Режущая пластина, имеющая устройство противоскольжения в форме ласточкина хвоста - RU2683396C1
Код документа: RU2683396C1
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Предмет настоящей заявки относится к режущей пластине, имеющей устройство противоскольжения в форме ласточкина хвоста, предназначенное для крепления режущей пластины к обрабатывающему инструменту.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[002] Точное позиционирование режущей пластины на инструменте может обеспечить возможность высокопрецизионной механической обработки. Однако режущие пластины часто подвергаются воздействию больших сил во время операций механообработки, которые могут вызвать смещение или изменение ориентации режущей пластины относительно обрабатывающего инструмента, который удерживает ее.
[003] В патенте США 4,335,983 раскрыта режущая пластина 5 с наклонными боковыми поверхностями 22, 23, как видно на фиг. 6 данного ссылочного материала. Режущие пластины 5 зажаты в заданном положении под действием смещающей силы, приложенной к их еще одной наклонной боковой поверхности 25.
[004] В патенте США 5,746,549 раскрыта режущая пластина с «быстродействующим фиксирующим средством». Режущая пластина имеет выступ («выступ 23»), выступающий вниз от базовой поверхности режущей пластины, при этом выступ имеет «фиксирующую поверхность 27», выполненную с возможностью входа в контактное взаимодействие с фиксирующим элементом 29. Инструмент может также содержать выталкивающий элемент 39 для приложения выталкивающей силы, противодействующей растягивающей силе, приложенной фиксирующим элементом 29. Другой публикацией, показывающей выступ, является ЕР 1753576.
[005] Задачей настоящего изобретения является разработка новой и усовершенствованной режущей пластины и/или нового и усовершенствованного инструмента с устройством противоскольжения, имеющим форму ласточкина хвоста.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[006] В соответствии с первым аспектом предмета настоящей заявки разработана режущая пластина с устройством противоскольжения режущей пластины, имеющим форму ласточкина хвост и расположенным смежно с базовой поверхностью режущей пластины.
[007] В соответствии с дополнительным аспектом предмета настоящей заявки разработана режущая пластина, содержащая противоположные верхнюю поверхность и базовую поверхность режущей пластины, которые соединены периферийной поверхностью режущей пластины, и устройство противоскольжения режущей пластины, имеющее форму ласточкина хвоста, расположенное смежно с базовой поверхностью режущей пластины и содержащее первую, вторую и третью опорные поверхности режущей пластины; при этом первая опорная поверхность режущей пластины содержит первую часть, имеющую форму ласточкина хвоста и образующую внешний и острый первый угол ласточкина хвоста относительно базовой поверхности режущей пластины; вторая опорная поверхность режущей пластины содержит вторую часть, имеющую форму ласточкина хвоста и образующую внешний и острый второй угол ласточкина хвоста относительно базовой поверхности режущей пластины; третья опорная поверхность режущей пластины содержит третью часть, имеющую форму ласточкина хвоста и образующую внешний и острый третий угол ласточкина хвоста относительно базовой поверхности режущей пластины; при этом на виде, перпендикулярном к базовой поверхности режущей пластины, первая часть, имеющая форму ласточкина хвоста, не параллельна второй части, имеющей форму ласточкина хвоста, и режущая пластина имеет цельную конструкцию.
[008] Следует отметить, что все устройства противоскольжения (режущей пластины или инструмента) в настоящей заявке представляют собой устройства противоскольжения в форме ласточкина хвоста, то есть содержащие непараллельные части, имеющие форму ласточкина хвоста и образующие острый угол ласточкина хвоста относительно соответствующей базовой поверхности. Для краткости «устройства противоскольжения» могут появляться в дальнейшем без последующих слов «ласточкин хвост», но должны восприниматься как имеющие то же значение. Аналогичным образом, для краткости слова «устройство противоскольжения» могут появляться в дальнейшем без последующих слов «режущая пластина» или «инструмент», если в контексте явным образом не указано на устройство противоскольжения одного или другого.
[009] Также следует отметить, что вид, перпендикулярный базовой поверхности, также может представлять собой вид в разрезе и в альтернативном варианте может представлять собой вид вдоль центральной оси режущей пластины, продолжающейся перпендикулярно к базовой поверхности режущей пластины и через центр базовой поверхности режущей пластины.
[0010] В соответствии с еще одним дополнительным аспектом предмета настоящей заявки разработана режущая пластина, содержащая: противоположные верхнюю поверхность и базовую поверхность режущей пластины, которые соединены периферийной поверхностью режущей пластины, выступ, продолжающийся от базовой поверхности режущей пластины и окруженный базовой поверхностью режущей пластины, и расположенный на расстоянии от периферийной поверхности режущей пластины, и устройство противоскольжения в форме ласточкина хвоста, образованное на выступе; при этом устройство противоскольжения в форме ласточкина хвоста содержит первую, вторую и третью опорные поверхности режущей пластины, соответственно содержащие первую, вторую и третью части, имеющие форму ласточкина хвоста, каждая из которых соответственно образует внешний и острый угол ласточкина хвоста относительно базовой поверхности режущей пластины; при этом, по меньшей мере, первая и вторая части, имеющие форму ласточкина хвоста, не параллельны друг другу на виде, перпендикулярном к базовой поверхности режущей пластины.
[0011] В соответствии с еще одним аспектом предмета настоящей заявки разработана режущая пластина, содержащая противоположные верхнюю поверхность и базовую поверхность режущей пластины, которые соединены периферийной поверхностью режущей пластины, и устройство противоскольжения в форме ласточкина хвоста, расположенное смежно с базовой поверхностью режущей пластины и содержащее, по меньшей мере, три опорные поверхности режущей пластины; при этом первая опорная поверхность режущей пластины содержит первую часть режущей пластины, имеющую форму ласточкина хвоста и образующую внешний и острый первый угол ласточкина хвоста режущей пластины с базовой поверхностью режущей пластины; вторая опорная поверхность режущей пластины содержит вторую часть режущей пластины, имеющую форму ласточкина хвоста и образующую внешний и острый второй угол наклона ласточкина хвоста режущей пластины с базовой поверхностью режущей пластины; третья опорная поверхность режущей пластины содержит третью часть режущей пластины, имеющую форму ласточкина хвоста и образующую внешний и острый третий угол ласточкина хвоста режущей пластины с базовой поверхностью режущей пластины; при этом на виде, перпендикулярном к базовой поверхности режущей пластины, третья опорная поверхность режущей пластины обращена в направлении, противоположном по отношению к месту, в котором сходятся первая и вторая опорные поверхности режущей пластины.
[0012] В соответствии с другим аспектом предмета настоящей заявки разработан корпус сборного режущего инструмента с устройством противоскольжения корпуса сборного режущего инструмента, имеющим форму ласточкина хвоста и расположенным смежно с базовой поверхностью корпуса сборного режущего инструмента.
[0013] В соответствии с еще одним аспектом предмета настоящей заявки разработан корпус сборного режущего инструмента с первой и второй опорными поверхностями, которые на виде, перпендикулярном к базовой поверхности, сходятся по направлению друг к другу с увеличивающейся близостью к периферийной зоне корпуса сборного режущего инструмента.
[0014] В соответствии с дополнительным аспектом предмета настоящей заявки разработан корпус сборного режущего инструмента, имеющий ось вращения, определяющую направление спереди назад, и содержащий: режущий конец; периферийную поверхность, продолжающуюся назад от режущего конца; опорную зону для режущей пластины, расположенную смежно с режущим концом, и внутреннюю и периферийную зоны, расположенные с противоположных сторон опорной зоны для режущей пластины; при этом периферийная зона продолжается вдоль режущего конца и/или периферийной поверхности; при этом опорная зона для режущей пластины содержит базовую поверхность, опорное углубление, заглубленное в корпус сборного режущего инструмента от базовой поверхности и, по меньшей мере, частично окруженное ею, и первую и вторую опорные поверхности; при этом первая опорная поверхность содержит первую часть, имеющую форму ласточкина хвоста и образующую внутренний и острый первый угол ласточкина хвоста с базовой поверхностью, и вторая опорная поверхность содержит вторую часть, имеющую форму ласточкина хвоста и образующую внутренний и острый второй угол ласточкина хвоста с базовой поверхностью; при этом на виде, перпендикулярном к базовой поверхности, первая часть, имеющая форму ласточкина хвоста, не параллельна второй части, имеющей форму ласточкина хвоста, и корпус сборного режущего инструмента дополнительно имеет отверстие под прихват, открывающееся на первом конце в опорном углублении и продолжающееся от него внутрь корпуса сборного режущего инструмента.
[0015] В соответствии с еще одним аспектом предмета настоящей заявки разработан корпус сборного режущего инструмента, содержащий отверстие под винт, открывающееся на периферийной поверхности корпуса сборного режущего инструмента, и отверстие под прихват, пересекающее отверстие под винт и направленное к периферийной зоне корпуса сборного режущего инструмента.
[0016] В соответствии с дополнительным аспектом предмета настоящей заявки разработан корпус сборного режущего инструмента, содержащий: режущий конец; периферийную поверхность, продолжающуюся назад от режущего конца; опорную зону для режущей пластины, расположенную смежно с режущим концом; внутреннюю и периферийную зоны, расположенные с противоположных сторон опорной зоны для режущей пластины, при этом периферийная зона продолжается вдоль режущего конца и/или периферийной поверхности; отверстие под винт, открывающееся на первом конце на периферийной поверхности и продолжающееся во внутреннюю зону; отверстие под прихват, открывающееся на первом конце в опорной зоне для режущей пластины и на втором конце в отверстии под винт и имеющее ось отверстия под прихват, продолжающуюся через его центр и по направлению к периферийной зоне; при этом опорная зона для режущей пластины содержит базовую поверхность и первую и вторую опорные поверхности, которые на виде, перпендикулярном к базовой поверхности, сходятся по направлению друг к другу с увеличивающейся близостью к периферийной зоне корпуса сборного режущего инструмента.
[0017] В соответствии с еще одним аспектом предмета настоящей заявки разработан корпус сборного режущего инструмента в соответствии с любым из вышеприведенных аспектов, дополнительно содержащий прихват и винт, выполненный с возможностью перемещения прихвата.
[0018] В соответствии с дополнительным аспектом предмета настоящей заявки разработан корпус сборного режущего инструмента, содержащий корпус сборного режущего инструмента, винт и прихват; при этом корпус сборного режущего инструмента содержит отверстие под винт, открывающееся на первом конце на периферийной поверхности и продолжающееся в корпус сборного режущего инструмента, и отверстие под прихват, открывающееся на первом конце в опорной зоне для режущей пластины и на втором конце в отверстии под винт; при этом винт расположен в отверстии под винт, прихват расположен в отверстии под прихват, винт содержит воздействующую часть, увеличенную часть и центральную часть, более тонкую, чем увеличенная часть, и расположенную между воздействующей частью и увеличенной частью, при этом воздействующая часть винта расположена ближе к периферийной поверхности, чем увеличенная часть, при этом прихват прилегает к увеличенной части; при этом корпус сборного режущего инструмента выполнен с возможностью перемещения прихвата по направлению к опорной зоне для режущей пластины за счет его прилегания к увеличенной части при перемещении винта в направлении наружу из корпуса сборного режущего инструмента.
[0019] Как будет дополнительно подробно объяснено ниже устройство противоскольжения режущей пластины, имеющее форму ласточкина хвоста, может иметь поверхности, предназначенные для использования вместе с корпусом сборного режущего инструмента, имеющим соответствующие поверхности имеющего форму ласточкина хвоста устройства противоскольжения корпуса сборного режущего инструмента.
[0020] В соответствии с еще одним аспектом предмета настоящей заявки разработан сборный режущий инструмент, содержащий корпус сборного режущего инструмента согласно любому из вышеприведенных аспектов и режущую пластину согласно любому из вышеприведенных аспектов.
[0021] В частности, сборный режущий инструмент может содержать режущую пластину в соответствии с любым из вышеприведенных аспектов, корпус сборного режущего инструмента в соответствии с любым из вышеприведенных аспектов и прихват, расположенный в отверстии под прихват, при этом режущая пластина закреплена в опорной зоне корпуса сборного режущего инструмента, предназначенной для режущей пластины, посредством только: первой опорной поверхности режущей пластины, прилегающей к первой опорной поверхности корпуса сборного режущего инструмента, второй опорной поверхности режущей пластины, прилегающей ко второй опорной поверхности корпуса сборного режущего инструмента, прихвата, упирающегося в третью опорную поверхность режущей пластины, и базовой поверхности режущей пластины, прилегающей к базовой поверхности корпуса сборного режущего инструмента.
[0022] В соответствии с еще одним аспектом предмета настоящей заявки разработан способ прихвата режущей пластины относительно корпуса сборного режущего инструмента, при этом режущая пластина и корпус сборного режущего инструмента имеют конструкцию в соответствии с одним из вышеприведенных аспектов.
[0023] Одно или более из нижеуказанных преимуществ могут быть достигнуты при устройстве противоскольжения режущей пластины, имеющем форму ласточкина хвоста и образованном смежно с базовой поверхностью режущей пластины:
- Боковые поверхности режущей пластины могут быть независимыми от функции прихвата. Другими словами, боковые поверхности режущей пластины могут быть выполнены с конфигурацией (размерами и/или ориентацией), обеспечивающей возможность их размещения на расстоянии от всех поверхностей корпуса сборного режущего инструмента. Другими словами, боковые поверхности режущей пластины могут быть выполнены с такой конфигурацией, что они будут свободными от контакта с корпусом сборного режущего инструмента. Следовательно, один инструмент с устройством противоскольжения корпуса сборного режущего инструмента, имеющим форму ласточкина хвоста (соответствующим имеющему один размер устройству противоскольжения в форме ласточкина хвоста), может быть выполнен с возможностью удерживания режущих пластин с разными формами и/или размерами (то есть боковые поверхности режущих пластин могут иметь разные размеры и/или формы). В противоположность к этому инструмент, раскрытый в патенте США 4,335,983, более ограничен использованием режущей пластины с определенной формой периферии (поскольку поверхности корпуса сборного режущего инструмента, конфигурированные для контакта с боковыми поверхностями 22, 23, имеющими форму ласточкина хвоста, и даже с задней боковой поверхностью 25 режущей пластины, выполнены с возможностью их контакта с режущей пластиной в определенных местах).
- Верхняя поверхность режущей пластины, предусмотренная на режущей пластине, может быть независимой от функции прихвата (например, верхняя поверхность режущей пластины может не иметь выступающей головки винта, выступающей наружу части смежно с отверстием под винт или конфигурации, предназначенной для приема зажимной губки). Следовательно, может быть обеспечена возможность свободного прохождения стружки вдоль верхней поверхности режущей пластины, или может быть предусмотрено регулирование прохождения стружки предпочтительным образом.
- Режущая пластина может иметь цельную конструкцию (то есть, поскольку части, имеющие форму ласточкина хвоста, выполнены с возможностью ограничения перемещения режущей пластины вверх относительно корпуса сборного режущего инструмента, на котором она установлена, отсутствует необходимость в сравнительно большом отверстии под винт или множестве малых отверстий под винты, предназначенных для приема винта или винтов, выполненных с возможностью приложения силы, направленной вниз и необходимой для удерживания режущей пластины относительно корпуса сборного режущего инструмента). Следовательно, режущая пластина может иметь относительно значительно меньшие размеры (и, следовательно, меньшую массу), чем известные режущие пластины для высокоскоростной механообработки, что может быть очень важным вследствие больших сил, связанных с массой режущей пластины при ее вращении с высокими скоростями.
- Три или более частей, имеющих форму ласточкина хвоста, могут создать возможность получения режущей пластины, индексируемой три или более раз.
- Части, имеющие форму ласточкина хвоста, которые являются смежными с базовой поверхностью режущей пластины (и не образованы самой базовой поверхностью режущей пластины), могут обеспечивать выполнение как функции призвата (то есть в направлении, перпендикулярном к базовой поверхности режущей пластины), так и функции предотвращения скольжения в боковом направлении.
