Способ прокатки с применением одноцилиндрового толкаемого валка, устройство для его осуществления и изделия, изготовленные по данному способу - RU2493265C2
Код документа: RU2493265C2
Чертежи







Описание
ССЫЛКА НА РАНЕЕ ПОДАННУЮ ЗАЯВКУ
Настоящая заявка притязает на приоритет заявки на патент Швейцарии №141/08, все обязательные составные части описания сущности которой включены в описание настоящей заявки по обращению.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к изготовлению прецизионных инструментов, например, пинцетов.
Такие инструменты имеют две ножки, которые присоединяются друг к другу на одном конце, например, с помощью точечной сварки. Другие концы двух ножек свободны и расположены на небольшом расстоянии друг от друга. Эти концы можно упруго прижать друг к другу. Например, в случае с пинцетом, свободным концам можно придать тонкую форму, и эти концы должны точно подходить друг к другу, чтобы пинцет выполнял свою функцию должным образом. Поскольку две ножки соединяются друг с другом на другом конце только после того, как свободным концам придадут тонкую форму, пинцет обычно должен быть дополнительно отрегулирован вручную, чтобы обеспечить точное совмещение тонких концов.
С другой стороны, как известно, непрерывные металлические заготовки, например, рельсы, профили или проволока, изготавливаются на двухцилиндровых прокатных станах. Эти станы прилагают симметричную силу сжатия на металл. Оси кристаллической решетки новой слоистой структуры ориентируются в виде звезды, лучи которой проходят от середины в обе стороны в направлении прокатки; формируется «прокатный выступ» перед валками. В результате, прокатанный материал распределяется и в продольном направлении, и в поперечном направлении. Невозможно предотвратить распределение прокатанного материала по ширине с помощью поперечных ограничителей или отверстий в вальцовых цилиндрах, потому что ориентированные в поперечном направлении силы в распределяющемся материале создают взрывное действие с образованием заусенцев. Это приводит к поломке вальцовых цилиндров или к поломке всей установки или к заклиниванию. Чтобы предотвратить распределение прокатанного материала в поперечном направлении в двухцилиндровых прокатных станах, позади валков следует поставить устройство для вытяжения, обеспечивающее достаточно большое тяговое усилие, чтобы прокатанный материал только незначительно распределялся в поперечном направлении.
УРОВЕНЬ ТЕХНИКИ
В абзаце 5 ЕР 1275472 А указано, что сложные контуры могут быть получены путем прокатки с помощью одновалковых механических инструментов, причем способ прокатки производится в эффективной точке между валком и поверхностью инструмента.
В заявке WO 01/13756 А описаны пинцеты, изготовленные из легкого металла, выполненные в виде цельной части без сварной точки. Пинцет изготовлен не прокаткой, а путем разделения штампованного профиля легкого металла на несколько пинцетов.
Первой целью настоящего изобретения является получение промежуточного изделия в виде металлической полосы с новыми свойствами материала, которая подходит для изготовления инструментов, которые описаны во вводной части. Дополнительной целью является создание способа изготовления такой металлической полосы и соответствующего устройства, при этом, в частности, в способе способа в металлической полосе изготавливаются упругие части ножек инструментов, как описано во вводной части. Еще одной целью изобретения является создание способа изготовления других металлических предметов, которые имеют упругую часть или сложные формы профиля.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Первая цель достигается, в соответствии с изобретением, путем изготовления цельной металлической полосы без сварных швов, из поликристаллического металла. Эта полоса содержит, по меньшей мере, один участок, в котором кристаллиты имеют сравнительно более выраженную анизотропную ориентацию, и, по меньшей мере, один участок, в котором кристаллиты имеют сравнительно менее выраженную анизотропную ориентацию. При этом рентгеновские θ-2θ дифрактограммы, снятые в двух противоположных точках полосы с использованием излучения CuKα, не показывают статистически существенную разницу в отношении положения и формы соответствующих пиков. Сравнительно более выраженная анизотропная ориентация кристаллитов в одном участке более выражена, чем менее выраженная анизотропная ориентация кристаллитов в другом участке.
Этот участок с более выраженной анизотропной ориентацией кристаллитов, который является упругим, получают посредством способа прокатки для изменения исходной формы металлического объекта, при этом способ прокатки осуществляется между прокатным валком, имеющим ось вращения и поверхность прокатки с одной стороны и опорой, имеющей опорную поверхность, с другой стороны; отличающегося тем, что угловая скорость ω валка регулируется таким образом, что формула
применяется, по меньшей мере, к одной точке поверхности прокатки, которая контактирует с объектом исходной формы путем прокатывания. В формуле: ν - скорость прокатки и R - расстояние между осью вращения и упомянутой точкой на поверхности прокатки, измеряемое перпендикулярно оси вращения валка.
Предпочтительные варианты металлической полосы в соответствии с изобретением, способа изготовления и соответствующего устройства изложены в дополнительных пунктах формулы изобретения. Прокатное устройство для осуществления способа в соответствии с изобретением, а также пинцеты, изготавливаемые с применением данного способа, также являются целями изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
«Скорость прокатки v» в вышеприведенной формуле (1) является скоростью, при которой воображаемая точка на оси вращения валка, лежащая на равных расстояниях между точками, где ось вращения пересекает две передние поверхности валка, перемещается относительно объекта исходной формы, перед тем как он войдет в зону прокатки между валком и опорой.
Способ в соответствии с изобретением осуществляется таким образом, чтобы, по меньшей мере, одна точка на поверхности прокатки контактировала с объектом, имеющим исходную форму, путем прокатывания, угловая скорость меньше υ/R, где υ и R имеют заданные значения. Эта точка прокатки может быть точкой или точками, расстояние R от которых до оси вращения минимально по сравнению с расстояниями R от других точек прокатки на поверхности прокатки. Предпочтительно, чтобы для каждой точки прокатки на поверхности валка со была меньше чем υ/R, при этом υ и R имеют заданные ранее значения. Эти особенности отличаются от обычного способа прокатки с использованием двух вращающихся в противоположных направлениях валков, при этом для каждой точки прокатки поверхности прокатки двух валков угловая скорость ω рассматриваемого валка больше отношения υ/R, где υ и R имеют заданные ранее значения.
Угловая скорость - это угол (измеряемый в радианах), на который поворачивается валок в единицу времени. Следовательно, единицей измерения угловой скорости со является s-1.
Угловая скорость со предпочтительно составляет от 30 до 95%, более предпочтительно, от 50 до 80% от отношения υ/R.
Снижение угловой скорости со в способе прокатки в соответствие с изобретением может быть достигнуто следующим образом: валок прижимается к объекту исходной формы, который подлежит прокатке, и располагается на опоре, с нормальной силой F, достаточной для деформации объекта исходной формы. Затем валок проталкивается или протягивается по объекту исходной формы в прижатом состоянии с заданной скоростью прокатки υ. Чтобы угловая скорость ω оставалась меньше отношения υ/R, как предусмотрено в изобретении, вращение валка одновременно блокируется или тормозится. В результате заторможенного вращения валка в способе в соответствии с изобретением, объект исходной формы является не просто плоскокатанным, а образуется сжатое вздутие материала перед валком, которое продвигается вперед как волна давления.
Такая блокировка или торможение движения валка может быть выполнено посредством подходящего тормозного устройства, которое воздействует на валок в течение способа прокатки. С другой стороны, такое вздутие материала также оказывает тормозное действие на угловую скорость со валка. Если параметры способа прокатки, например, контактное давление, скорость прокатки и так далее, выбраны правильно, в благоприятных ситуациях имеется возможность обойтись без явного торможения валка, как только образуется вздутие материала. Можно использовать тормоз любого известного типа, например, фрикционный тормоз, барабанный тормоз, дисковый или клиновой тормоз, индукционный тормоз или гидравлический тормоз (вязкостный тормоз). Угловую скорость валка также можно регулировать посредством электрического или гидравлического двигателя, который также может приводить в действие валок, но его скорость подбирается такой, чтобы можно было производить упомянутую регулировку угловой скорости валка. Тормозная сила может быть задана или регулироваться подходящим регулятором. Минимальная необходимая тормозная сила задается такой, чтобы вращение валка тормозилось, пока, по меньшей мере, в одной точке поверхности прокатки не будет достигнуто ω<υ/R. Однако, с другой стороны, тормозная сила достаточно высока, чтобы остановить вращение валка частично или полностью (т.е., ω≥0). Тормозная сила может варьироваться между этими двумя пороговыми значениями, следовательно, задавая угловую скорость ω валка меньше v/R и равную нулю или больше нуля.
Величина протягивания (проталкивания) зависит от контактного давления ролика на объект исходной формы, от создаваемой при этом волны давления перед валком, и от скорости прокатки υ). Контактное давление должно соответствовать требуемой степени формирования процедуры прокатки, но должно быть меньше, чем давление, которое привело бы к приближению или превышению предела текучести материала, из которого изготовлен объект исходной формы. Размер тормозного вздутия материала, которое проталкивается впереди валка, непосредственно зависит от величины давления прокатки. Тормозное действие вздутия на угловую скорость ω и на скорость качения валка и, следовательно, на величину протягивания (проталкивания), может быть увеличено, если установить профильный валок, что приводит к выполнению большего объема холодной штамповки и, следовательно, от валка требуется больше усилий. Скорость прокатки υ влияет на высоту вздутия материала наряду с другими факторами.
В способе в соответствии с настоящим изобретением валок направляется по объекту исходной формы, который подлежит прокатке, по заданному линейному или криволинейному пути в соответствии с требуемым профилем. В такой ситуации, предпочтительно, чтобы валок проталкивался в соответствии с изобретением.
Способ в соответствии с изобретением не является непрерывным рабочим процессом, поскольку опора имеет конечные размеры, и цикл прокатки завершается не позднее, после того как валок пройдет по всей опоре. С другой стороны, это также предполагает возможность прокатывать объект исходной формы за несколько последовательных циклов. При этом циклы можно выполнять непосредственно один за другим, например, каждый раз использовать один и тот же валок, или с заменой валка между двумя последовательными циклами.
