гаечный ключ, к пазу 113, выполненному в верхней торцевой части головной части 110, головную часть 110 поворачивают в направлении затягивания резьбовой части 120 в отверстии 3b под винт в гнездовой части 3. Это закрепляет резьбовую часть 120 в отверстии 3b под винт в гнездовой части 3.
При продолжении затягивания резьбовой части 120 головная часть 110 сталкивается с верхним концом поверхности 3а плотного контакта в гнездовой части 3, причем с заданным значением. В таком положении, при поворачивании головной части 110 с дальнейшим усилием, центральная ось С1 головной части 110 смещается относительно центральной оси С2 резьбовой части 120 в направлении режущей пластины 2 посредством поверхности 3а плотного контакта, которая находится в той же самой плоскости с боковой стенкой отверстия 3b под винт. Соответственно головную часть 110 принудительно вставляют в пространство между режущей пластиной 2 и поверхностью 3а плотного контакта в гнездовой части 3.
В таком положении местоположение закрепления режущей пластины 2 может быть легко отрегулировано. Это выполняется посредством регулирования перемещения режущей пластины 2 вперед и обратно посредством головной части 110, движущейся вверх и вниз между режущей пластиной 2 и поверхностью 3а плотного контакта в гнездовой части 3 в соответствии со степенью закрепления головной части 110. Одновременно головная часть 110 и поверхность 3а плотного контакта в гнездовой части 3 могут обеспечивать плотный контакт между ними. Это происходит потому, что на поверхность 3а плотного контакта в гнездовой части 3 постоянно действует результирующая сила F, которую составляет значительная сила восстановления и сила отталкивания режущей пластины 2. То есть поверхность 3а плотного контакта и головная часть 110 оказывают давление друг на друга, когда головную часть 110 смещают.
Кроме того, даже если режущую пластину 2 извлекают из гнездовой части 3 для замены режущей пластины 2, головная часть 110 не перемещается вперед (т.е. в направлении режущей пластины), поскольку головная часть 110 активно толкает поверхность 3а плотного контакта в гнездовой части 3. Таким образом, положение закрепления по месту новой заменяющей режущей пластины 2 может всегда сохраняться, в то же время не изменяя положения режущей пластины 2, которое было зафиксировано до замены. Это может исключать действие по регулированию местоположения режущей пластины 2, которое следует выполнять всякий раз, когда режущую пластину 2 заменяют.
С другой стороны, в качестве другого варианта осуществления головной части 110, составляющего настоящее изобретение, который показан на фиг.5 и 6, головная часть 110 может быть выполнена с такой конфигурацией, что у нее есть клиновая часть 110а, составляющая внешнюю часть головной части 110, и винтовая часть 110b. Винтовую часть 110b закрепляют в отверстие под винт в клиновой части 110а и соединяют с соединительной частью 130.
В таком случае клиновая часть 110а имеет центральную часть с выполненной в ней резьбовой частью для соединения с винтовой частью 110b. Клиновая часть 110а также имеет часть нижнего торца с посадочной частью (не показана) для установки винтовой части 110b.
Клиновую часть 110а и винтовую часть 110b соединяют посредством отверстия под винт для завершения сборки, пока винтовая часть 110b не будет установлена на посадочную часть клиновой части 110а. В таком случае предпочтительно, чтобы направления витков винтовой части 110b и резьбовой части 120 были расположены друг против друга для того, чтобы облегчать установку и снятие клиновой части 110а.
По существу, когда головная часть 110 выполнена с такой конфигурацией, в которой она имеет клиновую часть 110а и винтовую часть 110b, даже если изменяется расстояние между режущей пластиной 2 и поверхностью 3а плотного контакта в гнездовой части 3 режущего инструмента, становится возможным завершить подготовку такого режущего инструмента 1 посредством замены только клиновой части 110а без необходимости регулирования положения режущей пластины 2 нового устройства.
В то время как настоящее изобретение подробно проиллюстрировано и описано со ссылкой на примеры вариантов его осуществления, специалистам в этой области техники понятно, что здесь могут быть выполнены различные изменения формы и деталей без выхода из объема настоящего изобретения, определяемого прилагаемой формулой изобретения.
Промышленное применение
Как описано выше, в соответствии с настоящим изобретением головная часть винта для выполнения точной регулировки может входить в плотный контакт и оказывать упругий нажим на поверхность плотного контакта в гнездовой части тогда, когда резьбовую часть винта закрепляют в отверстие под винт в гнездовой части. Таким образом, даже если режущая пластина извлечена из гнездовой части для замены режущей пластины, положение закрепления новой режущей пластины может всегда сохраняться, в то же время без изменения положения режущей пластины, причем с выполненной точной регулировкой до такой замены. Это может исключать действие по регулированию положения режущей пластины, которое выполняют всякий раз, когда заменяют режущую пластину.
Кроме того, когда головная часть винта выполнена с такой конфигурацией, в которой она имеет клиновую часть и винтовую часть, даже если изменяется расстояние между режущей пластиной и поверхностью плотного контакта в гнездовой части режущего инструмента, становится возможным выполнять подготовку такого режущего инструмента посредством замены только клиновой части, без необходимости в регулировании положения режущей пластины нового устройства.
Реферат
Режущий инструмент содержит по меньшей мере одну режущую пластину, корпус инструмента, включающий гнездовую часть, в которой закреплена режущая пластина, средство для закрепления режущей пластины в гнездовой части корпуса и устройство для точного регулирования положения режущей пластины. При этом устройство регулирования имеет головную часть, резьбовую часть и часть для соединения головной части с резьбовой частью. Гнездовая часть имеет нижнюю поверхность с выполненным в ней резьбовым отверстием, в котором закрепляется резьбовая часть, и боковую стенку, содержащую поверхность для плотного контакта с головной частью устройства регулирования. При этом устройство регулирования положения выполнено так, что головная часть плотно контактирует и упруго нажимает на поверхность плотного контакта гнездовой части, когда резьбовая часть закреплена в резьбовом отверстии. Технический результат: устранение повторного регулирования при замене режущей пластины. 8 з.п. ф-лы, 6 ил.
Комментарии