[0024] Аналогичным образом, корпус сборного режущего инструмента и/или сборный режущий инструмент, выполненный с конфигурацией, позволяющей удерживать режущую пластину с любыми из признаков, описанных выше, может обеспечить получение одного или более аналогичных преимуществ:
- Боковые поверхности гнезда корпуса сборного режущего инструмента могут быть независимыми от функции прихвата. Другими словами, боковые поверхности гнезда корпуса сборного режущего инструмента могут быть выполнены с конфигурацией (размерами и/или ориентацией), обеспечивающей возможность их размещения на расстоянии от всех поверхностей режущей пластины, которая должна удерживаться в нем. Другими словами, боковые поверхности гнезда корпуса сборного режущего инструмента могут быть выполнены с такой конфигурацией, что они будут свободными от контакта с режущей пластиной.
- Корпуса сборного режущего инструмента может быть выполнен с конфигурацией, при которой он будет контактировать с режущей пластиной только посредством базовой поверхности и поверхностей, расположенных в опорном углублении. Остальная часть корпуса сборного режущего инструмента может быть независимой от дополнительных конструктивных элементов, имеющих функцию прихвата (например, корпус сборного режущего инструмента может не иметь винта, выполненного с возможностью приложения зажимного усилия непосредственно к режущей пластине, или зажимной губки, выполненной с возможностью приложения зажимного усилия непосредственно к режущей пластине).
- Внутренняя зона корпуса сборного режущего инструмента на высоте выше базовой поверхности может быть независимой от функции прихвата (то есть при обеспечении доступа к зажимной конструкции посредством отверстия под винт, открывающегося на периферийной поверхности корпуса сборного режущего инструмента). Следовательно, может быть обеспечена возможность свободного прохождения стружки вдоль верхней поверхности режущей пластины и смежной внутренней зоны корпуса сборного режущего инструмента.
- Корпус сборного режущего инструмента может быть выполнен с возможностью дополнительного прихвата режущей пластины посредством использования центробежной силы (то есть во время вращения и в том случае, когда доступ к зажимной конструкции обеспечивается посредством отверстия под винт, открывающегося на периферийной поверхности корпуса сборного режущего инструмента, и винт предназначен для прихвата режущей пластины при извлечении винта из корпуса сборного режущего инструмента).
- Корпус сборного режущего инструмента может обеспечить дополнительную устойчивость при прихвате режущей пластины за счет обеспечения действия зажимного усилия в направлении резания.
- Корпус сборного режущего инструмента может предотвратить смещение режущей пластины и/или прихвата вверх (в том случае, когда часть прихвата по меньшей мере частично закрыта сверху корпусом сборного режущего инструментом (другими словами, прихват частично находится внутри корпуса сборного режущего инструмента)).
- Части, имеющие форму ласточкина хвоста, которые являются смежными с базовой поверхностью корпуса сборного режущего инструмента (и не образованы самой базовой поверхностью корпуса сборного режущего инструмента), могут обеспечить выполнение как функции прихвата (то есть в направлении, перпендикулярном к базовой поверхности корпуса сборного режущего инструмента), так и функции воспрепятствования скольжению в боковом направлении.
[0025] Несмотря на то, что изготовление устройств в форме ласточкина хвоста является несколько сложным (по сравнению с относительно простыми/дешевыми конструкциями отверстия под винт и винта), полагают, что, по меньшей мере, одно из вышеуказанных преимуществ или их комбинация может компенсировать подобный недостаток.
[0026] В отношении вышеуказанных преимуществ, связанных с тем, что режущая пластина имеет цельную конструкцию, следует отметить, что подобное преимущество может до некоторой степени существовать одновременно с наличием сравнительно малого сквозного отверстия в режущей пластине. Более конкретно, режущая пластина с цельной конструкцией и без какого бы то ни было сквозного отверстия теоретически имеет более высокую конструкционную прочность, чем режущая пластина, образованная со сквозным отверстием. Даже несмотря на то, что устройство противоскольжения в форме ласточкина хвоста по настоящей заявке в противоположность к обычной зажимной конструкции, состоящей из сквозного отверстия и винта, обеспечивает зажимное усилие, действующее в направлении вниз на режущую пластину посредством ее частей, имеющих форму ласточкина хвоста, следует понимать, что режущая пластина может по-прежнему иметь цельную конструкцию и быть выполнена с малым сквозным отверстием, например, для нанесения покрытия без чрезмерного ослабления ее конструкции. Таким образом, несмотря на то, что режущая пластина с цельной конструкцией и без сквозного отверстия является предпочтительной с точки зрения ее конструкционной прочности, следует понимать, что цельная режущая пластина со сравнительно малым сквозным отверстием может также быть предпочтительной, например, для целей нанесения покрытия. Для избежания ненужного ослабления режущей пластины подобное сквозное отверстие должно быть как можно меньшим. Соответственно, для целей описания и формулы изобретения режущая пластина, определенная как имеющая «цельную конструкцию», может, тем не менее, включать в себя сквозное отверстие, имеющее диаметр, составляющий менее 3 мм (или некруглое отверстие, имеющее эквивалентный объем). Другими словами, режущая пластина, имеющая цельную конструкцию, не имеет сквозного отверстия, имеющего диаметр, составляющий 3 мм или более (или некруглого отверстия, имеющего эквивалентный объем). Подобное сквозное отверстие предпочтительно должно иметь диаметр, составляющий 2 мм или менее или наиболее предпочтительно - даже 1 мм или менее (или должно представлять собой некруглое отверстие, имеющее эквивалентный объем). Следует понимать, что вариант осуществления режущей пластины, обладающий наибольшей конструкционной прочностью, может быть дополнительно определен как «не имеющий сквозного отверстия», что означает, что режущая пластина не имеет сквозного отверстия любого диаметра. Несмотря на то, что большинство режущих пластин содержат сквозные отверстия для обеспечения зажимного усилия, действующего в направлении вниз и необходимого для выдерживания тысяч или даже миллионов ударов об обрабатываемую деталь (в частности, при применениях при фрезеровании), полагают, что, по меньшей мере, одно из вышеуказанных преимуществ или их комбинация может компенсировать подобный недостаток.
[0027] В отношении вышеуказанных преимуществ, связанных с высокоскоростной механообработкой, следует отметить, что инструменты для высокоскоростного резания могут быть определены как те, которые выполнены с возможностью выполнения операций, при которых фрикционный прихват недостаточен для выдерживания центробежных сил во время вращения. Дополнительное уточнение можно найти в стандарте ISO 15641 (ISO - Международная организация по стандартизации). Подобные инструменты могут быть особенно предпочтительными для механической обработки таких материалов, как мягкие металлы, в особенности алюминия.
[0028] В отношении преимуществ, упомянутых выше и связанных со скольжением режущей пластины вдоль базовой поверхности корпуса сборного режущего инструмента, следует отметить, что такое скольжение может включать в себя вращательное и/или поступательное движение. Скольжение, предпочтительно предотвращаемое, представляет собой видимое скольжение, то есть может быть предусмотрен конструктивный допуск на размеры инструмента и/или режущей пластины, достаточный для обеспечения возможности их видимого смещения друг относительно друга, что может обеспечить возможность соответствующего позиционирования режущей пластины посредством прихвата. Однако скольжение также может быть невидимым скольжением, то есть чрезмерно малым, так что его невозможно будет увидеть невооруженным глазом, но при этом оно может происходить во время операций резания.
[0029] Следует понимать, что поскольку устройство противоскольжения в форме ласточкина хвоста по настоящей заявке выполнено с возможностью выполнения не только функции прихвата перпендикулярно к базовой поверхности, но и также функции воспрепятствования скольжению в боковом направлении, - при этом подобное скольжение вызывается, среди прочего, силами резания, действующими на, по меньшей мере, одну режущую кромку режущей пластины, - устройство противоскольжения предпочтительно может быть выполнено с конфигурацией с геометрическими характеристиками, соответствующими геометрии режущей кромки режущей пластины. Некоторыми неограничивающими примерами подобных геометрических характеристик могут быть одна или более из характеристик, представляющих собой длину, ориентацию или положение части, имеющей форму ласточкина хвоста, или, например, число частей, имеющих форму ласточкина хвоста, относительно числа частей режущей кромки, предусмотренных на режущей кромке. Следует понимать, что упоминание ниже предпочтительного распределения сил в особенности касается высокоскоростных операций механообработки.
[0030] Несмотря на то, что режущие пластины с симметрично расположенными частями, имеющими форму ласточкина хвоста, могут рассматриваться как имеющие недостаток при подвергании их воздействию несимметричных сил резания, полагают, что, по меньшей мере, одно из вышеуказанных преимуществ или их комбинация может компенсировать подобный недостаток.
[0031] Следует понимать, что вышеизложенное представляет собой краткое описание и что любой из вышеприведенных аспектов может дополнительно содержать любые из признаков, описанных ниже. В частности, нижеприведенные признаки или по отдельности, или в комбинации, могут быть применимыми для любого из вышеприведенных аспектов.
i. Режущая пластина может содержать противоположные верхнюю поверхность и базовую поверхность режущей пластины, которые соединены периферийной поверхностью режущей пластины.
ii. Режущая кромка может быть образована вдоль пересечения верхней поверхности режущей пластины и периферийной поверхности режущей пластины. Режущая кромка может продолжаться вдоль всего пересечения верхней поверхности режущей пластины и периферийной поверхности режущей пластины.
iii. Режущая кромка на виде, перпендикулярном к базовой поверхности режущей пластины, может содержать угловые кромочные части, соединяющие прямолинейные части. Более конкретно, первая и вторая части режущей кромки, продолжающиеся от угловой кромочной части, могут быть прямолинейными на виде, перпендикулярном к базовой поверхности режущей пластины.
iv. Режущая пластина может представлять собой одностороннюю режущую пластину. Например, режущая пластина может содержать режущую кромку только вдоль пересечения верхней поверхности режущей пластины и периферийной поверхности режущей пластины.
v. Режущая кромка может содержать первую и вторую части режущей кромки, продолжающиеся от разных сторон угловой кромочной части. Первая часть режущей кромки может быть более длинной, чем вторая часть режущей кромки. Первая часть режущей кромки на виде, перпендикулярном к базовой поверхности режущей пластины, может образовывать с первой имеющей форму ласточкина хвоста частью режущей пластины угол, составляющий 30° или менее. Было обнаружено, что по мере приближения первой части режущей кромки и первой части, имеющей форму ласточкина хвоста, к параллельной конфигурации режущая пластина может обеспечивать лучшее распределение сил. Соответственно, предпочтительно, чтобы первая часть режущей кромки и первая часть режущей пластины, имеющая форму ласточкина хвоста, образовывали угол, составляющий 15° или менее.
vi. Режущая кромка может содержать одну или более частей главной режущей кромки. Часть главной режущей кромки представляет собой самую длинную прямолинейную режущую кромку режущей пластины (может быть выполнено множество частей главной режущей кромки, имеющих одинаковую длину) на виде, перпендикулярном к базовой поверхности режущей пластины.
vii. Режущая пластина может содержать одинаковое число прямолинейных частей режущей пластины, имеющих форму ласточкина хвоста (то есть слово «прямолинейный» исключает угловые части, имеющие форму ласточкина хвоста), и частей главной режущей кромки.
viii. Режущая пластина может содержать, по меньшей мере, одну часть главной режущей кромки, которая параллельна смежной прямолинейной имеющей форму ласточкина хвоста части режущей пластины. Все части главной режущей кромки могут быть параллельны смежным прямолинейным частям режущей пластины, имеющим форму ласточкина хвоста.
ix. На виде, перпендикулярном к базовой поверхности режущей пластины, режущая пластина может иметь осевую симметрию при повороте на угол, равный 360°, деленный на число частей главной режущей кромки, вокруг центральной оси режущей пластины, продолжающейся перпендикулярно к базовой поверхности режущей пластины и через центр базовой поверхности режущей пластины (например, в примере, проиллюстрированном ниже, режущая пластина имеет осевую симметрию при повороте на 120° вокруг центральной оси режущей пластины). Режущая пластина может иметь осевую симметрию при повороте только на угол, равный 360°, деленный на число частей главной режущей кромки.
x. Режущая пластина может быть индексируемой. В каждом индексированном положении могут использоваться одни и те же части, имеющие форму ласточкина хвоста. Режущая пластина может иметь число частей режущей кромки, которое отличается от числа ее индексированных положений. Например, режущая пластина треугольной формы, конфигурированная с тремя индексированными положениями, может иметь шесть частей режущей кромки (например, первую вспомогательную часть режущей кромки, имеющую общую первую угловую кромочную часть с первой основной частью режущей кромки, которая является более длинной, чем первая вспомогательная часть режущей кромки, и вторую вспомогательную часть режущей кромки, имеющую общую вторую угловую кромочную часть со второй основной частью режущей кромки, которая является более длинной, чем вторая вспомогательная часть режущей кромки, и третью вспомогательную часть режущей кромки, имеющую общую третью угловую кромочную часть с третьей основной частью режущей кромки, которая является более длинной, чем третья вспомогательная часть режущей кромки). В таком примере режущая пластина может быть выполнена с возможностью выполнения механической обработки в первом индексированном положении посредством использования первых вспомогательной и основной частей режущей кромки, во втором положении - посредством использования вторых вспомогательной и основной частей режущей кромки и в третьем положении - посредством использования третьих вспомогательной и основной частей режущей кромки. Симметричное устройство противоскольжения может быть предпочтительным для конфигурирования режущей пластины с возможностью ее индексации три или более раз.
xi. Режущая кромка может содержать одну или более частей спиральной формы. Основные и вспомогательные части режущей кромки, предусмотренные на режущей кромке, предпочтительно все имеют спиральную форму. Это может быть предпочтительным, например, для высокоскоростной механической обработки алюминия.
xii. Режущая пластина на виде, перпендикулярном к верхней поверхности режущей пластины, может иметь треугольную форму.
xiii. Верхняя поверхность режущей пластины может быть выполнена с конфигурацией поверхности, образующей передний угол.
xiv. Периферийная поверхность режущей пластины может быть выполнена с конфигурацией поверхности, образующей задний угол.
xv. Базовая поверхность режущей пластины и/или базовая поверхность корпуса сборного режущего инструмента могут быть плоскими.
xvi. Устройство противоскольжения корпуса сборного режущего инструмента может содержать первую и вторую опорные поверхности корпуса сборного режущего инструмента. Устройство противоскольжения корпуса сборного режущего инструмента может содержать точно две опорные поверхности, а именно первую и вторую опорные поверхности корпуса сборного режущего инструмента. Устройство противоскольжения корпуса сборного режущего инструмента может содержать воздействующую поверхность. Устройство противоскольжения корпуса сборного режущего инструмента может содержать точно одну воздействующую поверхность.
xvii. Устройство противоскольжения режущей пластины может содержать точно три опорные поверхности.
xviii. Первая и вторая опорные поверхности корпуса сборного режущего инструмента и/или режущей пластины могут быть не параллельными друг другу на виде, перпендикулярном к соответствующей базовой поверхности. Первая и вторая опорные поверхности могут частично или предпочтительно вдоль всей их длины сходиться по направлению друг к другу. Каждые две точки первой и второй опорных поверхностей, находящиеся ближе к плоскости воздействующей поверхности, чем другие две точки первой и второй опорных поверхностей, расположенные дальше от плоскости воздействующей поверхности, могут находиться на заданном расстоянии друг от друга, имеющем большую величину по сравнению с двумя точками, которые указаны последними. Пары самых близких точек первой и второй опорных поверхностей могут находиться в пределах соответствующих общих плоскостей сечения опорных поверхностей, которые параллельны плоскости воздействующей поверхности и находятся на заданном расстоянии друг от друга. По меньшей мере, одно из заданных расстояний имеет большую величину, чем другое заданное расстояние, которое соответствует паре точек, удаленных дальше от плоскости воздействующей поверхности. На виде, перпендикулярном к базовой поверхности корпуса сборного режущего инструмента или базовой поверхности режущей пластины, первая и вторая опорные поверхности могут продолжаться друг относительно друга под углом опорной части режущей пластины или корпуса сборного режущего инструмента, составляющим менее 180°. Первая и вторая опорные поверхности могут продолжаться друг относительно друга под острым углом опорной части режущей пластины или корпуса сборного режущего инструмента. Более предпочтительным является угол опорной части режущей пластины или корпуса сборного режущего инструмента, составляющий от 20° до 90°. Еще более предпочтительным является диапазон от 50° до 70°.
