Режущая вставка со структурой износостойкого покрытия с индикацией истирания и способ ее изготовления - RU2469819C2
Код документа: RU2469819C2
Чертежи












Описание
Уровень техники
[0002] Настоящее изобретение относится к покрытой режущей вставке со структурой износостойкого покрытия с индикацией истирания и к способу ее изготовления. В частности, изобретение относится к покрытой режущей вставке со структурой износостойкого покрытия с индикацией истирания посредством визуально контрастирующих цветов наружного покрывного слоя индикации истирания, который прилипает к слою покрытия из глинозема, а также к способу изготовления покрытой режущей вставки.
[0003] Фрезы и другие инструменты, используемые для снятия материала с обрабатываемой детали (например, при механической обработке обрабатываемой детали), иногда имеют одну или более режущих вставок. Каждая из этих режущих вставок обладает определенным ресурсом стойкости инструмента, так что время от времени оператор должен заменять использованные режущие вставки неиспользованными режущими вставками. Если режущая вставка имеет лишь одну режущую кромку, оператор выполнит полную замену режущей вставки. Что касается режущей вставки с несколькими режущими кромками, то когда используемая режущая кромка приблизится к концу своего полезного ресурса стойкости инструмента, оператор повернет режущую вставку на определенный угол, чтобы обнажить неиспользованную режущую кромку.
[0004] Для всей операции снятия материала возврат использованной режущей кромки в работу может оказаться пагубным. Поэтому была бы преимущественной легкая идентификация использованной режущей кромки, чтобы избежать возврата использованной режущей кромки в работу.
[0005] Известны структуры покрытия для режущих вставок, предназначенные для обнаружения использования конкретной режущей кромки. В этом отношении патент США №6682274 В2, выданный Вотч (Votsch) и соавторам, относится к покрытой режущей вставке со свойствами отображения истирания, в которой боковая поверхность или боковые поверхности предлагаемой режущей вставки имеет (имеют) изнашивающийся индикаторный слой, по цвету отличающийся от цвета поверхности или слоя под ним. Слой покрытия для индикации истирания не проходит на режущую кромку и является "достаточно чувствительным, так что даже краткосрочное использование прилегающей режущей кромки оставляет четкие следы на индикаторном слое", см. реферат.
[0006] В заявке на европейский патент №1757389 Аl, не публиковавшейся до 28 февраля 2007 года (эквивалент РСТ (РСТ WO 2006/067956), но на которой указана дата публикации 29 июня 2006 года), описывается устройство покрытия на поверхности режущего инструмента, которое содержит четыре основных слоя. Эти слои лежат в следующем порядке, если двигаться от опорной пластины: третий слой (у опорной пластины), первый слой, второй слой и четвертый слой. Первый слой находится под вторым слоем и содержит боронитрид титана (TiBN) или борооксинитрид титана (TiBNO). Второй слой «…реализован как одиночный слой или несколько слоев, по меньшей мере, из одного материала, выбранного из группы, состоящей из оксида алюминия, оксида циркония, оксида гафния и твердого раствора, включающего два или более из этих компонентов, и второй слой расположен непосредственно на первом слое покрытия». Третий слой находится между первым слоем и опорной пластиной и содержит TiC, TiN, TiCN, TiCNO, TiB2, TiBN, TiCBN, ZrC, ZrO2 HfC, HfN, TiAlN, AlCrN, CrN, VN, TiSiN, TiSiCN, AlTiCrN и TiAlCN. Четвертый слой представляет собой слой покрытия, который действует как слой покрытия, отображающий истирание, и может включать TiCNO и удаляется с режущей зоны струйной очисткой.
[0007] Компания Kennametal Inc., г.Латроб, штат Пенсильвания 15650, США, изготавливает и реализует промышленную известную покрытую режущую вставку. Эта известная покрытая режущая вставка имеет следующую структуру покрытия: базовый слой покрытия из нитрида титана на опорной пластине, слой покрытия из карбонитрида титана на слое покрытия из нитрида титана, связующий слой, который содержит Ti, Al, О, С и N на слое покрытия из карбонитрида титана и слой покрытия из альфа-глинозема на связующем слое. При изготовлении этой известной режущей вставки слой покрытия из нитрида титана/карбонитрида титана наносят на слой покрытия из альфа-глинозема, а затем удаляют струйной очисткой, и при этом слой покрытия из альфа-глинозема претерпевает сниженное растягивающее остаточное напряжение или сжимающее остаточное напряжение.
[0008] В патенте США №7153562, выданном Родмар (Rodmar) и соавторам, описывается покрытая режущая вставка, которая содержит слой из TiCON, и в которой наружный слой покрытия выполнен из карбонитрида титана.
[0009] В патенте США №6472060, выданном Раппи (Ruppi) и соавторам, а также в выданных родственных патентах - патенте США №6620498, выданном Раппи и соавторам, и патенте США №6652913, выданном Раппи и соавторам, описывается покрытая режущая вставка, которая содержит в структуре покрытия нанокристаллическое покрытие из Ti(C,N,0), нанесенное процессом среднетемпературного химического осаждения из газовой фазы (MTCVD-процессом) при температуре в пределах 700-900°С. См. столбец 2, строки 36-45.
[0010] В патенте США №6015614, выданном Раппи, описывается структура многослойного покрытия для режущей вставки, причем процесс включает стадию струйной обработки после покрытия. В патенте №6015614 показан слой α-Al2O3 со связующим слоем (Ti, Al) (C,O,N) на нем, а также однослойная или многослойная структура из TiN на связующем слое. См. примеры №№9 и 10 в таблице 3. Многослойная структура из TiN содержит чередующиеся слои из TiN и TiC. См. пример №8 в таблице 3. Патент №6015614 включает стадию струйной обработки поверхности покрытой вставки с использованием частиц Аl2О3 (320 меш, средний размер зерен 30 мкм). См. столбец 3, строку 66 - столбец 4, строка 3.
[0011] В патенте США №7192637, выданном Раппи и соавторам, описывается структура многослойного покрытия для режущей вставки. В патенте №7192637 показан слой α-Al2O3 со связующим слоем Ti(C,O,N) (или Ti(C,N) [см. столбец 2, строки 37-47]) на нем, а также слой TiN на связующем слое. См. столбец 4, строки 31-44. Есть структура покрытия TiCN/TiN на слое α-Al2O3. См. столбец 5, строки 1-3.
[0012] В патенте США №6379798, выданном Язаки (Yazaki), показан внутренний слой Аl2O3 с наружным слоем из карбонитрооксида титана. См. столбец 3, строки 8-20. При воздействии механического напряжения наружный слой снимается, обеспечивая свойства индикации истирания за счет контраста цветов. См. столбец 2, строки 9-38. Кроме того, в патенте США №7097901, выданном Ларссон (Larsson) и соавторам, описывается слой из TiCxNyOz на слое Al2O3 (см. столбец 4, строки 55-59), а в патенте США №7132153, выданном Закриссон (Zackrisson) и соавторам, описывается слой TiCxNyOz на слое Аl2O3 (см. столбец 4, строки 56-59).
[0013] В публикации заявки на патент США №US 2006/0177584 (Гейтс, мл., и соавторы) (переуступленной правопреемнику настоящей заявки на патент) описывается комбинированное покрытие из TiAlOCN/TiOCN. См. таблицу 8 (нагрев согласно изобретению №9). Однако эта связующая структура находится ниже слоя из глинозема так, что структура покрытия TiAlOCN/TiOCN является частью измененной структуры, которая находится между наружным покрытием из глинозема и внутренним слоем покрытия из TiCN.
