Система и способ обработки поверхности заготовки - RU2610377C2
Код документа: RU2610377C2
Чертежи




Описание
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область технического применения
Настоящее изобретение относится к системе для обработки заготовки из области технологии механической обработки и, в частности, к системе и способу для обработки поверхности заготовки.
Предшествующий уровень техники
В обрабатывающей промышленности для того, чтобы гарантировать качество и эстетически привлекательный внешний вид изделий, важными процессами формования заготовок являются полирование и чистовая обработка заготовки. В традиционных средствах обработки полирование обычно осуществляется на поверхности заготовки путем использования полировального инструмента. Однако традиционные средства обработки заготовок, по существу, не образуют полную систему. Поэтому операторы сначала помещают полуобработанную заготовку на технологическое оборудование, предназначенное для механической обработки с целью придания требуемой формы, а затем вынимают заготовку из технологического оборудования и устанавливают эту заготовку на полировальное оборудование для полирования. И хотя заготовку можно таким образом полировать, будет расходоваться больше энергии и времени операторов, что ведет к не очень высокой степени автоматизации и низкой эффективности производства на предприятиях. Кроме того, поскольку заготовка устанавливается операторами вручную, качество и положение установки каждой заготовки не могут поддерживаться идентичными от одной заготовки к другой. Следовательно, точность полирования каждой заготовки, подвергаемой полированию, не одинакова от одной заготовки к другой.
Для того чтобы решить вышеуказанные проблемы, заявитель настоящего изобретения предложил систему для обработки поверхности заготовки, которая имеет номер заявки 201310653014.9 и номер публикации CN103659535A. Система обработки содержит по меньшей мере одну группу полировальных узлов и по меньшей мере одно устройство чистовой обработки, предназначенное для чистовой обработки полированной заготовки. На полировальном узле предусмотрен манипулятор и несколько полировальных инструментов. Манипулятор может непрерывно захватывать механически обрабатываемые заготовки в многоцелевом станке и перемещать их к полировальному инструменту, соответствующему этому полировальному узлу, где указанный манипулятор расположен в предварительно определенной для полирования последовательности. Устройство чистовой обработки расположено сбоку от полировального узла. Система для обработки поверхности заготовки использует манипулятор для переноса заготовок, уже подвергнутых механической обработке, в многоцелевом станке к полировальному узлу, где для полирования расположен манипулятор. Так как в одном полировальном узле расположено несколько полировальных инструментов с разной точностью полирования, поверхность заготовки, подвергнутая полированию всеми полировальными инструментами в полировальном узле, будет иметь достаточно высокую точность полирования. Кроме того, каждая заготовка захватывается манипулятором, управляемым программой, поэтому действия манипулятора при захватывании заготовки являются одинаковыми, что гарантирует одинаковую точность полирования каждой заготовки. Кроме того, так как скорость обработки заготовки в многоцелевом станке намного выше скорости полирования в полировальном узле, для повышения эффективности работы можно предусмотреть несколько групп полировальных узлов.
Несмотря на то что вышеуказанная система для обработки поверхности заготовки имеет несколько преимуществ, по-прежнему имеют место и некоторые недостатки. Например, поверхности заготовок перед полированием, в общем, являются грубыми. В частности, если изделие, подлежащее полированию, представляет собой металлическое изделие, на поверхности заготовки может присутствовать ржавчина. В этой связи, несмотря на то, что может быть обеспечена относительно высокая точность полирования поверхности заготовки после того, как она была подвергнута полированию всеми полировальными инструментами в полировальном узле, длительность полирования является относительно большой, приводя к длительному периоду обработки и невысокой эффективности всей системы обработки.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является решение проблем, существующих на известном уровне техники. Настоящее изобретение предусматривает систему обработки и способ обработки поверхности заготовки, которые могли бы сокращать период полирования и повышать эффективность полирования.
Цель настоящего изобретения можно достичь путем следующего технического решения. Система для обработки поверхности заготовки расположена по бокам от многоцелевого станка, который может обрабатывать эту заготовку. Система обработки содержит два фрезерных станка контурной резки, расположенных симметрично по обе стороны от многоцелевого станка, и стеллаж для изделий, расположенный между указанными двумя фрезерными станками контурной резки и предназначенный для размещения заготовки. Между многоцелевым станком и стеллажом для изделий и между двумя фрезерными станками контурной резки предусмотрен первый манипулятор. Первый манипулятор может перемещать заготовку между многоцелевым станком, стеллажом для изделий и двумя фрезерными станками контурной резки. По бокам от стеллажа для изделий расположена группа полировальных узлов. В полировальном узле предусмотрен второй манипулятор, который может перемещать заготовку между стеллажом для изделий и полировальным узлом.
