Режим возврата для систем колонкового сверления - RU2711170C2
Код документа: RU2711170C2
Чертежи




Описание
Изобретение относится к способу регулирования, для использования системы колонкового сверления, включающей станок для колонкового сверления и механизм подачи для приведения станка для колонкового сверления в движение вдоль фиксирующего его устройства.
Кроме того, изобретение относится к механизму подачи для применения предлагаемого в изобретении способа, предназначенному для приведения станка для колонкового сверления в движение вдоль фиксирующего его устройства.
Изобретение относится также к станку для колонкового сверления, для применения предлагаемого в изобретении способа.
Наряду с этим изобретение относится к системе колонкового сверления для применения предлагаемого в изобретении способа, включающей станок для колонкового сверления и механизм подачи для приведения станка в движение вдоль фиксирующего его устройства.
Непосредственный процесс колонкового сверления обычно прекращается либо в случае так называемого проскока сверлильного инструмента, то есть его выхода через материал насквозь, либо по достижении определенной глубины сверленого отверстия в подлежащем обработке материале. Обработке обычно подлежат минеральные материалы, например, бетон, кирпичная кладка или подобные материалы.
Выход сверлильного инструмента через материал насквозь означает, что подлежащий обработке материал полностью прорезан или, соответственно, просверлен сверлильным инструментом, выполненным в виде сверлильной коронки. При этом отделенный, соответственно вырезанный материал находится внутри сверлильной коронки в виде так называемого бурового керна, который может быть извлечен из сверленого отверстия вместе со сверлильной коронкой. В случае только лишь достижения определенной глубины сверленого отверстия в подлежащем обработке материале вырезают лишь цилиндрическое кольцо. При этом формирование отбитого бурового керна из обрабатываемого материала, который можно было бы извлечь из сверленого отверстия вместе со сверлильной коронкой, не происходит. По завершении процесса сверления буровой керн в виде столбика остается в сверленом отверстии и после извлечения сверлильной коронки подлежит отделению от остального материала, требующему выполнения особой производственной операции, а также удалению из сверленого отверстия.
По завершении процесса колонкового сверления, реализуемого с целью изготовления цилиндрического сверленого отверстия, обычно прекращают необходимое для охлаждения и промывки системы колонкового сверления водоснабжение, останавливают привод станка для колонкового сверления и извлекают сверлильную коронку из выполненного сверленого отверстия.
Поскольку выполненные посредством системы колонкового сверления сверленые отверстия не являются абсолютно прямолинейными, а также в связи с тем, что уже в начале процесса колонкового сверления на поверхности подлежащего обработке материала может иметь место увод сверлильных коронок (то есть точное центрирование сверлильных коронок относительно будущего сверленого отверстия отсутствует или в процессе колонкового сверления они могут деформироваться) и в сверленом отверстии могут находиться отдельные остатки породы или части арматурной стали, извлечение сверлильной коронки по завершении процесса сверления может оказаться чрезвычайно затруднительным. Указанные выше конкретные обстоятельства при попытке извлечения сверлильной коронки из сверленого отверстия могут даже обусловливать повреждение сверлильной коронки и/или станка для колонкового сверления.
С учетом вышеизложенного в основу настоящего изобретения была положена задача устранить указанные выше проблемы и, в частности, предложить способ регулирования, пригодный для использования системы колонкового сверления, включающей станок для колонкового сверления и механизм подачи для приведения указанного станка в движение вдоль фиксирующего его устройства, причем целью указанного способа является оптимизация извлечения сверлильной коронки по завершении процесса сверления. Кроме того, задача настоящего изобретения состояла в том, чтобы предложить следующие устройства, для применения указанного выше способа: механизм подачи для приведения станка для колонкового сверления в движение вдоль фиксирующего ее устройства, станок для колонкового сверления, а также систему колонкового сверления, включающую станок для колонкового сверления и механизм подачи, предназначенный для приведения станка в движение вдоль фиксирующего его устройства.
Указанная задача согласно изобретению в основном решается благодаря отличительным признакам, приведенным в независимых пунктах 1, 6, 7 и 8 формулы изобретения. Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах.
Таким образом, согласно изобретению предлагается способ регулирования, пригодный для использования системы колонкового сверления, включающей станок для колонкового сверления и механизм подачи, предназначенный для приведения станка в движение вдоль фиксирующего его устройства.