В соответствии с изобретением, валок может иметь и цилиндрическую, и нецилиндрическую форму. Ось вращения валка, от которой измеряются расстояния R к точкам прокатки на поверхности прокатки, не должна располагаться внутри валка, но, предпочтительно, ось располагается внутри валка. Расстояния R больше нуля и в экстремальных случаях, могут достигать бесконечности, в последнем случае используется валок с плоской поверхностью. Однако, для достижения целей изобретения, валок имеет цилиндрическую форму или является осесимметричным профильным валком или секторным валком. Для цилиндрического валка, осесимметричного профильного валка или секторного валка, поверхность которого имеет цилиндрическую форму или имеет осесимметричный профиль, ось симметрии валка предпочтительно совпадает с центральной осью валка. Для цилиндрического валка, секторного валка, осесимметричного профильного валка или секторного валка, поверхность которого имеет осесимметричный профиль бочки, упомянутое расстояние между осью вращения и точкой прокатки на поверхности прокатки идентично радиусу R валка в этой точке. Профиль бочки валка, который может быть по желанию применен к поверхности прокатки, предпочтительно таков, чтобы базовая линия его поперечного сечения соответствовала ширине полосы объекта исходной формы, который подлежит прокатке (т.е., прокатного участка металлической полосы в соответствии с изобретением). Чтобы осуществить способ прокатки в соответствии с изобретением, т.е., с пренебрежительно малым поперечным распространением, площадь поперечного сечения прокатанной металлической полосы предпочтительно остается постоянной во время способа восстановления ее собственного профиля. Во время способа в соответствии с изобретением, валок выполняет две функции одновременно: 1) функция нажатия для уменьшения толщины объекта исходной формы и 2) функция вытягивания для удлинения прокатного материала, что соответствует уменьшению поперечного сечения, в то время как ширина остается неизменной или увеличивается незначительно.
Опора также может быть плоской, но ее поверхность также может быть соответствующим образом изогнута или профилирована в трех пространственных измерениях. В этом случае, объект исходной формы не только претерпевает деформацию прокатки, но также и профилирование. Если поверхность должна быть профилирована, этот профиль выбирается, предпочтительно, таким, чтобы он восстанавливался сам по себе, а поперечное сечение оставалось постоянным.
В способе в соответствии с настоящим изобретением, явное нагревание предпочтительно не производится, так что единственным источником тепла, действующего на объект исходной формы, является тепло, которое генерируется в самом объекте во время прокатки. Это значит, что температура объекта исходной формы и катаной металлической полосы, получающейся в результате полного способа прокатки, не превышает 100°С в любой точке.
Объект исходной формы, который подвергается способу прокатки в соответствии с настоящим изобретением, может быть изготовлен из достаточно пластичного металла. Если должна быть изготовлена металлическая полоса в соответствии с изобретением, объект исходной формы также состоит из поликристаллического металла. Примерами таких металлов являются стальные сплавы, бронза, алюминий, медь, титан или латунь. Предпочтительно, чтобы это был металл, который кристаллизуется в соответствии с объемно-центрированной кубической кристаллической решеткой, то есть ферритная, мартенситная сталь или смешанная ферритная/мартенситная сталь. Предпочитается модификация α' ферритной, мартенситной стали или смешанной ферритной/мартенситной стали. Строго говоря, сталь кристаллизуется в соответствии с объемно-центрированной тетрагональной решеткой, но для практических целей следует также учитывать объемно-центрированную кубическую кристаллизацию. В соответствии с изобретением, предпочитается мартенситная сталь, не содержащая никель и молибден (в данном контексте, содержание никеля и молибдена менее 0,01% по весу). Более предпочтителен следующий состав: хром 12,50-14,50% по весу, углерод 0,42-0,50% по весу, кремний макс. 1,00% по весу, марганец макс. 1,00% по весу, фосфор макс. 0,045% по весу, сера макс. 0,030% по весу, остаток в основном состоит из железа и неизбежных загрязнений. В частности, это может быть сталь, соответствующая коду материала 1,4034.
Объект исходной формы может быть выполнен в виде металлической полосы или тонколистового металла.
Чтобы легче осуществить деформацию прокатки и с меньшим давлением, объект исходной формы, если он изготовлен из стального сплава, можно заранее подвергнуть тепловой обработке, предпочтительно с последующим охлаждением в холодной воде. Такая обработка изотропно уменьшает прочность металла. В области стальных сплавов такая термическая обработка называется термической обработка растворов, обычно температура выбирается в диапазоне от 1050 до 1080°С. Обычно термическая обработка длится от 10 минут до приблизительно 1 часа, предпочтительно, полчаса.
Способ в соответствии с изобретением пригоден для изготовления всех типов пинцетов, ножниц (например, парикмахерских ножниц), ножниц (в этом случае прокатка может быть выполнена по оси лезвия, а не перпендикулярно оси лезвия, как это делалось до сих пор), или специальных профилей любого типа (например, для строительства фасадов или труб). Способ особенно пригоден для изготовления деталей, которые имеют, по меньшей мере, один упругий участок, например, для изготовления пинцетов, иглодержателей или пружин, и особенно для пинцетов, выполняющих дополнительную функцию резания в прямом и обратном направлении (пинцетные ножницы) или для хирургических или ортопедических имплантатов.
Устройство в соответствии с изобретением, с помощью которого осуществляется способ в соответствии с изобретением, включает в себя, по меньшей мере, один валок, одну опору и один тормоз, как описано для иллюстративных целей в предыдущих работах, который уменьшает угловую скорость со валка в способе прокатки. Сама опора может быть подвижной и неподвижной.
Устройство в соответствии с изобретением дополнительно включает в себя подшипники и соответствующие направляющие, необходимые для прижима валка к материалу и для того, чтобы его перемещать (толкать или тянуть). Эти направляющие предпочтительно включают в себя гидравлические цилиндры или механические системы, которые направляют валок точно по опоре и при постоянной или регулируемой дистанционной кривой (толщина получаемой катанной металлической полосы является постоянной или регулируемой, соответственно). Эти гидравлические или механические направляющие известны в области прокатки, поэтому нет необходимости их описывать. При регулируемом соответствующим образом торможении валка и одновременном его протягивании или проталкивании не требуется установка дополнительного протягивающего приспособления для прокатанного материала в устройстве в соответствии с изобретением.
Результатом способа в соответствии с изобретением и других дополнительных предшествующих этапов формования является, по меньшей мере, частично прокатанная металлическая полоса. Необязательно, чтобы полоса имела правильную или плоскую форму. Полоса является одной цельной деталью, т.е., полоса не состоит из двух или более отдельных частей, которые скреплены винтами, заклепками или приклеены друг к другу. Также полоса не имеет сварных швов.
В основном, полоса в соответствии с изобретением выполнена из поликристаллического металла, который включает в себя катаный участок, описанный ранее, в этом участке анизотропная ориентация кристаллитов выражена более отчетливо. В некатаном(ых) участке(ках) сохраняется ориентация кристаллитов объекта исходной формы, т.е., ориентация кристаллитов менее выражена или в некоторых случаях может быть преимущественно изотропной. Термин «некатаный» также относится к предварительной обработке объекта исходной формы, под валками, при условии, что последним этапом такой предварительной обработки была термическая обработка, как описано ранее, и что в решетку не были внесены изменения, которые могут быть вызваны прокаткой.
Ориентация кристаллитов определена для достижения цели настоящего изобретения с точки зрения функции плотности ориентации, в техническом сообществе известной, как аббревиатура ODF. На английском языке называется «ориентационная функция распределения», которая также имеет аббревиатуру ODF.
Для достижения целей настоящей заявки используется ортогональная система координат для катаной полосы. Ось X проходит параллельно направлению прокатки участка полосы, катаного в соответствии с изобретением; ось Y проходит перпендикулярно направлению прокатки и влево, если смотреть на полосу сверху, а ось Z является векторным произведением оси X и оси Y.
Упомянутая ориентационная функция распределения ODF определяется в рамках области применения настоящей заявки по рентгеновским структурным данным, полученным при излучении CuKα (λ=1,54 ангстрем). С другой стороны, например, дискообразные образцы, имеющие плоскую поверхность, подлежащую облучению, могут быть вырезаны из исследуемой полосы. В этом случае, исследуемый образец, вырезается из полосы таким образом, чтобы поверхность, подлежащая облучению, стояла вертикально на оси Z. Если полоса уже имеет плоскую поверхность, которая стоит вертикально на оси Z, полосу также можно измерить непосредственно по этой поверхности.
С одной стороны, ODF можно определить по формуле
В формуле (2а),
φ1, Ф, φ2означают три угла Эйлера, которые описывают вращение внутренней координатной системы кристаллита относительно координатной системы образца. Внутренняя координатная система индивидуальна для каждого кристаллита;
dV/dФdφ1dφ2означает дифференциальную объемную долю dV тех кристаллитов, в которых внутренняя координатная система имеет ориентацию в пределах части дифференциального данного пространственного угла (представленного дифференциальными углами Эйлера dФ, dφ1, dφ2);
V: означает полный объем всех облученных кристаллитов.
ODF можно рассчитать как f (φ1, Ф, φ2) путем измерений полюсных фигур. Полюсные фигуры и ODF приближены к разложению в ряд обобщенных сферических гармонических функций, эти два приближения вставляются в основное уравнение текстурного анализа. Коэффициенты разложения в ряд вычисляются по этому уравнению. Этот метод описывается в разделах 11.4.1 и 11.6.5 («Гармоничный метод») в руководстве «Современная рентгеновская дифракция», L. Spiess, R. Schwarzer, Н. Behnken, G. Teichert, Октябрь 2005 года, В.G. Teubner Verlag, Wiesbaden, Германия. Это описание включено в настоящий документ для обращения.
Альтернативно, ODF можно определить по формуле (2b)
В формуле (2b),
dV/dΩ: означает дифференциальную объемную долю dV тех кристаллитов, в которых нормали к площади облученной поверхности образца (см. ниже) находятся в пределах части дифференциального данного пространственного угла dΩ во внутренней системе координат кристаллита (см. формулу (2а) для описания).
V: означает полный объем всех облученных кристаллитов.
Данная ориентационная функция распределения W(θ, φ) включает в себя полярный угол θ, измеренный по осям z внутренних координатных систем кристаллита и азимутальный угол φ, измеренный по осям х в качестве переменных. ODF определяется следующими этапами а)-с) (см. также J.Appli. Cryst. 1970, 3, p.313ff.):
а) Образец крепится в держателе дифрактограммы так, чтобы нормаль к поверхности, подлежащей облучению, располагалась перпендикулярно оси дифрактометра. Угол 2θ выбран таким, чтобы обнаружить дифракцию на семействе плоскостей кристаллической решетки с заданным коэффициентом Миллера (hkl). Затем образец (или сама полоса) наклоняется так, чтобы нормаль к поверхности, подлежащей облучению, повернулась на угол α от нормали этого семейства плоскостей по направлению к оси дифрактометра. При таком наклоне и одновременном повороте образца на 360° относительно нормали к поверхности, подлежащей облучению, и при сохранении заранее установленного угла гониометра 2θ, измеряется накопленная интенсивность дифракции Ihkl(α). Это измерение производится для полного К различных углов а, но при одном и том же θ.
b) Предполагается, что каждый коэффициент Ihkl(α), определяемый в п.а), представляется в виде
В этом уравнении Kvw(θhkl, φhkl) является значением «симметрично-адаптированной сферической гармоники» (SASH) Значение Kvw адаптировано к симметрии кристаллической решетки обсуждаемого металла при двух углах (θ, φ) с описанием направления нормального вектора семейства кристаллических плоскостей, имеющего коэффициент Миллера (hkl) во внутренней системе координат кристаллита. Коэффициент v пробегает только четные числа от нуля до максимального числа V. Чем больше значение V, тем выше точность. Коэффициент w пробегает все такие линейно независимые сферические гармоники порядка v. Число К от Ihkl(α), измеренное в пункте а), должно быть больше общего числа слагаемых в удвоенной сумме формулы (3). Pv(cosα) - это значение полинома Лежандра порядка v при cos α. Формула (3) также включает в себя:
где
Q: постоянная, одна и та же для всех отражений;
µ: линейный коэффициент поглощения металла, исследуемого на CuKα излучение, эти коэффициенты поглощения известны;
: форм-фактор j-того атома в элементарной ячейке в зависимости от sin(θ)/λ. λ составляет 1,54 ангстрем. Эти атомные форм-факторы известны. Сумма, в которой эти атомные форм-факторы возникают, выражает все N атомы в элементарной ячейке;
xj, yj, zj: координаты j-того атома в элементарной ячейке во внутренней системе координат кристаллита (см. выше).
