Способ механической обработки коленчатых валов и устройство для реализации способа - RU2412024C2
Код документа: RU2412024C2
Чертежи





Описание
Настоящее изобретение относится к способу механической обработки коленчатых валов, при котором предусматривается последовательное или одновременное проведение механической обработки шатунной шейки коленчатого вала (ширина подшипника) и маслоотражательного гребня, и с этой целью используют дисковую наружную фрезу, снабженную несколькими режущими инструментами, одну часть которой используют для механической обработки поверхности под подшипник коленчатого вала и вторую часть используют для механической обработки маслоотражательного гребня, расположенного рядом с поверхностью шатунной шейки коленчатого вала. Настоящее изобретение дополнительно относится к устройству для реализации способа путем использования дисковой наружной фрезы, которая снабжена тангенциально и фронтально зафиксированными режущими пластинами по своей внешней периферии.
Механическая обработка коленчатого вала является сложным процессом, так как ввиду его длины коленчатый вал является нестабильной деталью, имеющей эксцентрические вращательно симметричные поверхности, при этом механической обработке подлежат поверхности шатунных шеек коленчатого вала и поверхности щек коленчатого вала, включая маслоотражательный гребень. С учетом существующего уровня техники механической обработки коленчатых валов было предложено несколько способов, таких как токарная обработка, внутреннее фрезерование, протягивание на токарном станке, токарная обработка/протягивание на токарном станке или наружное фрезерование, при этом из указанных способов обработки часто используют наружное фрезерование. С целью обеспечения экономичного крупносерийного производства коленчатых валов при сокращении времени машинной обработки в патенте ЕР 0830228 [US 6,374,472] предложен способ фрезерования, в котором, например, механическую обработку проводят с использованием наружной фрезы при скоростях резания, превышающих 160 м/мин, глубинах резания в пределах от 0,1 мм до 0,3 мм и при небольшой длине дуги резания наружной фрезы, оснащенной режущими пластинами. Для механической обработки шатунных шеек коленчатого вала используют тангенциально зафиксированные режущие пластины с положительным передним углом. Такое высокоскоростное фрезерование коленчатых валов обладает существенными стоимостными преимуществами, т.к. оно позволяет значительно сократить время механической обработки коленчатых валов. Тем не менее, важное значение имеют дополнительные факторы (не рассматриваются в данном описании) в отношении стоимости механической обработки, а именно: износостойкость режущих пластин, определяющая срок службы кромок инструмента, и производственный цикл инструмента, т.е. последовательность различных этапов резания и количество кромок инструмента, работающих на каждом этапе резания.
В соответствии со способами известного уровня техники поверхности шатунных шеек коленчатого вала (ширина подшипника) и маслоотражательного гребня обрабатывают с помощью последовательных режущих инструментов, при этом производится один проход при каждой подаче инструмента в зависимости от колена коленчатого вала. Тем не менее, в ряде случаев получаемый радиус закругления меньше, чем размер маслоотражательного гребня, что приводит к большей максимальной глубине резания в определенных зонах резания, в результате чего соответственно имеет место сильный износ режущих пластин, о которых идет речь. Чрезмерное нагружение кромок инструмента (режущих кромок) отдельных режущих пластин приводит к выводу из строя такой режущей пластины, в результате чего возникает необходимость замены инструмента независимо от степени износа кромок инструмента других режущих пластин, что существенно влияет на производственный цикл и, таким образом, на стоимость механической обработки одного коленчатого вала.
Таким образом, целью настоящего изобретения является создание устройства и способа, при котором усилия резания снижены до минимума с целью экономного использования фронтально зафиксированных режущих пластин.
Указанная цель достигается с помощью способа по п.1 и устройства по п.3.
В соответствии с настоящим изобретением угол атаки κ для режущих инструментов, предназначенных для механической обработки маслоотражательного гребня, выбирают в зависимости от фактического размера и эффективной глубины резания hmax в отношении каждой режущей пластины, ограниченной предварительно задаваемым максимальным значением. В этой целью фронтально зафиксированные режущие пластины установлены в инструментальных кассетах, например, для обеспечения регулировки угла атаки.
В соответствии с одним примером осуществления способа настоящего изобретения с целью дополнительного уменьшения эффективной глубины резания увеличивают количество режущих инструментов для механической обработки маслоотражательного гребня, предпочтительно удваивают, что позволяет в два раза уменьшить эффективную максимальную глубину резания.