Предлагаемый в изобретении способ включает следующие этапы:
- определение конца процесса колонкового сверления, посредством достижения предварительно заданного порогового значения для по меньшей мере одного соответствующего предварительно заданного параметра сверления, и
- выбор режима возврата для выведения сверлильного инструмента из сверленого отверстия со скоростью вращения при возврате, которая соответствует кратному предварительно заданной скорости вращения начального сверления сверлильного инструмента в начале процесса колонкового сверления.
Благодаря эксплуатации сверлильного инструмента в режиме возврата с соответствующей этому режиму скоростью вращения сверлильный инструмент и станок для колонкового сверления характеризуются более высокой эксплуатационной надежностью, а, следовательно, меньшей склонностью к повреждениям, обусловленным неровностями или, соответственно, неоднородностями, деформацией сверлильного инструмента, а также присутствием остатков породы или частей арматуры в просверленном отверстии.
Согласно предпочтительному варианту осуществления изобретения для обеспечения оптимальной скорости вращения сверлильного инструмента может быть предусмотрена скорость вращения сверлильного инструмента в режиме возврата, которая является кратной скорости вращения начального сверления сверлильного инструмента в режиме начального сверления.
В качестве альтернативы указанному выше варианту согласно другому предпочтительному варианту осуществления изобретения скорость вращения сверлильного инструмента в режиме возврата может быть от «трех-» до «четырехкратна» скорости вращения его начального сверления в режиме начального сверления или может соответствовать половине значения скорости его вращения на холостом ходу.
С соответствии с другим вариантом осуществления изобретения может быть предпочтительным существование зависимости скорости вращения используемого сверлильного инструмента в режиме начального сверления от его диаметра.
Согласно предпочтительному варианту осуществления изобретения может быть целесообразным соответствие параметра сверления значению частоты вращения привода станка для колонкового сверления, значению создаваемого приводом и передаваемого сверлильному инструменту крутящего момента или значению силы тока привода.
Согласно другому варианту осуществления изобретения может быть предпочтительным соответствие предварительно заданного порогового значения предварительно заданной процентной доле соответствующего параметра сверления.
Ниже изобретение более подробно рассмотрено на примере предпочтительных вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