Phkl: мультиплетность обнаруживаемой интенсивности, т.е., число семейств эквивалентных кристаллографических плоскостей, которые содействуют Ihkl(α). Эти мультиплетности известны для всех типов кристаллических решеток.
B: температурный коэффициент, допускается, что коэффициент является приблизительно изотропным, и одинаковым для всех атомов элементарной ячейки. Эти температурные коэффициенты известны.
По уравнениям (3) определяются по очереди коэффициенты Cvw и Q.
с) Ориентационная функция распределения W(θ, φ) рассчитывается с помощью коэффициента Cvw содержащегося в п.b) по формуле:
где Kvw(θ, φ) являются «симметрично-адаптированными» сферическими гармониками, рассмотренными выше, два угла в рамках внутренней системы координат кристаллита подобны описанным выше, и v, V, w and W имеют значения, установленные выше.
Анизотропия ориентации кристаллитов на участке, прокатанном в соответствии с изобретением, выражена сильнее, чем на другом участке, который не подвергался прокатке, или прокатан обычным способом. Анизотропия ориентации кристаллитов на участке, где анизотропия выражена сильнее, предпочтительно такова, чтобы ODF, представленная в предшествующей формуле (2b)содержала, по меньшей мере, один коэффициент Cvw в приближенном разложении ряда, величиной, по меньшей мере, 0,050; предпочтительно, величина коэффициент Cvw составляет, по меньшей мере, 0,100, и особо предпочтительно, по меньшей мере, 0,200. С другой стороны, ODF, представленная в предшествующей формуле (2b) на участке со сравнительно менее выраженной анизотропной ориентацией кристаллитов, предпочтительно такова, чтобы в этой ODF разложение в ряд было таково, чтобы ни один из коэффициентов Cw не был больше 0,050. Т.е., ориентация кристаллитов изотропная (для получения чистой изотропной ориентации кристаллитов все коэффициенты Cvw должны быть равны нулю).
Если полосы включают в себя и участок, прокатанный в соответствии с изобретением, и участок, который не подвергался прокатке, и если эти участки изготовлены из ферритной, мартенситной или смешанной ферритной/мартенситной стали, как описано выше, анизотропия конкретно выражается следующим образом: Если снимаются дифрактограммы образцов прокатанных и непрокатанных участков полосы, так, чтобы ось дифрактометра была параллельна поверхности образца, подлежащему облучению, обнаруживается, что кристаллиты, на прокатанном в соответствии с изобретением участке, сравнительно более часто ориентированы, так что семейство их плоскостей, имеющих коэффициент Миллера (200), расположено параллельно облучаемой поверхности. В меньшей степени, кристаллиты ориентируются также, так что семейство их плоскостей, имеющих коэффициент Миллера (211), чаще параллельны облучаемой поверхности. Такая специфическая ориентация кристаллитов становится более выраженной, так как прогрессирует от краевых зон участка, прокатанного в соответствии с изобретением (снаружи), по направлению к центру (внутрь). В противоположность, на полосе, изготовленной из такого же металла, но имеющей участок, который прокатан обычным способом (двумя валками), такая специфическая ориентация не наблюдается.
В общих чертах, подобное наблюдается в полосах, которые изготовлены из поликристаллического металла, предпочтительно, из металла, который кристаллизуется в соответствии с кубической объемно-центрированной кристаллической решеткой, то есть из ферритной, мартенситной стали или смешанной
ферритной/мартенситной стали, как описано выше (в частности, соответствует материалу №1.4034). А также в полосах, которые имеют участок, прокатанный в соответствии с изобретением, и непрокатанный участок. Когда эти участки исследуются в двух противоположных точках в соответствии с дифракционным способом, описанном в предыдущем параграфе, статистическая разница в отношении положения или формы их пиков не наблюдается, если соответствующие пики двух дифрактограмм сравниваются друг с другом. То есть, два пика никогда не отличаются друг от друга в статистически значительной степени в отношении расположения и формы их пиков. Это также является отличием от полосы, которая изготовлена из такого же металла, но имеет участок, который прокатан обычным способом (двумя валками). В этом случае, пик дифрактограммы прокатанного участка может сдвинуться на статистически значительное расстояние и/или его форма может измениться в статистически значительной степени относительно соответствующего пика на дифрактограмме непрокатанного участка.
Для достижения целей настоящей заявки, под «формой» пика понимается симметрия пика относительно его максимума и четкости (отношение полуширины к максимальной интенсивности). Интенсивность не является «формой» пика.
Чтобы определить, отличаются ли два пика «в статистически значительной степени в отношении положения и формы», проводятся следующие этапы 1)-4) для достижения целей настоящей заявки:
1) Две дифрактограммы для сравнения выполнены в виде, при котором кривые абсолютной интенсивности двух пиков, подлежащих сравнению, нанесены в функции от 29 через дискретные счетные интервалы длительностью 0,05°. Далее каждый из счетных интервалов будет идентифицирован соответствующим индексом i.
2) В каждой дифрактограмме проводится поиск по возможности наибольшего непрерывного сопряженного участка 2θ, который содержит максимальные значения двух пиков, подлежащих сравнению. На этом участке всегда либо абсолютная интенсивность i-того счетного интервала из первой дифрактограммы, по меньшей мере, в два раза больше ассоциативной базовой линии, либо абсолютная интенсивность соответствующего i-того счетного интервала из второй дифрактограммы, по меньшей мере, в два раза больше ассоциативной базовой линии. Или даже каждая из двух i-тых интенсивностей, по меньшей мере, в два раза больше соответствующей ассоциативной базовой линии. Если такого участка нет, считается, что два пика «отличаются друг от друга в статистически значительной степени в отношении положения», и испытание дальше не проводится.
3) Однако, если такой участок, имеющий общий объем к непрерывных счетных интервалов, существует, характеристический хи-квадрат рассчитывается из всех счетных интервалов:
В этой формуле1bi and2bi являются интенсивностями первого и второго пиков, соответственно в i-ом счетном интервале. Интенсивность их базовой линии устранена и нормализована к максимальному количеству пиков в 100 (сто) единиц. Такая нормализация пиков, подлежащих сравнению, к максимуму в 100 (сто) единиц производится потому, что, во-первых, число облученных кристаллитов не постоянно и число кристаллитов в одном месте отбора образцов отличается от числа кристаллитов в другом месте отбора образцов (это приводит к различию интенсивностей в дифрактограммах, взятых в двух местах отбора образцов). Во-вторых, потому что различия могут иметь место в анизотропии ориентации кристаллитов (это приводит к изменениям в отношениях интенсивности пиков в одной и той же дифрактограмме; в частности, для полосы в соответствии с изобретением требуется, по меньшей мере, один участок с относительно более выраженной анизотропной ориентацией кристаллитов, и, по меньшей мере, один участок с относительно менее выраженной анизотропной ориентацией кристаллитов). Однако, статистическое испытание, представленное здесь, должно только показать, без учета и независимо от анизотропии ориентации кристаллитов, статистически значительные отличия свойств самих кристаллитов, например, низкий средний размер (видимый как расширение пика), или напряжения внутри кристаллической решетки (видимых как смещение максимума пика, расширение пика или ассиметрия в форме пика). Вышеприведенная формула (6) является производной формулы, известной в математике для переменной критерия хи-квадрат, в отношении наблюдаемых интенсивностей отсчетов1bi и2bi, если брать среднее значение из1bi и2bi, µi в качестве ассоциированного i-того ожидаемого значения, и среднеквадратичное этого среднего значения в качестве стандартного отклонения σi.
4) Характеристика хи-квадрата, рассчитанная в пункте 3), сравнивается со значением распределения хи-квадрата в отношении степеней свободы в соответствии со следующей таблицей 1, порог значимости составляет 0,001% (k - это число счетных интервалов непрерывного участка, идентифицированного в пункте 2):
Если характеристика хи-квадрат, рассчитанная в пункте 3) больше значения, приведенного в таблице 1 для приемлемого числа степеней свободы k, два пика «отличаются друг от друга в статистически значительной степени в отношении либо положения, либо формы». В противном случае, эти пики «не отличаются друг от друга в статистически значительной степени в отношении положения и формы»
Такая характеристика хи-квадрат двух соответствующих пиков на двух дифрактограммах, взятых из двух произвольных мест полосы, которая подверглась частичной прокатке в соответствии с изобретением, при этом ни одна часть которой не была прокатана обычным способом, предпочтительно всегда так мала, что два пика могут быть оценены как «не отличающиеся друг от друга в статистически значительной степени в отношении положения и формы», даже если значения, взятые из таблицы, не соответствуют значениям порога значимости 0,001%, а соответствуют значениям 0,01%, 0,1%, 1%, 5% или 10% (в порядке возрастания предпочтения).
При использовании металла, который кристаллизуется в соответствии с объемно-центрированной, в частности, объемно-центрированной кубической кристаллической решеткой (включая предпочтительную ферритную, мартенситную или смешанную ферритную/мартенситную сталь) или в соответствии с плоскостно-центрированной решеткой (например, аустенитная сталь) статистически значительные различия наиболее четко заметны между двумя дифрактограммами, когда сравниваются пики с коэффициентом Миллера (200).