Перед обработкой поверхности полуобработанная заготовка подвергается механической обработке в многоцелевом станке. После механической обработки первый манипулятор захватывает механически обработанную заготовку и перемещает ее во фрезерный станок контурной резки с целью зачистки поверхности. После того как поверхность заготовки была подвергнута зачистке фрезерным станком контурной резки, первый манипулятор захватывает заготовку, подвергнутую зачистке, и перемещает эту заготовку для размещения на стеллаже для изделий. Затем второй манипулятор, расположенный в полировальном узле, захватывает заготовку на стеллаже для изделий и перемещает ее в полировальный узел для полирования поверхности.
Так как заготовка после механической обработки вначале подвергается зачистке поверхности во фрезерном станке контурной резки, поверхность заготовки, подвергнутая зачистке, может гладко полироваться в полировальном узле, что может сильно сократить период полирования и повысить эффективность полирования. Кроме того, так как скорость механической обработки заготовки в многоцелевом станке выше скорости зачистки во фрезерном станке контурной резки, то для повышения эффективности обработки предусмотрено два фрезерных станка контурной резки, что обеспечивает возможность своевременной зачистки механически обработанной заготовки. Так как действия первого и второго манипуляторов управляются программой, то два фрезерных станка контурной резки расположены симметрично для симметричной настройки программы. В этой связи первый манипулятор действует одинаково между двумя фрезерными станками контурной резки, что также значительно повышает эффективность обработки.
В системе для обработки поверхности заготовки между двумя фрезерными станками контурной резки также расположено устройство для определения герметичности, и два фрезерных станка контурной резки расположены симметрично по обе стороны от устройства для определения герметичности. Устройство для определения герметичности расположено между первым манипулятором и стеллажом для изделий. Первый манипулятор может захватывать заготовку для выполнения определения характеристик герметичности на устройстве для определения герметичности.
Определение характеристик герметичности заготовки может производиться путем использования платформы для испытания давлением. После того как заготовка была подвергнута механической обработке на многоцелевом станке, первый манипулятор переносит механически обработанную заготовку к устройству для определения герметичности с целью определения характеристик герметичности. Заготовки, признанные непригодными, могут отсортировываться путем определения характеристик герметичности перед обработкой поверхности заготовки.
В системе для обработки поверхности заготовки два фрезерных станка контурной резки расположены симметрично слева и справа от первого манипулятора.
Два фрезерных станка контурной резки расположены симметрично слева и справа от первого манипулятора. То есть расстояния от первого манипулятора до двух фрезерных станков контурной резки являются одинаковыми, что обеспечивает идентичность расстояния передвижения заготовки первым манипулятором между стеллажом для расположения изделий и одним фрезерным станком контурной резки и расстояния между стеллажом для изделий и другим фрезерным станком контурной резки. Поэтому действия первого манипулятора между стеллажом для изделий и двумя фрезерными станками контурной резки являются одинаковыми для одного и для другого.
В системе для обработки поверхности заготовки между двумя фрезерными станками контурной резки также расположен стеллаж для полуобработанных изделий, предназначенный для размещения полуобработанной заготовки. Стеллаж для полуобработанных изделий является смежным со стеллажом для изделий. Первый манипулятор может перемещать полуобработанную заготовку между стеллажом для полуобработанных изделий и многоцелевым станком.
Перед механической обработкой первый манипулятор сначала захватывает полуобработанную заготовку на стеллаже для полуобработанных изделий, а затем перемещает эту полуобработанную заготовку в многоцелевой станок для механической обработки. С использованием первого манипулятора на многоцелевом станке достигается автоматическая подача, поэтому при механической обработке заготовки и обработке поверхности заготовки производится автоматическое управление, что дополнительно повышает эффективность обработки заготовки.
В системе для обработки поверхности заготовки оба стеллажа, стеллаж для полуобработанных изделий и стеллаж для расположения изделий, в равной мере снабжены несколькими установочными штифтами на их поверхностях, предназначенными для установки заготовки в определенном положении. Полуобработанная заготовка закрепляется на стеллаже для полуобработанных изделий посредством установочного штифта. Когда первый манипулятор захватывает заготовку, подвергнутую зачистке, и перемещает ее для размещения на стеллаже для изделий, установочный штифт совпадает с внутренним отверстием заготовки таким образом, что заготовку можно точно и надежно расположить на стеллаже для изделий.
В системе для обработки поверхности заготовки количество установочных штифтов, соответствующих каждой заготовке, составляет 1~3. Когда заготовка, подлежащая обработке системой обработки согласно изобретению, представляет собой водопроводный кран, 1~3 установочных штифта могут точно соответствовать двум впускным отверстиям для воды и одному выпускному отверстию для воды на сердечнике клапана водопроводного крана.
В системе для обработки поверхности заготовки на первом манипуляторе закреплено соединительное основание. С передним концом соединительного основания соединен корпус соединительного вала. Один конец корпуса соединительного вала соединен с трехкулачковым пневматическим патроном. На каждой из трех головок трехкулачкового пневматического патрона, соответственно, закреплен крепежной деталью кулачок.