[0014] В публикации заявки на патент США №US 2007/0128469 (Окада (Okada) и соавторы) представлено общее описание структуры покрытия, содержащей базовое покрытие, промежуточное покрытие и наружное покрытие. В этом отношении в абзацах [0013]-[0021], в частности, говорится.
[0013] Предлагаемая режущая вставка с покрытой поверхностью содержит: тело вставки, имеющее опорную пластину из цементированного карбида на основе карбида вольфрама, кермета (металлокерамики) или керамики на основе карбонитрида титана; и базовый слой, промежуточный слой и наружный слой, предусмотренные на поверхности тела вставки, в порядке от стороны тела вставки; причем режущая кромка образована в зоне линии пересечения кромки, где пересекаются передняя поверхность и боковая поверхность тела вставки, причем базовый слой и наружный слой выполнены из одного слоя или двух или более слоев, образованных из карбидов, нитридов, оксидов или боридов одного из металлов, выбранного из группы, состоящей из металлов группы IVa, металлов группы Va, металлов группы VIa периодической таблицы, алюминия и кремния или их комплексных соединений, а промежуточный слой образован, главным образом, из Аl2O3, причем наружный слой снимается, чтобы оставлять, в основном, промежуточный слой обнаженным на части поверхности тела вставки, включая, по меньшей мере, боковую поверхность и часть режущей кромки на стороне боковой поверхности зоны линии пересечения кромки, которая (зона) соединяется с боковой поверхностью, причем наружный слой остается, по меньшей мере, на части передней поверхности внутри границы с зоной линии пересечения кромки.
[0014] Наружный слой может сниматься так, чтобы оставлять, в основном, промежуточный слой обнаженным на боковой поверхности и всей зоне линии пересечения кромки.
[0015] Наружный слой может сниматься так, чтобы оставлять, в основном, промежуточный слой обнаженным от боковой поверхности до предела внутри передней поверхности от границы между зоной линии пересечения кромки и передней поверхностью.
[0016] Наружный слой может сниматься так, чтобы оставлять, в основном, промежуточный слой обнаженным в пределах до 2 мм внутри передней поверхности от границы между зоной линии пересечения кромки и передней поверхностью.
[0018] Базовый слой или наружный слой или оба могут иметь одиночный слой или два или более слоев, образованных из карбидов, нитридов, оксидов или боридов одного из металлов, выбранного из группы, состоящей из Ti, Zr, Hf, и Сr, которые выбраны из металлов группы IVa, металлов группы Va, металлов группы VIa периодической таблицы, алюминия и кремния или их комплексных соединений.
[0019] Промежуточный слой может представлять собой слой, который содержит Аl2О3 содержанием 80 об.% или выше.
[0020] На боковой поверхности части режущей кромки на стороне боковой поверхности промежуточный слой может быть обнаженным на 70% или более площади поверхности.
[0021] Наружный слой может удаляться мокрой струйно-абразивной обработкой поверхности.
Кроме того, в публикации заявки на патент США №US 2007/0128469 (Окада и соавторы) представлены разные способы мокрой струйно-абразивной обработки поверхности для удаления части покрытия с режущей вставки с нанесенным покрытием. См. абзацы [0029]-[0033].
[0015] В патенте США №5372873, выданном Йошимура (Yoshimura) и соавторам, описываются преимущества дробеструйной нагартовки режущей вставки с нанесенным покрытием. Дробеструйная нагартовка может превратить растягивающие напряжения в сжимающие напряжения. Дробеструйная нагартовка может быть локализованной так, чтобы выбранные поверхности имели выбранные напряженные состояния. См. столбец 6, строки 32-52. Соответствующая структура покрытия содержит глинозем, на котором находится слой из карбонитрида титана, на котором в свою очередь находится слой из нитрида титана. См. столбец 8, строки 4-10; испытания 5-8 и 13-16 в таблице 2. Патент №5372873 технически перекликается со следующими патентами: патент США №5576093, выданный Йошимура и соавторам, патент США №5374471, выданный Йошимура и соавторам, и патент США №5681651, выданный Йошимура и соавторам.
[0016] В патенте США №6884496, выданном Вестфаль (Westphal) и соавторам, описываются основные преимущества сухой струйно-абразивной обработки поверхности режущей вставки с нанесенным покрытием, при которой происходит повышение сжимающего напряжения. См. столбец 2, строки 42-67. В патенте США №4674365, выданном Рид (Reed), описывается механическая обработка. В патенте США №5861210, выданном Ленандер (Lenander) и соавторам, в котором описывается слой TiCxNyOz на глиноземе (см. столбец 2, строки 30-43), описывается изменение параметров струйно-абразивной обработки (см. пример 1, столбец 4, строка 48 - столбец 5, строка 11) для достижения разных результатов.
[0017] В публикации заявки на патент США №US2006/0257690 (Бьернмандер (Bjormander) (европейская коллега - заявка на европейский патент №1717348 А2) описывается вставка режущего инструмента с нанесенным покрытием, у которой последующей обработкой (предпочтительно, струйно-абразивной обработкой или щеткой) удаляют наружный слой покрытия на линии кромки и на передней поверхности.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0018] В соответствии с одним вариантом осуществления настоящего изобретения, предлагается режущая вставка с покрытием, предназначенная для использования в операции снятия материала со стружкообразованием, причем режущая вставка с покрытием содержит опорную пластину, которая имеет боковую поверхность и переднюю поверхность, причем боковая поверхность пересекает переднюю поверхность с образованием в пересечении режущей кромки. Имеется структура износостойкого покрытия, которая сцепляется, по меньшей мере, с частью опорной пластины. Структура износостойкого покрытия содержит один или более слоев покрытия из одного или более из следующих материалов: глинозем, оксид гафния и диоксид циркония. Имеется покрытие, отображающее истирание, которое сцепляется, по меньшей мере, с частью структуры износостойкого покрытия. Покрытие, отображающее истирание, содержит M(OxCyNz), где М выбирают из группы, состоящей из одного или более из следующих материалов: титан, гафний, цирконий, хром, сплав титана и алюминия, сплав гафния и алюминия, сплав циркония и алюминия, хромоалюминиевый сплав, и их сплавы, а х>0, y≥0, z≥0 и y+z>0.
[0019] В соответствии с другим вариантом осуществления настоящего изобретения, предлагается режущая вставка с покрытием, предназначенная для использования в операции снятия материала со стружкообразованием. Режущая вставка с покрытием содержит опорную пластину, которая имеет боковую поверхность и переднюю поверхность, причем боковая поверхность пересекает переднюю поверхность с образованием в пересечении режущей кромки. Структура износостойкого покрытия сцепляется, по меньшей мере, с частью опорной пластины, причем структура износостойкого покрытия содержит один или более слоев покрытия из одного или более из следующих материалов: глинозем, оксид гафния и диоксид циркония, а структура износостойкого покрытия проявляет сжимающее остаточное напряжение. Покрытие, отображающее истирание, сцепляется, по меньшей мере, с частью структуры износостойкого покрытия. Покрытие, отображающее истирание, содержит M(OxCyNz), где М выбирают из группы, состоящей из одного или более из следующих материалов: титан, гафний, цирконий, хром, сплав титана и алюминия, сплав гафния и алюминия, сплав циркония и алюминия, хромоалюминиевый сплав, и их сплавы, а х>0, y≥0, z≥0 и y+z>0. После использования покрытие, отображающее истирание, проявляет воспринимаемую визуально цветовую индикацию использования.