Преимущества указанного способа и устройства заключаются в увеличении срока эксплуатации инструментов и сокращении стоимости с целью сокращения до минимума издержек на произведенную единицу изделия. Процесс фрезерования может быть надежно задан независимо от размеров, и, в частности, эффективные глубины снимаемого слоя отдельными инструментами могут быть адаптированы друг к другу таким образом, чтобы обеспечивалось создание равномерной нагрузки на инструменты на опоре, т.е. на дисковую наружную фрезу. В целом, весь процесс резания оптимизирован в отношении требований, определяемых обрабатываемым коленчатым валом. В частности, фронтальные режущие пластины, используемые для формирования маслоотражательного гребня, могут быть установлены в инструментодержателе и отрегулированы в нем таким образом, чтобы обеспечивалось достижение предварительно заданного значения hmax eff при каждой операции резания в зависимости от фактического размера коленчатого вала при угле атаки. При увеличении количества активных режущих кромок инструмента для механической обработки маслоотражательного гребня соответственно может быть сокращена до минимума эффективная ширина резания. В тех зонах, в которых фронтально зафиксированная режущая пластина уже достигла малого эффективного размера hmax в результате угла атаки, не требуются дополнительные режущие кромки инструмента.
Стоимость инструмента состоит из нескольких компонентов. Указанные компоненты, в частности, включают стоимость инструмента, которая кроме определенной стоимости изготовления определяется сроком эксплуатации. Указанные компоненты также включают длительность механической обработки и стоимость переустановки инструментов. Индексируемые (многогранные) режущие пластины снабжены несколькими используемыми режущими кромками инструмента, тем не менее, их количество ограничено конструкцией. В частности, количество используемых режущих кромок в режущей пластине вышеописанного типа ограничено четырьмя.
С целью обеспечения расширения возможностей механической обработки за счет формы режущей кромки предусматривается создание фронтально фиксируемой режущей пластины, в которой, как минимум, одна пара режущих кромок имеет ступенчатую форму, имеющую две выпуклые секции, между которыми расположена вогнутая секция, при этом значение углового размера внешней выпуклой секции составляет 180°.
В результате такой формы режущей кромки обеспечивается обработка ступенчатых форм, таких как маслоотражательный гребень коленчатого вала, а также одновременно могут быть созданы поверхности боковых стенок, маслоотражательного гребня и угол шейки шатуна, т.е. кольцевая канавка.
Ниже приведено описание усовершенствованного варианта режущей пластины.
Каждые две пары режущих кромок предпочтительно имеют ступенчатую форму таким образом, чтобы при повороте режущей пластины на 180° она являлась осесимметричной вокруг поперечной оси или зеркально-симметричной по отношению к диаметральной плоскости. Благодаря этому образуются в общем количестве четыре конгруэнтные режущие кромки, которые могут быть последовательно использованы.
Для стабилизации режущих кромок вдоль режущей кромки создан скос, предпочтительно ориентированный под (отрицательным) углом скоса -15°, и (или) ширина скоса составляет 0,1-0,2 мм.
Используемый угол механической обработки, в частности, угол механической обработки, смежный со скосом, составляет 0°-20° и предпочтительно выбран положительным в размере 10°.
Для создания более эффективной опоры режущей пластины в инструментальном гнезде в каждом случае режущая пластина имеет плоские боковые поверхности в своей центральной части, перпендикулярные плоским торцам.
Как указывалось выше, радиус кривизны режущей кромки может быть выбран таким, чтобы при использовании указанной режущей кромки обеспечивалась обработка ступенчатой формы с требуемыми окончательными размерами при проведении одной операции. В частности, для механической обработки коленчатого вала с этой целью радиус кривизны выбирают таким образом, чтобы он составлял 1,5±0,1 мм в вогнутой зоне режущей кромки, 1,5±0,1 мм на одной стороне в выпуклой зоне режущей кромки и 1,4±0,1 мм на другой стороне. Тем не менее, в соответствии с настоящим изобретением могут быть использованы другие радиусы кривизны режущих кромок.
Аналогичным образом может быть предпочтительно выбрана конструкция режущей пластины, в которой касательная к обеим выпуклым зонам определяет угол в 35°±5° с торцом.
В соответствии с дополнительным усовершенствованным вариантом изобретения зона режущей кромки, составляющая 180°, сходится со смежным торцом через линейный элемент режущей кромки, при этом указанный линейный элемент режущей кромки образует с торцом угол ≤5°.