Когда первый манипулятор используется для захватывания заготовки, в трехкулачковый пневматический патрон первого манипулятора подается воздух, заставляющий три головки трехкулачкового пневматического патрона одновременно сходиться внутрь, и одновременно три кулачка, жестко соединенные с тремя головками, сходятся внутрь и тесно прижимаются к наружной поверхности заготовки. Соответственно, заготовка надежно захватывается.
В системе для обработки поверхности заготовки корпус соединительного вала имеет Т-образную форму. Внутри соединительного основания предусмотрен двигатель. Выходной вал двигателя соединен с корпусом соединительного вала, и корпус соединительного вала, приводимый в движение путем вращения выходного вала двигателя, может поворачиваться относительно соединительного основания. Трехкулачковый пневматический патрон соединен соответственно с левым и правым концами корпуса соединительного вала. Кулачки закреплены крепежными деталями соответственно на трех головках трехкулачкового пневматического патрона на левом конце корпуса соединительного вала. На каждой из трех головок трехкулачкового пневматического патрона на правом конце корпуса соединительного вала соответственно закреплен установочный штырь.
Когда заготовка представляет собой водопроводный кран, первый манипулятор захватывает полуобработанную заготовку с помощью кулачка на трехкулачковом пневматическом патроне на левом конце корпуса соединительного вала и перемещает ее в многоцелевой станок. Затем первый манипулятор захватывает механически обработанный водопроводный кран путем вставки трех установочных штырей на трехкулачковом пневматическом патроне на правом конце корпуса соединительного вала в два впускных отверстия для воды и одно выпускное отверстие для воды механически обработанного водопроводного крана. Затем двигатель на соединительном основании вращается, поворачивая корпус соединительного вала на 180 градусов. Первый манипулятор устанавливает полуобработанную заготовку на трехкулачковом пневматическом патроне на левом конце корпуса соединительного вала на многоцелевом станке для механической обработки. Поэтому два трехкулачковых пневматических патрона предусмотрены не только для повышения эффективности первого манипулятора, но и для уменьшения времени передвижения первого манипулятора между стеллажом для расположения изделий и многоцелевым станком и, таким образом, для сокращения времени перемещения заготовки.
Способ обработки поверхности заготовки включает следующие этапы:
(A) захват заготовки, при котором первый манипулятор захватывает механически обработанную заготовку в многоцелевом станке и перемещает удерживаемую заготовку для установки на фрезерном станке контурной резки;
(B) зачистка поверхности, для которой на фрезерном станке контурной резки предусмотрено несколько рабочих положений, и после того, как первый манипулятор поочередно захватил заготовки, количество которых соответствует количеству рабочих положений на фрезерном станке контурной резки, и переместил их для установки во фрезерном станке контурной резки, фрезы фрезерного станка контурной резки, соответствующие каждому из рабочих положений, одновременно выполняют зачистку у поверхности заготовок, установленных во фрезерном станке контурной резки; и
(C) полирование, при котором первый манипулятор поочередно захватывает заготовки, подвергнутые зачистке на фрезерном станке контурной резки, и перемещает их для размещения на стеллаже для изделий, и второй манипулятор в полировальном узле захватывает заготовку, подвергнутую зачистке, на стеллаже для изделий и перемещает ее в полировальный узел для полирования.
Перед тем как поверхность заготовки будет подвергнута обработке, полуобработанная заготовка подвергается механической обработке в многоцелевом станке. После механической обработки заготовки первый манипулятор захватывает механически обработанную заготовку и перемещает ее для установки во фрезерном станке контурной резки. На фрезерном станке контурной резки предусмотрено несколько рабочих положений. Для того чтобы максимально увеличить коэффициент использования фрезерного станка контурной резки, фрезерный станок контурной резки управляется так, чтобы он действовал после того, как механически обработанные заготовки займут все рабочие положения на фрезерном станке контурной резки, и фрезы, соответствующие зажимным головкам фрезерного станка контурной резки, выполняют зачистку поверхности механически обработанной заготовки. После того как поверхность заготовки была подвергнута зачистке, первый манипулятор поочередно захватывает заготовки, подвергнутые зачистке на фрезерном станке контурной резки, и перемещает каждую из заготовок, подвергнутых зачистке, на стеллаж для изделий. Второй манипулятор в полировальном узле будет захватывать заготовки, подвергнутые зачистке, со стеллажа для изделий и перемещать их в полировальный узел для полирования.
В способе для обработки поверхности заготовки на этапе (А) первый манипулятор сначала захватывает полуобработанную заготовку на стеллаже для полуобработанных изделий и переносит ее в многоцелевой станок для механической обработки.
В способе для обработки поверхности заготовки на этапе (А) после того, как первый манипулятор захватил механически обработанную заготовку в многоцелевом станке, первый манипулятор сначала перемещает эту заготовку в устройство для определения герметичности с целью определения характеристик герметичности, и после определения первый манипулятор захватывает заготовку, прошедшую определение, и перемещает ее во фрезерный станок контурной резки.