[0020] В соответствии с еще одним вариантом осуществления настоящего изобретения, предлагается режущая вставка с покрытием, предназначенная для использования в операции снятия материала со стружкообразованием. Режущая вставка с покрытием содержит опорную пластину, которая имеет боковую поверхность и переднюю поверхность, причем боковая поверхность пересекает переднюю поверхность с образованием в пересечении режущей кромки. Имеется структура износостойкого покрытия, которая сцепляется, по меньшей мере, с частью опорной пластины, причем структура износостойкого покрытия содержит один или более слоев покрытия из одного или более из следующих материалов: глинозем, оксид гафния и диоксид циркония. Имеется первое покрытие, отображающее истирание, которое сцепляется, по меньшей мере, с частью структуры износостойкого покрытия на передней поверхности, причем первое покрытие, отображающее истирание, имеет первый визуально воспринимаемый цвет. Имеется второе покрытие, отображающее истирание, которое сцепляется, по меньшей мере, с частью структуры износостойкого покрытия на боковой поверхности, причем второе покрытие, отображающее истирание, имеет второй визуально воспринимаемый цвет.
[0021] В соответствии с еще одним вариантом осуществления настоящего изобретения, предлагается способ изготовления режущей вставки с индикацией истирания, включающий следующие этапы, на которых наносят на опорную пластину наружный слой покрытия из глинозема; наносят на слой покрытия из глинозема свежеосажденный слой покрытия, не отображающий истирание; и обрабатывают слой покрытия, не отображающий истирание для его превращения в слой покрытия, отображающий истирание.
[0022] В соответствии с еще одним вариантом осуществления настоящего изобретения, предлагается способ изготовления режущей вставки с покрытием, отображающим истирание, включающий следующие этапы, на которых: наносят на опорную пластину наружный слой покрытия из глинозема; наносят структуру покрытия, отображающую истирание на слой покрытия из глинозема, причем структура покрытия, отображающая истирание, имеет наружный слой покрытия, отображающий истирание, имеющий первую толщину; и обрабатывают структуру покрытия, отображающую истирание для частичного удаления слоя покрытия, отображающего истирание, причем наружный слой покрытия, отображающий истирание, имеет вторую толщину, и первая толщина превышает вторую толщину.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0023] Ниже приводится краткое описание чертежей, которые являются неотъемлемой частью настоящей заявки на патент.
[0024] Фиг.1А представляет собой вид в изометрии одного конкретного варианта осуществления предлагаемой режущей вставки с покрытием в неиспользованном состоянии.
[0025] Фиг.1В представляет собой вид в изометрии одного конкретного варианта осуществления предлагаемой режущей вставки с покрытием в использованном состоянии, в котором вызванное износом удаление верхнего слоя покрытия представляет визуально воспринимаемую индикацию использования на передней поверхности.
[0026] Фиг.2 представляет собой схематичный вид конкретной структуры покрытия на поверхности опорной пластины, причем верхние слои покрытия нанесены в соответствии с параметрами процесса в таблице 1 настоящего описания.
[0027] Фиг.3 представляет собой черно-белый микрофотоснимок, полученный методом растровой электронной микроскопии (РЭМ) в обратнорассеянном режиме (масштаб 10 микрометров), структуры покрытия для одного конкретного варианта осуществления режущей вставки с покрытием, на котором видны опорная пластина, слой покрытия из карбонитрида титана, связующий слой покрытия, слой покрытия из глинозема, промежуточный слой покрытия из TiAlOCN и верхний слой покрытия из оксикарбонитрида титана.
[0028] Фиг.4А представляет собой микрофотоснимок, полученный методом РЭМ (масштаб 20 микрометров), морфологии поверхности конкретного варианта осуществления режущей вставки с наружным слоем покрытия из оксикарбонитрида титана до выполнения струйно-абразивной обработки после нанесения покрытия.
[0029] Фиг.4В представляет собой микрофотоснимок, полученный методом РЭМ (масштаб 20 микрометров), морфологии поверхности конкретного варианта осуществления режущей вставки с наружным слоем покрытия из оксикарбонитрида титана после выполнения струйно-абразивной обработки после нанесения покрытия.
[0030] Фиг.5А представляет собой столбчатую диаграмму, на которой показана величина сжимающего напряжения, измеренного методом дифракции рентгеновских лучей в покрытии из глинозема, для двух образцов известной режущей вставки с покрытием, на которой два образца показаны заштрихованным и точечным, а среднее сжимающее напряжение не помечено.
[0031] Фиг.5В представляет собой столбчатую диаграмму, на которой показана величина сжимающего напряжения (после струйно-абразивной обработки после нанесения покрытия), измеренного методом дифракции рентгеновских лучей в покрытии из глинозема, для двух образцов предлагаемой режущей вставки с покрытием, на которой два образца показаны заштрихованным и точечным, а среднее сжимающее напряжение не помечено.
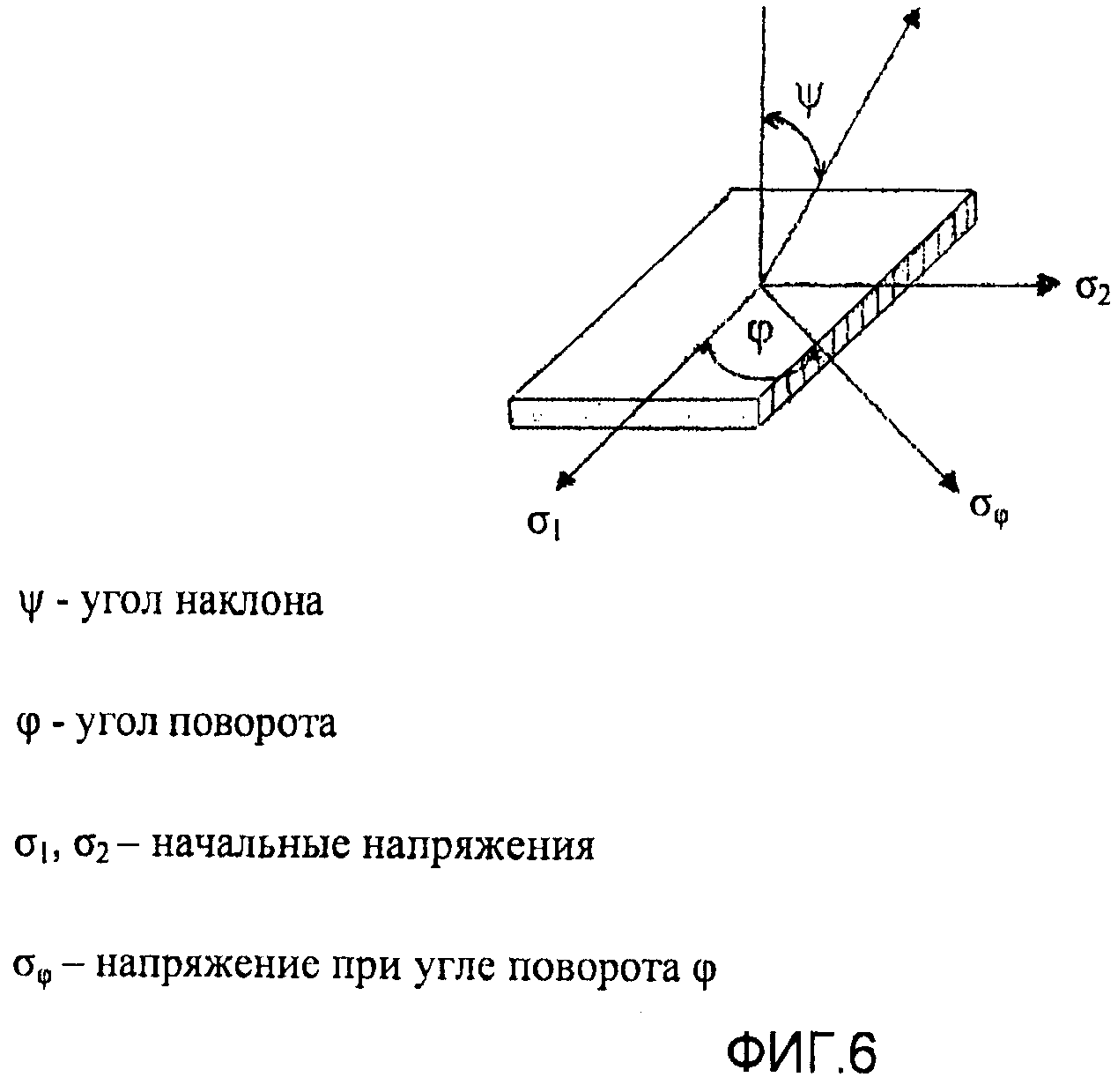
[0032] Фиг.6 - это чертеж, который иллюстрирует метод углов наклона ψ измерения напряжения в слое покрытия из глинозема.
