Способ обработки пространственной поверхности детали - SU1593791A1
Код документа: SU1593791A1
Чертежи

Описание
Изобретение относится к обработке металлов резанием и может бьГть использовано при обработке поверхностей деталей с зонами перехода по внутренним полостям типа галтельных переходов, нерадиально расположенных патрубков сосудов высокого давления .
Цель изобретения - расширение технологических возможностей 3ia счет обработки внутренних пространственных поверхностей зон перехода с постоянным или переменным радиусом кривизны.
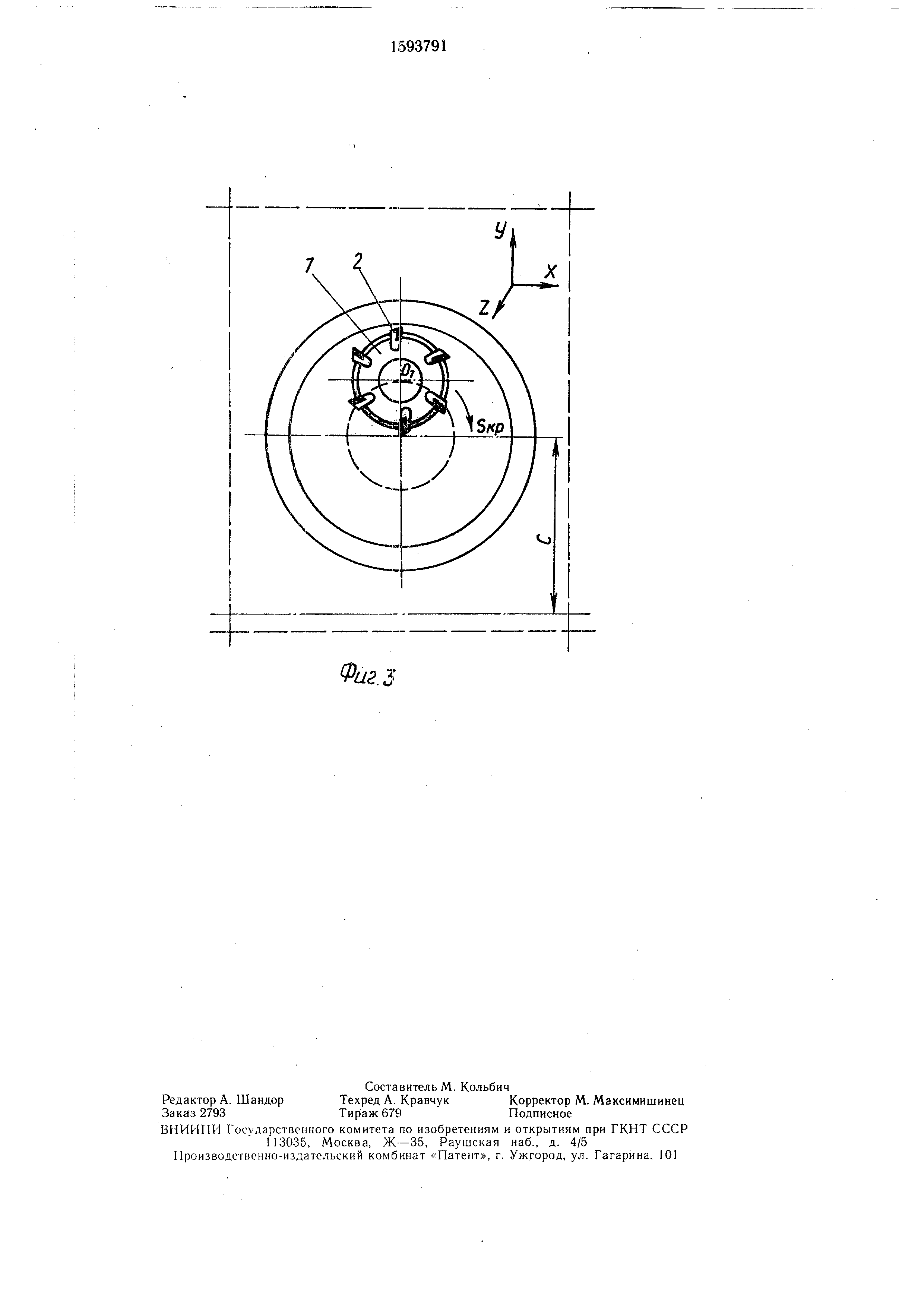
На фиг. 1 представлена схема установки фрезы относительно детали; на фиг. 2 - схема формирования контура галтели; на фиг. 3 - то же, при перемещении фрезы по винтовой траектории.