Наконец, в соответствии с одной предпочтительной конструкцией настоящего изобретения выпуклые и вогнутые секции режущей кромки наклонены под углом до 20°, предпочтительно 10°, по отношению к продольной центральной оси режущей пластины.
Дополнительные примеры осуществления настоящего изобретения и его преимущества очевидны из приведенного ниже описания со ссылками на прилагаемые чертежи, на которых:
ФИГ.1 - схематический чертеж коленчатого вала частично в разрезе в сочетании с двумя обрабатывающими инструментами;
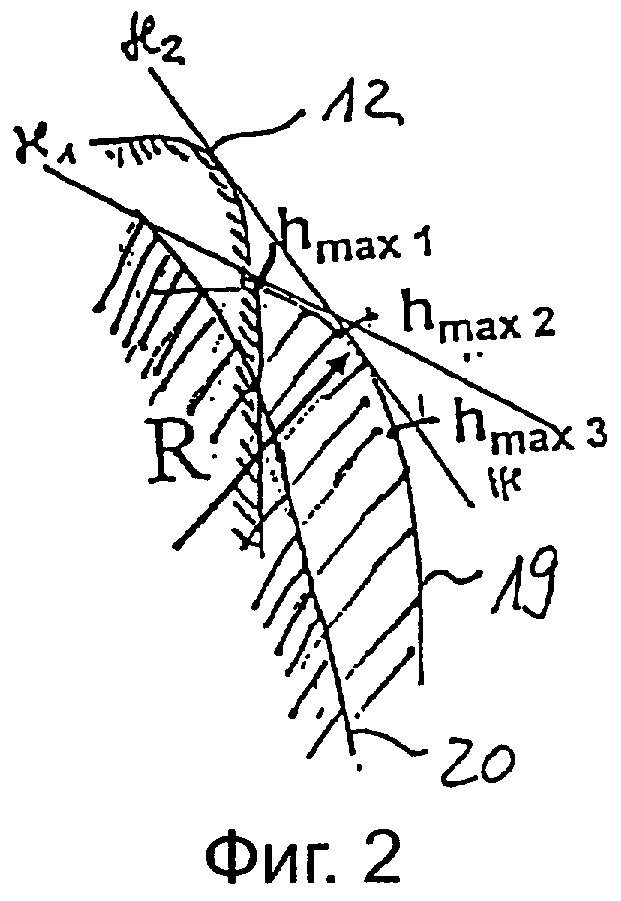
ФИГ.2 - вид в разрезе коленчатого вала, показывающий его первоначальную форму, форму, которую предстоит достичь после обработки и влияние угла атаки на эффективную глубину резания;
ФИГ.3 - размер или глубина резания в зависимости от угла атаки;
ФИГ.4 - дополнительная иллюстрация оптимизированного контура в соответствии с настоящим изобретением;
ФИГ.5 - вид сверху фронтально установленной режущей пластины;
ФИГ.6 - вид сбоку (при виде сверху профилей режущих кромок) режущей пластины на ФИГ.5;
ФИГ.7 - увеличенный вид профиля режущей кромки режущей пластины;
ФИГ.8 - вид в частичном разрезе зоны режущей кромки режущей пластины и
ФИГ.9 - вид сбоку дополнительной режущей пластины.
Известны дисковые наружные фрезы предшествующего уровня техники, на внешней периферийной части которых тангенциально и радиально установлены режущие инструменты, которые в каждом случае могут быть использованы для обработки поверхности шейки шатуна коленчатого вала и маслоотражательного гребня, включая смежную поверхность боковой стенки, или кольцевую канавку.
В соответствии с известным уровнем техники фрезы использовали для проведения различных операций резания, при этом при осуществлении каждой операции резания наружную фрезу, ось вращения которой параллельна вращательной и продольной оси коленчатого вала, радиально подводят к участку механической обработки в направлении коленчатого вала. Производится вращение как коленчатого вала, так и наружной фрезы, и скорость вращения фрезы намного выше, чем скорость вращения коленчатого вала. В процессе механической обработки направления вращения коленчатого вала и фрезы предпочтительно совпадают. Вся поверхность шейки шатуна коленчатого вала или всего маслоотражательного гребня может быть механически обработана в процессе одной операции фрезерования в результате различных скоростей вращения.