[0033] Фиг.7 представляет собой вид в изометрии одного конкретного варианта осуществления предлагаемой режущей вставки с покрытием, в котором передняя поверхность имеет один визуально воспринимаемый цвет, а боковые поверхности имеют другой визуально воспринимаемый цвет.
[0034] Фиг.7А представляет собой вид в изометрии одного конкретного варианта осуществления предлагаемой режущей вставки с покрытием, в котором передняя поверхность имеет один визуально воспринимаемый цвет (например, золотой цвет), а боковые поверхности имеют другой визуально воспринимаемый цвет (например, бронзовый цвет).
[0035] Фиг.8 представляет собой схематичный вид одной конкретной структуры покрытия на передней поверхности опорной пластины, показанной на фиг.7.
[0036] Фиг.9 представляет собой схематичный вид одной конкретной структуры покрытия на боковой поверхности опорной пластины, показанной на фиг.7.
[0037] Фиг.10 представляет собой схематичный вид одной конкретной структуры покрытия на поверхности опорной пластины, причем структура покрытия не подвергалась обработке.
[0038] Фиг.11 представляет собой схематичный вид конкретной структуры покрытия, показанной на фиг.10, после того, как структура покрытия подверглась обработке поверхности.
ПОДРОБНОЕ ОПИСАНИЕ
[0039] Фиг.1А и 1В иллюстрируют режущую вставку, обозначенную, в общем, позицией 20. Режущая вставка 20 используется в операции снятия материала со стружкообразованием, в которой режущая вставка удаляет материал с обрабатываемой детали. Что касается структуры режущей вставки, режущая вставка 20 имеет множество боковых поверхностей 22 и переднюю поверхность 24, причем имеется режущая кромка 26 на соединении каждой боковой поверхности 22 и передней поверхности 24. Таким образом, режущая вставка 20 имеет множество режущих кромок. Кроме того, режущая вставка 20 имеет центральное отверстие 28, предназначенное для прикрепления режущей вставки к державке.
[0040] Как отмечалось выше, изобретение относится к режущей вставке с покрытием 20 со структурой износостойкого покрытия, которое обеспечивает индикацию истирания посредством визуально контрастирующих цветов наружного слоя отображающего истирание покрытия, который функционально сцепляется со слоем покрытия из глинозема. Сравнение передних поверхностей режущих вставок с покрытием на Фиг.1А и 1В показывает, как режущая вставка обеспечивает индикацию истирания. Следует понимать, что структура износостойкого покрытия может отображать истирание и на боковой поверхности режущей вставки.
[0041] Фиг.1А иллюстрирует режущую вставку 20 в неиспользованном состоянии, а фиг.1В иллюстрирует режущую вставку 20 в использованном состоянии. В неиспользованном состоянии наружная поверхность режущей вставки по внешнему виду является практически однородной или сходной. На протяжении операции снятия материала со стружкообразованием стружка материала обрабатываемой детали проходит по поверхностям режущей вставки так, что, например, верхний слой покрытия стирается и обнажает нижележащий слой покрытия из глинозема. Между верхним слоем покрытия и слоем покрытия из глинозема имеется визуально воспринимаемый цветовой контраст, благодаря чему в зонах истирания воспринимается более темный глинозем в контрасте с неизношенными (или менее изношенными) зонами. Кроме того, верхний слой покрытия может визуально отображать использование изменением цвета, вызванным термическим окислением: между окислившимся верхним слоем покрытия и не окислившимся верхним слоем покрытия есть контраст цвета. Кроме того, верхний слой покрытия может визуально отображать использование прилипанием или нарастанием материала обрабатываемой детали на режущей вставке, при котором между наросшим материалом обрабатываемой детали и верхним слоем покрытия есть контраст цвета. На фиг.1В визуально воспринимаемая зона, которая отображает использование, которая может быть изношенной зоной, термически окислившейся зоной или зоной с наросшим материалом обрабатываемой детали, обозначена позицией 30. Таким образом, оператор может взглянуть на режущую вставку и отличить использованную режущую кромку (кромки) от неиспользованной режущей кромки (кромок).
[0042] Фиг.2 представляет собой схематичный вид конкретного варианта осуществления предлагаемой структуры покрытия химическим осаждением из газовой фазы на поверхность 42 опорной пластины 40 с использованием процесса, описанного в таблице 1 ниже. В таблице 1 в столбце под названием «Материалы» представлены материалы слоя покрытия, в столбце под названием «Температурный диапазон» - пределы температуры (или температура) в градусах Цельсия (°С) на технологической стадии осаждения соответствующего слоя покрытия, в столбце под названием «Пределы давления» - пределы давления в миллибарах (мбар) на технологической стадии осаждения соответствующего слоя покрытия, в столбце под названием «Общее время» - общая продолжительность в минутах на технологической стадии осаждения соответствующего слоя покрытия, а в столбце под названием «Присутствующие газы» указаны газы, которые присутствовали в одно или другое время на технологической стадии осаждения соответствующего слоя покрытия.
Опорная пластина со слоем покрытия из α-Аl2О3 на ней.
[0043] Опорные пластины могут изготавливаться из цементированных карбидов, карбидов, керамики и металлокерамики. Типичным цементированным карбидом является цементированный карбид (кобальта) вольфрама, содержание кобальта в котором составляет примерно от 0,2 массовых процентов примерно до 15 массовых процентов. В случае цементированного карбида (кобальта) вольфрама некоторые из опорных пластин могут иметь зону обогащения связующего материала, начинающуюся и проходящую вовнутрь от поверхности опорной пластины. Кроме того, опорная пластина из цементированного карбида может иметь следующие элементы и (или) их соединения: титан, ниобий, ванадий, тантал, хром, цирконий и (или) гафний. Если опорная пластина изготовлена из карбида, связующий сплав (например, кобальт) отсутствует.
[0044] Керамические опорные пластины содержат керамику на основе нитрида кремния, керамику на основе SiAlON, керамику на основе карбонитрида титана, керамику на основе диборида титана, керамику на основе глинозема и керамику на основе оксинитрида алюминия. Металлокерамические опорные пластины содержат металлокерамику, которая имеет никель-кобальтовое связующее и высокое содержание титана и могла бы дополнительно содержать карбид вольфрама, карбид титана и азот.