В способе для обработки поверхности заготовки на этапе (В) предусмотрены два фрезерных станка контурной резки, в которых, в то время как фрезы на одном из указанных станков контурной резки выполняют зачистку у поверхности заготовок, первый манипулятор захватывает механически обработанные заготовки в многоцелевом станке и перемещает их для установки в другом фрезерном станке контурной резки.
Для того чтобы гарантировать упорядоченное действие первого манипулятора и обеспечить своевременную зачистку механически обработанных заготовок из многоцелевого станка, в то время как один из фрезерных станков контурной резки выполняет зачистку заготовок, первый манипулятор захватывает механически обработанные заготовки для установки на другом фрезерном станке контурной резки. И в то время как предыдущий фрезерный станок контурной резки завершает зачистку поверхности заготовок, и первый манипулятор должен перемещать заготовки для размещения на стеллаже для изделий, другой фрезерный станок контурной резки находится в работе.
В способе для обработки поверхности заготовки на этапе (В) количество зажимных головок на фрезерном станке контурной резки составляет 8, период зачистки каждым из фрезерных станков контурной резки длится три минуты, а период полирования полировальным узлом на этапе (С) длится две минуты.
Предусмотрены два фрезерных станка контурной резки. На каждом фрезерном станке контурной резки расположены восемь зажимных головок. Период зачистки каждым фрезерным станком контурной резки длится три минуты. Таким образом, каждая заготовка подвергается зачистке на фрезерном станке контурной резки в течение двух минут, и период полирования в полировальном узле длится две минуты. Поэтому после того как второй манипулятор захватил заготовку, подвергнутую зачистке, и полирование было завершено, второй манипулятор может немедленно переносить следующую заготовку, подвергнутую зачистке, со стеллажа для изделий в полировальный узел для полирования, что гарантирует непрерывность работы.
В способе для обработки поверхности заготовки на этапе (А) заготовка, удерживаемая первым манипулятором, подвергается обдувке воздухом для сдувания медного порошка c механически обработанной заготовки перед перемещением механически обработанной заготовки первым манипулятором в рабочую позицию устройства для определения герметичности. В процессе обдувки воздухом первый манипулятор не прекращает движение. Медный порошок на наружной поверхности заготовки сдувается перед проведением определения характеристик герметичности, что не только повышает точность определения характеристик герметичности, но также снижает его воздействие на последующем этапе зачистки поверхности, посредством чего повышается эффективность процесса. Для того чтобы предотвратить прекращение передвижения первого манипулятора, традиционная обдувка воздухом может быть предусмотрена вдоль траектории передвижения первого манипулятора, что дополнительно повышает эффективность.
В сравнении с известным уровнем техники система и способ обработки поверхности заготовки согласно изобретению имеют следующие преимущества.
Во-первых, в соответствии с системой и способом обработки поверхности заготовки согласно изобретению после механической обработки заготовки первый манипулятор перемещает эту заготовку во фрезерный станок контурной резки с целью зачистки поверхности. Посредством зачистки поверхности эффективность полирования полировальным узлом повышается, и значительно сокращается период полирования.
Во-вторых, в соответствии с системой и способом обработки поверхности заготовки согласно изобретению предусмотрено устройство для определения герметичности, и, таким образом, после механической обработки заготовки может быть выполнено определение характеристик герметичности. Поэтому заготовки, признанные негодными, можно вовремя обнаружить, и можно сэкономить время, требуемое для этого определения после обработки поверхности заготовки.
В-третьих, в соответствии с системой и способом обработки поверхности заготовки согласно изобретению на первом манипуляторе для захватывания заготовок предусмотрены трехкулачковые пневматические патроны. После того как один трехкулачковый пневматический патрон захватит механически обработанную заготовку, другой трехкулачковый пневматический патрон будет использован для перемещения полуобработанной заготовки в многоцелевой станок, что может значительно сэкономить время работы первого манипулятора при передвижениях туда и обратно, а также экономит время работы всей системы обработки.