На ФИГ.1 показан вид в частичном разрезе коленчатого вала с тремя режущими пластинами, из которых режущие пластины 9 и 10 со своей активной основной режущей кромкой инструмента 11 определяют форму радиуса закругления 12 и боковой поверхности 13. На ФИГ.1 также показана режущая пластина 14, используемая для обработки поверхности боковых стенок 15 и радиуса закругления 16 маслоотражательного гребня. Режущие пластины 9, 10 и 14 расположены рядом с дополнительными соответствующим образом сконструированными режущими инструментами на наружной фрезе, которая расположена таким образом, чтобы обеспечивалась ее аксиальная подвижность в направлении двойной стрелки 17 и радиальная подвижность в направлении двойной стрелки 18. На ФИГ.2 показаны три налагающиеся друг на друга кривые, а именно: первая кривая, имеющая радиус закругления 12, вторая кривая 19, имеющая радиус закругления R и соответствующая создаваемому маслоотражательному гребню, и третья кривая 20, представляющая увеличенное поперечное сечение обрабатываемого коленчатого вала. В частности, в случаях, когда радиус закругления меньше размера маслоотражательного гребня, в отношении определенных зон резания автоматически требуется полное формирование максимальной глубины резания. На ФИГ.2 проиллюстрированы различные точки hmax1, hmax2 и hmax3, являющиеся эффективными значениями. В каждом случае в зависимости от касательного угла атаки κ1 или κ2 получают различную глубину резания Н. Это связано с тем фактом, что в противоположность ситуации в отношении линейной режущей кромки размер hmax варьируется в соответствии с углом атаки. На ФИГ.3 приведены соответствующие кривые, при этом изменение hmax в кривой 21 графически представлено как функция угла атаки κ. Вторая кривая 22 показывает размер, в каждом случае как функцию угла атаки режущих пластин.
Цель настоящего изобретения заключается в регулировании угла атаки режущих пластин при известном размере таким образом, чтобы достигалась равномерность эффективной глубины резания, т.е. чтобы исключались пиковые значения в определенных зонах резания. Как показано на ФИГ.2, в каждом случае различные углы атаки обязательно приводят к различным эффективным глубинам резания hmax. В соответствии с одним предпочтительным способом настоящего изобретения количество режущих кромок инструмента, т.е. количество режущих пластин, увеличено вдвое в местах, где достигается предварительно заданная глубина резания, таким образом, чтобы обеспечивалось снижение глубины резания в два раза для постоянной скорости подачи. В зонах, обозначенных hmax3 и hmax3a на ФИГ.2 и 4, минимальное количество режущих кромок инструмента является достаточным с учетом низкой нагрузки при резании.
Для определения величины отклонения Н, зависящей от секций поверхности, которые в каждом случае идут в радиальном направлении, т.е. перпендикулярно аксиальному направлению, используют радиус R кривой 19, показанной на ФИГ.2, определяющий значение hmax, присутствующее в данной точке, т.к. указанный радиус, а также размер известны до начала механической обработки, и за счет целевой регулировки угла атаки κ, в основном, может быть достигнута однородная глубина резания, колеблющаяся максимально в размере 30% в пределах предварительно заданного значения. Использование данного критерия позволяет избежать отдельных чрезмерных нагружений силы резания на дискретные режущие кромки, тем самым, обеспечивая увеличение срока службы всего комплекта режущих пластин, который определяется «слабым звеном».
Для получения формы в соответствии с кривой 23 также может быть использована режущая пластина 10, которая подвергается предварительному прессованию и спеканию, но не окончательной обработке. Инструмент 14, используемый для обработки резанием формы 19, обеспечивает подачу инструмента 10 вперед как в аксиальном, так и радиальном направлении таким образом, чтобы обеспечивалась заточка режущей пластины до достижения точной формы.
На ФИГ.5-8 проиллюстрирована режущая пластина, которая заменяет фронтально зафиксированные режущие пластины 10 и 14, т.к. ввиду ее ступенчатых режущих кромок режущая пластина обеспечивает обработку резанием всей формы поверхности боковой стенки и маслоотражательного гребня до радиуса закругления 12, при этом при ее подаче в радиальном направлении. Также могут быть выполнены кольцевые канавки путем поворота режущей пластины на 180°.