[0045] Что касается конкретного варианта осуществления, показанного на фиг.2, структура покрытия (см. скобку 44) представляет собой обычную часть, нанесенную химическим осаждением из газовой фазы, причем указанная известная часть содержит:
(A) базовый слой 46 покрытия из нитрида титана, который имеет толщину в пределах между более 0 и примерно 1 микрометром, альтернативно, между более 0 и примерно 0,5 микрометра, нанесенный на поверхность 42 опорной пластины 40;
(B) слой 48 покрытия из карбонитрида титана, нанесенный на слой 46 покрытия из нитрида титана, причем слой покрытия из карбонитрида титана имеет толщину в пределах между примерно 1 микрометром и примерно 20 микрометрами, альтернативно, между примерно 2 микрометрами и примерно 15 микрометрами, и, альтернативно, между примерно 2 микрометрами и примерно 10 микрометрами;
(C) связующий слой 50 покрытия, который содержит Ti, Al, О, С и N (а также некоторый нанесенный химическим осаждением из газовой фазы при высокой температуре карбонитрид титана), нанесенный на слой покрытия из карбонитрида титана, причем связующий слой покрытия имеет толщину в пределах между примерно 0,1 микрометра и примерно 5 микрометрами, альтернативно, между примерно 0,5 микрометра и примерно 3 микрометрами;
(D) слой 52 покрытия из альфа-глинозема, нанесенный на связующий слой 50 покрытия, причем слой покрытия из альфа-глинозема имеет толщину в пределах между примерно 1 микрометром и примерно 20 микрометрами, альтернативно, между 2 микрометрами и примерно 15 микрометрами, альтернативно, между примерно 4 микрометрами и примерно 12 микрометрами.
[0046] Что касается предлагаемого покрытия, промежуточный слой 54 покрытия из оксикарбонитрида титана-алюминия нанесен химическим осаждением из газовой фазы на поверхность слоя 52 покрытия из альфа-глинозема. Промежуточный слой 54 покрытия имеет толщину в пределах между более 0 и примерно 3 микрометрами, альтернативно, между более 0 и примерно 1 микрометром.
[0047] Наружный слой 56 покрытия из оксикарбонитрида титана, который содержит также базовую часть из карбонитрида титана, предназначенную для обеспечения основы для зарождения наружного слоя покрытия из карбонитрида титана, нанесен химическим осаждением из газовой фазы на поверхность промежуточного слоя 54 покрытия. Слой 56 покрытия из оксикарбонитрида титана (TiOxCyNz, где х>0, y>0 и z>0) имеет толщину в пределах между примерно 0,1 микрометра и примерно 3 микрометрами, альтернативно, между примерно 0,5 микрометра и примерно 2 микрометрами.
[0048] В приведенном выше описании слой покрытия из альфа-глинозема может представлять собой структуру износостойкого покрытия, которая может содержать один или более слоев. В этом отношении структура износостойкого покрытия может содержать один или более слоев из одного или более из следующих материалов:
глинозем, оксид гафния и диоксид циркония, причем структура износостойкого покрытия проявляет сжимающее остаточное напряжение, причем один диапазон сжимающего остаточного напряжения - между примерно 100 МПа и примерно 2000 МПа, а альтернативный диапазон сжимающего остаточного напряжения между примерно 200 МПа и примерно 1000 МПа.
[0049] В приведенном выше описании наружный слой покрытия представляет собой оксикарбонитрид титана. Следует понимать, что наружный слой покрытия (или слой покрытия, отображающего истирание) может содержать M(OxCyNz), где М выбирают из группы, состоящей из одного или более из следующих материалов: титан, гафний, цирконий, хром, сплав титана и алюминия, сплав гафния и алюминия, сплав циркония и алюминия, хромоалюминиевый сплав, и их сплавы, а х>0, y≥0, z≥0 и y+z>0. Если в компоненте «М» слоя, отображающего истирание, присутствует алюминий, он находится в комбинации с одним или несколькими из других элементов (т.е., титан, гафний, цирконий, хром). Следует понимать, что наружный слой покрытия может содержать оксикарбид титана, оксинитрид титана, оксикарбид титана-алюминия или оксинитрид титана-алюминия.
[0050] Фиг.3 представляет собой обратнорассеянное изображение, полученное методом РЭМ (масштаб 10 микрометров), на котором показано полированное поперечное сечение опорной пластины/покрытия предлагаемой режущей вставки. На фиг.3 опорная пластина изготовлена из цементированного карбида (кобальта) вольфрама и имеет светлый цвет. Опорная пластина имеет поверхность, на которой находится светло-серый слой покрытия из карбонитрида титана. Следует понимать, что есть еще очень тонкий базовый слой из нитрида титана, но на этом микрофотоснимке он не виден. На поверхности слоя покрытия из карбонитрида титана находится связующий слой, который содержит Al, Ti, О, С и N. На связующем слое находится более темный слой покрытия из альфа-глинозема. На поверхности слоя покрытия из альфа-глинозема находится промежуточный слой покрытия из оксикарбонитрида титана-алюминия.
[0051] Наконец, на промежуточном слое покрытия из оксикарбонитрида титана-алюминия находится светло-серый наружный слой покрытия из оксикарбонитрида титана, который содержит также базовый слой из карбонитрида титана в качестве основы зарождения оксикарбонитрида титана.
[0052] Фиг.4А и 4В - это микрофотоснимки, на которых показано полученное методом РЭМ изображение верхнего слоя из оксикарбонитрида титана. На фиг.4А показана поверхность верхнего слоя из оксикарбонитрида титана после нанесения покрытия, но до проведения после нанесения покрытия механической обработки, которой в данном случае является струйно-абразивная обработка. На фиг.4В показана поверхность верхнего слоя из оксикарбонитрида титана после струйно-абразивной обработки поверхности. Хотя сырая струйно-абразивная обработка предпочтительнее, подходящими могут быть и другие виды струйно-абразивной обработки.
[0053] Как показано на фиг.4А, до струйно-абразивной обработки верхний слой из оксикарбонитрида титана имеет пластинчатую морфологию с очень высоким соотношением двумерных геометрических размеров. Характер пластинчатой кристаллической структуры обуславливает большее рассеяние света, заставляя поверхность покрытия до струйно-абразивной обработки поверхности казаться черной или темно-красной, а слой покрытия с черным или темно-красным цветом поверхности не подходит для того, чтобы служить в качестве слоя, отображающего истирание. Как показано на фиг.4В, после струйно-абразивной обработки поверхности, поверхность покрытия сглажена и у действительного образца кажется бронзового цвета, а слой покрытия бронзового цвета подходит, чтобы служить в качестве слоя, отображающего истирание. Шероховатость (Ra) обработанной наружной поверхности двух образцов предлагаемых режущих вставок с покрытием была 340±6 нм для одного образца и 352±4 нм для второго образца.
[0054] В дополнение к сглаживанию поверхности наружного слоя покрытия, струйно-абразивная обработка превращает свежеосажденный наружный слой покрытия из слоя покрытия, не подходящего для того, чтобы быть слоем, отображающим истирание, в слой покрытия, подходящий, чтобы быть слоем покрытия, отображающим истирание. Струйно-абразивная обработка поверхности наружного слоя покрытия привела к изменению цвета слоя покрытия с черного или темно-красного (т.е., с темного цвета) на бронзовый (т.е., более светлый цвет). Следует понимать, что слой покрытия темного цвета не подходит в качестве слоя, отображающего истирание, а слой покрытия более светлого цвета подходит в качестве слоя покрытия, отображающего истирание. Если наружный слой покрытия более светлого цвета, он может отображать истирание посредством одного или более из следующих механизмов, которые имеют место при использовании: изменение цвета режущей вставки, нарастание материала обрабатываемой детали на режущей вставке или удаление наружного слоя покрытия с обнажением слоя покрытия из глинозема, который имеет визуально воспринимаемый цветовой контраст с наружным слоем покрытия.
[0055] Еще одним результатом струйно-абразивной обработки является снижение уровней растягивающего остаточного напряжения в слое покрытия из глинозема по сравнению с уровнями, существовавшими в свежеосажденном слое покрытия из глинозема. Это снижение может уменьшить величину растягивающего остаточного напряжения, оставив его растягивающим, или может уменьшить остаточные напряжения так, что превратит в сжимающее остаточное напряжение.