Например, с помощью компьютерной программы в соответствии с описанным выше статистическим испытанием, были исследованы дифрактограммы двух полос А и В, изготовленных из стали с номером материала 1,4034, длиной 70 мм и шириной 10 мм. Один конец полос не был прокатан, и имел постоянную толщину 1,5 мм. Другой конец был прокатан либо в соответствии с изобретением (полос А), либо обычным способом (полоса В) до получения постоянной толщины 0,85 мм. Пик при 2θ = приблизительно 64,8° (пик (200)) исследовался на статистически значительное различие. При проведении программы потребовался ручной ввод положений максимальных значений пика и областей базовой линии влево и вправо от обоих пиков. В качестве интенсивностей базовой линии программа рассчитала средние значения обеих областей базовой линии. Затем программа идентифицировала наибольшую возможную непрерывную зону 2 9 в соответствии с вышеприведенным этапом 2)и числом степеней свободы к и затем рассчитала значение хи-квадрат по вышеприведенной формуле (6). Были получены следующие значения хи-квадрат ассоциативные степени свободы к:
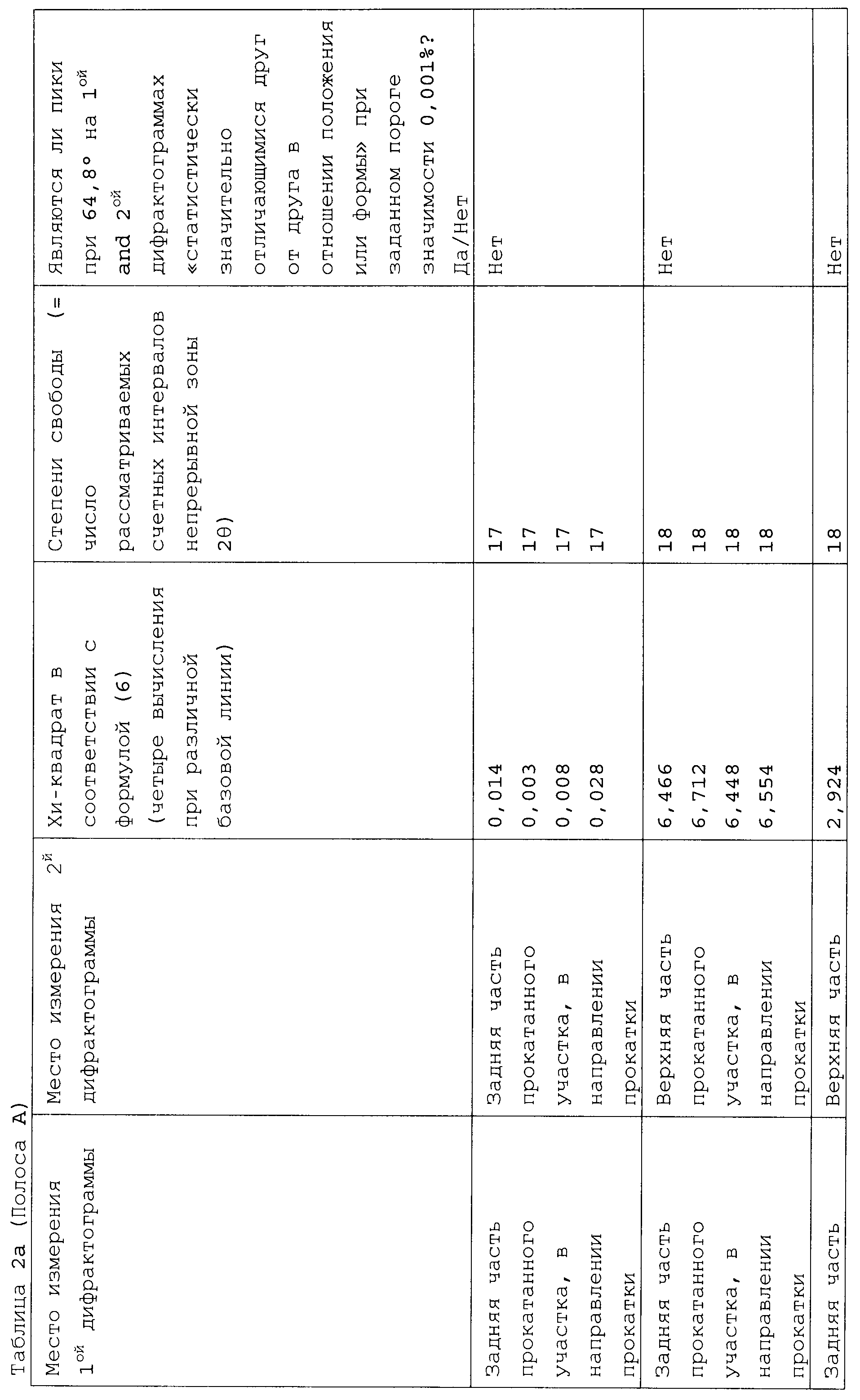

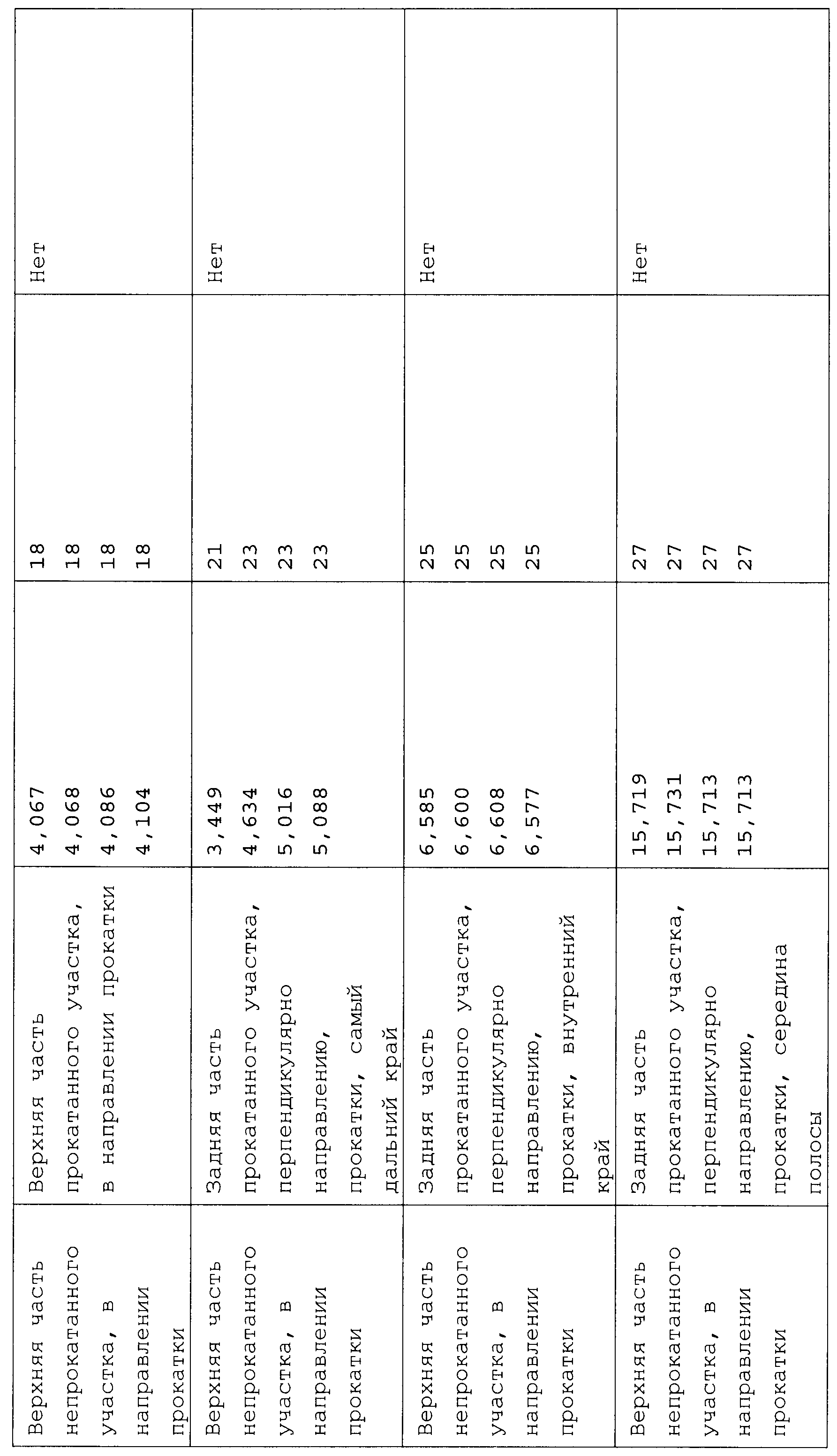


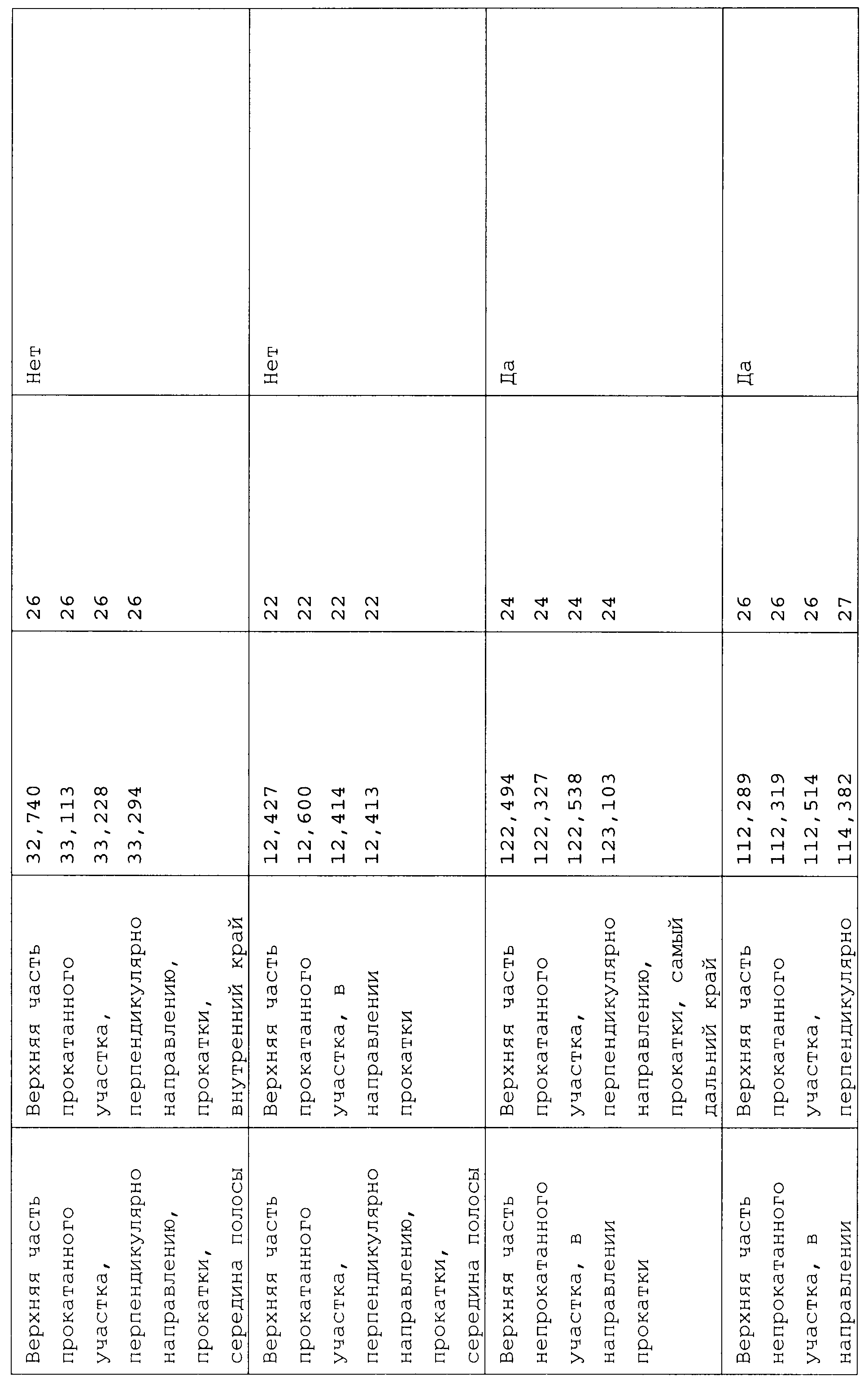

Можно увидеть, что прокатанная обычным способом полоса В демонстрирует пики при 64,8°, которые «отличаются друг от друга в статистически значительной степени в отношении либо положения, либо формы», когда сравниваются дифрактограммы прокатанных и непрокатанных участков. В противоположность, статистически значительные разницы не наблюдаются для полосы А, которая прокатывается в соответствии с изобретением, независимо от мест измерения двух сравниваемых дифрактограмм. Также получается такой же результат, если выбираются другие пороги значимости из таблицы 1.