Режущая пластина, проиллюстрированная на ФИГ.5-8, имеет две параллельные плоские торцевые поверхности 110, 111, через которые проходит сквозное отверстие 112. Указанное сквозное отверстие предназначено для установки в нем монтажного болта, с помощью которого производится радиальное, т.е. фронтальное крепление режущей пластины к дисковой фрезе. Торцевые поверхности 110, 111 сходятся в закругленные концевые кромки у своих более коротких кромок, при этом каждая из них разграничена в боковом направлении режущими кромками. Режущие кромки имеют ступенчатую форму и состоят из двух выпуклых секций 113 и 114 режущих кромок и вогнутой секции 15 [sic; 115] режущей кромки, расположенной между ними. Радиусы R1 и R3 для выпуклых секций режущих кромок могут быть равными, например, 1,5 мм или могут быть различными. Это же может быть применимо в отношении радиуса R2 вогнутой секции режущей кромки.
Режущая пластина имеет скос 116, идущий вдоль секций 113-115 режущей кромки. Указанный скос наклонен под углом скоса в размере -15°. Угол машинной обработки b, также показанный на ФИГ.8, составляет +10°. Ширина скоса составляет, например, 0,15 мм.
В центральной зоне выполнены плоские боковые поверхности 117, 118, каждая из которых перпендикулярна плоским торцевым поверхностям 110 и 111.
В специальной форме, показанной на чертежах, общая касательная 119 выпуклых секций 113 и 114 режущей кромки определяет угол, составляющий приблизительно 35° с соответствующей торцевой поверхностью 110, 111. Кроме того, на ФИГ.7 показана касательная 20 [sic; 120] к сужающемуся профилю секции 113 режущей кромки на переходе к соответствующей торцевой поверхности. Указанная касательная 120 определяет угол, составляющий приблизительно 4°, с торцевой поверхностью.
В соответствии с иллюстрацией на ФИГ.5 режущие кромки 113-115 наклонены под углом наклона c, предпочтительно составляющим менее или равным 10°, по отношению к продольной центральной оси 121 режущей пластины.
Режущая пластина имеет в целом четыре активно используемых режущих кромки, с помощью которых, в частности, могут быть механически обработаны ступенчатые формы маслоотражательного гребня либо используют сужающиеся профили 122 или 123 для получения формы поверхности боковой стенки в зависимости от направления фиксации режущей пластины.
Режущая пластина, показанная на ФИГ.9, отличается от режущей пластины, проиллюстрированной на ФИГ.5-8, в основном тем, что она является осесимметричной не по отношению к оси, а скорее по отношению к плоскости поперечного сечения 200. В результате этого образуется более длинная торцевая поверхность 210 и более короткая торцевая поверхность 211. Кроме того, для вогнутого радиуса R2', составляющего менее 0,5 мм, соответственно выбирают выпуклые радиусы R3' и R1', составляющие приблизительно 2,3 мм таким образом, чтобы они отличались для выполнения других целей резания.
Вышеописанная режущая пластина может иметь режущие профили и режущие направляющие элементы на обрабатывающей поверхности в форме углублений или выступов. Режущая пластина выполнена из твердого сплава или металлокерамического материала, на который выборочно может быть нанесено покрытие. Стандартные материалы для формирования покрытия включают карбиды, нитриды и оксиды металлов IVa-VIa групп, а также оксид алюминия, и, кроме того, может быть нанесено алмазное покрытие.
Реферат
Способ включает одновременное проведение механической обработки ширины шейки подшипника и маслоотражательного гребня, и с этой целью используют дисковую наружную фрезу, снабженную несколькими режущим пластинами, одну часть которой используют для обработки поверхности шатунной шейки коленчатого вала, вторую часть используют для обработки маслоотражательного гребня, расположенного рядом с поверхностью шатунной шейки коленчатого вала. Для увеличения срока эксплуатации инструмента и снижения себестоимости обработки угол атаки для режущих пластин, предназначенных для обработки маслоотражательного гребня, при котором эффективная глубина резания в отношении каждой режущей пластины ограничена предварительно задаваемым максимальным значением, выбирают в зависимости от фактического размера маслоотражательного гребня. Устройство для осуществления способа включает дисковую наружную фрезу, которая снабжена тангенциально и фронтально зафиксированными режущими пластинами по своей внешней периферии, и выполнено с возможностью регулирования угла атаки фронтально зафиксированных режущих пластин. 2 н. и 10 з.п. ф-лы, 9 ил.
Комментарии