[0056] Что касается влияния использования струйно-абразивной обработки после нанесения покрытия для снижения остаточных напряжений, присутствующих в слое покрытия из глинозема после нанесения покрытия, фиг.5А представляет собой столбчатую диаграмму, на которой показана величина сжимающего напряжения, измеренного методом дифракции рентгеновских лучей в покрытии из глинозема, для двух образцов известной режущей вставки. На фиг.5А два образца показаны столбцами, заштрихованным и точечным, а среднее сжимающее напряжение - не помеченным столбцом. Фиг.5В представляет собой столбчатую диаграмму, на которой показана величина сжимающего напряжения (после струйно-абразивной обработки после нанесения покрытия), измеренного методом дифракции рентгеновских лучей в покрытии из глинозема, для двух образцов предлагаемой режущей вставки. На фиг.5В два предлагаемых образца показаны столбцами, заштрихованным и точечным, а среднее сжимающее напряжение - не помеченным столбцом. На каждой из фиг.5А и 5В напряжение указано в МПа.
[0057] Как показано на фиг.5В, сжимающее остаточное напряжение в глиноземе для предлагаемых образцов находится в пределах примерно -650 и -800 МПа. Хотя максимальная величина сжимающего напряжения может меняться в зависимости от состава покрытия, толщины покрытия, способа нанесения покрытия или несоответствия коэффициентов теплового расширения покрытия и опорной пластины, предполагается, что максимальное сжимающее напряжение равно примерно 2 ГПа. Следует понимать, что сжимающее остаточное напряжение в слое покрытия из глинозема предлагаемых образцов находится в тех же пределах, что и сжимающее остаточное напряжение в слое покрытия из глинозема известных режущих вставок; однако, в случае настоящего изобретения, наружный слой, отображающий истирание, остается на месте при струйно-абразивной обработке в отличие от известной режущей вставки за счет более высокой силы сцепления с глиноземом наружного слоя покрытия в соответствии с настоящим изобретением, а также более высокой стойкости (прочности на истирание) наружного слоя покрытия к процессу струйно-абразивной обработки.
[0058] Остаточное напряжение по методу дифракции рентгеновских лучей в слое покрытия из глинозема было измерено методом углов наклона ψ, и для измерения было выбрано отражение (024) в слое покрытия из глинозема. Для измерения уровней остаточного напряжения были выбраны углы наклона ψ 0, 33,9, 52,1 и 75 градусов. Для получения данных, необходимых для определения возможных касательных напряжений, были выбраны положительные и отрицательные углы наклона ψ. Дополнительно были выбраны три угла поворота φ (0, 45, и 90), чтобы получить данные, необходимые для определения плосконапряженного состояния материала.
Расчеты плоского напряжения были выполнены по следующей формуле:

где: S1 и1/2 S2 - постоянные упругости рентгеновских лучей,
dψφ - измеренное пиковое расстояние d для угла наклона ψ и угла поворота φ,
d0 - свободное пиковое расстояние d напряжения для дифрагированного отражения,
σφ=σ1cos2φ+σ2sin2φ,
σ1 и σ2 - начальные напряжения.
Взаимозависимость различных углов наклона и поворота по этому методу показана на фиг.6. Модуль Юнга (Е) взят равным 401 ГПа, коэффициент Пуассона (v) взят равным 0,22, а постоянные упругости рентгеновских лучей (S1 и S2) взяты равными -0,53×106 мм2/Н и 2,94×106 мм2/Н соответственно для расчета напряжения в покрытии из Аl2O3.
[0059] Для сравнения предлагаемых режущих вставок с покрытием с известными режущими вставками были проведены пробные резания. Предлагаемые режущие вставки в этих испытаниях были изготовлены в соответствии с процессом, описанным в таблице 1. Известная режущая вставка имела структуру покрытия, подобную структуре покрытия образцов предлагаемого покрытия, за исключением того, что наружный слой известных режущих вставок содержал альфа-глинозем, который был подвергнут струйно-абразивной обработке для уменьшения остаточного напряжения до сжимающего остаточного напряжения. До струйно-абразивной обработки известных режущих вставок слой покрытия из глинозема был покрыт слоем из TiN/TiCN. Однако струйно-абразивной обработкой слой TiN/TiCN был удален с обнажением слоя покрытия из глинозема как черного наружного слоя.
[0060] Опорные пластины как для известных режущих вставок, так и для предлагаемых режущих вставок, содержали цементированный карбид (кобальта) вольфрама следующего примерного состава: 1,8 массовых процентов тантала, 0,4 массового процента титана, 0,3 массового процента ниобия, 6 массовых процентов кобальта и остальное карбид вольфрама и признанные примеси.
[0061] Что касается пробных резаний металла, параметры испытаний были следующими:
Тип вставки: CNMA432
Угол подъема: -5 градусов
Материалы обрабатываемой детали: ковкий чугун 80-55-06
Операция: Прерывистое резание с мокрым циклом точения
Скорость: 656 футов (200 м) поверхности в минуту
Скорость подачи: 0,004 дюйма (0,1 мм) за оборот
Глубина резания: 0,08 дюйма (2 мм)
Критерии отказа были следующими: износ боковой стороны, износ рабочего конца и глубина выемки при резании, равная 0,012 дюйма (0,305 миллиметров). Для этих испытаний видом отказа были глубина выемки при резании и износ боковой стороны. Результаты испытаний приведены в таблицах 2 и 3.
Таблицы 2 и 3 показывают, что предлагаемая режущая вставка демонстрирует подобный в среднем ресурс стойкости инструмента таковому известной режущей вставки. Однако предлагаемая режущая вставка обладает лучшей способностью указания состояния кромки по сравнению с известной режущей вставкой.
[0062] Следует понимать, что в некоторых случаях есть преимущества в том, что передняя поверхность имеет отличающийся визуально воспринимаемый цвет, чем боковая поверхность (поверхности) режущей вставки с покрытием. Обычно это обусловлено отличием состава покрытия на соответствующей поверхности режущей вставки с покрытием. Преимущества, связанные с отличием визуально воспринимаемого цвета, включают среди прочего внешнюю привлекательность режущей вставки, способность обеспечить визуальную идентификацию марки и способность обеспечить отличные шероховатость поверхности и внутреннее напряжение, связанные с разными составами, которые могут разрабатываться для разных случаев применения.
[0063] Для изготовления режущей вставки с покрытием, в которой имеется различие в составе между передней поверхностью и боковой поверхностью (поверхностями), могут использовать разные способы. Конкретная режущая вставка с покрытием на фиг.7-9 иллюстрирует использование механической обработки поверхности (например, сухая струйно-абразивная обработка с использованием крошек глинозема или мокрая струйно-абразивная обработка) для получения режущей вставки с покрытием, в которой передняя поверхность имеет отличающийся состав по сравнению с боковой поверхностью (поверхностями). Различие в составе приводит к различию в визуально воспринимаемом цвете на этих поверхностях. Поскольку существуют разные способы обработки, степень поверхностной обработки может привести к поверхностям с отличающимися визуально воспринимаемыми цветами. Например, поверхность режущей вставки можно обработать в одной степени для получения поверхности, проявляющей один визуально воспринимаемый цвет. Другую поверхность той же режущей вставки можно обработать в другой степени для получения поверхности, проявляющей другой визуально воспринимаемый цвет.
[0064] Фиг.7 иллюстрирует один конкретный вариант осуществления режущей вставки с покрытием, обозначенной, в общем, позицией 200. Режущая вставка 200 с покрытием имеет боковые поверхности 202 и переднюю поверхность 204. Боковые поверхности 202 пересекают переднюю поверхность 204 с получением на их пересечении режущей кромки 206.
[0065] Как показано на фиг.7, передняя поверхность 204 имеет визуально воспринимаемый бронзовый цвет, а боковые поверхности 202 каждая имеет воспринимаемый бронзовый золотой цвет. Как описывается здесь, различие в визуально воспринимаемом цвете передней поверхности и боковых поверхностей обусловлено различием состава на этих поверхностях (т.е., на передней поверхности 204 и боковых поверхностях 202).