В полосе в соответствии с настоящим изобретением, участок с относительно более выраженной анизотропной ориентацией кристаллитов также предпочтительно имеет менее однородную микроструктуру, чем участок с относительно менее выраженной анизотропной ориентацией кристаллитов, которая также вызвана способом прокатки в соответствии с изобретением. Разность в однородности микроструктур можно наблюдать непосредственно при сравнении микрофотоснимков сечений материала полосы из участков, о которых идет речь.
В то же время, способ прокатки в соответствии с изобретением не вызывает внутренние напряжения в материале, что можно доказать тем, что прокатанный участок или прокатанные участки не проявляют тенденцию к деформации в течение последующих этапов обработки. Как и любой объект, данная металлическая полоса имеет три главные оси инерции. Поскольку металлическая полоса в соответствии с изобретением имеет довольно удлиненную форму, момент инерции, связанный с одной из трех осей инерции меньше, чем два момента инерции, связанные с двумя другими осями. Данный наименьший главный момент инерции предпочтительно, по меньшей мере, в десять раз меньше, конкретно, по меньшей мере, в 50 раз меньше двух других моментов инерции.
Также обнаружено, что участки металлической полосы, прокатанные с использованием способа в соответствии с изобретением, имеют повышенный коэффициент упругости до 6, по сравнению с участками, прокатанными обычным способом. Полосы, которые прокатаны до получения заданной постоянной толщины с использованием способа в соответствии с изобретением, имеют более плоскую характеристику пружины в прокатанном участке, чем полоса из того металла, которая прокатана до получения той же толщины частично с использованием обычного способа прокатки двумя валками. То есть, меньшее усилие требуется для получения заданного изгиба в полосе, прокатанной в соответствии с изобретением, чем для полосы, имеющей ту же толщину, но которая прокатана обычным способом. Более того, характеристика пружины полосы, которая прокатана до получения постоянной толщины с использованием способа в соответствии с изобретением, слегка уменьшается, т.е., с повышением изгиба меньшее усилие требуется, чтобы изогнуть полосу еще больше. Например, если описанные выше полосы А и В были зафиксированы на концах толщиной 1,5 мм, последующие искривления наблюдались при подвешивании различных грузов от 0,85 мм толщиной, свободные концы - на расстоянии 70 мм от конца (средние значения от 5 полос каждое):
Разность между характеристиками пружины полосы А, которая прокатана в соответствии с изобретением, и полосы В, которая прокатана обычным способом, становится более очевидной, когда полоса прокатывается более тонко, т.е., когда степень обжатия (отношение между высотой полосы после прокатки и высотой полосы до прокатки) становится меньше. Возможно, чтобы это изменение, вносимое в характеристику пружины, было отнесено к ранее описанному повышению однородности микроструктуры по сравнению с непрокатанным участком полосы, при использовании способа прокатки в соответствии с изобретением. С другой стороны, можно создать часть пластинчатой пружины с плавной характеристикой пружины, используя способ в соответствии с изобретением путем прокатки требуемого участка до получения переменной толщины.
Если описанные выше полосы А и В разрезаются по более толстым концам при прокатанной толщине 1,5 мм и по более тонким концам при прокатанной толщине 0,8 5 мм перпендикулярно направлению прокатки. Эти две поверхности резания для каждой полосы испытываются на твердость по Виккерсу в соответствии с ISO 4516 и ISO 6507/1, используя прибор для измерения микротвердости с минигрузом 2 Лейтца, определяются следующие значения твердости по Виккерсу (в МПа):
Таким образом, относительно толстый участок, который был прокатан в соответствии с изобретением, имеет гораздо большую твердость по Виккерсу, чем участок, который был прокатан до получения такой же толщины обычным способом. Разница станет меньше для более тонких катаных полос.
Если металлическая полоса изготовлена из стального сплава, как правило, значительная доля деформации мартенсита заметна на катаных местах, обычно в диапазоне от 5 до 50% от объема металла.
В первом предпочтительном варианте, металлическая полоса в соответствии с изобретением является приблизительно прямолинейной и, по меньшей мере, часть ее длины прокатывается способом в соответствии с изобретением. В данном контексте, термин «длина» обозначает проекцию металлической полосы на главную ось инерции при наименьшем моменте инерции.
В другом предпочтительном варианте, по меньшей мере, частично катаной металлической полосе придается U-образная форма для получения двух ножек. Каждая из этих ножек имеет один или более участков (предпочтительно, один), находящихся рядом с местом U-образного изгиба, которое получается в способе прокатки в соответствии с изобретением, и обладает свойствами, упомянутыми выше. Длина данной предпочтительной U-образной металлической полосы, проецируемой на главную ось инерции при наименьшем моменте инерции, предпочтительно составляет от приблизительно 90 до приблизительно 200 мм. Особо предпочтительно, чтобы длина полосы составляла от приблизительно 100 мм до приблизительно 160 мм. Длина участков двух ножек, прокатанных в соответствии с изобретением, проецируемых на данную главную ось инерции, предпочтительно составляет от приблизительно 30 мм до приблизительно 90 мм. Особо предпочтительно, чтобы длина участков составляла от приблизительно 4 0 мм до приблизительно 80 мм. Толщина двух ножек, выполненных из U-образной металлической полосы, для прокатки, находится в диапазоне, предпочтительно, от приблизительно 1 мм до приблизительно 3 мм. Особо предпочтительно, чтобы толщина находилась в диапазоне от приблизительно 1,25 мм до приблизительно 2,7 5 мм. Толщина участков двух ножек, прокатанных в соответствии с изобретением, находится в диапазоне, предпочтительно, от приблизительно 0,5 мм до приблизительно 1 мм. Особо предпочтительно, чтобы толщина находилась в диапазоне от приблизительно 0,7 мм до приблизительно 0,9 мм. Степень деформации ср, рассчитываемая по формуле
где l1 - толщина прокатанного участка ножки и l0 - толщина того же участка до прокатки, предпочтительно находится в диапазоне от 50% to about 120%. Металлическую полосу можно либо вначале изогнуть для придания U-образной формы. Затем можно прокатать участок на каждой ножке одновременно в способе прокатки в соответствии с изобретением двумя валками, при этом опора расположена между ними. Альтернативно, два участка на объекте исходной формы, которым еще не придана U-образная форма, могут быть вначале прокатаны отдельно одним валком в способе в соответствии с изобретением. Затем опора и объект исходной формы могут быть изогнуты в виде буквы U между двумя прокатанными участками. В этом случае, опора, на которой должна осуществляться прокатка, предпочтительно имеет профиль поверхности, который точно соответствует внутреннему профилю объекта исходной формы, уже изогнутому в виде буквы U, включая два участка двух ножек, подлежащих прокатке. Затем объект исходной формы может быть размещен с большой точностью на опоре, так чтобы две ножки, подлежащие прокатке, свешивались с боков опоры. Если затем две ножки прокатываются одновременно, предпочтительно, прокатным устройством в соответствии с изобретением, оснащенным двумя идентичными устройствами, каждый из которых имеет валок, и предпочтительно таким образом, чтобы прокатное устройство работало сверху вниз, то предотвращается проскальзывание объекта исходной формы во время прокатки.
Металлическая полоса в соответствии с изобретением пригодна в качестве промежуточного изделия при изготовлении различных объектов, например, которые приведены выше в качестве примеров. Для этой цели, металлическая полоса может быть последовательно подвергнута следующим этапам обработки: штамповка, сверление, фрезерование, гибка, шлифование и даже, используя способ прокатки в соответствии с изобретением, создание требуемого конечного изделия.
Если металлическая полоса в соответствии с изобретением прямолинейная, она может быть дополнительно обработана для изготовления пружин, особенно пластинчатых пружин, спиральных пружин, часовых пружин или лезвий для ножей. В последнем случае, это именно лезвие ножа было прокатано с использованием способа в соответствии с изобретением.
Если металлической пластине придана U-образная форма, что предпочтительно для настоящего изобретения, она может быть обработана дополнительно для изготовления цельных инструментов, выполняющих захватную функцию, например, пинцетов, пинцетных ножниц, щипцов (например, для колки сахара или кубиков льда). Пинцетные ножницы - это такой пинцет, свободные концы которого имеют форму режущих пластин ножниц, и которые скользят мимо друг друга, выполняя режущее действие, когда ножки смыкаются. Пинцетные ножницы с обратным режущим действием можно изготовить путем формования режущих пластин ножниц на концах ножек, и затем изгибания ножек внутрь и назад.
Что касается пинцетов с прямым режущим действием, термин «пинцетные ножницы прямого резания» также может быть использован для достижения целей изобретения. Что касается пинцетов с обратным режущим действием, термин «пинцетные ножницы обратного резания» также может быть использован для достижения целей изобретения.