Способ обработки осуществляют следующим образо.м.
Фрезу 1 с расположенными под углом ср режущими кромками 2, отнесенными относительно корпуса на величину /, закрепляют на оправке 3 радиусом го и вводят при ее вращении в -полость патрубка 4 до касания с поверхностью внутренней полости патрубка 4 в начальной точке А радиуса галтельного перехода. При этом ось шпинделя станка с фрезой совмещают с осью Z перемещения шпинделя, после чего фрезе сообщают движение подачи с управлением по осям Z, Y. При движении режущих кромок по криволинейной траектории (+Z, +/) режущие кромки формируют галтель радиусом Г2 (фиг. 2). При достижении точки В контура
СП
со со
со
(фиг. 2) осуществляют поворот фрезы на Следующую строку фрезерования (угол а при управлении по трем координатным осям, Причем величину угла поворота фрезы на-, значаюг, исходя из заданной высоты остаточной неровности на границе строк фрезерования и при обратном ходе фрезы формируют галтельный переход на данной стро- це фрезерования. Далее цикл повторяется Последовательно до полного формирования Ьалтельного перехода по всему контуру внутренней полости. При этом, в зависимости IDT величины припуска обработку осуществ- |г1яют за один или несколько рабочих ходов, последовательно обходя строчками весь контур галтельного перехода по периметру патрубка.
При выборе фрезы учитываются следующие соотношения. Длину режущих кромок
фрезы выбирают из соотношения ,
где Rfp - радиус, на котором расположены режущие кромки; / го+Г1,2, где го - радиус оправки. Г,2 - радиус зон перехода в диаметральной плоскости детали, R g - радиус корпуса фрезы. Угол ф определяют как угол между биссектрисой угла при вершине , режущих кромок и касательной к поверхности в зоны перехода в начальной точке контура. Угол ф выбирают из соотношения
-(-, где ,
мини мальные значения углов между касатель- : ными в точках контура и боковыми сторо- ; нами режущих кромок. При этом аиии+Рии 180-(а,+р;)80°, где а,- и Р; - текущие значения углов между касательными в точках контура и боковыми сторонами режущих кромок.
Формула изобретения Способ обработки пространственной поверхности детали, при котором фрезу перемещают по криволинейной траектории строч- ками, отличающийся тем, что, с целью рас- щирения технологических возможностей за счет обработки внутренних пространственных поверхностей зон перехода с постоянным или переменным радиусом кривизны, для обработки берут фрезу, длину / режущих кромок которой выбирают из соотношения fj. ,
51Пф
где Rff,- радиус фрезы по режущим кромкам; RH - радиус корпуса фрезы;
Ф - угол между биссектрисой при вершине угла режущих кромок и касательной к обрабатываемой поверхности в начальной точке контура;
при этом радиус фрезы и угол ф определяют из условий
Го.+ Г(1,2).
,
где Го - радиус оправки фрезы; 12)-радиусы зон контура перехода в диаметральной плоскости детали
минимальные значения углов между касательными в точках контура и боковыми сторонами режущих кромок, определяемыми из условия
отсутствия подрезания контура, причем р«и 90°-б, где 5 - угол при вершине режущих кромок, который выбирают из условия (а,-+р,-К80°,
где а,- и р, - текущие значения углов между касательными в точках контура и боковыми сторонами режущих кромок.
ФигЛ
Реферат
Изобретение относится к обработке металлов резанием и может быть использовано при обработке поверхностей деталей с зонами перехода по внутренним полостям типа галтельных переходов нерадиально расположенных патрубков сосудов высокого давления. Цель изобретения - расширение технологических возможностей за счет обработки внутренних пространственных поверхностей зон перехода с постоянным или переменным радиусом кривизны. Фрезу вводят в полость патрубка до касания с поверхностью внутренней полости патрубка в начальной точке радиуса галтельного перехода. При перемещении фрезы по криволинейной траектории формируют галтель. Для обработки берут фрезу с длиной режущих кромок, которую выбирают из соотношения, учитывающего радиусы фрезы и корпуса, угол между биссектрисой угла при вершине режущих кромок и касательной к поверхности в зоне перехода в начальной точке контура поверхности. При выборе угла при вершине режущих кромок учитываются определенные соотношения между этим углом, углами между касательными в точках контура и боковыми режущими кромками фрезы, углом при вершине режущих кромок. Для повышения производительности обработку ведут при прямом и обратном ходах. Для уменьшения фрезу могут перемещать по винтовой линии. 3 ил.
Формула
Комментарии