[0066] Фиг.7А иллюстрирует один конкретный вариант осуществления режущей вставки с покрытием, обозначенной, в общем, позицией 300. Режущая вставка 300 с покрытием имеет боковые поверхности 302 и переднюю поверхность 304. Боковые поверхности 302 пересекают переднюю поверхность 304 с получением на их пересечении режущей кромки 306. Как показано на фиг.7А, передняя поверхность 304 имеет визуально воспринимаемый золотой цвет, а боковые поверхности 302 каждая имеет визуально воспринимаемый бронзовый цвет. Как описывается здесь, различие в визуально воспринимаемом цвете передней поверхности и боковых поверхностей обусловлено различием состава на этих поверхностях (т.е., на передней поверхности 304 и боковых поверхностях 302).
[0067] Фиг.8 представляет собой схематичный вид структуры покрытия, обозначенной, в общем, позицией 212, которая находится на боковых поверхностях опорной пластины 210 режущей вставки 200 с покрытием. Структура 212 покрытия содержит структуру подслоя покрытия (обозначенную на фиг.8 как ПОДСЛОИ). Примерная структура подслоя покрытия содержит:
(A) базовый слой покрытия из нитрида титана, который имеет толщину в пределах между более 0 и примерно 1 микрометром, альтернативно, между более 0 и примерно 0,5 микрометра, нанесенный на поверхность опорной пластины;
(B) слой покрытия из карбонитрида титана, нанесенный на слой покрытия из нитрида титана, причем слой покрытия из карбонитрида титана имеет толщину в пределах между примерно 1 микрометром и примерно 20 микрометрами, альтернативно, между примерно 2 микрометрами и примерно 15 микрометрами, и, альтернативно, между примерно 2 микрометрами и примерно 10 микрометрами;
(С) связующий слой покрытия, который содержит Ti, Al, О, С и N (а также некоторый нанесенный химическим осаждением из газовой фазы при высокой температуре карбонитрид титана), нанесенный на слой покрытия из карбонитрида титана, причем связующий слой покрытия имеет толщину в пределах между примерно 0,1 микрометра и примерно 5 микрометрами, альтернативно, между примерно 0,5 микрометра и примерно 3 микрометрами.
[0068] Поверх структуры подслоя покрытия находится слой покрытия из глинозема (обозначенный на фиг.8 как ГЛИНОЗЕМ), причем типичным способом, используемым для нанесения этого слоя покрытия, является химическое осаждение из газовой фазы. Структура покрытия из глинозема может содержать одиночный слой покрытия из глинозема или, альтернативно, она может содержать множество слоев покрытия из глинозема. Слой (слои) покрытия из глинозема является (являются) износостойкой структурой слоя (слоев) покрытия.
[0069] Слой покрытия из оксикарбонитрида титана (обозначенный на фиг.8 как ОКСИКАРБОНИТРИД ТИТАНА) находится на наружной поверхности слоя (слоев) покрытия из глинозема, причем типичным способом, используемым для нанесения этого слоя покрытия, является химическое осаждение из газовой фазы. Ожидается, что слой покрытия из оксикарбонитрида титана улучшит сцепление наружных слоев покрытия (т.е., слоя покрытия из карбонитрида титана/слоя покрытия из нитрида титана), описываемых ниже. Слой покрытия из карбонитрида титана (обозначенный на фиг.8 как КАРБОНИТРИД ТИТАНА) находится на поверхности слоя покрытия из оксикарбонитрида титана, причем типичным способом, используемым для нанесения этого слоя покрытия, является химическое осаждение из газовой фазы. Слой покрытия из нитрида титана (обозначенный на фиг.8 как НИТРИД ТИТАНА) находится на поверхности слоя покрытия из карбонитрида титана, причем типичным способом, используемым для нанесения этого слоя покрытия, является химическое осаждение из газовой фазы. В этом конкретном варианте осуществления слой покрытия из нитрида титана имеет визуально воспринимаемый золотой цвет.
[0070] Фиг.9 представляет собой схематичный вид структуры покрытия, обозначенной, в общем, позицией 216, которая находится на передней поверхности опорной пластины 210 режущей вставки 200 с покрытием. Структура 216 покрытия является результирующей структурой покрытия после того, как структура 212 покрытия, первоначально бывшая на передней поверхности, была подвергнута поверхностной обработке посредством струйно-абразивной обработки (например, мокрой струйно-абразивной обработки или сухой струйно-абразивной обработки) для удаления слоя покрытия из нитрида титана и слоя покрытия из карбонитрида титана. В результате поверхностной обработки слой (слои) покрытия из глинозема находятся под уменьшенным растягивающим напряжением или, фактически, под сжимающим напряжением из-за поверхностной обработки, выполненной на передней поверхности. Ожидается, что поверхностная обработка повысит ударную вязкость режущей вставки с покрытием. Это особенно важно для случая использования режущей вставки с покрытием в прерывистом режиме резания. В этом конкретном варианте осуществления слой покрытия из оксикарбонитрида титана имеет визуально воспринимаемый бронзовый цвет. Покрытие, отображающее истирание, можно охарактеризовать как содержащее M1 (OxCyNz), где M1 выбирают из группы, содержащей один или более из следующих материалов: титан, гафний, цирконий, хром, сплав титана и алюминия, сплав гафния и алюминия, сплав циркония и алюминия, хромоалюминиевый сплав, и их сплавы, а х>0, y>0, z>0.
[0071] Очевидно, что режущая вставка 200 с покрытием имеет отличающиеся визуально воспринимаемые цвета на передней поверхности и боковой поверхности (поверхностях). Различие обусловлено механической обработкой посредством струйно-абразивной обработки передней поверхности для удаления слоя покрытия из карбонитрида титана/слоя покрытия из нитрида титана с обнажением оксикарбонитрида титана. Нитрид титана имеет золотой цвет в отличие от оксикарбонитрида титана, имеющего бронзовый цвет. Покрытие, отображающее истирание, можно характеризовать как содержащее М2(N), где М2 выбирают из группы, содержащей один или более из следующих материалов: титан, гафний, цирконий, хром, сплав титана и алюминия, сплав гафния и алюминия, сплав циркония и алюминия, хромоалюминиевый сплав, и их сплавы.
[0072] Фиг.10 представляет собой схематичный вид структуры покрытия, обозначенной, в общем, позицией 222, которая находится на выбранной поверхности опорной пластины 220 конкретного варианта осуществления режущей вставки с покрытием. Следует понимать, что структура покрытия в состоянии, показанном на фиг.10, может существовать на всех поверхностях режущей вставки (или, по меньшей мере, на передней поверхности и (или) боковой поверхности (поверхностях)). Альтернативно, структуру 222 покрытия можно обработать для удаления слоя покрытия из нитрида титана/слоя покрытия из карбонитрида титана с обнажением слоя покрытия из оксикарбонитрида титана. В этой структуре слой покрытия из оксикарбонитрида титана находится на слое покрытия из оксикарбонитрида титана-алюминия.
[0073] Структура 222 покрытия содержит структуру химически осажденного из газовой фазы подслоя покрытия (обозначенную на фиг.10 как ПОДСЛОИ), которая подобна структуре подслоя покрытия, описанной со ссылкой на фиг.8 настоящего описания. Поверх структуры подслоя покрытия находится химически осажденный из газовой фазы слой покрытия из глинозема (обозначенный на фиг.10 как ГЛИНОЗЕМ). Структура покрытия из глинозема может содержать одиночный слой покрытия из глинозема или, альтернативно, она может содержать множество слоев покрытия из глинозема. Слой (слои) покрытия из глинозема является (являются) износостойкой структурой слоя (слоев) покрытия.