U-образное место изгиба пинцета, изготовленного в соответствии с настоящим изобретением, выполняющего или нет режущее действие, упрощает стерилизацию и чистку, потому что отсутствует соединительная точка на заднем конце пинцета, в которой две ножки соединяются под острым углом. В ранее известных инструментах в этом расположенном под острым углом труднодоступном месте могла собираться грязь и бактерии. Пинцет в соответствии с изобретением, выполняющий или нет режущее действие, имеет более длинные и упругие ножки, чем известные инструменты и, таким образом, дают возможность лучше регулировать давление смыкания при закрывании или освобождении двух ножек. Сварная точка на заднем конце известных инструментов представляет собой место, подвергаемое коррозии. Это явление устранено в пинцетах, изготовленных в соответствии с настоящим изобретением, благодаря одноэтапной прокатке и приданию U-образной формы, без применения сварки, в соответствии с изобретением (если способ осуществляется посредством двух спаренных устройств, выбираются те устройства, которые снабжены одним валком). Концы двух ножек прижимаются друг к другу более точно, так что ручная регулировка ножек, которая часто требуется при известном способе изготовления, включая сварку, исключается.
Металлическая полоса в соответствии с изобретением также может использоваться для изготовления опорных имплантатов и суставных протезов, которые предназначены для поддержания нарушенной суставной функции. Они содействуют вытяжению взаимодействующих частей сустава (например, опорные имплантаты, особенно для опоры тазобедренного сустава, колена или другого сустава), или берут на себя утерянную суставную функцию (суставной протез).
Общим признаком таких опорных имплантатов или протезов является то, что компоненты пластинчатой пружины, которые прокатаны с использованием способа в соответствии с настоящим изобретением, обеспечивают мобильность в главном направлении нагрузки рассматриваемого сустава. В зависимости от вида движения сустава, т.е., сгибание/разгибание, отведение/приведение, поперечное сгибание или внутреннее и внешнее вращение. Существует одна или более таких пластинчатых пружин, которые предпочтительно нагружены на растяжение или испытывать сжатие и кручение в зависимости от их конструкции.
Суставные протезы в соответствии с изобретением можно использовать для полной замены сустава и, в основном, можно приспособить к любому суставу, например, тазобедренному суставу, позвоночнику, запястьям и голеностопному суставу. Последний является предпочтительным примером сустава. Протез можно прикрепить либо к двум оставшимся костным концам сустава со стороны мышцы-сгибателя, двум оставшимся костным концам со стороны мышцы-разгибателя, либо перекрестно к одному костному концу со стороны мышцы-сгибателя и к другому костному концу со стороны мышцы-разгибателя. Что касается позвоночника, элемент можно прикрепить по обеим сторонам в области остистых отростков / мест прикрепления ребер.
Опорные имплантаты в соответствии с изобретением могут включать в себя, кроме пластинчатых пружинных компонентов, описанных выше, места U-образного изгиба, которые не были прокатаны, и, следовательно, в которых анизотропическая ориентация кристаллитов снова выражена в меньшей степени. Для достижения целей изобретения, место «U-образного» изгиба необязательно означает, что место изгиба вызывает изменение направления на 180°. Термин «U-образный» обычно означает отклонение на 90°-220°, предпочтительно, на 160°-210°, особо предпочтительно, на 170°-200°, наиболее предпочтительно, на 175°-186°. Сами пластинчатые пружинные части могут быть плоскими или иметь определенную кривизну постоянного или переменного радиуса, или вздутие. Также пластинчатые пружинные части могут быть сконструированы в виде постепенно или частично эффективной вставки для стабилизации эффекта разгибания. В опорных имплантатах в соответствии с изобретением пластинчатые пружинные части и изгибы предпочтительно располагаются в переменной последовательности. Предпочтительными вариантами суставов, которые могут поддерживаться опорными имплантатами в соответствии с изобретением, могут быть эллипсоидные суставы (Articulatio ellipsoidea); шарнирные суставы (Gynglymus, например, суставы пальцев), цилиндрические суставы (Articulatio trochoidea, например, сустав между локтевой костью и радиусом); или двухмыщелковые суставы (Articulatio bicondilaris, например, коленный сустав). Коленные суставы являются особо предпочтительным примером.
Теперь изобретение будет объяснено более подробно со ссылкой на фигуры, на которых:
- Фиг.1 и 2 схематические представления двух вариантов способа прокатки в соответствии с изобретением и ассоциативного устройства;
- Фиг.3-6 представлены пинцеты и пинцетные ножницы, выполненные из металлической полосы, которой придана U-образная форма в соответствии с изобретением, в качестве промежуточного изделия;
- Фиг.7-8 показан опорный имплантат в соответствии с изобретением для коленного сустава, причем коленный сустав находится в растянутом состоянии;
- Фиг.9 представлен опорный имплантат фигур 7 и 8, причем колено находится в согнутом положении;
- Фиг.10 и 11 схематическое представление функции протеза нижнечелюстного сустава в соответствии с изобретением.
В первом предпочтительном варианте (Фиг.1), способ в соответствии с изобретением отличается использованием одного цельного цилиндрического валка 21 и опоры 31. Объект исходной формы обрабатывается для получения, по меньшей мере, частично прокатанной металлической полосы 111. На фигуре также показано расстояние R, угловая скорость ω и скорость прокатки υ, как использовано в пункте 1. Ось 2111 вращения валка здесь показана только в виде точки, потому что она стоит вертикально на пластинчатой плоскости. В узле вверху справа на фиг.1 показано поперечное сечение ассоциативного валка в виде осесимметричного профильного валка. В узле показано расстояние R1 от оси вращения до точки прокатки на поверхности валка, которое является минимальным по сравнению с расстоянием R2 другой точки прокатки на поверхности валка. В узле также показана ось 211 вращения в виде пунктирной линии с двумя точками 213, 214, в которых ось проходит через валок 21. Поскольку в этом случае опора имеет плоскую опорную поверхность 311, это обычно приводит к прямому направлению прокатки v. Фрикционный тормоз, например, дисковый тормоз, показанный на фигуре, способен оказывать тормозное действие на угловую скорость ω валка 21. Что касается способа в соответствии с изобретением, тормоз 41 является необязательным, но для устройства в соответствии с изобретением является необходимым. Также на фигуре показано как формируется вздутие 112 материала перед валком в результате способа прокатки в соответствии с изобретением и способствует торможению валка 21. Также представлены две гидравлические направляющие 511 и 512, которые служат для прижатия валка 21 и толкания его вперед.
Во втором предпочтительном варианте способа в соответствии с изобретением (фиг.2) имеется два валка 221, 222, например, типа, представленного в узле на фиг.1, которые действуют на объект 12 исходной формы путем прокатывания (объект изогнут заранее в U-образную форму для образования двух ножек 121, 122) с любой стороны опоры 32. Первая операция прокатки осуществляется на первой ножке 121 посредством первого валка 221 и на первой опорной поверхности 321; одновременно вторая операция прокатки осуществляется на второй ножке 122 посредством первого валка 222 и на второй опорной поверхности 322, которая отвернута от первой опорной поверхности 321. Поскольку в этом случае опорные поверхности 321, 322 уже больше не плоские, результирующее направление прокатки v двух валков 221, 222 больше не прямое, а искривленное, отражающее кривизну поверхности опорных поверхностей 321, 322. Это также может привести к тому, что скорость прокатки уже не только не прямолинейная, но и переменная с точки зрения ее величины. На фигуре показаны два фрикционных тормоза 421 и 422 (например, барабанные тормоза), которые способны замедлять валки 221 и 222, соответственно. Тормоза являются необязательными для способа в соответствии с изобретением, но необходимыми для устройства в соответствии с изобретением. Каждый валок 221 и 222 также прижимается к объекту 12 исходной формы и толкается вперед двумя гидравлическими направляющими 521, 522 и 52 3, 52 4, соответственно. Устройство, представленное на фиг.2, может состоять из двух идентичных частей, в первую часть входят валок 221, тормоз 421 и гидравлические направляющие 521, 522. Вторая часть включает в себя валок 222, тормоз 422 и гидравлические направляющие 523, 524. При этом эти части идентичны по конструкции и работают синхронно.
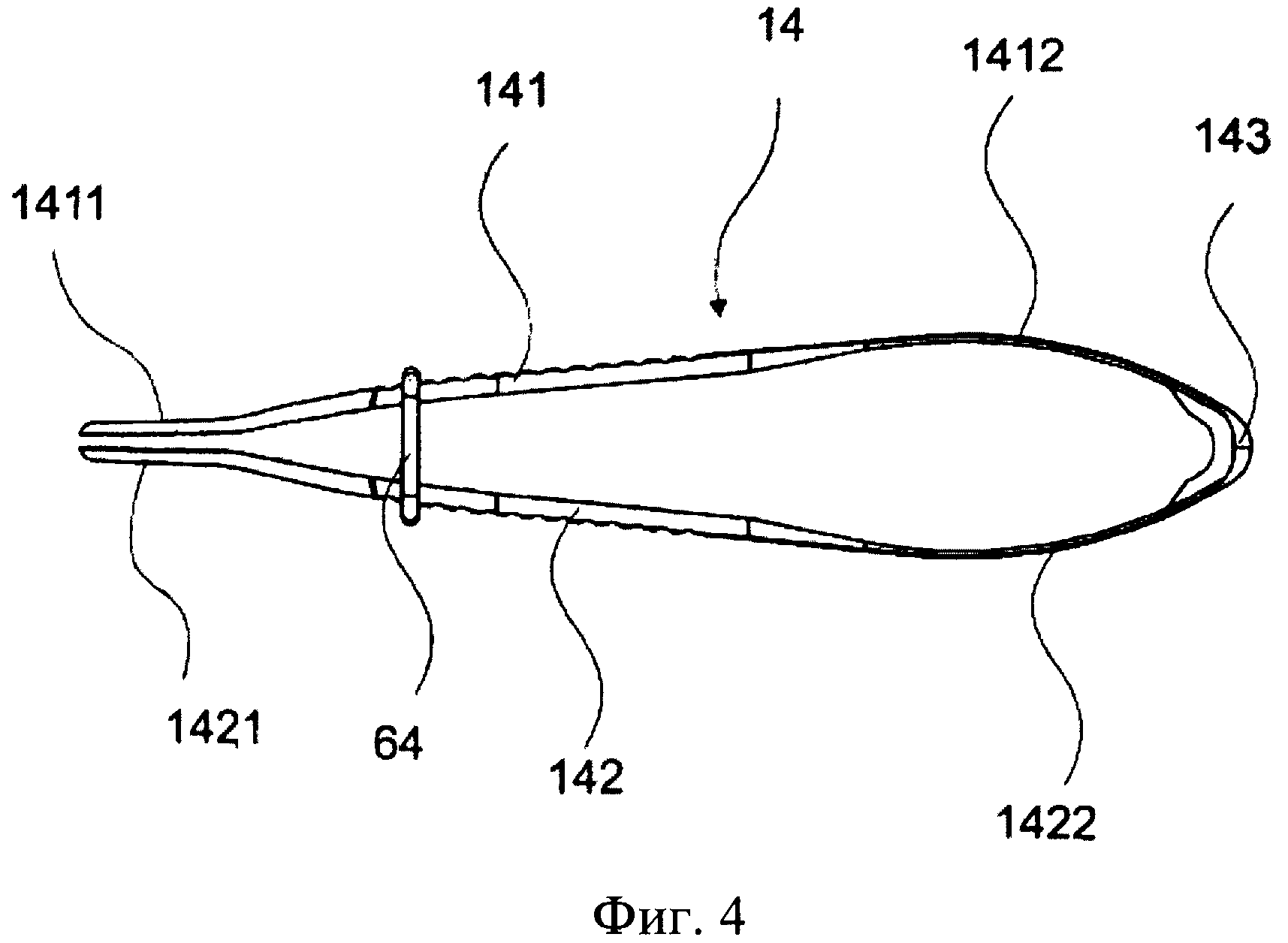
На фиг.3-6 показаны варианты пинцетов в соответствии с изобретением, выполняющих или нет режущее действие. Общими признаками всех этих пинцетов является U-образный изгиб 133, 143, 153 и 163 и две ножки 131/132, 141/142, 151/152 и 161/162. Соответственно, в каждом случае, каждая ножка 131, 132, 141, 142, 151, 152, 161, 162 имеет участок 1312, 1322, 1412, 1422, 1512, 1522, 1612 и 1622, соответственно, который был прокатан способом в соответствии с изобретением, и который примыкает к изгибу 133, 143, 153 и 163, соответственно. Все эти общие признаки получаются благодаря металлической полосе, которая изогнута в U-образную форму, и которая была получена в качестве промежуточного изделия посредством способа и устройства в соответствии с фиг.2. Эти пинцеты, выполняют ли режущее действие или нет, предпочтительно изготовляются из стального сплава.