xix. Устройство противоскольжения режущей пластины или корпуса сборного режущего инструмента может находиться смежно с базовой поверхностью режущей пластины или базовой поверхностью корпуса сборного режущего инструмента. Опорные поверхности режущей пластины могут продолжаться от базовой поверхности режущей пластины в направлении от верхней поверхности режущей пластины.
xx. Опорная поверхность режущей пластины может содержать часть режущей пластины, имеющую форму ласточкина хвоста и образующую внешний и острый угол ласточкина хвоста относительно базовой поверхности режущей пластины.
xxi. Опорная поверхность, предпочтительно каждая опорная поверхность режущей пластины может содержать соединительную часть с вогнутой формой, соединяющую часть режущей пластины, имеющую форму ласточкина хвоста, с базовой поверхностью режущей пластины. Каждая соединительная часть с вогнутой формой может иметь радиус RC, составляющий, по меньшей мере, 0,05 мм. Подобный радиус может быть предпочтительным для обеспечения конструкционной прочности во время операций высокоскоростного резания. Часть режущей пластины, имеющая форму ласточкина хвоста, и соединительная часть с вогнутой формой могут совместно образовывать опорное углубление выступа на выступе, продолжающемся от базовой поверхности режущей пластины. В сущности говоря, поскольку части, имеющие форму ласточкина хвоста, выполнены с конфигурацией, позволяющей выдерживать приложение к ним определенных сил, следует понимать, что даже прерывистые части, имеющие форму ласточкина хвоста, которые, тем не менее, являются копланарными, следует рассматривать для целей описания и формулы изобретения как одну часть, имеющую форму ласточкина хвоста.
xxii. Части первой и второй опорной поверхностей, имеющие форму ласточкина хвоста, могут продолжаться в направлении вверх и внутрь. «Ласточкин хвост» режущей пластины может образовывать с базовой поверхностью внешний угол, составляющий от 50° до 80°. Было обнаружено, что углы наклона «ласточкина хвоста» режущей пластины, составляющие от 70° до 80°, могут обеспечивать предпочтительное распределение сил.
xxiii. На виде, перпендикулярном к базовой поверхности режущей пластины, часть, имеющая форму ласточкина хвоста, или все имеющие форму ласточкина хвоста части режущей пластины может/могут быть обращена/обращены наружу от режущей пластины. Точнее, часть или части, имеющая(-ие) форму ласточкина хвоста может/могут быть наклонной(-ыми) с точками на ней/них, которые находятся дальше от базовой поверхности режущей пластины и «стремятся» к смежной части периферийного края базовой поверхности на виде, перпендикулярном к базовой поверхности режущей пластины. Напротив, в сечении, перпендикулярном к базовой поверхности корпуса сборного режущего инструмента, каждая из первой и второй опорных поверхностей корпуса сборного режущего инструмента может быть обращена внутрь. Аналогичным образом, воздействующая поверхность корпуса сборного режущего инструмента может быть обращена внутрь.
xxiv. Периферийный край базовой поверхности может продолжаться вдоль пересечения базовой поверхности режущей пластины и периферийной поверхности режущей пластины.
xxv. Максимальная ширина базовой поверхности может быть измеряемой между наиболее удаленными смежными точками любой (то есть всех) из частей режущей пластины, имеющих форму ласточкина хвоста и предусмотренных в режущей пластине, до периферийного края базовой поверхности.
xxvi. Минимальная ширина базовой поверхности может быть измеряемой между ближайшими смежными точками любой (то есть всех) из частей режущей пластины, имеющих форму ласточкина хвоста и предусмотренных в режущей пластине, и смежного участка периферийного края базовой поверхности. Минимальная ширина базовой поверхности может иметь значение, составляющее, по меньшей мере, 50% от максимальной ширины базовой поверхности.
xxvii. На виде, перпендикулярном к базовой поверхности режущей пластины, первая ширина базовой поверхности может быть измеряемой между первой частью, имеющей форму ласточкина хвоста, и смежной частью периферийного края базовой поверхности. Если часть, имеющая форму ласточкина хвоста, и смежный периферийный край базовой поверхности не параллельны, первая ширина базовой поверхности рассматривается как определяемая между их ближайшими точками. Первая ширина базовой поверхности может иметь значение, составляющее от 60% до 90% от максимальной ширины базовой поверхности. Первая ширина базовой поверхности предпочтительно может иметь значение, составляющее от 70% до 80% от максимальной ширины базовой поверхности.
xxviii. На виде, перпендикулярном к базовой поверхности режущей пластины, вписанная окружность «ласточкина хвоста» может быть вписанной по отношению к частям устройства противоскольжения режущей пластины, имеющим форму ласточкина хвоста, и может иметь радиус R1 «ласточкина хвоста».
xxix. На виде, перпендикулярном к базовой поверхности режущей пластины, вписанная окружность края может быть вписанной по отношению к периферийному краю базовой поверхности режущей пластины и может иметь радиус R2 края.
xxx. Радиус R1 «ласточкина хвоста» может иметь величину, составляющую от 40% до 70% от радиуса R2 края. Радиус R1 «ласточкина хвоста» предпочтительно имеет величину, составляющую от 45% до 65% и наиболее предпочтительно - от 50% до 60% от радиуса R2 края
xxxi. Первая и/или вторая части режущей пластины, имеющие форму ласточкина хвоста, могут быть удлиненными. Кроме того, третья часть режущей пластины, имеющая форму ласточкина хвоста, или все части режущей пластины, имеющие форму ласточкина хвоста, может/могут быть удлиненной/удлиненными. Удлинение предпочтительно может быть в направлении, параллельном базовой поверхности режущей пластины. Другими словами, первый размер части, имеющей форму ласточкина хвоста, может быть измеряемым в направлении, перпендикулярном к плоскости базовой поверхности режущей пластины, и относительно больший размер (то есть вдоль удлинения «ласточкина хвоста») может быть измеряемым в направлении, параллельном базовой поверхности режущей пластины.
xxxii. Первая и вторая части режущей пластины, имеющие форму ласточкина хвоста, могут иметь равную длину на виде, перпендикулярном к базовой поверхности режущей пластины. Кроме того, третья часть режущей пластины, имеющая форму ласточкина хвоста, или все части режущей пластины, имеющие форму ласточкина хвоста, может/могут иметь такую же длину, как первая и вторая части режущей пластины, имеющие форму ласточкина хвоста.
xxxiii. Все опорные поверхности режущей пластины и все углы наклона «ласточкина хвоста» режущей пластины могут быть идентичными.
xxxiv. На виде, перпендикулярном к базовой поверхности режущей пластины, первая часть режущей пластины, имеющая форму ласточкина хвоста, может быть прямолинейной и смежной по отношению к прямолинейной основной части режущей кромки. Первая часть режущей пластины, имеющая форму ласточкина хвоста, может иметь первую длину L1 «ласточкина хвоста» режущей пластины, которая имеет значение, составляющее от 63% до 83% от первой длины L2 режущей кромки, представляющей собой длину основной части режущей кромки, или предпочтительно составляющее от 75% до 83% от первой длины режущей кромки.
xxxv. На виде, перпендикулярном к базовой поверхности режущей пластины, все части режущей пластины, имеющие форму ласточкина хвоста, могут быть прямолинейными и могут быть соединены угловыми частями режущей пластины, имеющими форму ласточкина хвоста. Прямолинейные части режущей пластины, имеющие форму ласточкина хвоста, и угловые части режущей пластины, имеющие форму ласточкина хвоста, могут образовывать непрерывную форму. Непрерывная форма может представлять собой треугольник.
xxxvi. Угловые части режущей пластины, имеющие форму ласточкина хвоста, могут образовывать внешний и острый угол наклона имеющей форму ласточкина хвоста угловой части режущей пластины с базовой поверхностью режущей пластины.
xxxvii. По соображениям, связанным с прочностью, предпочтительно, чтобы на виде, перпендикулярном к базовой поверхности режущей пластины, базовая поверхность режущей пластины полностью окружала устройство противоскольжения. Другими словами, базовая поверхность режущей пластины может продолжаться вдоль всей периферийной поверхности (то есть быть смежной со всей периферийной поверхностью) режущей пластины. Первая, вторая и третья опорные поверхности режущей пластины могут быть расположены на расстоянии от зоны пересечения периферийной поверхности режущей пластины и базовой поверхности режущей пластины.
xxxviii. Плоскость PID «ласточкина хвоста» режущей пластины может быть перпендикулярна к базовой поверхности режущей пластины и может продолжаться в центре между первой и второй частями, имеющими форму ласточкина хвоста. Первая и вторая части, имеющие форму ласточкина хвоста, могут быть симметричными относительно плоскости PID «ласточкина хвоста» режущей пластины. Все части режущей пластины, имеющие форму ласточкина хвоста, могут быть симметричными относительно плоскости PID «ласточкина хвоста» режущей пластины.
xxxix. Опорная поверхность режущей пластины или, по меньшей мере, ее часть может образовывать воздействующую поверхность (то есть функционировать в качестве воздействующей поверхности) режущей пластины. Часть режущей пластины, имеющая форму ласточкина хвоста, или, по меньшей мере, ее часть может образовывать воздействующую поверхность режущей пластины.
xl. Опорные поверхности режущей пластины могут быть выполнены с такой конфигурацией, что при зажатом положении точно две из, по меньшей мере, трех опорных поверхностей режущей пластины будут сопрягаться с опорными поверхностями корпуса сборного режущего инструмента, и еще одна из данных, по меньшей мере, трех опорных поверхностей будет сопрягаться с воздействующей поверхностью прихвата.
xli. Воздействующая поверхность корпуса сборного режущего инструмента и воздействующая поверхность режущей пластины могут быть обе плоскими.
xlii. На виде, перпендикулярном к базовой поверхности режущей пластины, третья опорная поверхность режущей пластины может быть обращена в направлении, противоположном по отношению к месту, в котором сходятся первая и вторая опорные поверхности режущей пластины.
xliii. Режущая пластина может быть свободной от воздействующей поверхности режущей пластины, продолжающейся перпендикулярно к базовой поверхности режущей пластины. Режущая пластина может быть свободной от воздействующей поверхности режущей пластины, расположенной между одной или более частями режущей пластины, имеющими форму ласточкина хвоста.
xliv. Режущая пластина может содержать один или более выступов, выступающих от базовой поверхности режущей пластины, и некоторые или предпочтительно все из опорных поверхностей, принадлежащих устройству противоскольжения режущей пластины, могут быть образованы на данных одном или более выступах. Режущая пластина предпочтительно может содержать один выступ. Следует понимать, что один выступ может иметь более высокую конструкционную прочность, чем множество выступов, содержащих устройство противоскольжения.
xlv. На виде, перпендикулярном к базовой поверхности режущей пластины, устройство противоскольжения или выступ, содержащий устройство противоскольжения, может иметь симметричную форму (то есть треугольную, круглую, квадратную, шестиугольную и т.д.).
xlvi. Режущая пластина может иметь массу от 2 до 6 граммов. При выполнении частей, имеющих форму ласточкина хвоста, размер и, следовательно, масса режущей пластины могут быть уменьшены (в теории вследствие более прочной конструкции режущей пластины, например, без сравнительно большого сквозного отверстия). Это может быть предпочтительным при высокоскоростных операциях с соответствующими большими силами. Следует понимать, что, тем не менее, существует потребность в определенном минимальном количестве материала, необходимом для успешного выполнения операций механообработки. Соответственно, было обнаружено, что режущая пластина предпочтительного размера может иметь массу от 2,5 до 4,5 грамма, при этом наиболее предпочтительная конструкция имеет массу от 3,2 до 4,2 грамма.
xlvii. Режущая пластина может содержать режущую часть с высотой, измеряемой в направлении, перпендикулярном к базовой поверхности режущей пластины, и между базовой поверхностью режущей пластины и самой верхней точкой на верхней поверхности режущей пластины, наиболее удаленной от базовой поверхности режущей пластины.
xlviii. Центр тяжести режущей пластины может быть расположен на расстоянии от базовой поверхности режущей пластины, которое составляет от 12% до 30% от высоты режущей части. Следует понимать, что сравнительно низкий центр тяжести может способствовать стабилизации режущей пластины, особенно во время высокоскоростных операций. Центр тяжести в случае режущей пластины по настоящей заявке предпочтительно может быть расположен на расстоянии от базовой поверхности режущей пластины, которое составляет от 21% до 29% от высоты режущей части.
xlix. Высота устройства противоскольжения может быть измерена в направлении, параллельном направлению высоты режущей части, и от базовой поверхности режущей пластины в направлении от верхней поверхности режущей пластины до наиболее дистальной, самой нижней точки режущей пластины. Высота режущей части может иметь значение, превышающее значение высоты устройства противоскольжения.
l. Высота «ласточкина хвоста» может быть измерена в направлении, перпендикулярном к базовой поверхности режущей пластины, и от базовой поверхности режущей пластины до самой дистальной точки частей режущей пластины, имеющих форму ласточкина хвоста. Высота «ласточкина хвоста» может иметь значение, составляющее менее 70% от высоты режущей части. В еще более предпочтительном варианте высота «ласточкина хвоста» должна иметь значение, составляющее менее 50% от высоты режущей части. Тем не менее, предпочтительно, чтобы значение высоты «ласточкина хвоста» превышало 30% от высоты режущей части.
li. Режущая пластина может иметь цельную конструкцию. Режущая пластина может не иметь сквозного отверстия.
lii. Корпус сборного режущего инструмента может иметь центральную ось, определяющую направление спереди назад. Центральная ось может представлять собой ось вращения.
liii. Корпус сборного режущего инструмента может содержать режущий конец.
liv. Корпус сборного режущего инструмента может содержать периферийную поверхность корпуса сборного режущего инструмента. Периферийная поверхность корпуса сборного режущего инструмента может продолжаться по окружности. Периферийная поверхность корпуса сборного режущего инструмента может продолжаться назад от режущего конца корпуса сборного режущего инструмента.
lv. Периферийная зона корпуса сборного режущего инструмента может продолжаться вдоль режущего конца и/или периферийной поверхности корпуса сборного режущего инструмента.
lvi. Корпус сборного режущего инструмента может содержать отверстие под винт, открывающееся на первом конце на периферийной поверхности корпуса сборного режущего инструмента и продолжающееся во внутреннюю зону корпуса сборного режущего инструмента.
lvii. Корпус сборного режущего инструмента может содержать прихват.
lviii. Корпус сборного режущего инструмента может быть образован с отверстием под прихват. Отверстие под прихват может открываться на первом конце в опорной зоне для режущей пластины. Отверстие под прихват может открываться на втором конце в отверстии под винт. Более конкретно, первый конец отверстия под прихват может открываться в опорном углублении. Отверстие под прихват может быть образовано во внутренней зоне корпуса сборного режущего инструмента. Ось отверстия под прихват может продолжаться через центр отверстия под прихват по направлению к периферийной зоне корпуса сборного режущего инструмента. Ось отверстия под прихват может продолжаться до места, в котором сходятся первая и вторая опорные поверхности корпуса сборного режущего инструмента.
lix. Корпус сборного режущего инструмента может содержать опорную зону для режущей пластины. Опорная зона для режущей пластины может быть смежной с режущим концом корпуса сборного режущего инструмента. Опорная зона для режущей пластины может содержать базовую поверхность корпуса сборного режущего инструмента. Опорная зона для режущей пластины может содержать опорное углубление. Опорная зона для режущей пластины может содержать первую и вторую опорные поверхности корпуса сборного режущего инструмента. Более конкретно, первая и вторая опорные поверхности корпуса сборного режущего инструмента могут быть расположены в опорном углублении.
lx. На виде, перпендикулярном к базовой поверхности корпуса сборного режущего инструмента, первая и вторая опорные поверхности корпуса сборного режущего инструмента могут сходиться по направлению друг к другу с увеличивающейся близостью к периферийной зоне корпуса сборного режущего инструмента.