В-четвертых, в соответствии с системой и способом для обработки поверхности заготовки согласно изобретению многоцелевой станок содержит два фрезерных станка контурной резки и группу полировальных узлов. Каждый фрезерный станок контурной резки может быть оснащен восемью зажимными головками, которые могут максимально увеличивать эффективность совместной работы фрезерных станков контурной резки и полировальных узлов, а также гарантировать непрерывность при обработке заготовок.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее изобретение станет более понятным из подробного описания, данного ниже в настоящем раскрытии только для иллюстрации и, таким образом, не ограничивающего настоящее изобретение, где:
фиг. 1 – структурная схема системы для обработки поверхности заготовки согласно изобретению;
фиг. 2 – структурная схема системы для обработки поверхности заготовки, где заготовки расположены на стеллаже для полуобработанных изделий и на стеллаже для изделий;
фиг. 3 – структурная схема пневматического патрона первого манипулятора в системе для обработки поверхности заготовки;
фиг. 4 – частично увеличенное изображение по фиг. 2; и
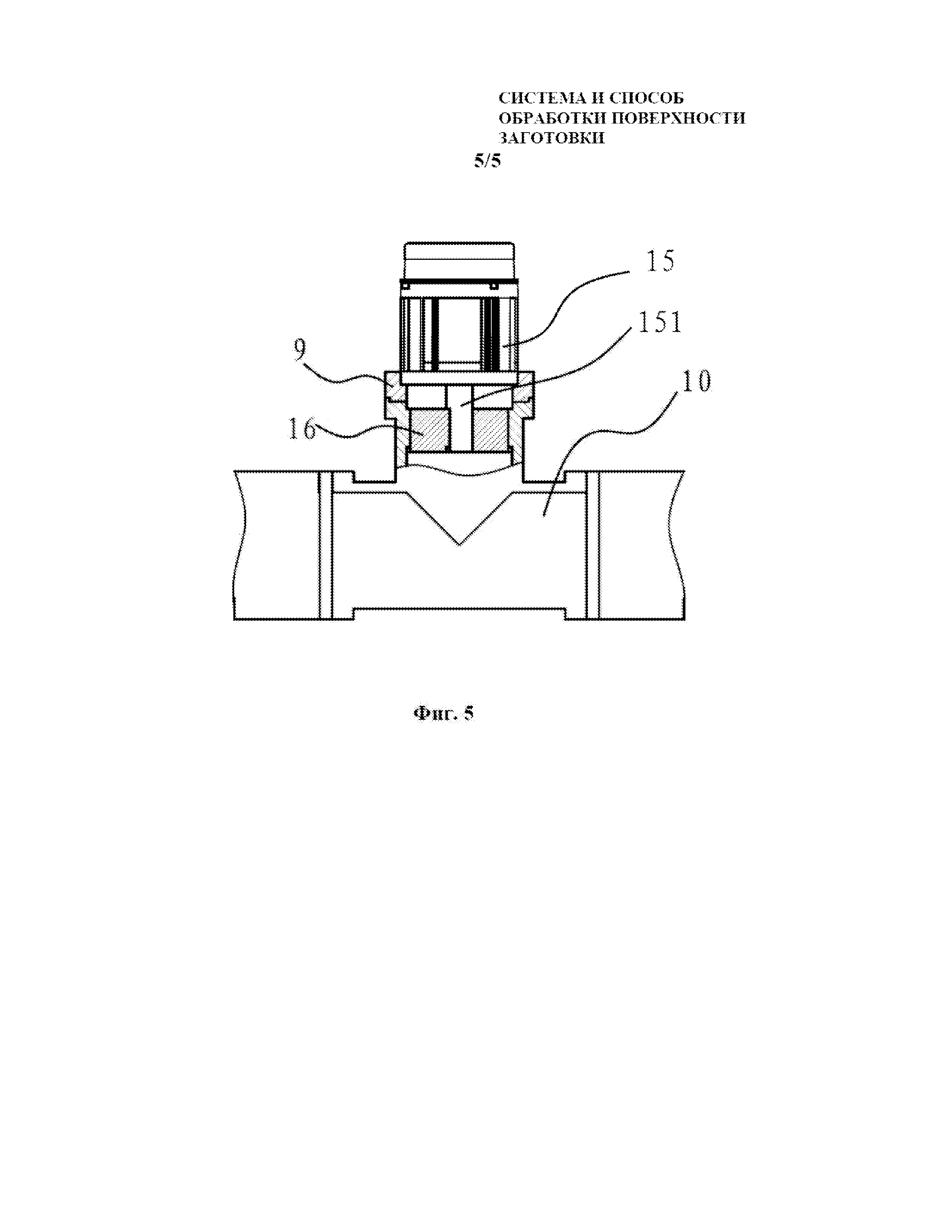
фиг. 5 – вид в разрезе по фиг. 3.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже будут описаны варианты осуществления изобретения, и технические решения изобретения будут в дальнейшем проиллюстрированы в связи с сопроводительными чертежами. Однако настоящее изобретение не следует ограничивать этими вариантами осуществления изобретения.
Первый вариант осуществления изобретения
Как показано на фиг. 1, система для обработки поверхности заготовки расположена по бокам от многоцелевого станка 1, предназначенного для механической обработки заготовки. Система обработки содержит фрезерные станки 2 контурной резки, симметрично расположенные слева и справа от многоцелевого станка, и стеллаж 3 для изделий, расположенный между указанными двумя фрезерными станками 2 контурной резки и предназначенный для размещения заготовок. Первый манипулятор 4 предусмотрен в области, окружаемой многоцелевым станком 1, стеллажом 3 для изделий и двумя фрезерными станками 2 контурной резки. Два фрезерных станка 2 контурной резки симметрично расположены слева и справа от первого манипулятора 4. Между первым манипулятором 4 и стеллажом 3 для изделий и между двумя фрезерными станками 2 контурной резки предусмотрено устройство 5 для определения герметичности. Два фрезерных станка 2 контурной резки расположены симметрично по обе стороны от устройства 5 для определения герметичности.