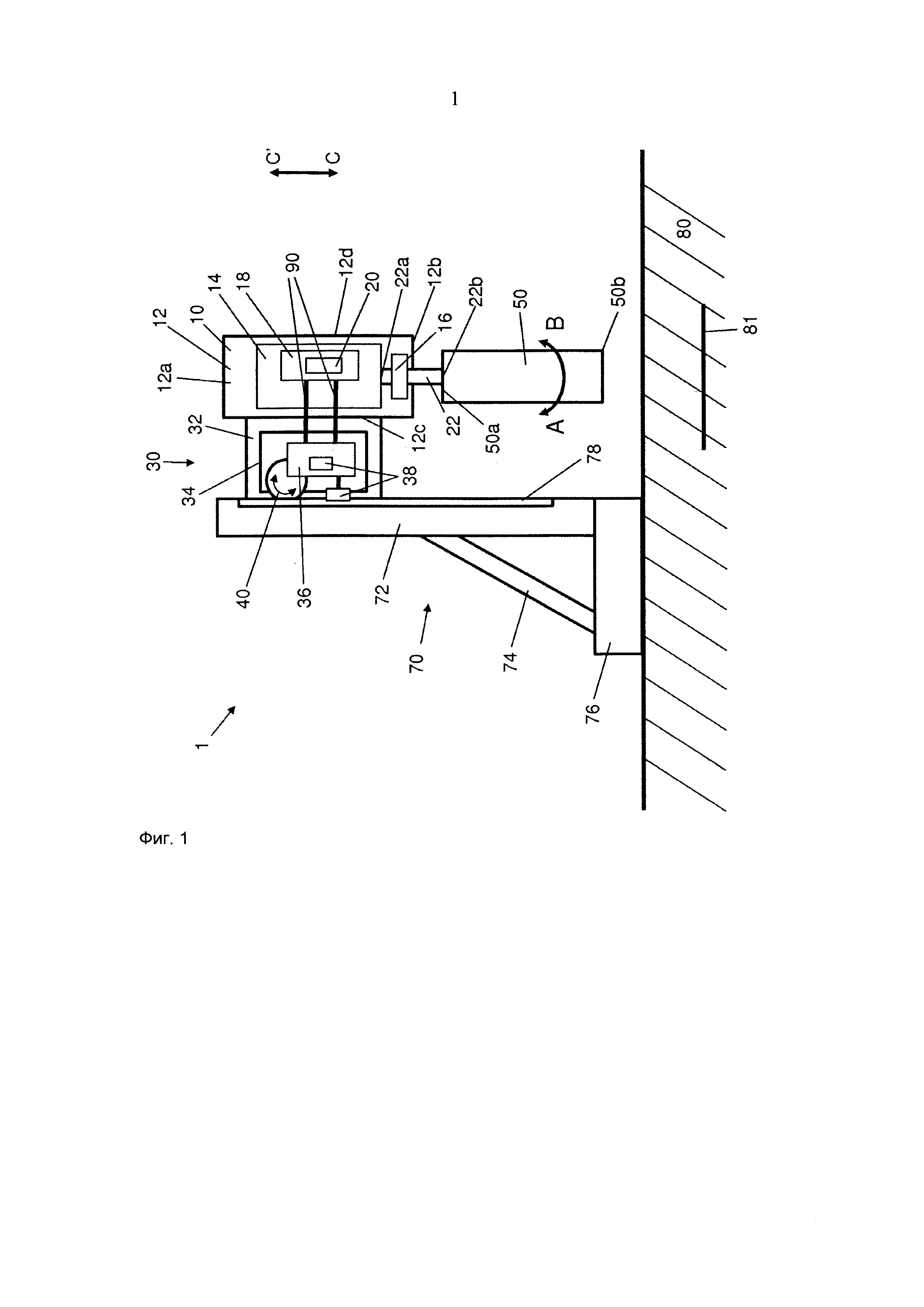
на фиг. 1 - предлагаемая в изобретении система колонкового сверления, включающая станок для колонкового сверления, механизм подачи и фиксирующее станок устройство, в исходном положении,
на фиг. 2 - предлагаемая в изобретении система колонкового сверления, включающая станок для колонкового сверления, механизм подачи и фиксирующее станок устройство, в начале процесса колонкового сверления отверстия в минеральном материале,
на фиг. 3 - предлагаемая в изобретении система колонкового сверления, включающая станок для колонкового сверления, механизм подачи и фиксирующее станок устройство со сверлильной коронкой, находящейся внутри минерального материала,
на фиг. 4 - предлагаемая в изобретении система колонкового сверления, включающая станок для колонкового сверления, механизм подачи и фиксирующее станок устройство со сверлильной коронкой, при наталкивании на находящуюся в минеральном материале арматурную сталь, и
на фиг. 5 - предлагаемая в изобретении система колонкового сверления, включающая станок для колонкового сверления, механизм подачи и фиксирующее станок устройство со сверлильной коронкой, после разрезания находящейся в минеральном материале арматурной стали.
Пример осуществления изобретения
Устройство
На фиг. 1 показана система колонкового сверления 1, представляющая собой комбинацию станка 10, механизма подачи 30, сверлильного инструмента 50 в виде сверлильной коронки и фиксирующего станок устройства в виде стойки 70.
Станок 10 выполнен в виде станка для колонкового сверления и включает корпус 12, привод 14, коробку передач 16, первый блок управления 18, датчики 20 и приводной вал 22. Привод 14 выполнен в виде электродвигателя. В качестве альтернативы может быть выбран также привод другого подходящего типа.
Согласно особому варианту конструктивного исполнения привод 14 может быть выполнен в виде высокочастотного электродвигателя.
Первый блок управления 18 выполнен таким образом, чтобы он регистрировал все параметры станка 10 и прежде всего все параметры привода 14, измеряемые датчиками 20 станка 10. К подобным параметрам относятся, например, включенная ступень коробки передач 16, частота вращения электродвигателя 14, создаваемый электродвигателем 14 крутящий момент, частота вращения сверлильного инструмента 50, подводимая к электродвигателю 14 и/или отдаваемая электродвигателем 14 мощность, сила подаваемого к электродвигателю 14 тока и так далее.
Корпус 12 имеет верхнюю сторону 12а, нижнюю сторону 12b, левую сторону 12 с и правую сторону 12d. Привод 14 находится внутри корпуса 12.