lxi. Опорная поверхность корпуса сборного режущего инструмента может содержать часть корпуса сборного режущего инструмента, имеющую форму ласточкина хвоста и образующую внутренний и острый угол ласточкина хвоста корпуса сборного режущего инструмента относительно базовой поверхности корпуса сборного режущего инструмента.
lxii. На виде, перпендикулярном к базовой поверхности корпуса сборного режущего инструмента, первая часть корпуса сборного режущего инструмента, имеющая форму ласточкина хвоста, может быть не параллельной по отношению ко второй части корпуса сборного режущего инструмента, имеющей форму ласточкина хвоста.
lxiii. На виде, перпендикулярном к базовой поверхности корпуса сборного режущего инструмента, первая и вторая опорные поверхности корпуса сборного режущего инструмента и воздействующая поверхность корпуса сборного режущего инструмента могут образовывать треугольную конфигурацию.
lxiv. Корпуса сборного режущего инструмента может содержать внутреннюю и периферийную зоны корпуса сборного режущего инструмента, расположенные с противоположных сторон опорной зоны для режущей пластины.
lxv. Корпус сборного режущего инструмента может иметь направление резания. Направление резания может быть определено как продолжающееся от внутренней зоны корпуса сборного режущего инструмента по направлению к периферийной зоне корпуса сборного режущего инструмента.
lxvi. Опорное углубление может быть заглублено в корпус сборного режущего инструмента от базовой поверхности корпуса сборного режущего инструмента и по меньшей мере частично окружено базовой поверхностью корпуса сборного режущего инструмента.
lxvii. Корпус сборного режущего инструмента может быть образован с отверстием под прихват, открывающимся на первом конце в опорном углублении и продолжающимся от опорного углубления внутрь корпуса сборного режущего инструмента.
lxviii. Корпус сборного режущего инструмента может содержать прихват.
lxix. Прихват может быть расположен во внутренней зоне корпуса сборного режущего инструмента. Прихват может быть образован с воздействующей поверхностью корпуса сборного режущего инструмента. Прихват может быть выполнен с возможностью приложения силы посредством воздействующей поверхности корпуса сборного режущего инструмента в направлении резания и/или места, в котором сходятся первая и вторая опорные поверхности корпуса сборного режущего инструмента. Смещение воздействующей поверхности корпуса сборного режущего инструмента может включать перемещение прихвата в плоскости, поперечной к базовой поверхности корпуса сборного режущего инструмента. Более конкретно, прихват может быть перемещен в направлении вверх и наружу (при этом «наружу» означает к режущему концу корпуса сборного режущего инструмента и/или периферийной поверхности корпуса сборного режущего инструмента).
lxx. Сборный режущий инструмент может быть выполнен с такой конфигурацией, что базовая поверхность режущей пластины будет контактировать с базовой поверхностью корпуса сборного режущего инструмента, и прихват корпуса сборного режущего инструмента выполнен с возможностью смещения воздействующей поверхности корпуса сборного режущего инструмента к третьей опорной поверхности режущей пластины. Следовательно, подобное смещение может обеспечивать смещение первой и второй опорных поверхностей режущей пластины к первой и второй опорным поверхностям корпуса сборного режущего инструмента или, более конкретно, может обеспечить смещение первой и второй частей режущей пластины, имеющих форму ласточкина хвоста, к первой и второй частям корпуса сборного режущего инструмента, имеющим форму ласточкина хвоста. Данная конструкция выполнена с возможностью предотвращения скольжения режущей пластины вдоль базовой поверхности корпуса сборного режущего инструмента, а также приложения зажимного усилия к базовой поверхности режущей пластины для ее смещения к базовой поверхности корпуса сборного режущего инструмента.
lxxi. Корпус сборного режущего инструмента может содержать только одну воздействующую поверхность корпуса сборного режущего инструмента.
lxxii. Прихват может быть стержнеобразным. Более точно, прихвата может иметь хвостовик прихвата и головку прихвата.
lxxiii. Головка прихвата может иметь большую ширину, чем хвостовик прихвата, в направлении, перпендикулярном к продольной оси прихвата в хвостовике прихвата.
lxxiv. Воздействующая поверхность корпуса сборного режущего инструмента может быть образована на том конце головки прихвата, который является дистальным по отношению к хвостовику прихвата. Воздействующая поверхность корпуса сборного режущего инструмента может быть расположена между первой и второй рельефными поверхностями прихвата, которые образуют друг с другом внутренний острый угол прихвата. Воздействующая поверхность корпуса сборного режущего инструмента может быть не параллельной и не перпендикулярной к оси прихвата. Воздействующая поверхность корпуса сборного режущего инструмента в том случае, когда штифт установлен в корпусе сборного режущего инструмента, может быть обращена в направлении в сторону от направления, в котором обращена базовая поверхность корпуса сборного режущего инструмента. Более конкретно, воздействующая поверхность корпуса сборного режущего инструмента может быть наклонной относительно базовой поверхности корпуса сборного режущего инструмента и может быть частично обращена вниз.
lxxv. Направление DID вниз относительно режущей пластины может быть определено как направление, противоположное по отношению к направлению, в котором обращена базовая поверхность режущей пластины. Направление DTD вниз относительно корпуса сборного режущего инструмента может быть определено как направление, противоположное по отношению к направлению, в котором обращена базовая поверхность корпуса сборного режущего инструмента. Когда режущая пластина зажата относительно корпуса сборного режущего инструмента, направление DID вниз относительно режущей пластины может быть идентичным направлению DTD вниз относительно корпуса сборного режущего инструмента.
lxxvi. Хвостовик прихвата может быть цилиндрическим. Конец хвостовика прихвата может содержать углубление. Углубление может представлять собой углубление вогнутой формы. Углубление может быть образовано асимметричным на виде с торца хвостовика прихвата.
lxxvii. Первая и вторая опорные поверхности корпуса сборного режущего инструмента и воздействующая поверхность корпуса сборного режущего инструмента могут быть заглубленными в опорной части для режущей пластины. Более конкретно, первая и вторая опорные поверхности корпуса сборного режущего инструмента могут быть образованы в опорном углублении опорной зоны. Первая и вторая опорные поверхности корпуса сборного режущего инструмента могут находиться вблизи периферийной поверхности корпуса сборного режущего инструмента и/или режущего конца корпуса сборного режущего инструмента. Первая и вторая опорные поверхности корпуса сборного режущего инструмента предпочтительно могут находиться вблизи пересечения периферийной поверхности корпуса сборного режущего инструмента и режущего конца корпуса сборного режущего инструмента.
lxxviii. Корпус сборного режущего инструмента может быть выполнен без конструкции с винтовым креплением, выполненной с возможностью непосредственного прижатия режущей пластины к инструменту. Аналогичным образом, сборный режущий инструмент может не иметь винта, контактирующего с режущей пластиной.
lxxix. Корпус сборного режущего инструмента может содержать винт, расположенный в отверстии под винт, и прихват, расположенный в отверстии под прихват.
lxxx. Винт может содержать первый конец винта, второй конец винта и центральную часть, продолжающуюся между ними.
lxxxi. Первый конец винта может быть образован с устройством для приема инструмента. Устройство для приема инструмента может быть расположено в углублении винта.
lxxxii. Второй конец винта («увеличенная часть») может находиться смежно с центральной частью и может иметь больший размер по сравнению с центральной частью.
lxxxiii. Центральная часть может быть цилиндрической.
lxxxiv. Корпус сборного режущего инструмента может быть выполнен с такой конфигурацией, что прихват может быть размещен с возможностью его перемещения по направлению к режущей пластине посредством увеличенной части винта, когда винт перемещают в направлении наружу из корпуса сборного режущего инструмента.
lxxxv. Воздействующая поверхность корпуса сборного режущего инструмента и первая и вторая опорные поверхности корпуса сборного режущего инструмента могут представлять собой участки одной непрерывной формы. Например, когда воздействующая поверхность корпуса сборного режущего инструмента будет переведена в положение прихвата, форма может быть треугольной.
lxxxvi. Базовая поверхность корпуса сборного режущего инструмента может продолжаться непрерывно за исключением части, «заполненной» прихватом. Базовая поверхность корпуса сборного режущего инструмента может продолжаться вдоль всей границы опорного углубления за исключением части, «заполненной» прихватом. Корпус сборного режущего инструмента может содержать одну непрерывную стенку, включающую в себя первую опорную поверхность и вторую опорную поверхность.
lxxxvii. Первая базовая ширина корпуса сборного режущего инструмента, определяемая для первой опорной поверхности корпуса сборного режущего инструмента, представляет собой наибольшую ширину, измеряемую параллельно базовой поверхности корпуса сборного режущего инструмента и перпендикулярно к направлению удлинения первой опорной поверхности корпуса сборного режущего инструмента. Вторая базовая ширина корпуса сборного режущего инструмента, определяемая для второй опорной поверхности корпуса сборного режущего инструмента, представляет собой наибольшую ширину, измеряемую параллельно базовой поверхности корпуса сборного режущего инструмента и перпендикулярно к направлению удлинения второй опорной поверхности корпуса сборного режущего инструмента. При этом первая опорная поверхность корпуса сборного режущего инструмента может представлять собой опорную поверхность корпуса сборного режущего инструмента, расположенную ближе к периферийной поверхности корпуса сборного режущего инструмента, чем к режущему концу корпуса сборного режущего инструмента, и вторая опорная поверхность корпуса сборного режущего инструмента может представлять собой опорную поверхность корпуса сборного режущего инструмента, расположенную ближе к режущему концу корпуса сборного режущего инструмента, чем к периферийной поверхности корпуса сборного режущего инструмента. Первая базовая ширина корпуса сборного режущего инструмента может иметь значение, превышающее значение второй базовой ширины корпуса сборного режущего инструмента. Это может быть предпочтительным с точки зрения распределения сил во время операции механообработки и в особенности во время вращения инструмента.
lxxxviii. Устройство противоскольжения корпуса сборного режущего инструмента и устройство противоскольжения режущей пластины могут быть выполнены с возможностью предотвращения перемещения режущей пластины в плоскости, которая параллельна базовой поверхности корпуса сборного режущего инструмента, а также в направлении, перпендикулярном к ней. Другими словами, части в форме ласточкина хвоста устройств противоскольжения могут образовывать смещающее устройство, выполненное с возможностью поджатия базовой поверхности режущей пластины к базовой поверхности корпуса сборного режущего инструмента.
lxxxix. Смещающее устройство может быть выполнено с возможностью обеспечения скольжения режущей пластины вдоль базовой поверхности корпуса сборного режущего инструмента. Допустимое скольжение может представлять собой видимое скольжение. Более конкретно, базовая поверхность корпуса сборного режущего инструмента может быть выполнена с размерами, достаточными для обеспечения возможности установки и перемещения режущей пластины на ней в направлении резания и в направлении, противоположном направлению резания. Прихват режущей пластины относительно корпуса сборного режущего инструмента может включать скольжение базовой поверхности режущей пластины, образованной на режущей пластине, вдоль базовой поверхности корпуса сборного режущего инструмента.
хс. Сборный режущий инструмент может быть выполнен с такой конфигурацией, что единственными контактирующими поверхностями корпуса сборного режущего инструмента, которые контактируют с периферией режущей пластины сборного режущего инструмента, будут воздействующая поверхность корпуса сборного режущего инструмента и первая и вторая опорные поверхности корпуса сборного режущего инструмента.
xci. Сборный режущий инструмент может быть выполнен с такой конфигурацией, что в зажатом положении единственными контактирующими поверхностями режущей пластины и корпуса сборного режущего инструмента будут воздействующая поверхность корпуса сборного режущего инструмента, опорные поверхности корпуса сборного режущего инструмента и режущей пластины и базовая поверхность корпуса сборного режущего инструмента и базовая поверхность режущей пластины. Другими словами, режущая пластина и/или корпус сборного режущего инструмент выполнены с такой конфигурацией, что они будут контактировать друг с другом точно на четырех поверхностях.
xcii. Первая и вторая опорные поверхности корпуса сборного режущего инструмента могут быть образованы как одно целое с корпусом сборного режущего инструмента.
xciii. Первая и вторая опорные поверхности режущей пластины могут быть образованы как одно целое с режущей пластиной.
xciv. Способ может включать установку режущей пластины на корпусе сборного режущего инструмента в положении, в котором базовая поверхность режущей пластины контактирует с базовой поверхностью корпуса сборного режущего инструмента, и смещение воздействующей поверхности корпуса сборного режущего инструмента, образованной на прихвате, к третьей опорной поверхности режущей пластины, чтобы тем самым прижать непараллельные первую и вторую опорные поверхности режущей пластины к непараллельным первой и второй опорным поверхностям корпуса сборного режущего инструмента.