Как показано на фиг. 3, соединительное основание 9 закреплено на первом манипуляторе 4, и на соединительном основании 9 расположен двигатель 15. Как показано на фиг. 5, на переднем конце соединительного основания 9 предусмотрен корпус 10 соединительного вала. Выходной вал 151 двигателя 15 соединен с помощью муфты 16 с корпусом 10 соединительного вала. Корпус 10 соединительного вала, приводимый в движение выходным валом 151 двигателя 15, может вращаться относительно соединительного основания 9. Корпус 10 соединительного вала имеет Т-образную форму, причем внутри корпуса 10 соединительного вала выполнен цилиндр и путь газа, обеспечивающий работу цилиндра, и с левым и правым концами корпуса 10 соединительного вала соответственно соединен трехкулачковый пневматический патрон 11. На трех головках трехкулачкового пневматического патрона 11 на левом конце корпуса 10 соединительного вала соответственно закреплены крепежными деталями кулачки 12. На трех головках трехкулачкового пневматического патрона 11 на правом конце корпуса 10 соединительного вала соответственно закреплены крепежными деталями установочные штыри 13. Все кулачки трехкулачкового пневматического патрона 11 шарнирно прикреплены относительно друг друга, а их внутренние концы соединены с цилиндром. Кулачки выполнены с возможностью раскрывания и закрывания за счет движения цилиндра.
По бокам от стеллажа 3 для изделий предусмотрена группа полировальных узлов А. Полировальный узел А содержит второй манипулятор 6 и несколько полировальных инструментов с разной точностью полирования. Полировальный инструмент 14 представляет собой абразивный полировальный ремень, который имеет специальную конфигурацию, идентичную конфигурации полировального инструмента, используемого системой для обработки поверхности заготовки, предложенной заявителем в описании предпосылок изобретения, под номером заявки 201310653014.9. Второй манипулятор 6 имеет конфигурацию, идентичную конфигурации манипулятора, используемого указанной системой для обработки поверхности заготовки. Для захватывания заготовки на втором манипуляторе 6 предусмотрена зажимная головка. Зажимная головка имеет специальную конфигурацию, идентичную конфигурации зажимной головки для заготовки в манипуляторе, раскрытом в патенте, номер которого 201320401894.6.
Как показано на фиг. 1, 2 и 4, перед обработкой поверхности с использованием системы для обработки поверхности заготовки поверхность заготовки сначала должна быть обработана с использованием многоцелевого станка 1. Стеллаж 7 для полуобработанных изделий расположен между двумя фрезерными станками 2 контурной резки. Стеллаж 7 для полуобработанных изделий является смежным со стеллажом 3 для изделий. На стеллаже 7 для полуобработанных изделий предусмотрены установочные штифты 8. Количество установочных штифтов 8, соответствующих каждой полуобработанной заготовке, составляет два. Когда изделие, подлежащее обработке, представляет собой водопроводный кран, установочные штифты 8 точно соответствуют двум впускным отверстиям для воды на сердечнике клапана водопроводного крана. Каждая полуобработанная заготовка равномерно располагается посредством установочных штифтов 8 на стеллаже 7 для полуобработанных изделий. Полуобработанная заготовка взаимодействует с установочными штифтами 8 через ее внутреннее отверстие и располагается на стеллаже 7 для полуобработанных изделий. Первый манипулятор 4 прижимается к боковой стороне полуобработанной заготовки через кулачки 12 на левом конце корпуса 10 соединительного вала. Первый манипулятор 4 захватывает полуобработанную заготовку, а затем перемещает полуобработанную заготовку со стеллажа 7 для полуобработанных изделий в многоцелевой станок 1 для механической обработки.
Когда полуобработанная заготовка подвергается механической обработке в многоцелевом станке 1, первый манипулятор 4 еще раз передвигается к стеллажу 7 для полуобработанных заготовок, а затем захватывает полуобработанную заготовку с использованием кулачков 12 на левом конце корпуса 10 соединительного вала и снова перемещает ее в многоцелевой станок 1. Когда предыдущая полуобработанная заготовка была механически обработана в многоцелевом станке 1, первый манипулятор 4 сначала входит во внутреннее отверстие механически обработанной заготовки через три установочных штыря 13 на трехкулачковом пневматическом патроне 11 на правом конце корпуса 10 соединительного вала. Когда заготовка представляет собой водопроводный кран, три установочных штыря 13 вставляются в два впускных отверстия для воды и одно выпускное отверстие для воды на сердечнике клапана водопроводного крана. Таким образом, механически обработанная заготовка захватывается первым манипулятором 4 посредством трехкулачкового пневматического патрона 11 справа от корпуса 10 соединительного вала, а затем приводит в действие двигатель в установочном основании 9. Выходной вал двигателя приводит в движение корпус 10 соединительного вала, поворачивая его на 180 градусов относительно установочного основания 9, а затем первый манипулятор 4 помещает полуобработанную заготовку, удерживаемую кулачками 12, на левую сторону корпуса 10 соединительного вала в многоцелевом станке 1 для механической обработки.