Приводной вал 22 имеет первый конец 22а и второй конец 22b. Первый конец 22а приводного вала 22 соединен с приводом 14 таким образом, чтобы выполненный в виде электродвигателя привод 14 мог придавать приводному валу 22 первое вращательное движение А или второе вращательное движение В. Второй конец 22b приводного вала 22 выступает из станка 10 для колонкового сверления с нижней стороны 12b корпуса 12. Кроме того, сверлильный инструмент 50 в виде цилиндрической сверлильной коронки имеет первую сторону 50а и вторую сторону 50b. Первая сторона 50а сверлильного инструмента 50 соединена со вторым концом 22b приводного вала 22 без возможности поворота. Посредством приводного вала 22 станок для колонкового сверления 10 может придавать сверлильному инструменту 50 первое вращательное движение А или второе вращательное движение В.
Механизм подачи 30 включает корпус 32, в котором размещен привод подачи 34, второй блок управления 36, датчики 38, а также приводная шестерня 40. Второй блок управления 36 выполнен таким образом, чтобы он регистрировал все параметры механизма подачи 30, прежде всего параметры привода подачи 34, которые измеряются датчиками 38 механизма подачи 30. К подобным измеряемым параметрам относятся, например, скорость подачи механизма подачи 30 относительно стойки 70 или, соответственно, подлежащего обработке материала 80, отрезок пути, уже пройденный механизмом подачи 30 с начала процесса сверления и измеренный от подлежащей определению начальной точки (называемой также нулевой точкой), положение механизма подачи 30 вдоль стойки 70, угол поворота привода подачи 34 и так далее.
Помимо этого может быть рассчитано множество параметров блока управления 36 механизма подачи 30. При этом расчет параметров осуществляют посредством сравнения регистрируемых датчиками 38 параметров, например, угла поворота приводной шестерни 40, с заданными (то есть предварительно установленными) параметрами. На основании результатов расчета параметров может быть определена, в частности, скорость подачи механизма подачи 30 относительно стойки 70, относительное и/или абсолютное положение механизма подачи 30, которое определяется отрезком пути, уже пройденного механизмом подачи 30 с начала процесса сверления, а также момент времени и/или отрезок пути до достижения упора сверлильного инструмента 50.
При этом, как показано на фиг. 1, привод подачи 34 согласно первому варианту конструктивного исполнения выполнен в виде электродвигателя.
Привод подачи 34 под контролем блока управления 36 приводит во вращение приводную шестерню 40, а, следовательно, приводит в движение механизм подачи 30 относительно стойки 70.
Механизм подачи 30 выполнен таким образом, чтобы его можно было монтировать на стойке 70 (как описано ниже) с возможностью перемещения вдоль стойки 70 в направлении стрелки С с помощью приводной шестерни 40. Датчики 38 выполнены в виде датчиков угла, угла поворота, ускорения, скорости или, соответственно, положения, и при этом выполнены таким образом, чтобы они регистрировали ускорение, скорость подачи, угол, угол поворота, а также положение механизма подачи 30 либо икрементально непосредственно на приводе подачи 34, либо абсолютно вдоль стойки 70.
Стойка 70 станка включает направляющую шину 72, подкосный элемент 74, а также опорную плиту 76. Направляющая шина 72 позиционирована на опорной плите 76 и подпирается подкосным элементом 74 таким образом, чтобы она была ориентирована вертикально или под заданным углом к опорной плите 76. Кроме того, направляющая шина 72 на одной стороне имеет зубчатую рейку 78. При этом наличие подкосного элемента 74 предусматривают при необходимости и, причем, согласно альтернативному варианту конструктивного исполнения стойки 70 подкосный элемент 74 может также отсутствовать.
Кроме того, как показано на фиг. 1, корпус 12 станка 10 скреплен с корпусом 32 механизма подачи 30.