xcv. Способ может включать: корпус сборного режущего инструмента, содержащий: опорную зону для режущей пластины, содержащую базовую поверхность корпуса сборного режущего инструмента; внутреннюю и периферийную зоны корпуса сборного режущего инструмента, расположенные с противоположных сторон опорной зоны для режущей пластины, и устройство противоскольжения корпуса сборного режущего инструмента; при этом устройство противоскольжения корпуса сборного режущего инструмента содержит первую и вторую опорные поверхности корпуса сборного режущего инструмента, образованные смежно с базовой поверхностью корпуса сборного режущего инструмента и не параллельные друг другу и базовой поверхности корпуса сборного режущего инструмента, и прихват, расположенный во внутренней зоне корпуса сборного режущего инструмента и содержащий воздействующую поверхность корпуса сборного режущего инструмента, которая ориентирована перпендикулярно к базовой поверхности корпуса сборного режущего инструмента; режущую пластину, содержащую противоположные верхнюю поверхность и базовую поверхность режущей пластины, которые соединены периферийной поверхностью режущей пластины, режущую кромку и устройство противоскольжения режущей пластины, образованное смежно с базовой поверхностью режущей пластины; при этом устройство противоскольжения режущей пластины содержит первую, вторую и третью опорные поверхности режущей пластины, которые не параллельны друг другу и базовой поверхности режущей пластины и каждая из которых содержит части, имеющие форму ласточкина хвоста; при этом способ включает: установку режущей пластины на корпусе сборного режущего инструменте в положении, в котором базовая поверхность режущей пластины контактирует с базовой поверхностью корпуса сборного режущего инструмента, и смещение воздействующей поверхности корпуса сборного режущего инструмента, образованной на прихвате, к третьей опорной поверхности режущей пластины, в результате чего обеспечивается смещение частей в форме ласточкина хвоста первой и второй опорных поверхностей режущей пластины соответственно к имеющим форму ласточкина хвоста частям первой и второй опорных поверхностей корпуса сборного режущего инструмента как для предотвращения скольжения режущей пластины вдоль базовой поверхности корпуса сборного режущего инструмента, так и для обеспечения зажимного усилия между ними.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[032] Для лучшего понимания предмета настоящей заявки для демонстрации того, каким образом он может быть реализован на практике, далее будет сделана ссылка на сопровождающие чертежи, на которых:
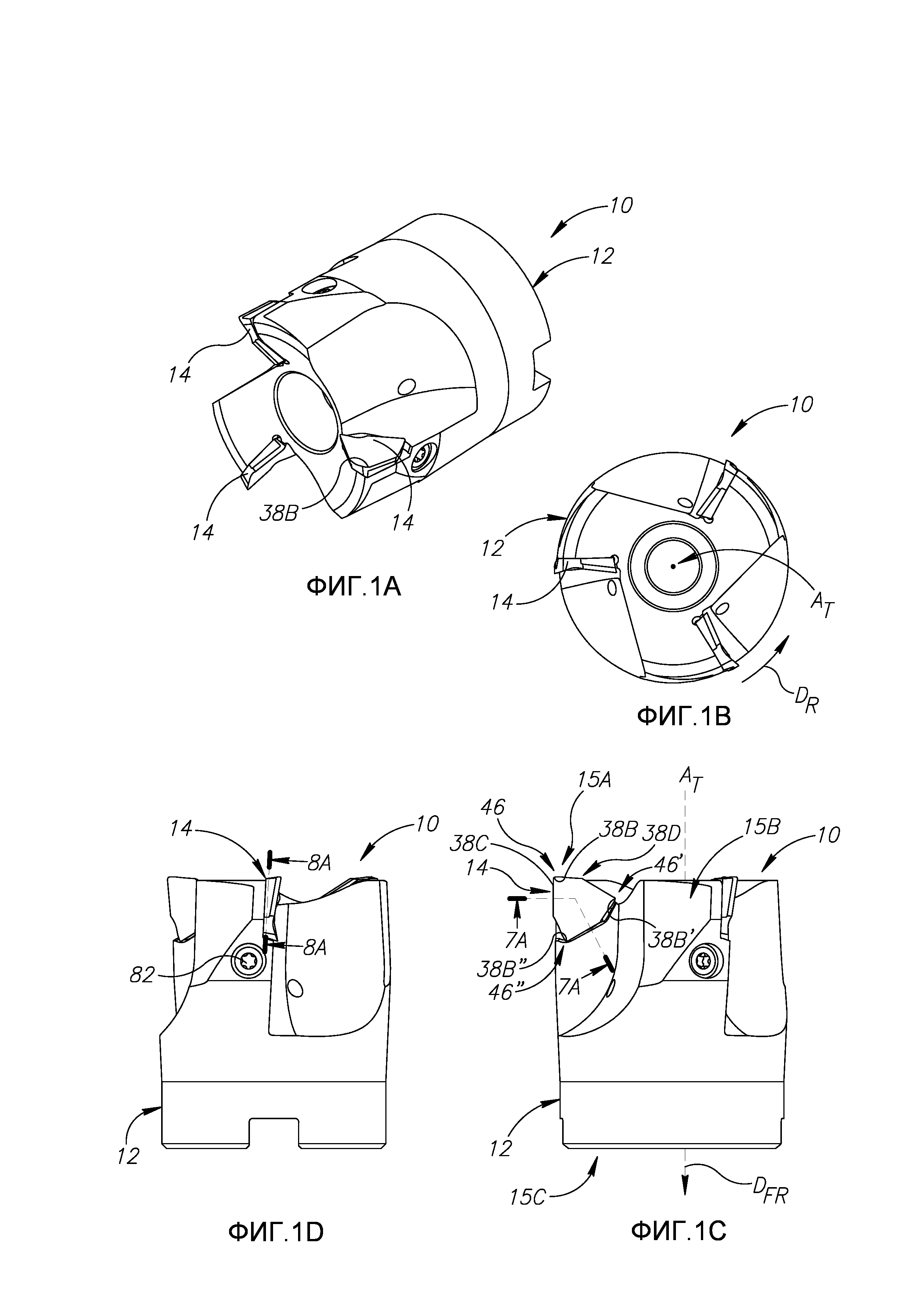
Фиг. 1А представляет собой вид в перспективе сборного режущего инструмента;
Фиг. 1В представляет собой вид с торца сборного режущего инструмента по фиг. 1А;
Фиг. 1С представляет собой вид сбоку сборного режущего инструмента по фиг. 1А и 1В, а также представляет собой вид, перпендикулярный к верхней поверхности режущей пластины, обозначенной ссылочной позицией 14 на данной фигуре;
Фиг. 1D представляет собой другой вид сбоку сборного режущего инструмента по фиг. 1А-1С, повернутый относительно вида на фиг. 1С, чтобы показать вид, перпендикулярный к периферийной поверхности режущей пластины, для режущей пластины, обозначенной ссылочной позицией 14 на данной фигуре;
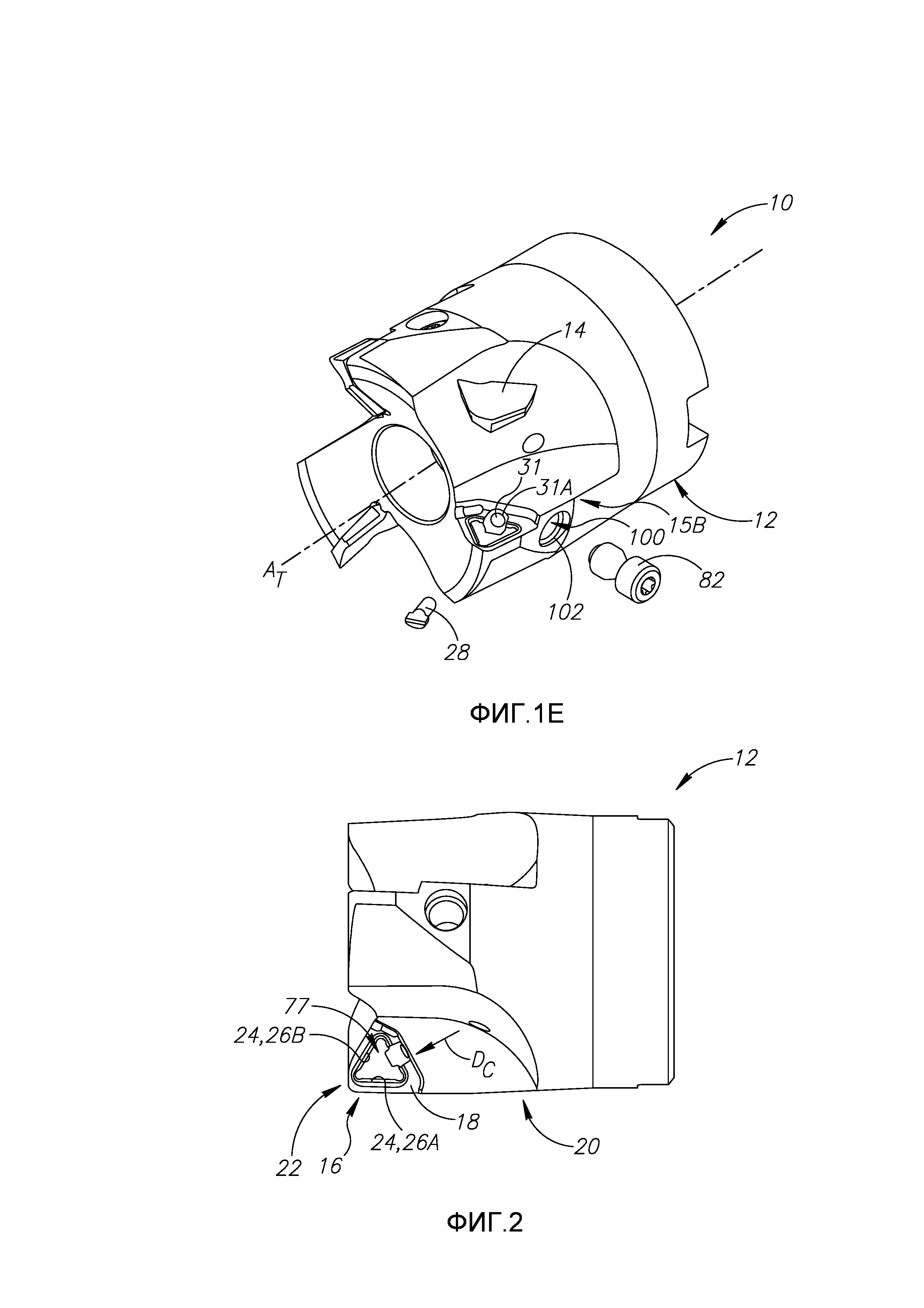
Фиг. 1Е представляет собой выполненный с пространственным разделением элементов вид в перспективе сбоку сборного режущего инструмента по фиг. 1А-1D;
Фиг. 2 представляет собой вид сверху базовой поверхности корпуса сборного режущего инструмента по фиг. 1А-1Е;
Фиг. 3А представляет собой вид в перспективе снизу режущей пластины сборного режущего инструмента по фиг. 1А-1Е;
Фиг. 3В представляет собой вид сбоку режущей пластины по фиг. 3А (следует отметить, что идентичный вид был бы показан для каждого поворота режущей пластины на 120° вокруг центральной оси AIC режущей пластины);
Фиг. 3С представляет собой вид снизу режущей пластины по фиг. 3А и 3В;
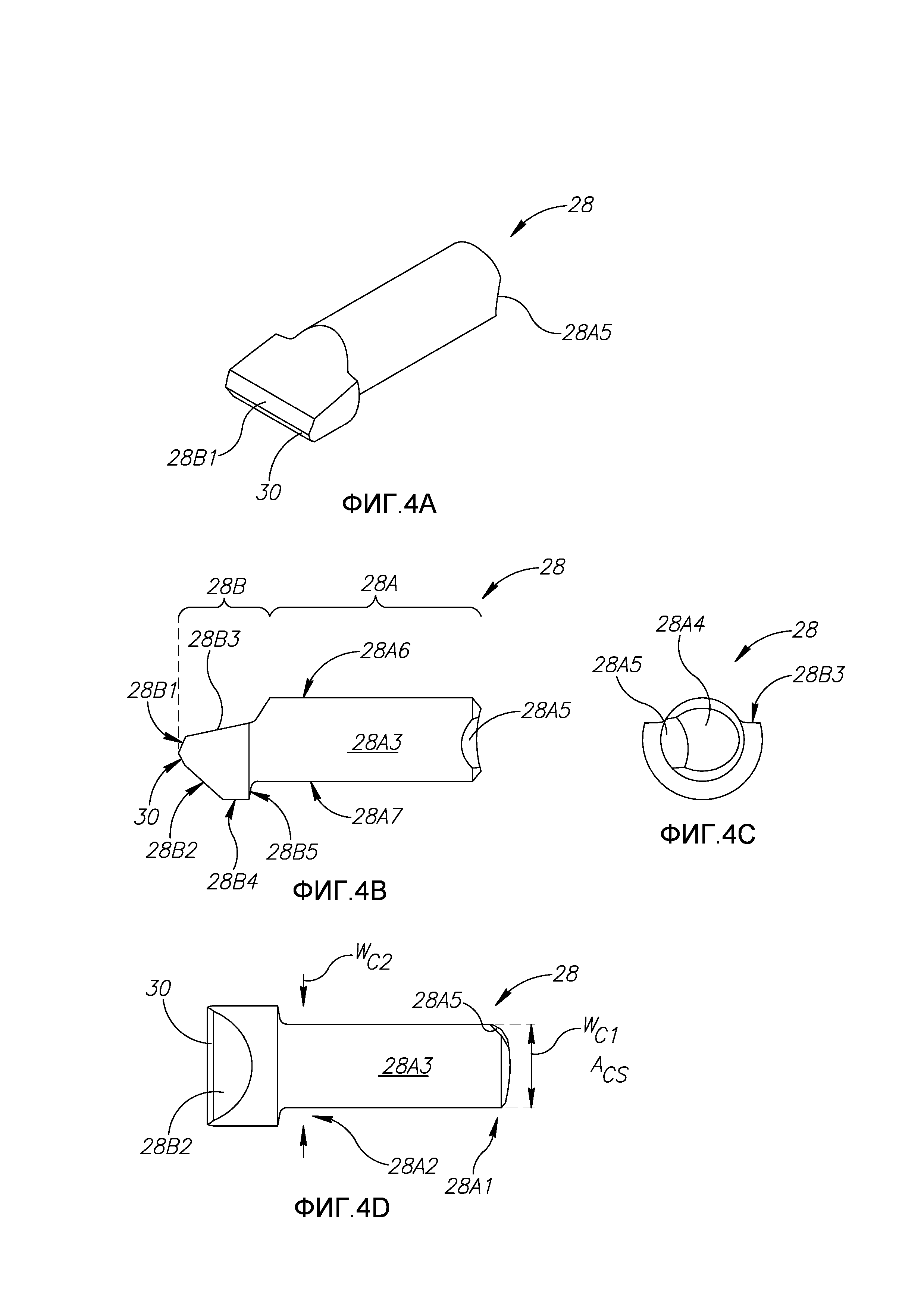
Фиг. 4А представляет собой вид в перспективе сверху прихвата сборного режущего инструмента по фиг. 1А-1Е;
Фиг. 4В представляет собой вид сбоку прихвата по фиг. 4А;
Фиг. 4С представляет собой вид с заднего торца прихвата по фиг. 4А и 4В;
Фиг. 4D представляет собой вид снизу прихвата по фиг. 4А-4С;
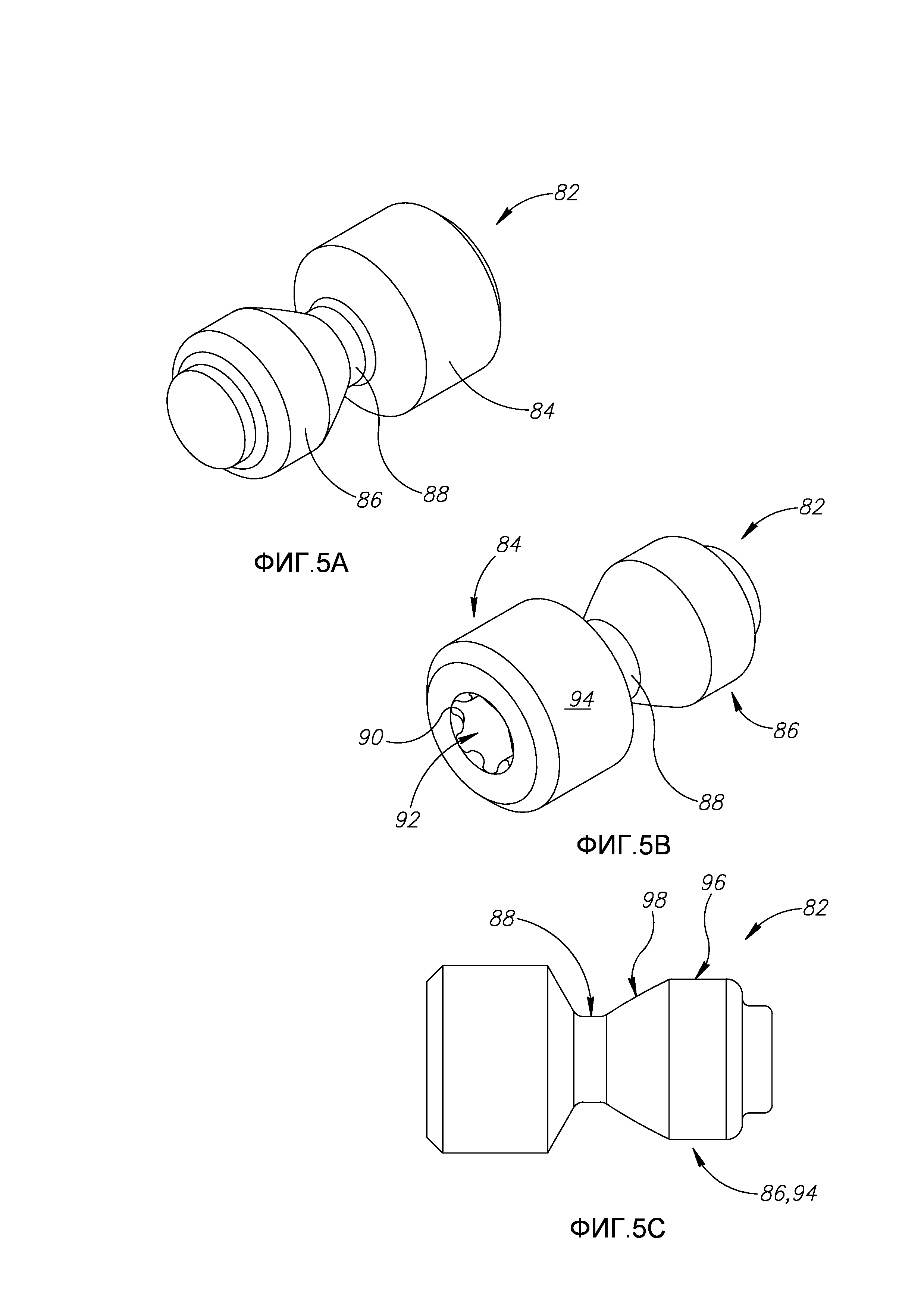
Фиг. 5А представляет собой вид в перспективе винта сборного режущего инструмента по фиг. 1А-1Е;
Фиг. 5В представляет собой другой вид в перспективе прихвата по фиг. 4А, показанный с его другого торца;
Фиг. 5С представляет собой вид сбоку прихвата по фиг. 4А и 4В;
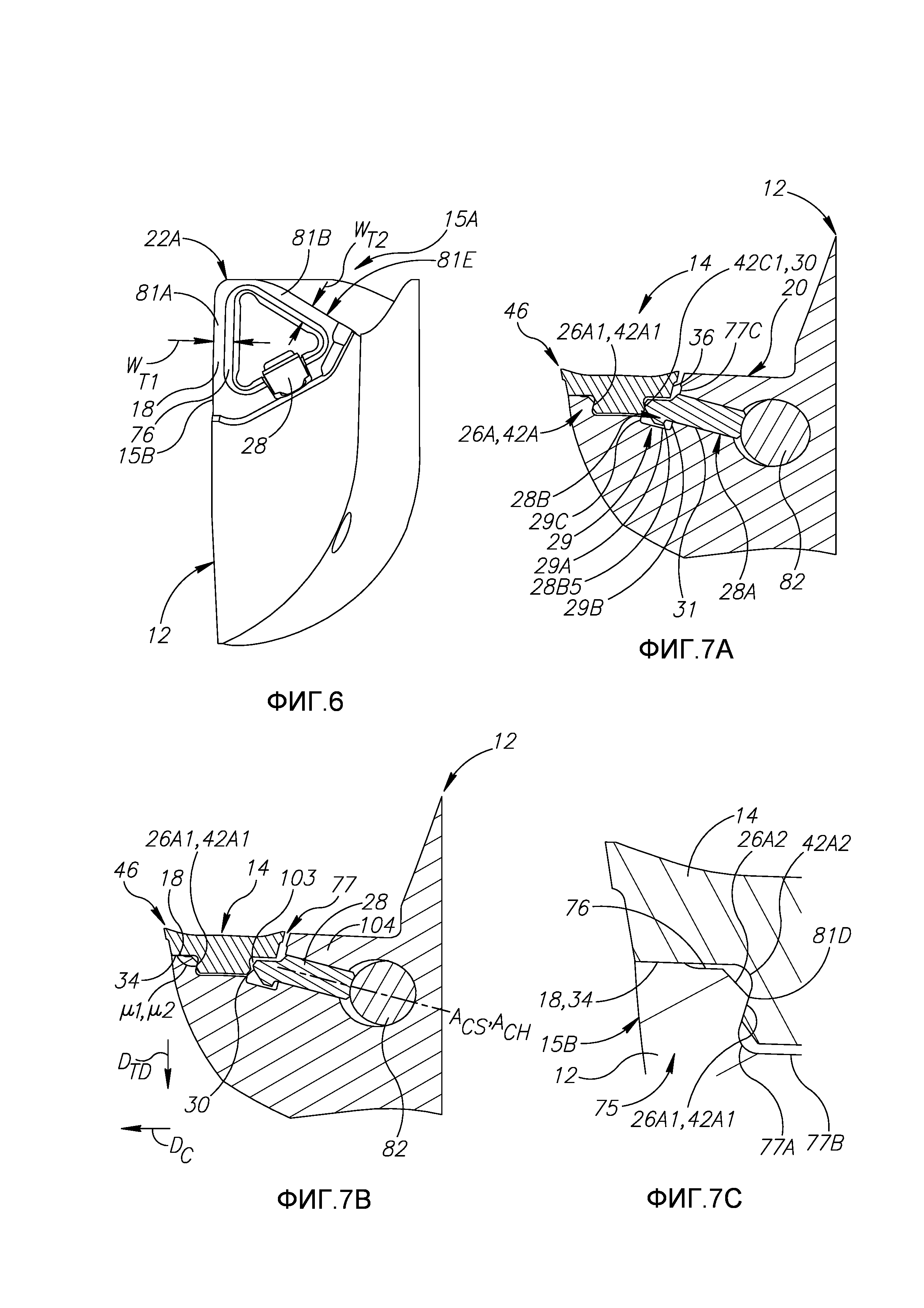
Фиг. 6 представляет собой вид сверху корпуса сборного режущего инструмента и прихвата сборного режущего инструмента по фиг. 1А-1Е;
Фиг. 7А представляет собой сечение, выполненное по линии 7A-7A по фиг. 1С, при режущей пластине, зажатой относительно корпуса сборного режущего инструмента;
Фиг. 7В представляет собой сечение, аналогичное сечению по фиг. 7А, с прихватом, расположенным на расстоянии от режущей пластины;
Фиг. 7С представляет собой увеличенный вид части по фиг. 7В;
Фиг. 8А представляет собой сечение, выполненное по линии 8А-8А по фиг. 1С, при режущей пластине, зажатой относительно корпуса сборного режущего инструмента; и
Фиг. 8В представляет собой сечение, аналогичное сечению по фиг. 8А, с прихватом, расположенным на расстоянии от режущей пластины.