На фиг.3 показаны пинцеты в соответствии с изобретением. Одна ножка 131 имеет участок 1312, который прокатан в соответствии со способом изобретения. Вторая ножка 132 имеет участок 1322, который прокатан в соответствии со способом изобретения. Два свободных конца 1311, 1321 двух ножек 131, 132 также заострены и отштампованы в виде зубьев. Эти острые концы последовательно изгибались по направлению друг к другу, так чтобы зубья могли зацепиться друг за друга. Представленный здесь вариант, осуществления изобретения является хирургическим пинцетом. Нижний свободный конец имеет один зуб, а верхний свободный конец имеет два зуба.
На фиг.4 показаны пинцеты 14 в соответствии с изобретением в виде иглодержателя. Одна ножка 141 имеет участок 1412, который прокатан в соответствии со способом изобретения. Вторая ножка 142 имеет участок 1422, который прокатан в соответствии со способом изобретения. Два свободных конца 1411, 1421 двух ножек 141, 142 слегка отогнуты друг от друга, чтобы получилось острие пинцета с относительно большой контактной поверхностью для удержания иглы. Этот вариант включает в себя канавки, проходящие поперечно на участках ножек, которые не были прокатаны, только видимы в разрезе на фигуре. Эти поперечные канавки можно использовать для фиксации иглодержателя 14 в закрытом положении посредством стопорного кольца 64, охватывающего по окружности обе ножки 141, 142.
На фиг.5 показаны пинцетные ножницы 15 прямого резания в соответствии с изобретением. Одна ножка 151 имеет, по меньшей мере, участок 1512, который прокатан в соответствии со способом изобретения. Вторая ножка 152 имеет, по меньшей мере, участок 1522, который прокатан в соответствии со способом изобретения. Свободные концы 1511 и 1521 перекрещены друг с другом, при этом каждый конец имеет лезвие 15111 и 15211, соответственно. Когда две ножки 151, 152 сжимаются вместе, ножка 152 поднимается рычагом вокруг оси поворота 1513, выполненной в первой ножке 151 (выступающей немного вперед, если смотреть перпендикулярно плоскости листа), так чтобы концы 1511, 1521 перемещались по направлению друг к другу, и лезвия 15111, 15211 двигались относительно друг друга в направлении вперед.
На фиг.6 представлены пинцетные ножницы 16 для резания в обратном направлении. Одна ножка 161 имеет, по меньшей мере, участок 1612, который прокатан в соответствии со способом изобретения. Вторая ножка 162 имеет, по меньшей мере, участок 1622, который прокатан в соответствии со способом изобретения. Свободные концы 1611 и 1621 изогнуты внутрь и назад через первую точку 164 перегиба и вторую точку 165 перегиба, соответственно, по направлению к месту 163 U-образного изгиба. Каждый конец имеет лезвие 16111 и 16211, соответственно, проходящих из точек перегиба 164 и 165, соответственно, по всей длине концов 1611 и 1621, соответственно. Когда ножки 161, 162 сжимаются, точки 164, 165 перегиба перемещаются по направлению друг к другу и перекрещиваются. В результате после этой точки лезвия 16111, 16211 также перекрещиваются и после этой точки скользят мимо друг друга назад со сдвигом, и из этой точки скользят мимо друг друга со сдвигом, постепенно назад по направлению к месту 163 U-образного изгиба, для создания эффекта резания в обратном направлении.
На фиг.7 и 8 показан опорный имплантат для коленного сустава в соответствии с изобретением. Если смотреть сбоку (фигура 8), опорный имплантат приблизительно похож на сплющенную греческую букву омега «Q». Активная часть опорного имплантата выполнена в форме собранной С-образной пружины, при этом С-образная пружина сформирована из трех пластинчатых пружинных частей 173, 174, 175, прокатанных в соответствии со способом изобретения и четырех U-образных изгибов 178, 179, 180 и 181. Три пластинчатые пружинные части вытягиваются немного менее круто, чем другие части активного компонента опорного имплантата для демонстрации того, что в процессе прокатки они обычно становятся тоньше. Сустав схематически представлен на фиг.7 и 8 бедренной костью 171 и малоберцовой костью 172 (коленная чашечка тоже показана, но без ссылочного номера). Опорный имплантат также включает в себя два опорных элемента для крепления опорного имплантата к изогнутой стороне коленного сустава. Первый опорный элемент содержит участок 176, который обычно не прокатывается в соответствии со способом изобретения, поэтому анизотропная ориентация кристаллитов на этом участке менее выражена, чем в трех пластинчатых пружинных частях 173, 174, 175, и обычно имеет форму пластины. Первый ножной элемент может непосредственно примыкать к первому изгибу 178 или, предпочтительно, через третью более короткую пластинчатую пружинную часть 1761, которая обладает повышенной гибкостью. То же самое в отношении второго ножного элемента, участок 177 которого не прокатывается в соответствии со способом изобретения, и который может примыкать к четвертому U-образному изгибу 181 либо непосредственно, либо, что также предпочтительно, через четвертую более короткую пластинчатую пружинную часть 1771. В варианте, показанном на фиг.7 и 8, опорный имплантат предназначен для прикрепления к изогнутым сторонам бедренной кости 171 и малоберцовой кости 172. Если форма участков 176, 177, которые не были прокатаны в соответствии со способом изобретения, отличается от формы представленных примеров, опорный имплантат может быть также прикреплен к другому месту на бедренной кости 171 и малоберцовой кости 172, например, к разгибательной стороне или поперечно на суставе. Три пластинчатые пружинные части 173, 174, 175 соединяются друг с другом и с опорными элементами через U-образные изгибы 178, 179, 180, 181, которые обычно не прокатываются в соответствии со способом изобретения. Первый изгиб 178 присоединяет первый опорный элемент к первой более короткой пластинчатой пружинной части 173. Второй изгиб 179 присоединяет первую более короткую пластинчатую пружинную часть 173 к более длинной пластинчатой пружинной части 175. Третий изгиб 180 присоединяет более длинную пластинчатую пружинную часть 175 ко второй более короткой пластинчатой пружинной части 174. И четвертый изгиб 181 присоединяет вторую более короткую пластинчатую пружинную часть 174 ко второму опорному элементу. Первая более короткая пластинчатая пружинная часть 173, второй U-образный изгиб 179, более длинная пластинчатая пружинная часть 175, третий U-образный изгиб 180 и вторая более короткая пластинчатая пружинная часть 174 формируют упомянутую активную часть опорного имплантата в виде С-образной пружины. Задняя часть этой С-образной пружины формируется непосредственно более длинной пластинчатой пружинную частью 175. Более длинная пластинчатая пружинная часть 175 имеет кривизну обратную U-образной кривизне второго U-образного изгиба 179 и третьего U-образного изгиба 180, то есть вогнутая, и обращена к отверстию С-образной пружины. Следовательно, при прикреплении к колену изгиб С-образной пружины обращен к колену, конкретно, к впадине колена. Более длинная пластинчатая пружинная часть 175 имеет предпочтительно удлиненный паз или прямоугольное отверстие 1751, которое проходит в продольном направлении более длинной пластинчатой пружинной части 175 и проходит, также предпочтительно по всей ее длине. Это отверстие 1751 становится важным элементом, когда колено сгибается (см. фиг.9 ниже). Чтобы соблюсти асимметрию головок бедренной и малоберцовой костей, вся конструкция опорного имплантата асимметричная.