Механизм подачи 30 смонтирован на стойке 70 таким образом, чтобы приводная шестерня 40 механизма подачи 30 находилась в зацеплении с зубчатой рейкой 78 стойки 70. В случае, если при реализуемом блоком управления 36 контроле привод подачи 34 придает приводной шестерне 40 вращательное движение, механизм подачи 30 обратимо перемещается вдоль стойки 70 в направлении стрелки С или, соответственно, стрелки С.Благодаря тому, что станок 10 прикреплен к механизму подачи 30, вследствие перемещения механизма подачи 30 вдоль стойки 70 в направлении стрелки С в том же направлении вдоль стойки 70 перемещается также станок 10. Вследствие подобного вертикального перемещения станка 10 прикрепленный к ней сверлильный инструмент 50 в виде цилиндрической сверлильной коронки вертикально перемещается в подлежащем обработке материале 80, то есть в бетонном основании, в результате чего в материале 80 высверливают отверстие. При этом подлежащим обработке материалом 80 является минеральный материал, в частности, бетон с арматурной сталью 81.
Как указано выше, соответствующие датчики 38 механизма подачи 30 измеряют параметры механизма подачи 30. Кроме того, соответствующие датчики 38 станка 10 измеряют параметры станка 10. Как показано на фиг. 3, механизм подачи 30 и станок 10 соединены друг с другом посредством соединительных элементов 90 таким образом, чтобы все измеряемые параметры механизма подачи 30 можно было передавать к станку 10 и все измеряемые параметры станка 10 можно было передавать к механизму подачи 30. Таким образом, имеет место двунаправленная коммуникация между механизмом подачи 30 и станком 10. В связи с наличием подобной двунаправленной коммуникации оказывается возможным, в частности, например, включение и пуск механизма подачи 30 посредством не показанного на чертежах пускового выключателя станка 10.
\
Кроме того, поток информации между механизмом подачи 30 и станком 10 (то есть двунаправленная передача параметров) может быть реализован, в частности, с помощью не показанного на чертежах кабеля. При этом согласно предпочтительному варианту можно осуществлять двунаправленную передачу параметров от кабеля через станок 10 к механизму подачи 30.
Процесс сверления
На фиг. 1-5 показаны отдельные этапы процесса изготовления сверленого отверстия 100 в минеральном материале 80 посредством схематически представленной на этих чертежах системы колонкового сверления 1.
На фиг. 1 показана система колонкового сверления 1 в начале процесса колонкового сверления. Сверлильная коронка 50 находится над материалом 80 в поднятом в направлении С положении. При этом систему колонкового сверления 1 приводят в действие в режиме начального сверления. В режиме начального сверления привод 14 придает сверлильной коронке 50 вращение в направлении А или В с предварительно заданной скоростью начального сверления. Скорость вращения сверлильной коронки 50, используемой для реализации соответствующего процесса сверления, в начале этого процесса зависит от ее диаметра.
Как показано на фиг. 2, сверлильную коронку 50, которая вращается в режиме начального сверления с соответствующей этому режиму скоростью, посредством механизма подачи 30 затем перемещают к материалу 80 в направлении С. Как только второй конец 50b сверлильной коронки 50 войдет в контакт с материалом 80, сверлильная коронка 50 (прежде всего не показанные на чертежах режущие сегменты сверлильной коронки 50) начинает резать материал 80 и выполнять сверленое отверстие 100.
По завершении начального сверления материала 80, то есть после того как в материале 80 в направлении С посредством сверлильной коронки 50 будет выполнен вырез, глубина которого составит около 20 мм, начинается остальной процесс сверления, который продолжается до готовности сверленого отверстия 100. Для этого систему колонкового сверления 1 переключают из режима начального сверления в режим сверления. При этом скорость вращения сверлильной коронки 50 повышается от относительно низкой скорости, соответствующей режиму начального сверления, до скорости, соответствующей режиму сверления. Сверлильная коронка 50 вращается с указанной скоростью в режиме сверления до готовности сверленого отверстия 100 и посредством механизма подачи 30 перемещается в направлении С.
В случае если сверлильная коронка 50, как показано на фиг. 4, наталкивается на присутствующую в минеральном материале 80 арматурную сталь 81, система колонкового сверления 1 детектирует данное обстоятельство по изменению параметров сверления. Вследствие этого система колонкового сверления 1 переключается из режима сверления в режим арматурной стали. В режиме арматурной стали предварительно заданные параметры сверления системы колонкового сверления 1 изменяются, соответственно адаптируются применительно к изменяющимся при резке арматуры условиям. Так, например, скорость вращения сверлильной коронки снижается до скорости вращения в режиме арматурной стали, а также возрастает создаваемый приводом 14 и передаваемый сверлильной коронке 50 крутящий момент. Приведение параметров сверления в соответствие с предварительно заданным для режима арматурной стали значениями позволяет выполнять резку арматуры быстрее и эффективнее. Использование режима арматурной стали способствует также более быстрой и эффективной реализации совокупного процесса колонкового сверления.