Также следует отметить, что фиг. 2 и 6 представляют собой виды, перпендикулярные к базовой поверхности корпуса сборного режущего инструмента, фиг. 1С и 8А и 8В представляют собой виды, перпендикулярные к базовой поверхности корпуса сборного режущего инструмента и базовой поверхности режущей пластины, и фиг. 3С представляет собой вид, перпендикулярной к базовой поверхности режущей пластины.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0033] Рассматриваются фиг. 1А-1Е, которые иллюстрируют приведенный в качестве примера, сборный режущий инструмент 10, содержащий корпус 12 сборного режущего инструмента в виде фрезерной головки и, по меньшей мере, одну режущую пластину 14, зажатую относительно корпуса сборного режущего инструмента.
[0034] Сборный режущий инструмент 10 в данном неограничивающем примере выполнен с возможностью фрезерования обрабатываемой детали (непоказанной) за счет вращения вокруг центральной оси AT инструмента в направлении DR вращения (фиг. 1В). Центральная ось AT инструмента также определяет направление DFR спереди назад (фиг. 1С).
[0 035] Корпус 12 сборного режущего инструмента может содержать режущий конец 15А корпуса сборного режущего инструмента, расположенный на одном конце корпуса 12 сборного режущего инструмента, и окружную периферийную поверхность 15В инструмента, продолжающуюся назад от режущего конца 15А корпуса сборного режущего инструмента до конца 15С хвостовика инструмента.
[0036] Как показано также на фиг. 2, корпус 12 сборного режущего инструмента может содержать опорную зону 16 для режущей пластины, содержащую плоскую базовую поверхность 18 корпуса сборного режущего инструмента, внутреннюю и периферийную зоны 20, 22 корпуса сборного режущего инструмента, расположенные с противоположных сторон опорной зоны 16 для режущей пластины, и устройство 24 противоскольжения корпуса сборного режущего инструмента.
[0037] Более конкретно, устройство 24 противоскольжения корпуса сборного режущего инструмента может содержать первую и вторую опорные поверхности 26А, 26В корпуса сборного режущего инструмента, образованные смежно с базовой поверхностью 18 корпуса сборного режущего инструмента, и воздействующую поверхность 30 корпуса сборного режущего инструмента (фиг. 4А, 4В), образованную на прихвате 28.
[0038] Прихват 28 может быть расположен во внутренней зоне 20 корпуса сборного режущего инструмента. Более конкретно, прихват 28 может продолжаться от опорной зоны 16 для режущей пластины в корпус 12 сборного режущего инструмента во внутренней зоне 20 корпуса сборного режущего инструмента.
[0039] Как также показано на фиг. 3А-3С, режущая пластина 14 имеет цельную конструкцию и в данном примере не имеет сквозного отверстия.
[0040] Режущая пластина 14 может содержать противоположные верхнюю поверхность 32 и базовую поверхность 34 режущей пластины (фиг. 3С), соединенные периферийной поверхностью 36 режущей пластины. Режущая кромка 38 образована вдоль пересечения верхней поверхности 32 режущей пластины и периферийной поверхности 36 режущей пластины.
[0041] Устройство 40 противоскольжения режущей пластины, имеющее форму ласточкина хвоста, (фиг. 3С) образовано смежно с базовой поверхностью 34 режущей пластины. Более конкретно, устройство 40 противоскольжения режущей пластины может продолжаться от базовой поверхности 34 режущей пластины в направлении от верхней поверхности 32 режущей пластины (в сущности говоря, в направлении DID вниз относительно режущей пластины, которое показано на фиг. 3В).
[0042] Верхняя поверхность 32 режущей пластины выполнена с конфигурацией, подобной поверхности, образующей передний угол, и может, как показано, не иметь выступов, что может создать возможность свободного прохождения стружки (непоказанной), образующейся в результате механообработки, по ней.
[0043] Как показано на фиг. 1С, режущая пластина 14 и, в частности, верхняя поверхность 32 режущей пластины на виде сверху может иметь треугольную форму (которая для целей описания и формулы изобретения охватывает распространенную режущую пластину с «трехгранной» формой, которая незначительно модифицирована по отношению к обычной треугольной форме для получения лучшей чистовой обработки поверхности) и также может быть заглублена по направлению к ее центру.
[0044] Как показано на фиг. 3С, базовая поверхность 34 режущей пластины может иметь треугольную форму и может продолжаться вдоль плоскости (то есть может быть плоской).
[0045] Настоящий пример показывает трехгранную форму, которая соответственно содержит первую, вторую и третью вспомогательные угловые кромочные части 38А, 38А', 38А'' между первой, второй и третьей основными угловыми кромочными частями 38В, 38В', 38В''. Вспомогательные угловые краевые части 38А, 38А', 38А'' образуют каждая внутренние тупые углы φ, и основные угловые кромочные части 38В, 38В', 38В'' образуют каждая внутренние острые углы φ'.
[0046] Периферийная поверхность 36 режущей пластины может быть выполнена с конфигурацией, подобной поверхности, образующей задний угол. Периферийная поверхность 36 режущей пластины может продолжаться в направлении внутрь и вниз, образуя острый задний угол ε (фиг. 3В).
[0047] Как показано на фиг. 3А-3С, режущая кромка 38 в данном примере продолжается вдоль всего пересечения верхней поверхности 32 режущей пластины и периферийной поверхности 36 режущей пластины. При использовании первой основной угловой кромочной части 38В в качестве примера каждого угла режущей пластины 14 следует отметить, что первая основная угловая кромочная часть 38В может быть соединена с одной стороны с первой основной частью 38С режущей кромки и с другой стороны с первой вспомогательной частью 38D режущей кромки.
[0048] Первая вспомогательная часть 38D режущей кромки предпочтительно может иметь меньшую длину, чем первая основная часть 38С режущей кромки (при этом первая вспомогательная часть 38D режущей кромки выполнена с конфигурацией для обработки наклонных поверхностей, которая, как правило, составляет меньшую долю общего времени обработки).
[0049] Вторая и третья угловые кромочные части 38В', 38В'' могут быть аналогичным образом соединены с основными и вспомогательными частями 38С', 38С'', 38D, 38D'' режущей кромки. Каждая из частей режущей кромки может быть идентична остальным частям.
[0050] Каждая вспомогательная часть 38D, 38D', 38D'' режущей кромки может дополнительно содержать зачистную часть 44А, 44А', 44А'', соединенную с наклонной частью 44В, 44В', 44В''. Зачистная часть 44А, 44А', 44А'' может быть более короткой на виде, перпендикулярном к базовой поверхности 34 режущей пластины, чем соединенная с ней наклонная часть 44В, 44В', 44В''. Зачистная часть 44А, 44А', 44А'' может быть расположена ближе к смежной первой основной угловой кромочной части 38В, чем наклонная часть 44В, 44В', 44В''. Наклонная часть 44В, 44В', 44В'' может быть расположена ближе к смежной вспомогательной угловой кромочной части 38А, 38А', 38А'', чем зачистная часть 44А, 44А', 44А''.
[0051] В прикрепленном положении, показанном на фиг. 1С, рабочий режущий конец 46 режущей пластины 14 содержит только первую основную угловую кромочную часть 38В, первую основную часть 38С режущей кромки и первую вспомогательную часть 38D режущей кромки. Режущая пластина 14 может дополнительно содержать один или более нерабочих режущих концов и в данном примере два нерабочих режущих конца 46', 46''. Каждый нерабочий режущий конец 46', 46'' может иметь конструкцию, идентичную рабочему режущему концу 46. Каждый из так называемых нерабочих режущих концов 46', 46'' становится соответственно рабочим режущим концом после индексации режущей пластины 14.
[0052] Устройство 40 противоскольжения режущей пластины может содержать первую, вторую и третью опорные поверхности 42А, 42В и 42С режущей пластины.
[0053] Одни и те же опорные поверхности 42А, 42В и 42С режущей пластины могут быть использованы для прихвата режущей пластины 14 каждый раз при ее индексации.
[0054] Периферия 48 (фиг. 3В) режущей пластины 14 может рассматриваться как включающая в себя не только периферийную поверхность 36 режущей пластины, но также и первую, вторую и третью опорные поверхности 42А, 42В, 42С режущей пластины, которые ориентированы поперек к базовой поверхности 34 режущей пластины.
[0055] При рассмотрении фиг. 3В и использовании общих обозначений в иллюстративных целях можно указать, что каждая опорная поверхность 42 режущей пластины может содержать часть А1, имеющую форму ласточкина хвоста и образующую внешний и острый угол μ наклона «ласточкина хвоста» относительно базовой поверхности 34 режущей пластины, и часть А2 с вогнутой формой, соединенную с базовой поверхностью 34 режущей пластины и расположенную ближе к базовой поверхности 34 режущей пластины, чем часть А1, имеющая форму ласточкина хвоста.
[0056] В частности, при рассмотрении фиг. 3А и использовании первой опорной поверхности 42А режущей пластины в качестве примера для каждой из опорных поверхностей 42А, 42В, 42С режущей пластины, которые в данном примере имеют идентичные геометрические характеристики, следует отметить, что первая опорная поверхность 42А режущей пластины содержит первую часть 42А1, имеющую форму ласточкина хвоста и образующую внешний и острый первый угол μ1 наклона «ласточкина хвоста» относительно базовой поверхности 34 режущей пластины, и первую соединительную часть 42А2 с вогнутой формой, соединенную с базовой поверхностью 34 режущей пластины и расположенную ближе к базовой поверхности 34 режущей пластины, чем первая часть 42А1, имеющая форму ласточкина хвоста. Первая часть 42А1 режущей пластины, имеющая форму ласточкина хвоста, и первая соединительная часть 42А2 с вогнутой формой вместе могут быть образованы на выступе 50, продолжающемся от базовой поверхности 34 режущей пластины. Первая часть 42А1 режущей пластины, имеющая форму ласточкина хвоста, и первая соединительная часть 42А2 с вогнутой формой вместе могут образовывать опорное углубление 52 выступа на выступе 50.
[0057] Части 42А1, 42В1, 42С1, имеющие форму ласточкина хвоста, могут быть соединены угловыми частями 42А3, 42В3, 42С3 режущей пластины, имеющими форму ласточкина хвоста (фиг. 3А), и могут образовывать непрерывную форму.
[0058] В данном неограничивающем примере соединительные части 42А2, 42В2, 42С2 соединяются тангенциально и непосредственно с частями 421А1, 42В1, 42С1, имеющими форму ласточкина хвоста. Криволинейные соединительные части придают конструкционную прочность режущей пластине 14.
[0059] Каждая из соединительных частей 42А2, 42В2, 42С2 с вогнутой формой может иметь радиус RC (фиг. 3В), составляющий, по меньшей мере, 0,05 мм.
[0060] Привлекая внимание к фиг. 3С, следует отметить, что режущая пластина 14 может содержать плоскость PID «ласточкина хвоста» режущей пластины, которая продолжается перпендикулярно к базовой поверхности 34 режущей пластины и продолжается в центре между первой и второй частями 42А1 и 42В1, имеющими форму ласточкина хвоста. Первая и вторая части 42А1 и 42В1, имеющие форму ласточкина хвоста, могут быть симметричными относительно плоскости PID «ласточкина хвоста» режущей пластины, которая также может продолжаться через середину третьей части 42С1, имеющей форму ласточкина хвоста.
[0061] В положении, показанном на фиг. 7А и 8А, при рабочем режущем конце, представляющем собой режущий конец, обозначенный ссылочной позицией 46, часть третьей опорной поверхности 42С1 режущей пластины образует воздействующую поверхность режущей пластины, выполненную с возможностью прилегания к воздействующей поверхности 30 корпуса сборного режущего инструмента.