[0074] Нанесенный химическим осаждением из газовой фазы слой покрытия из оксикарбонитрида титана-алюминия (обозначенный на фиг.10 как ОКСИКАРБОНИТРИД ТИТАНА-АЛЮМИНИЯ) находится на наружной поверхности слоя (слоев) покрытия из глинозема. Нанесенный химическим осаждением из газовой фазы слой покрытия из оксикарбонитрида титана (обозначенный на фиг.10 как ОКСИКАРБОНИТРИД ТИТАНА) находится на поверхности слоя (слоев) покрытия из глинозема. Ожидается, что сочетание слоя покрытия из оксикарбонитрида титана-алюминия/слоя покрытия из оксикарбонитрида титана улучшит сцепление наружных слоев покрытия (т.е., карбонитрида титана/нитрида титана), описываемых ниже.
[0075] Нанесенный химическим осаждением из газовой фазы слой покрытия из карбонитрида титана (обозначенный на фиг.10 как КАРБОНИТРИД ТИТАНА) находится на поверхности слоя покрытия из оксикарбонитрида титана. Нанесенный химическим осаждением из газовой фазы слой покрытия из нитрида титана (обозначенный на фиг.10 как НИТРИД ТИТАНА) находится на поверхности слоя покрытия из карбонитрида титана. Толщина слоя покрытия из нитрида титана обозначена «Y». В этом конкретном варианте осуществления слой покрытия из нитрида титана имеет визуально воспринимаемый золотой цвет.
[0076] В некоторых случаях поверхность режущей вставки с покрытием не подвергают поверхностной обработке. Как отмечалось выше, это случай структуры покрытия, приведенной на фиг.10. В других случаях существуют преимущества, связанные с частичным удалением наружного слоя покрытия. Наружный слой покрытия можно удалять как с передней поверхности, так и с боковой поверхности (поверхностей), или лишь с выбранной зоны этих поверхностей. Фиг.11 иллюстрирует структуру покрытия, подобную структуре покрытия на фиг.10, за исключением того, что наружный слой покрытия (т.е., слой покрытия из нитрида титана) частично удален поверхностной обработкой (например, струйно-абразивной обработкой).
[0077] Фиг.11 представляет собой схематичный вид структуры покрытия, обозначенной, в общем, позицией 226, которая находится на выбранной поверхности опорной пластины 224 конкретного варианта осуществления режущей вставки с покрытием. Структура 226 покрытия содержит нанесенную химическим осаждением из газовой фазы структуру подслоя покрытия (обозначенную на фиг.11 как ПОДСЛОИ), которая подобна структуре подслоя покрытия, описанной со ссылкой на фиг.8 настоящего описания.
[0078] Поверх структуры подслоя покрытия находится химически осажденный из газовой фазы слой покрытия из глинозема (обозначенный на фиг.11 как ГЛИНОЗЕМ). Структура покрытия из глинозема может содержать одиночный слой покрытия из глинозема или, альтернативно, она может содержать множество слоев покрытия из глинозема. Слой (слои) покрытия из глинозема является износостойкой структурой слоя покрытия.
[0079] Нанесенный химическим осаждением из газовой фазы слой покрытия из оксикарбонитрида титана-алюминия (обозначенный на фиг.11 как ОКСИКАРБОНИТРИД ТИТАНА-АЛЮМИНИЯ) находится на наружной поверхности слоя (слоев) покрытия из глинозема. Нанесенный химическим осаждением из газовой фазы слой покрытия из оксикарбонитрида титана (обозначенный на фиг.11 как ОКСИКАРБОНИТРИД ТИТАНА) находится на поверхности слоя (слоев) покрытия из глинозема.
[0080] Нанесенный химическим осаждением из газовой фазы слой покрытия из карбонитрида титана (обозначенный на фиг.11 как КАРБОНИТРИД ТИТАНА) находится на поверхности слоя покрытия из оксикарбонитрида титана. Слой покрытия из нитрида титана (обозначенный на фиг.11 как НИТРИД ТИТАНА) находится на поверхности слоя покрытия из карбонитрида титана. Толщина слоя покрытия из нитрида титана обозначена «Z». В этом конкретном варианте осуществления слой покрытия из нитрида титана имеет визуально воспринимаемый золотой цвет.
[0081] При сравнении толщины слоя покрытия из нитрида титана в вариантах осуществления на фиг.10 и 11, очевидно, что размер Y больше размера Z. В этом случае структура 226 покрытия подвергалась струйно-абразивной обработке, которая частично удаляет наружный слой покрытия из нитрида титана. Поэтому толщина Z меньше толщины Y слоя покрытия из нитрида титана до струйно-абразивной обработки.
[0082] Нетрудно понять, что предлагается усовершенствованная режущая вставка с покрытием со свойствами отображения истирания (или использование). Эти свойства используют цветовой контраст на отображающем истирание слое покрытия, которое в неиспользованном состоянии имеет практически однородный или сходный внешний вид. Однако, если при использовании отображающий истирание слой покрытия удален с обнажением нижележащего износостойкого слоя покрытия (например, слоя покрытия из глинозема), имеется визуально воспринимаемый цветовой контраст между верхним слоем покрытия и слоем покрытия из глинозема, отображающий использование или истирание. Кроме того, верхний слой покрытия может визуально отображать использование изменением цвета, вызванным термическим окислением, при котором имеется контраст цвета между окислившимся верхним слоем покрытия и не окислившимся верхним слоем покрытия. Кроме того, верхний слой покрытия может визуально отображать использование прилипанием или нарастанием материала обрабатываемой детали на режущей вставке, при котором между наросшим материалом обрабатываемой детали и верхним слоем покрытия есть контраст цвета. Оператор может взглянуть на режущую вставку и отличить использованную режущую кромку (кромки) от неиспользованной режущей кромки (кромок).
[0083] Кроме того, настоящим изобретением предлагается такая режущая вставка, которая имеет гладкую поверхность. Кроме того, настоящим изобретением предлагается режущая вставка, которая продлевает ресурс стойкости инструмента, а также имеет как свойства индикации истирания, так и гладкую поверхность.
[0084] Все патенты, заявки на патенты, статьи и иные документы, указанные в настоящем описании, включены сюда посредством ссылки. Из описания изобретения, приведенного в настоящем документе, специалистам в данной области могут быть очевидными другие варианты осуществления. Описание и любые примеры, приведенные в нем, должны рассматриваться лишь иллюстративными, а действительные сущность и объем изобретения указаны в приведенной ниже формуле изобретения.
Реферат
Группа изобретения относится к режущим вставкам. Режущая вставка с покрытием (20) имеет опорную пластину (40) с задней поверхностью (22) и передней поверхностью (24) и режущую кромку (26) в их пересечении, и структуру (44) износостойкого покрытия, которая сцепляется с опорной пластиной и содержит один или более слоев (52) покрытия из одного или более из следующих материалов: глинозем, оксид гафния и диоксид циркония. Со структурой износостойкого покрытия сцепляется покрытие, отображающее истирание поверхности. Покрытие (56), отображающее истирание поверхности, содержит M(OxCyNz), где М выбирают из группы, состоящей из одного или более из следующих материалов: титан, гафний, цирконий, хром, сплав титана и алюминия, сплав гафния и алюминия, сплав циркония и алюминия, хромоалюминиевый сплав, и их сплавы, а х>0, y=0, z=0 и y+z>0. Также предложен способ изготовления режущей вставки (20) и нанесения свежеосажденного слоя покрытия, не отображающего истирание поверхности, и его обработки для превращения его в слой покрытия, отображающего истирание поверхности. Технический результат заключается в увеличении ресурса стойкости инструмента. 5 н. и 29 з.п. ф-лы, 3 табл., 11 ил.
Комментарии