Затем первый манипулятор 4 перемещает механически обработанную заготовку, удерживаемую тремя установочными штырями 13, на правый конец корпуса 10 соединительного вала к устройству 5 для определения герметичности с целью определения характеристик герметичности. Устройство 5 для определения герметичности содержит рабочую станцию и несколько устройств для определения на рабочей станции, в которой устройство для определения содержит зажим по одну из сторон от рабочей станции, уплотнительную трубку, соответствующую зажиму, цилиндр, соответствующий уплотнительной трубке, и основание, расположенное со стороны рабочей станции, противоположной зажиму. Конец зажима, соответствующий уплотнительной трубке, снабжен уплотнительной торцевой поверхностью, прикрепленной к уплотнительной трубке. На уплотнительной торцевой поверхности предусмотрена первая канавка. В первой канавке предусмотрено первое уплотнительное кольцо. В нижней части зажима предусмотрено сквозное отверстие, а в основании расположено отверстие для определения, совпадающее со сквозным отверстием. В основании предусмотрено второе уплотнительное кольцо, соответствующее отверстию для определения. В целях определения заготовку помещают в зажим, цилиндр приводят посредством уплотнительной трубки в совместное движение вниз, заготовку герметизируют уплотнительной трубкой в зажиме, цилиндром в заготовку подают воздух, а затем, путем наблюдения за тем, появляются ли какие-либо пузырьки в воде, сообщающейся с отверстием для определения, можно определить характеристики герметичности. Кроме того, когда заготовка, подлежащая определению, представляет собой водопроводный кран, количество сквозных отверстий в нижней части зажима составляет три, и эти сквозные отверстия соответствуют двум впускным отверстиям для воды и одному выпускному отверстию для воды соответственно.
На каждый фрезерный станок 2 контурной резки помещают восемь заготовок. Механически обработанная заготовка перемещается первым манипулятором 4 в устройство 5 для определения герметичности. Заготовка, для которой обнаружены непригодные характеристики герметичности, перемещается первым манипулятором 4 обратно в бункер для перерабатываемых отходов, а заготовка, для которой обнаружены пригодные характеристики герметичности, остается в устройстве 5 для определения герметичности. В то время как механически обработанная заготовка подвергается определению характеристик герметичности, первый манипулятор 4 по-прежнему повторяет вышеуказанные действия для непрерывного переноса полуобработанной заготовки со стеллажа 7 для полуобработанных изделий в многоцелевой станок 1 для захватывания механически обработанной заготовки в многоцелевом станке 1, а затем помещения уже удерживаемой полуобработанной заготовки в многоцелевой станок 1 для механической обработки, для перемещения механически обработанной заготовки в устройство 5 для определения герметичности с целью определения характеристик герметичности и для поочередного захватывания заготовок, прошедших определение на устройстве 5 для определения герметичности, и их перемещения для установки в одном из фрезерных станков 2 контурной резки до тех пор, пока количество заготовок, прошедших определение характеристик герметичности на устройстве 5 для определения герметичности, не станет таким же, как количество заготовок на этом фрезерном станке 2 контурной резки. Фреза, соответствующая рабочему положению заготовки на фрезерном станке 2 контурной резки, будет производить зачистку поверхности заготовки.
В то время как фрезерный станок 2 контурной резки выполняет зачистку поверхности заготовки, первый манипулятор 4 по-прежнему повторяет указанные действия, и первый манипулятор 4 поочередно захватывает эти заготовки и перемещает их для установки в другом фрезерном станке 2 контурной резки до тех пор, пока количество заготовок, прошедших определение характеристик герметичности на устройстве 5 для определения герметичности, не станет таким же, как количество заготовок на этом фрезерном станке 2 контурной резки. После завершения установки на этом фрезерном станке 2 контурной резки и выполнения на нем зачистки поверхности заготовок зачистка в последнем фрезерном станке 2 контурной резки завершается, и первый манипулятор 4 поочередно захватывает заготовки, поверхность которых обработана, и перемещает их на стеллаж 3 для изделий с целью размещения заготовок по порядку. На стеллаже 3 для изделий также предусмотрены установочные штифты 8, идентичные штифтам на стеллаже 7 для полуобработанных изделий. Заготовки, подвергнутые зачистке, захватываются первым манипулятором 4, внутренние отверстия заготовок соответствуют установочным штифтам 8, и, таким образом, заготовки, подвергнутые зачистке, располагаются на стеллаже 7 для изделий.
После того как заготовки, подвергнутые зачистке, были упорядоченным образом размещены на стеллаже 7 для изделий, второй манипулятор 6 в полировальном узле А захватывает заготовки, подвергнутые зачистке, со стеллажа 7 для изделий и перемещает их в полировальный узел А для полирования. После того как заготовки, подвергнутые зачистке, были подвергнуты полированию всеми полировальными инструментами 11 в полировальном узле А, второй манипулятор 6 извлекает их из полировального узла А, а затем захватывает заготовки, подвергнутые зачистке, на стеллаже 7 для изделий и переносит их в полировальный узел А для полирования. Для того чтобы гарантировать упорядоченную работу всей системы, второй манипулятор 6 также по порядку захватывает заготовки, подвергнутые зачистке, со стеллажа 7 для изделий.