[0062] Режущая пластина 14 в данном примере имеет осевую симметрию при повороте на 120° вокруг центральной оси AIC режущей пластины (фиг. 3С), продолжающейся перпендикулярно к базовой поверхности 34 режущей пластины и через центр базовой поверхности 34 режущей пластины.
[0063] На виде, перпендикулярном к базовой поверхности 34 режущей пластины, прямолинейная первая часть 42А1 режущей пластины, имеющая форму ласточкина хвоста, может быть прямолинейной и смежной с прямолинейной первой основной частью 38С режущей кромки.
[0064] Первая часть 42А1 режущей пластины, имеющая форму ласточкина хвоста, может иметь первую длину L1 опорной части режущей пластины. Смежная и в данном случае параллельная первая основная часть 38С режущей кромки может иметь первую длину L2 режущей кромки. В данном примере L1 составляет 6,3 мм и L2 составляет 7,8 мм.
[0065] Первая, вторая и третья опорные поверхности 42А, 42В и 42С режущей пластины могут быть обращены наружу от режущей пластины 14 (в качестве примера это показано направленными наружу стрелками, обозначенными 54А, 54В, 54С).
[0066] В частности, третья опорная поверхность 42С режущей пластины обращена в направлении, противоположном по отношению к месту 56, в котором сходятся первая и вторая опорные поверхности 42А, 42В режущей пластины.
[0067] На виде, показанном на фиг. 3С, первая и вторая опорные поверхности 42А, 42В режущей пластины являются непараллельными. Они могут сходиться с увеличивающейся близостью к первой угловой кромочной части 38В. Более конкретно, при использовании другого перпендикулярного вида, а именно фиг. 8В, можно указать, что внутренний угол γCA опорной части режущей пластины между первой и второй опорными поверхностями режущей пластины (или, более конкретно, между ее частями 42А1, 42В1, имеющими форму ласточкина хвоста) или идентичный внутренний угол γТА опорной части корпуса сборного режущего инструмента между первой и второй опорными поверхностями корпуса сборного режущего инструмента (или, более конкретно, между его частями 26А1, 26В1, имеющими форму ласточкина хвоста) показаны составляющими менее 180° по отношению друг к другу и даже показаны острыми. Каждая пара опорных поверхностей 26А, 26В и/или 42А, 42В может образовывать клинообразную конфигурацию.
[0068] В сущности говоря, множество опорных поверхностей 42А, 42В, 42С режущей пластины могут быть образованы на одном или более выступах. В представленном примере первая, вторая и третья опорные поверхности 42А, 42В, 42С режущей пластины образованы на одном выступе 50 (фиг. 3В), который имеет неконтактирующую нижнюю поверхность 58 выступа. Как показано, опорные поверхности 42А, 42В, 42С режущей пластины могут образовывать все стороны одного выступа 50 или окружать один выступ 50.
[0069] Независимо от того, образовано ли устройство 40 противоскольжения режущей пластины на одном выступе 50 или нет, все его опорные поверхности 42А, 42В, 42С могут быть расположены на расстоянии от периферийной поверхности 36 режущей пластины на виде, перпендикулярном к базовой поверхности 34 режущей пластины. Величина и размеры базовой поверхности 34 режущей пластины могут значительно влиять на характеристики механообработки, обеспечиваемые режущей пластиной 14 и/или корпусом 12 сборного режущего инструмента.
[0070] Перед уточнением размеров базовой поверхности 34 режущей пластины следует отметить, что, даже несмотря на то, что в показанном примере первая, вторая и третья основные части 38С, 38', 38С'' режущей кромки и соответствующие смежные первая, вторая и третья части 42А1, 42В1, 42С1, имеющие форму ласточкина хвоста, являются все параллельными и, следовательно, угол между соответствующими частями составляет 0° (например, угол между первой основной частью 38С режущей кромки и первой частью 42А1, имеющей форму ласточкина хвоста, составляет 0°).
[0071] Периферийный край 60 базовой поверхности может продолжаться вдоль пересечения базовой поверхности 34 режущей пластины и периферийной поверхности 36 режущей пластины.
[0072] Максимальная ширина WI1 базовой поверхности может быть измерена между наиболее удаленными друг от друга, смежными точками 60А, 60В частей 42А1, 42В1, 42С1 режущей пластины, имеющих форму ласточкина хвоста, и периферийного края 60 базовой поверхности. Максимальная ширина WI1 базовой поверхности в данном примере составляет 2,9 мм. Наиболее удаленные смежные точки 60А, 60В могут быть определены как соединенные самым длинным отрезком S1, перпендикулярным к линии Т1, продолжающейся через точку 60А и касательной к соответствующей имеющей форму ласточкина хвоста части режущей пластины или угловой части, имеющей форму ласточкина хвоста.
[0073] Минимальная ширина WI2 базовой поверхности может быть измерена между ближайшими смежными точками 60С, 60D частей 42А1, 42В1, 42С1 режущей пластины, имеющих форму ласточкина хвоста, и периферийного края 60 базовой поверхности. Минимальная ширина WI2 базовой поверхности в данном примере составляет 1,6 мм (то есть имеет значение, составляющее 55% от максимальной ширины WI1 базовой поверхности). Ближайшие смежные точки 60С, 60D могут быть определены как соединенные самым коротким отрезком S2, перпендикулярным к линии Т2, продолжающейся через точку 6°С и касательной к соответствующей имеющей форму ласточкина хвоста части режущей пластины или угловой части, имеющей форму ласточкина хвоста.
[0074] Первая ширина WI3 базовой поверхности может быть измерена между ближайшими точками 60Е, 60F третьей части 42С1, имеющей форму ласточкина хвоста, и смежной части периферийного края 60 базовой поверхности. Первая ширина WI3 базовой поверхности может быть определена как определяемая вдоль перпендикуляра к третьей части 42С1, имеющей форму ласточкина хвоста. Следует отметить, что поскольку в данном примере третья часть 42С1, имеющая форму ласточкина хвоста, и смежная часть периферийного края 60 базовой поверхности являются параллельными, любые две смежные точки обеспечат в результате одну и ту же первую ширину WI3 базовой поверхности. Аналогичным образом, вследствие симметричной конструкции режущей пластины 14 аналогичная первая ширина WI3 базовой поверхности будет получаться при использовании любой из остальных частей 42А1, 42В1, имеющих форму ласточкина хвоста. Первая ширина WI3 базовой поверхности в данном примере составляет 2,2 мм (то есть имеет значение, составляющее 76% от максимальной ширины WI1 базовой поверхности).
[0075] Вписанная окружность С1 «ласточкина хвоста» показана вписанной по отношению к частям 42А1, 42В1, 42С1 режущей пластины, имеющим форму ласточкина хвоста, и имеет радиус R1 «ласточкина хвоста». В данном примере радиус R1 «ласточкина хвоста» составляет 2,5 мм.
[0076] Вписанная окружность С2 края показана вписанной по отношению к периферийному краю 60 базовой поверхности и имеет радиус R2 края. В данном примере радиус R2 края составляет 4,6 мм (то есть радиус R1 «ласточкина хвоста» составляет 54% от радиуса R2 края).
[0077] Как показано на фиг. 3В, режущая пластина может быть теоретически разделена на режущую часть 62А и остальную часть 62В режущей пластины.
[0078] Режущая часть 62А может быть образована той частью режущей пластины 14, которая окружена периферийной поверхностью 36 режущей пластины.
[0079] Остальная часть 62В в данном примере может включать в себя ту часть 64А режущей пластины 14, которая содержит устройство 40 противоскольжения, и сужающуюся часть 64В. Части 42А1, 42В1, 42С1 режущей пластины 14, имеющие форму ласточкина хвоста, могут быть самыми широкими частями остальной части 62В. Другими словами, на виде по фиг. 3В части 42А1, 42В1, 42С1, имеющие форму ласточкина хвоста, выступают наружу дальше, чем любая другая часть остальной части 62В.
[0080] Высота H1 режущей части может быть измерена в направлении, перпендикулярном к базовой поверхности 34 режущей пластины, и между базовой поверхностью 34 режущей пластины и самой верхней точкой, которая в данном примере представляет собой первую угловую кромочную часть 38В (или вторую или третью угловые кромочные части 38В', 38В'', каждая из которых может иметь идентичную высоту).
[0081] Высота Н2 устройства противоскольжения («высота остальной части») может быть измерена в направлении, перпендикулярном к базовой поверхности 34 режущей пластины, и от базовой поверхности 34 режущей пластины в направлении от верхней поверхности 32 режущей пластины (то есть в направлении DID вниз относительно режущей пластины) до самой дистальной, самой нижней точки режущей пластины 14, которая в данном примере представляет собой неконтактирующую нижнюю поверхность 58 выступа.
[0082] Высота Н3 «ласточкина хвоста» может быть измерена в направлении, перпендикулярном к базовой поверхности 34 режущей пластины, и от базовой поверхности 34 режущей пластины в направлении от верхней поверхности 32 режущей пластины (то есть в направлении DID вниз относительно режущей пластины) до самой дистальной точки частей 42А1, 42В1, 42С1 режущей пластины 14, имеющих форму ласточкина хвоста.
[0083] Высота Н4 сужающейся части может быть измерена в направлении, перпендикулярном к самой дистальной точке частей 42А1, 42В1, 42С1 режущей пластины 14, имеющих форму ласточкина хвоста, и от самой дистальной точки частей 42А1, 42В1, 42С1 режущей пластины 14, имеющих форму ласточкина хвоста, в направлении от верхней поверхности 32 режущей пластины (то есть в направлении DID вниз относительно режущей пластины) до самой дистальной точки сужающейся части 64В, которая в данном примере может представлять собой любую точку на нижней поверхности 58 выступа, поскольку данная поверхность является плоской и все части 42А1, 42В1, 42С1, имеющие форму ласточкина хвоста, имеют идентичное положение.
[0084] Общая высота Н5 режущей пластины в данном примере представляет собой сумму высоты H1 режущей части, высоты Н3 «ласточкина хвоста» и высоты Н4 сужающейся части. Для режущей пластины без сужающейся части 64В общая высота Н5 режущей пластины представляет собой сумму высоты H1 режущей части и высоты Н3 «ласточкина хвоста».
[0085] Высота Н6 центра тяжести может быть измерена в направлении, перпендикулярном к базовой поверхности 34 режущей пластины, и от базовой поверхности 34 режущей пластины в направлении к верхней поверхности 32 режущей пластины (то есть в направлении DIU вверх, противоположном по отношению к направлению DID вниз режущей пластины) до центра CG тяжести режущей пластины 14.
[0086] Приведенные в качестве примера значения высоты могут быть следующими: Н1=3,1 мм; Н2=1,5 мм; Н3=1,1 мм; Н4=0,4 мм; Н5=4,6 мм, и Н6=0,79 мм.
[0087] Каждая из частей 42А1, 42В1, 42С1, имеющих форму ласточкина хвоста, может быть удлиненной. Например, первая часть 42А1, имеющая форму ласточкина хвоста, как показано на фиг. 3С, имеет первую длину L1 опорной части режущей пластины, которая, как можно видеть, значительно больше высоты Н3 «ласточкина хвоста», показанной на фиг. 3В, при этом следует отметить, что Н3 даже больше по величине, чем фактическая высота первой части 42А1, имеющей форму ласточкина хвоста, поскольку она включает в себя первую соединительную часть 42А2.
[0088] Первая и вторая опорные поверхности 26А, 26В корпуса сборного режущего инструмента (фиг. 2) выполнены с возможностью их контактного взаимодействия с первой и второй опорными поверхностями 42А, 42В режущей пластины (фиг. 3С). Как показано на фиг. 8А и 8В, опорные поверхности 26А, 26В, 42А, 42В могут иметь формы, соответствующие опорным поверхностям 26А, 26В, 42А, 42В, предназначенным для контакта с ними (в данном примере они следуют вдоль прямых линий на видах, перпендикулярных к соответствующим базовым поверхностям 18, 34, а также имеют длины, аналогичные соответствующей опорной поверхности).
[0089] Аналогичным образом, если обратиться теперь к примеру по фиг. 7А, 7В и 7С, будет понятно, что первая и вторая опорные поверхности 26А, 26В корпуса сборного режущего инструмента имеют части, имеющие форму ласточкина хвоста и соответствующие первой и второй опорным поверхностям 42А, 42В режущей пластины.
[0090] При рассмотрении только первой опорной поверхности 26А корпуса сборного режущего инструмента, поскольку вторая опорная поверхность 26В корпуса сборного режущего инструмента имеет соответствующую конструкцию, следует отметить, что первая опорная поверхность 26А корпуса сборного режущего инструмента содержит первую часть 26А1 корпуса сборного режущего инструмента, имеющую форму ласточкина хвоста и образующую внутренний и острый первый угол μ2 наклона ласточкина хвоста корпуса сборного режущего инструмента относительно базовой поверхности 18 корпуса сборного режущего инструмента, который идентичен первому углу μ1 наклона ласточкина хвоста (фиг. 3А). Следует понимать, что все углы μ наклона ласточкина хвоста корпуса 12 сборного режущего инструмента и режущей пластины 14 могут иметь идентичные величины.
[0091] Первая опорная поверхность 26А корпуса сборного режущего инструмента может также иметь скос или углубление 26А2 для размещения ее на расстоянии от первой соединительной части 42А2. Это обеспечивает возможность контакта первой части 26А1 корпуса сборного режущего инструмента, имеющей форму ласточкина хвоста, только с первой имеющей форму ласточкина хвоста частью 42А1 режущей пластины, предусмотренной в режущей пластине 14, как показано на фиг. 7С. Было обнаружено, что периферийная стенка 75, «связанная» с периферийной поверхностью 15В корпуса сборного режущего инструмента, может изгибаться наружу во время высокоскоростного вращения. Соответственно, базовая поверхность 18 корпуса сборного режущего инструмента может быть образована с внутренним углублением 76 для повышения стабильности установки режущей пластины 14 при таких условиях.
[0092] Даже несмотря на то, что это не показано на данном виде, следует понимать, что единственными другими контактирующими поверхностями (помимо первых имеющих форму ласточкина хвоста частей 26А1, 42А1 корпуса сборного режущего инструмента и режущей пластины и базовой поверхности 18 корпуса сборного режущего инструмента и базовой поверхности 34 режущей пластины) являются прилегающие вторые части 26В1, 42В1 корпуса сборного режущего инструмента и режущей пластины, имеющие форму ласточкина хвоста, и третья часть 42С1 корпуса сборного режущего инструмента, имеющая форму ласточкина хвоста, которая прилегает к воздействующей поверхности 30 корпуса сборного режущего инструмента (фиг. 7А). Для избежания чрезмерного ограничения режущей пластины 14 все остальные ее поверхности могут быть предпочтительно расположены на расстоянии от корпуса 12 сборного режущего инструмента. Например, опорное углубление 77 (фиг. 2) опорной зоны 16, внутри которого расположено устройство 40 противоскольжения, может иметь угловое углубление 77А с вогнутой формой, продолжающееся между первой частью 26А1 корпуса сборного режущего инструмента, имеющей форму ласточкина хвоста, и базовой поверхностью 77В углубления. Следует дополнительно отметить, что опорное углубление 77 имеет большую ширину на показанном виде, чем часть режущей пластины 14, расположенная в нем. По соображениям, упомянутым выше, периферийная поверхность 36 режущей пластины предпочтительно может быть расположена на расстоянии от смежной стенки 77С корпуса сборного режущего инструмента (фиг. 7А).
[0093] Для прихвата режущей пластины 14 относительно корпуса 12 сборного режущего инструмента режущую пластину 14 устанавливают на корпусе 12 сборного режущего инструмента в месте, в котором базовая поверхность 34 режущей пластины контактирует с базовой поверхностью 18 корпуса сборного режущего инструмента. Впоследствии воздействующую поверхность 30 корпуса сборного режущего инструмента, образованную на прихвате, смещают к третьей имеющей форму ласточкина хвоста части 42С1 режущей пластины, что приводит к тому, что первая и вторая опорные поверхности 42А, 42В режущей пластины смещаются соответственно к первой и второй опорным поверхностям 26ВА, 26В корпуса сборного режущего инструмента (или, более конкретно, части, имеющие форму ласточкина хвоста, вводятся в контакт).