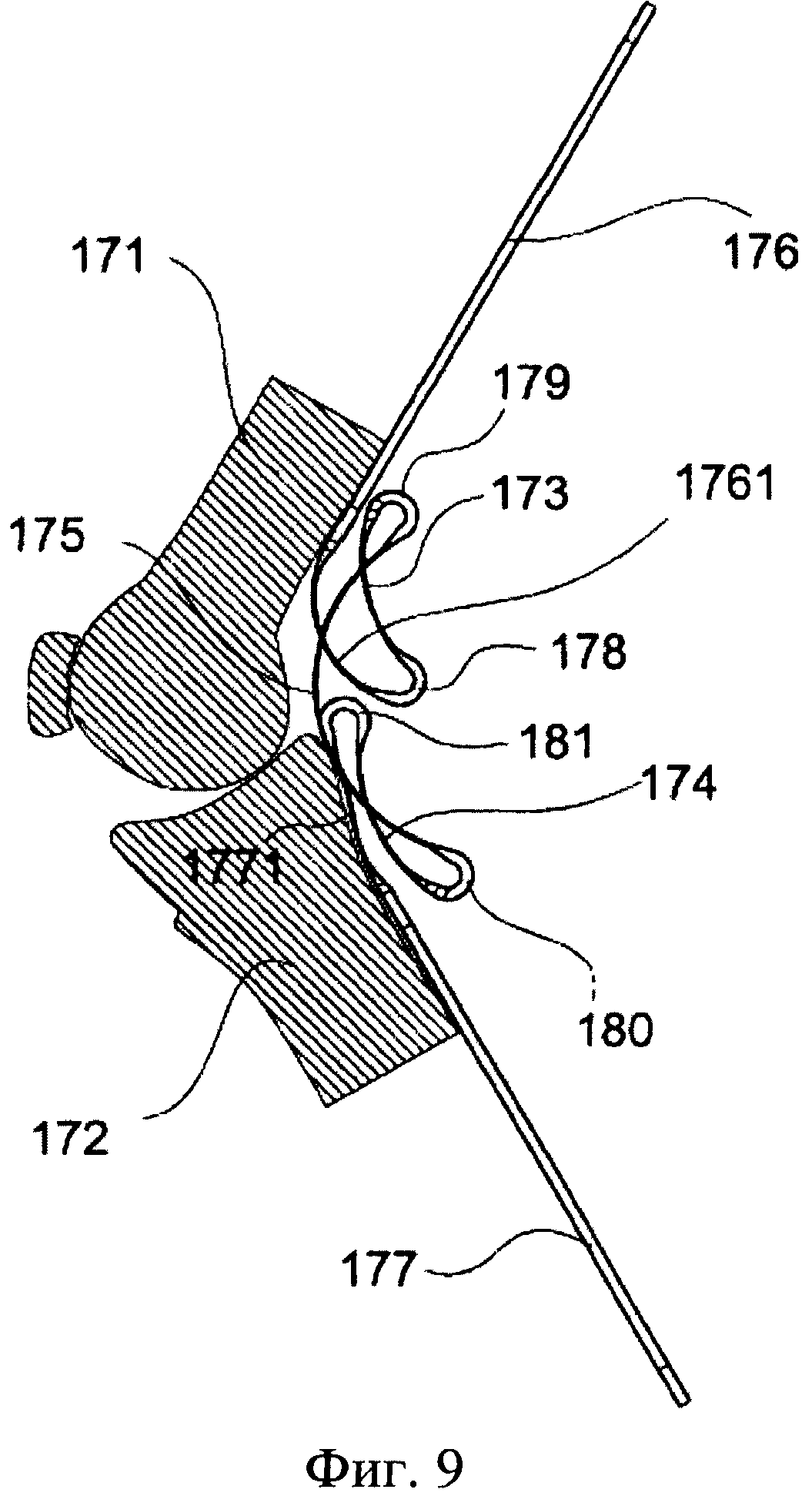
На фиг.9 показано как опорный имплантат фиг 7 и 8 сжимается или складывается, когда колено сгибается. В этом случае первый U-образный изгиб 178 и четвертый U-образный изгиб 181 выступают через отверстие 1751 в более длинной пластинчатой пружинной части 175. И, по меньшей мере, часть первой более короткой пластинчатой пружинной части 173 и, по меньшей мере, часть второй более короткой пластинчатой пружинной части 174, также выступают через упомянутое отверстие. Наоборот, более длинная пластинчатая пружинная часть 175 изгибается дальше по направлению к впадине колена. Наружные края двух более коротких пластинчатых пружинных частей 173, 174 и более длинных внутренних сторон отверстия 1751 в более длинной пластинчатой пружинной части 175 перемещаются мимо друг друга почти с возможностью резания. Поскольку три пластинчатые пружинные части 173, 174, 175 и две дополнительные необязательные пластинчатые пружинные части 1761, 1771 придают опорному имплантату высокой степени гибкость в нескольких направлениях, может иметь место выступание вперед или смещение назад сустава при поперечном перемещении первого изгиба 178 и четвертого изгиба 181. При таком способе сжимания или складывания, пространство, занимаемое опорным имплантатом при согнутом колене, сравнимо с пространством, занимаемом опорным имплантатом при разогнутом колене.
Благодаря эффекту растяжения, опорный имплантат, представленный на фиг.7-9, гарантирует, что суставной зазор будет открыт в любом положении сустава, даже под действием экстремальных сил сжатия. В результате кости, связанные с суставом, смогут перемещаться по направлению друг к другу, не соприкасаясь (места, где хрящевой слой отсутствует или частично разрушен из-за износа, позволяют костям тереться, что вызывает боль). Согласно последней информации, доступной для заявителя, оказалось, что форма сплющенной буквы омега, если смотреть сбоку, является наилучшим вариантом для как можно точного воспроизведения ряда последовательных движений коленного сустава.
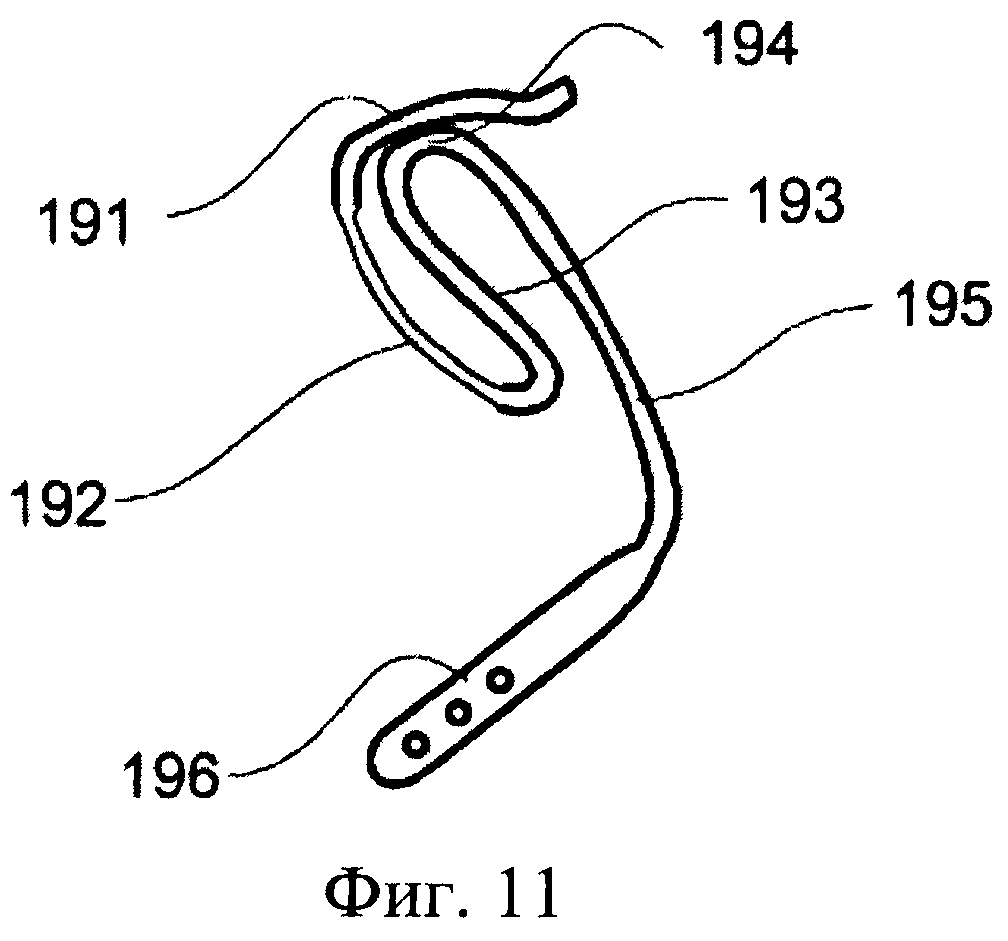
На фиг.10 и 11 показан суставной протез в соответствии с изобретением, который больше всего подходит для применения в качестве протеза для нижнечелюстного сустава. Протез включает в себя верхнечелюстную часть 191, пластинчатую пружинную часть 192, восходящую соединительную часть 193, опорную часть 194, нисходящую соединительную часть 195 и нижнечелюстную часть 196. На фиг.10 показан протез для нижнечелюстного сустава в имплантированном состоянии, когда рот пациента закрыт.
В данном контексте, часть 191 для верхней челюсти крепится к оставшейся части верхней челюсти с помощью винтов 199. Нижнечелюстная часть 196 крепится к оставшейся части нижней челюсти с помощью винтов 198. Опорная часть 194 плотно прилегает к верхнечелюстной части 191 из-под низа 191. Опорная часть 194 и нижняя сторона верхнечелюстной части 191 вместе обеспечивают подвижность, приближающуюся к естественному движению челюсти (поворачивание и смещение нижней и верхней челюсти относительно друг друга). Пластинчатая пружинная часть 192, которая прокатывается в соответствии с изобретением, обеспечивает упругую гибкость, необходимую для протеза. На фиг.11 показан тот же самый нижнечелюстной протез, когда рот пациента открыт. В этом случае, пластинчатая пружинная часть 192 немного изгибается назад и немного вытягивается, а опорная часть 194 поворачивается вниз вместе с нисходящей соединительной частью 195 и нижнечелюстной частью 196. При этом опорная часть 194 может слегка скользить вперед по нижней стороне верхнечелюстной части 191. Такой протез для нижнечелюстного сустава предотвращает избыточное растягивание верхней и нижней челюстей: растягивание предотвращается, если пластинчатая пружинная часть 192 почти полностью прямая.
Реферат
Изобретение относится к области прокатки. Для обеспечения заданного коэффициента упругости металлической полосы ее получают цельной без сварных швов из ферритной, мартенситной или смешанной ферритной/мартенситной стали, содержащей по меньшей мере один участок, в котором кристаллиты имеют сравнительно более выраженную анизотропную ориентацию, и по меньшей мере один участок, в котором кристаллиты имеют сравнительно менее выраженную анизотропную ориентацию, и при этом рентгеновские θ-2θ дифрактограммы, снятые в двух противоположных точках полосы с использованием излучения CuKα, не показывают статистически существенную разницу в отношении положения и формы соответствующих пиков. Прокатку полосы 11 осуществляют между валком 21, имеющим ось вращения 211 и поверхность 212 прокатки с одной стороны, и опорой 31, имеющей опорную поверхность 311 с другой стороны, при этом угловую скорость валка регулируют. Полученную полосу используют при изготовлении пинцетов, опорных имплантатов и суставных протезов. 6 н. и 15 з.п. ф-лы, 4 табл., 11 ил.
Формула
применяют по меньшей мере к одной точке поверхности (212, 2212, 2222) прокатки, которая контактирует с объектом (11, 12) исходной формы путем прокатывания, в котором υ - скорость прокатки, с которой воображаемая точка на оси (211, 2211, 2221) вращения валка (21, 221, 222), лежащая на равных расстояниях от точек, в которых ось (221, 2211, 2221) вращения пересекает две передние поверхности валка (21, 221, 222), перемещается относительно объекта (11, 12) исходной формы до того, как он войдет в зону прокатки между валком (21, 221, 222) и опорой (31, 332), R - расстояние между осью (221, 2211, 2221) вращения и упомянутой точкой на поверхности (212, 2212, 2222) валка, измеряемое перпендикулярно оси (211, 2211, 2221) вращения валка, при этом температура объекта (11, 12) исходной формы и полученной катаной цельной полосы во время всего процесса прокатки не превышает 100°C в любой точке.
применяют, по меньшей мере, к каждой точке поверхности (212, 2212, 2222) прокатки, которая контактирует с объектом (11, 12) исходной формы путем прокатывания.
Комментарии