В системе для обработки поверхности заготовки подвергаются определению характеристик герметичности с помощью устройства 5 для определения герметичности после того, как заготовки механически обрабатываются в многоцелевом станке 1, поэтому можно гарантировать не только коэффициент пригодности, но и своевременное устранение непригодных заготовок, что предотвращает обработку поверхности непригодных заготовок, уменьшает потери ресурсов и понижает долю повторно обрабатываемых заготовок. Кроме того, перед полированием поверхности заготовок, поверхность механически обработанных заготовок подвергается зачистке с использованием фрезерного станка 2 контурной резки. Таким образом, поверхность заготовок может без труда подвергаться полированию в полировальном узле А, и можно значительно сократить период полирования поверхности заготовок и повысить эффективность полирования.
Способ обработки поверхности заготовки включает следующие этапы:
(A) Захват заготовки. – Первый манипулятор 4 захватывает полуобработанную заготовку со стеллажа 7 для полуобработанных изделий с помощью кулачка на одном из его концов, а затем перемещает полуобработанную заготовку в многоцелевой станок 1 для механической обработки. После того как полуобработанная заготовка была подвергнута механической обработке, приводят в действие двигатель внутри установочного основания 9. Выходной вал двигателя приводит в движение корпус 10 соединительного вала, поворачивая его на 180 градусов относительно установочного основания 9. Механически обработанную заготовку в многоцелевом станке 1 захватывает установочный штырь 13 на наружном конце первого манипулятора 4. Заготовку, удерживаемую первым манипулятором 4, в ходе перемещения подвергают обдувке воздухом для сдувания медного порошка с механически обработанной заготовки. В процессе обдувки воздухом первый манипулятор не будет прекращать передвижение и будет перемещать механически обработанную заготовку на рабочую станцию устройства 5 для определения характеристик герметичности. После определения первый манипулятор 4 захватывает заготовку, прошедшую определение, и перемещает ее для установки во фрезерный станок 2 контурной резки.
(B) Зачистка поверхности. – Фрезерный станок 2 контурной резки имеет восемь рабочих положений. Первый манипулятор 4 поочередно захватывает заготовки в том же количестве, что и количество рабочих положений на фрезерном станке 2 контурной резки, и перемещает их для установки к фрезерному станку 2 контурной резки. Затем фрезы на фрезерном станке 2 контурной резки, соответствующие каждому рабочему положению, одновременно выполняют зачистку поверхности заготовок, установленных во фрезерном станке 2 контурной резки. Период зачистки фрезерного станка 2 контурной резки длится три минуты и предусмотрены два фрезерных станка 2 контурной резки. Когда фрезы одного фрезерного станка 2 контурной резки выполняют зачистку у поверхности заготовок, первый манипулятор 4 захватывает механически обработанные заготовки в многоцелевом станке 1 и перемещает их для установки в другом фрезерном станке 2 контурной резки.
(C) Полирование. – Первый манипулятор 4 поочередно захватывает заготовки, подвергнутые зачистке на фрезерном станке 2 контурной резки, и перемещает их для размещения на стеллаже 3 для изделий. Второй манипулятор 6 в полировальном узле А захватывает заготовки, подвергнутые зачистке, со стеллажа 3 для расположения изделий и перемещает их в полировальный узел А. Период полирования в полировальном узле А длится две минуты.
Варианты осуществления изобретения, описанные в настоящем раскрытии, лишь наглядно раскрывают сущность изобретения. Для специалистов в данной области техники очевидно осуществление различных модификаций, дополнений или альтернатив к этим вариантам осуществления изобретения без отступления от сущности изобретения или объема изобретения, определяемого прилагаемой формулой изобретения.
Список ссылочных позиций
Реферат
Изобретение относится к области технологии механической обработки поверхности заготовки. Система для изготовления изделий содержит многоцелевой станок, который может подвергать заготовку механической обработке, два фрезерных станка контурной резки, симметрично расположенных по обе стороны от многоцелевого станка, и стеллаж для размещения заготовок, расположенный между указанными двумя фрезерными станками контурной резки. Между многоцелевым станком и указанным стеллажом и между двумя фрезерными станками контурной резки установлен первый манипулятор, который может перемещать заготовку между многоцелевым станком, стеллажом и двумя фрезерными станками контурной резки. По бокам от стеллажа расположена группа полировальных узлов, в которой установлен второй манипулятор с возможностью перемещения заготовки между стеллажом и полировальным узлом. Использование изобретения обеспечивает высокую точность и высокую эффективность обработки. 2 н. и 9 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Автоматическая линия последо-вательно-параллельной механическойобработки изделия
Автоматизированный участок механической обработки изделий с центральным отверстием
Комментарии