[0094] Дополнительное преимущество, возможно, может быть достигнуто за счет смещения воздействующей поверхности 30 корпуса сборного режущего инструмента в направлении DC резания (фиг. 2 и 8А). Следует понимать, что склонность режущей пластины 14 скользить или смещаться из заданного положения может быть наибольшей на ее рабочем первом режущем конце 46 (фиг. 1С), когда она находится в контакте с обрабатываемой деталью (непоказанной). При фиксации рабочего первого режущего конца 46 режущей пластины 14 посредством приложения зажимного усилия в направлении наружу от корпуса 12 сборного режущего инструмента можно обеспечить поддержание точного местоположения режущей пластины 14 или, более конкретно, рабочего первого режущего конца 46.
[0095] Направление DC резания может быть определено как продолжающееся от внутренней зоны 20 корпуса сборного режущего инструмента к периферийной зоне 22 корпуса сборного режущего инструмента. В данном примере периферийная зона корпуса сборного режущего инструмента продолжается вдоль режущего конца 15А и периферийной поверхности 15В корпуса сборного режущего инструмента, смежной с ним. Более конкретно, направление DC резания «направлено» к месту, в котором сходятся первая и вторая опорные поверхности 26А, 26В корпуса сборного режущего инструмента.
[0096] Для инструмента (не показан), выполненного с возможностью механической обработки только в аксиальном направлении, то есть вдоль центральной оси AT инструмента, периферийная зона 22 корпуса сборного режущего инструмента будет находиться только вдоль режущего конца 15А. Для инструмента (не показан), выполненного с возможностью механической обработки только в направлении, перпендикулярном к центральной оси AT инструмента, периферийная зона 22 корпуса сборного режущего инструмента будет находиться только вдоль периферийной поверхности 15В инструмента. В данном примере, в котором инструмент выполнен с возможностью механической обработки как в аксиальном, так и в радиальном направлении, направление DC резания «направлено» к зоне пересечения режущего конца 15А и периферийной поверхности 15В корпуса сборного режущего инструмента.
[0097] Более конкретно, режущая пластина обычно установлена на периферийной части корпуса сборного режущего инструмента и выступает от нее для гарантирования того, что только режущая пластина, а не корпус сборного режущего инструмента будет контактировать с обрабатываемой деталью (не показана). Следовательно, периферийную зону 22 корпуса сборного режущего инструмента можно рассматривать как содержащую периферийную кромку 22А (фиг. 6), проксимальную по отношению к выступающей режущей кромке 38В (фиг. 1А) режущей пластины 14, когда режущая пластина 14 прикреплена к корпусу 12 сборного режущего инструмента.
[0098] При рассмотрении фиг. 8А следует понимать, что могут быть плоскости сечения опорных поверхностей режущей пластины, например, первая и вторая плоскости P1, Р2 сечения опорных поверхностей режущей пластины, каждая из которых параллельна плоскости PIA воздействующей поверхности режущей пластины, которая продолжается перпендикулярно к базовой поверхности 34 режущей пластины и пересекает третью часть 42С1 режущей пластины, имеющую форму ласточкина хвоста. Следует отметить, что первая плоскость Р1 сечения опорных поверхностей режущей пластины находится ближе к плоскости PIA воздействующей поверхности режущей пластины и что две точки 78А, 78В первой и второй опорных поверхностей 42А, 42В режущей пластины, которые лежат в первой плоскости Р1 сечения опорных поверхностей режущей пластины, расположены на большем расстоянии друг от друга, чем две точки 80A, 80В, которые лежат во второй плоскости Р2 сечения опорных поверхностей режущей пластины. Таким образом, первая и вторая опорные поверхности 42А, 42В режущей пластины сходятся с увеличивающейся близостью к первому режущему концу 46.
[0099] Вышеописанная конструкция также соответствует конструкции корпуса 12 сборного режущего инструмента. Плоскость PTA воздействующей поверхности корпуса сборного режущего инструмента соответствует плоскости PIA воздействующей поверхности режущей пластины; первая и вторая плоскости Р3 и Р4 сечения опорных поверхностей корпуса сборного режущего инструмента соответствуют первой и второй плоскостям P1, Р2 сечения опорных поверхностей режущей пластины; точки 78С, 78D соответствуют точкам 78А. 78В, и точки 80С, 80D соответствуют точкам 80A, 80В. Аналогичным образом, опорные поверхности 26А, 26В корпуса сборного режущего инструмента сходятся с увеличивающейся близостью к периферийной зоне 22 корпуса сборного режущего инструмента.
[00100] Базовая поверхность 18 корпуса сборного режущего инструмента продолжается вдоль всей опорной зоны 16 для режущей пластины за исключением части, «заполненной» прихватом 28. Как показано на фиг. 8В, базовая поверхность 18 корпуса сборного режущего инструмента соединяет первую и вторую опорные поверхности 26А, 26В корпуса сборного режущего инструмента, то есть обеспечивает непрерывную стенку 81 от первой опорной поверхности 26А до второй опорной поверхности 26В. Стенка 81, содержащая первую часть 81А стенки, смежную с первой опорной поверхностью 26А, вторую часть 81В стенки, смежную со второй опорной поверхностью 26В, и угловую часть 81С стенки, соединяющую первую и вторую части 81А, 81В стенки. Подобное соединение может обеспечить дополнительное сопротивление конструкции изгибу первой и второй опорных поверхностей 26А. 26В корпуса сборного режущего инструмента во время операции резания (в особенности заметному при высоких скоростях).
[00101] Как показано на фиг. 6, первая часть 81А стенки имеет меньше материала, чем вторая часть 81В стенки, которая находится ближе к центральной оси AT инструмента. Было обнаружено, что в подобных случаях образование первой части 81А стенки так, чтобы она была больше второй части 81В стенки, возможно, может обеспечить предпочтительную конструкционную прочность, особенно в подобных цилиндрических инструментах, выполненных с возможностью вращения с высокими скоростями.
[00102] Подобное увеличение может быть обеспечено за счет расширения первой части 81А стенки. Например, первая базовая ширина WT1 корпуса сборного режущего инструмента в первой части 81А стенки может быть больше второй базовой ширины WT2 корпуса сборного режущего инструмента во второй части 81В стенки. Базовую ширину WT1, WT2 корпуса сборного режущего инструмента измеряют между периферийной поверхностью 15В корпуса сборного режущего инструмента или аксиальной поверхностью 81Е режущего конца 15А корпуса сборного режущего инструмента и самым широким местом (например, см. точку 81D на фиг. 7С) соответствующей части 81А, 81В стенки.
[00103] Как показано на фиг. 4А-4D, прихват 28 может содержать цилиндрический хвостовик 28А прихвата и головку 28В прихвата, соединенную с ним.
[00104] Хвостовик 28А прихвата может продолжаться вдоль оси ACS прихвата и может содержать задний конец 28А1 хвостовика и передний конец 28А2 хвостовика и периферийную поверхность 28А3 хвостовика, продолжающуюся между ними.
[00105] Задний конец 28А1 хвостовика может содержать опорную поверхность 28А4 прихвата и углубление 28А5 прихвата, заглубленное в хвостовик 28А прихвата от опорной поверхности 28А4 прихвата к периферийной поверхности 28А3 прихвата.
[00106] Хвостовик 28А прихвата может иметь ширину WC1 хвостовика прихвата.
[00107] Головка 28В прихвата может быть соединена с передним концом 28А2 прихвата и может иметь ширину WC2 головки прихвата, превышающую ширину хвостовика 28А прихвата в направлении, перпендикулярном к оси ACS прихвата. Более конкретно, ширина WC2 головки прихвата определяется в направлении, параллельном направлению протяженности воздействующей поверхности 30 корпуса сборного режущего инструмента. Следует понимать, что увеличенная длина воздействующей поверхности 30 корпуса сборного режущего инструмента в направлении, поперечном или в данном примере перпендикулярном к оси ACS прихвата, может обеспечить повышение устойчивости при прихвате режущей пластины 14.
[00108] Головка 28В прихвата может дополнительно обеспечивать первую и вторую рельефные поверхности 28В1, 28В2 прихвата, которые образуют друг с другом внутренний острый угол прихвата и которые соединены с противоположными сторонами воздействующей поверхности 30 корпуса сборного режущего инструмента на виде сбоку (фиг. 4В).
[00109] Кроме того, головка 28В прихвата может быть смещена от хвостовика 28А прихвата. Более конкретно, головка 28В прихвата может иметь самую верхнюю поверхность 28В3 прихвата, которая расположена ниже на виде сбоку, чем смежная часть 28А6 периферийной поверхности 28А3 хвостовика, и самую нижнюю поверхность 28В4 прихвата, которая расположена ниже на виде сбоку, чем смежная часть 28А7 периферийной поверхности 28А3 хвостовика. Самая нижняя поверхность 28В4 прихвата соединена с одной стороны с хвостовиком 28А прихвата посредством продолжающейся внутрь, упорной поверхности 28В5 прихвата и с другой стороны со второй рельефной поверхностью 28В2 прихвата.
[00110] На фиг. 7А также показано, что в том случае, когда прихват 28 установлен в корпусе 12 сборного режущего инструмента, часть головки 28В прихвата расположена в углублении 29 для прихвата, образованном в опорном углублении 77. Углубление 29 для прихвата может содержать базовую поверхность 29А углубления для прихвата, имеющую первую стенку 29В углубления для прихвата смежно с отверстием 31 под прихват и противоположную вторую стенку 29С углубления для прихвата, дистальную по отношению к отверстию 31 под прихват.
[00111] Когда режущая пластина 14 не установлена в корпусе 12 сборного режущего инструмента, вторая стенка 29С углубления для прихвата может предотвратить выпадение прихвата 28 из корпуса 12 сборного режущего инструмента за счет контакта со второй рельефной поверхностью 28В2 прихвата. Аналогичным образом, например, когда винт 82 отсутствует, упорная поверхность 28В5 прихвата может упираться в первую стенку 29В углубления для прихвата и, тем самым, предотвратить выпадение прихвата 28 в отверстие 31 под прихват. Смещение головки 28 прихвата может обеспечить возможность поворота прихвата 28 и его последующей вставки или извлечения из отверстия 31 под прихват.
[00112] При привлечении внимания к фиг. 5А-5С можно отметить, что прихват 28 и/или винт 82 могут быть выполнены с возможностью прилегания их друг к другу для обеспечения перемещения прихвата 28.
[00113] Винт 28 может содержать первый конец 84 винта, второй конец 86 винта и цилиндрическую центральную часть 88, продолжающуюся между ними.
[00114] Первый конец 84 винта («воздействующая часть») может быть образован с устройством 90 для приема инструмента (например, с устройством в виде отверстия под звездообразный ключ), которое может быть расположено в углублении 92 винта. Винт 82 также содержит наружную резьбу (непоказанную), которая предпочтительно может быть выполнена на первой наружной периферийной поверхности 94 винта.
[00115] Второй конец 86 винта («увеличенная часть») имеет сравнительно больший размер в радиальном направлении, чем центральная часть 88. Второй конец 86 винта может дополнительно содержать цилиндрическую часть 96 и коническую часть 98, которая сужается по направлению к центральной части 88.
[00116] При внимательном рассмотрении фиг. 5С можно отметить, что коническая часть 98 может иметь небольшую кривизну с выпуклостью на ее виде сбоку, обеспечивающую возможность прецизионного опорного контакта с прихватом 28.
[00117] Как показано на фиг. 1Е, сборку сборного режущего инструмента 10 выполняют путем размещения винта 82 в отверстии 100 под винт и размещения прихвата 28 в отверстии 31 под прихват.
[00118] Отверстие 100 под винт может открываться на первом конце 102 на периферийной поверхности 15В корпуса сборного режущего инструмента и продолжаться от нее во внутреннюю зону 20 корпуса сборного режущего инструмента.
[00119] Отверстие 31 под прихват может открываться на первом конце 31А в опорном углублении и продолжаться от него вдоль оси ACH отверстия под прихват (фиг. 7В) во внутреннюю зону 20 корпуса сборного режущего инструмента.
[00120] Отверстие 31 под прихват и отверстие 100 под винт могут пересекаться друг с другом.
[00121] Когда винт 82 и прихват 28 прикреплены к корпусу 12 сборного режущего инструмента, второй конец 86 винта или, более конкретно, его коническая часть 98 контактирует с опорной поверхностью 28А4 прихвата (не показано).
[00122] Как показано на фиг. 7В и 8В, для установки режущей пластины 14 прихват 28 сначала находится в показанном положении, и режущая пластина 14 может быть установлена в опорном углублении 77. То есть, имеется зазор 103 между режущей пластиной 14 и прихватом 28. После этого винт 82 поворачивают посредством инструмента (непоказанного, например, отвертки с жалом звездообразной формы), входящего в контактное взаимодействие с устройством 90 для приема инструмента. При этом винт 82 вращают (например, в направлении по часовой стрелке), что вызывает перемещение винта в направлении к периферийной поверхности 15В корпуса сборного режущего инструмента (а не в направлении внутрь корпуса 12 сборного режущего инструмента). Коническая часть 98 винта толкает прихват 28 посредством опорной поверхности 28А4 прихвата для перевода сборного режущего инструмента 10 в положение прихвата, показанное на фиг. 7А и 8А (то есть с воздействующей поверхностью 30 корпуса сборного режущего инструмента и имеющими форму ласточкина хвоста поверхностями корпуса сборного режущего инструмента и режущей пластины, контактирующими друг с другом). Следует понимать, что при вращении корпуса 12 сборного режущего инструмента может возникать центробежная сила, действующая на винт 82 (то есть действующая в направлении наружу из корпуса 12 сборного режущего инструмента). Подобная сила, возможно, может содействовать винту 82 в приложении усилия к прихвату 28, чтобы обеспечить приложение дополнительного зажимного усилия к режущей пластине 12.
[00123] Для освобождения режущей пластины 14 винт может быть повернут в противоположном направлении.
[00124] Как показано, в частности, на фиг. 7В, воздействующая поверхность 30 корпуса сборного режущего инструмента, когда прихват 28 прикреплен к инструменту 12, имеет наклон относительно базовой поверхности 18 корпуса сборного режущего инструмента и может быть обращена по меньшей мере частично в направлении DTD вниз относительно инструмента (при этом направление DTD вниз относительно инструмента представляет собой направление, противоположное по отношению к направлению, в котором обращена базовая поверхность 18 корпуса сборного режущего инструмента). Когда прихват 28 перемещается вдоль оси ACH отверстия под прихват, зажимное усилие, приложенное воздействующей поверхностью 30 корпуса сборного режущего инструмента к третьей имеющей форму ласточкина хвоста части 42С1 режущей пластины, будет направлено в упомянутом наклонном направлении (то есть в направлении DTD вниз), а также в направлении DC резания (то есть в наклонном направлении вниз и наружу).
[00125] Приложение зажимного усилия в таком направлении может привести к дестабилизирующей силе, действующей в противоположном направлении (имеющей, по меньшей мере, составляющую, действующую в направлении вверх, то есть в направлении, противоположном направлению DTD вниз), которая может вызвать дестабилизацию режущей пластины 14 и/или прихвата 28. Не будучи ограниченными теорией, полагают, что при наличии прихвата 28, находящегося внутри корпуса сборного режущего инструмента (то есть при наличии материала 104 инструмента над ним), прихвату 28 может быть придана устойчивость, достаточная для выдерживания дестабилизирующей силы.
Реферат
Режущая пластина имеет устройство противоскольжения в форме ласточкина хвоста, предназначенное для её фиксации относительно инструмента. Устройство противоскольжения включает первую, вторую и третью опорные поверхности режущей пластины, имеющие части в форме ласточкина хвоста, каждая из которых образует внешний и острый угол ласточкина хвоста относительно базовой поверхности режущей пластины. Части, имеющие форму ласточкина хвоста, выполнены с одной или более геометрическими характеристиками, связанными с геометрией режущей кромки режущей пластины. Достигается повышение надежности крепления режущей пластины в гнезде корпуса сборного режущего инструмента. 3 н. и 25 з.п. ф-лы, 8 ил.
Комментарии