В случае если посредством системы колонкового сверления 1 на основании изменившихся соответствующим образом параметров сверления обнаруживают, что арматура 81 разрезана сверлильной коронкой 50 и непосредственно после этого сверлильная коронка 50 вновь режет только минеральный материал 80 (смотри фиг. 5), происходит обратное переключение системы колонкового сверления 1 из режима арматурной стали в режим сверления. При этом, например, частота вращения сверлильной коронки возрастает до скорости сверления, а также уменьшается создаваемый приводом 14 и передаваемый на сверлильную коронку 50 крутящий момент.
По завершении сверления минерального материала 80 сверлильной коронкой 50 в направлении С до необходимой глубины или после выхода сверлильной коронки 50 через минеральный материал 80 насквозь система колонкового сверления из режима сверления переключается в режим возврата.
Формирование сверленого отверстия необходимой глубины можно определить, основываясь на достижения предварительно заданного порогового значения по меньшей мере для одного соответствующего предварительно заданного параметра сверления. Параметром сверления может являться, например, скорость подачи механизма подачи 30, частота вращения привода 14, частота вращения сверлильной коронки 50, сила тока, потребляемого электродвигателем привода 14, создаваемый приводом 14 и передаваемый сверлильной коронке 50 крутящий момент и так далее. Так, например, достижение системой колонкового сверления 1 предварительно заданной глубины сверления или выход сверлильной коронки 50 через материал насквозь определяют по снижающейся скорости подачи механизма подачи 30, уменьшающемуся крутящему моменту привода 14 и возрастающей частоте вращения привода 14, а также сверлильной коронки 50.
Использование режима возврата позволяет уменьшить вероятность повреждения сверлильной коронки и/или станка для колонкового сверления при извлечении сверлильной коронки из сверленого отверстия 100.
При этом для установки системы колонкового сверления в режим возврата частоту вращения сверлильной коронки 50 настраивают таким образом, чтобы она соответствовала скорости вращения в режиме возврата, и сверлильную коронку 50 извлекают из сверленого отверстия 100 механизмом подачи 30 в направлении С’. При этом скорость вращения сверлильной коронки в режиме возврата является кратной скорости вращения ее начального сверления в режиме начального сверления, то есть в начале процесса колонкового сверления. Как указано выше, под скоростью вращения в режиме начального сверления подразумевается скорость вращения, которую система колонкового сверления 1 устанавливает для сверлильной коронки 50 при ее первом контакте с минеральным материалом 80 и до достижения глубины сверления, составляющей около 20 мм. При этом особенно предпочтительным оказывается значение скорости вращения сверлильной коронки в режиме возврата, от «трех-» до «четырехкратной» скорости вращения ее начального сверления в режиме начального сверления, то есть в начале процесса колонкового сверления. В качестве альтернативы скорость вращения сверлильной коронки в режиме возврата может соответствовать также половине значения скорости ее вращения на холостом ходу.
Реферат
Изобретение относится к способу регулирования для использования системы колонкового сверления, включающей станок для колонкового сверления и механизм подачи для приведения станка для колонкового сверления в движение вдоль фиксирующего станок устройства. Техническим результатом является оптимизация извлечения сверлильной коронки по завершении процесса сверления. Способ включает следующие этапы: определение конца процесса колонкового сверления посредством достижения предварительно заданного порогового значения для по меньшей мере одного соответствующего предварительно заданного параметра сверления и выбор режима возврата для выведения сверлильного инструмента из сверленого отверстия со скоростью вращения при возврате, которая соответствует кратному предварительно заданной скорости вращения начального сверления сверлильного инструмента в начале процесса колонкового сверления. Кроме того, описан механизм подачи для применения указанного способа для приведения станка для колонкового сверления в движение вдоль фиксирующего станок устройства, станок для колонкового сверления для применения указанного способа, а также система колонкового сверления для применения указанного способа, включающая станок для колонкового сверления и механизм подачи для приведения станка в движение вдоль фиксирующего ее устройства. 4 н. и 6 з.п. ф-лы, 5 ил.
Комментарии