Устройство для замены режущих пластинок - RU2682066C2
Код документа: RU2682066C2
Чертежи


Описание
Настоящее изобретение относится к устройству для замены режущих пластинок на инструменте, содержащем корпус и головку с множеством режущих пластинок, при этом каждая пластинка закреплена на упомянутой головке при помощи винта.
Некоторые инструменты, используемые при механической обработки деталей, имеют рабочую головку, которая содержит большое число режущих пластинок. В частности, это относится к некоторым наборным фрезам, которые могут содержать, например, более двадцати режущих пластинок, распределенных по поверхности этой рабочей головки. Эти пластинки необходимо заменять новыми пластинками после их износа, чтобы сохранять качество обработки. Эта замена оператором всех пластинок является длительной и трудоемкой, учитывая небольшой размер пластинок. Кроме того, часть боковой стороны большинства пластинок скрыта бортиками головки инструмента, что затрудняет их захват при помощи пассатижей. Эти трудности со временем приводят к нарушениям мышечно-скелетной функции у оператора, занимающегося заменой пластинок на таких инструментах.
Задачей настоящего изобретения является устранение этих недостатков предшествующего уровня техники.
Изобретение призвано предложить устройство, позволяющее быстро и надежно заменять пластинки на рабочей головке инструмента, не создавая трудностей для оператора.
Эта задача решается благодаря тому, что это устройство содержит:
- манипулятор, содержащий удерживающий элемент, выполненный с возможностью удержания корпуса инструмента,
- пост завинчивания с винтовертом, выполненным с возможностью завинчивания и отвинчивания винтов, при этом манипулятор выполнен с возможностью перемещения инструмента относительно поста завинчивания,
- захватное устройство, выполненное с возможностью захвата и укладки пластинки,
- конвейер, содержащий несколько приемников для пластинок, вдоль которого распределены первый пост с захватным устройством, второй пост с механизмом поворота пластинок, третий пост с механизмом выгрузки пластинок и четвертый пост с механизмом подачи пластинок,
- транспортировочный механизм, выполненный с возможностью перемещения захватного устройства между манипулятором и первым постом конвейера,
- центр управления, выполненный с возможностью автоматического управления одним или несколькими механизмами и устройствами и/или конвейером упомянутого устройства замены.
Благодаря этим признакам, пластинку можно заменить автоматически с минимальным участием оператора и более надежно и быстро, чем вручную. Кроме того, можно менять непрерывно большое количество пластинок одного и того же режущего инструмента.
Изобретение касается также способа замены одной или нескольких режущих пластинок на инструменте, содержащем корпус и головку, содержащую по меньшей мере одну режущую пластинку, при этом каждая пластинка имеет по меньшей мере одну кромку и отверстие и закреплена на головке при помощи проходящего через это отверстие винта.
Согласно изобретению, способ содержит следующие этапы:
(а) готовят манипулятор, содержащий удерживающий элемент, выполненный с возможностью размещения на нем корпуса инструмента, и корпус помещают в удерживающий элемент,
(b) головку располагают при помощи манипулятора таким образом, чтобы винт, удерживающий пластинку, которая имеет затупленную кромку, оказался на одной линии с главной осью винтоверта, затем отвинчивают винт при помощи винтоверта,
(с) пластинку захватывают при помощи захватного устройства,
(d) готовят конвейер, который содержит несколько приемников для пластинок и вдоль которого распределены первый пост с захватным устройством, второй пост с механизмом поворота пластинок, третий пост с механизмом выгрузки пластинок и четвертый пост с механизмом подачи пластинок,
(е) при помощи транспортировочного механизма захватное устройство перемещают между манипулятором и первым постом, затем при помощи захватного устройства пластинку укладывают на приемник, который находится напротив первого поста,
(f) если пластинка имеет по меньшей мере одну заточенную кромку, осуществляют этапы (g), (h), (l), а если пластинка не имеет ни одной заточенной кромки, осуществляют этапы (i), (j), (k), (l),
(g) конвейер перемещают таким образом, чтобы переместить приемник от первого поста к второму посту, затем пластинку поворачивают при помощи поворотного механизма, чтобы поместить заточенную кромку на место затупленной кромки,
(h) конвейер перемещают таким образом, чтобы переместить приемник от второго поста к первому посту,
(i) конвейер перемещают таким образом, чтобы переместить приемник от первого поста к третьему посту, затем пластинку снимают с приемника, на котором она находится, при помощи механизма выгрузки таким образом, чтобы приемник оказался пустым,
(j) конвейер перемещают таким образом, чтобы переместить приемник от третьего поста к четвертому посту, затем новую пластинку укладывают на приемник при помощи механизма подачи,
(k) конвейер перемещают таким образом, чтобы переместить приемник от четвертого поста к первому посту,
(l) при помощи захватного устройства захватывают пластинку, затем захватное устройство транспортируют от первого поста к манипулятору при помощи транспортировочного механизма, затем пластинку укладывают на ее место на головке таким образом, чтобы отверстие пластинки находилось в продолжении стержня винтоверта,
(m) в отверстие вставляют винт, затем пластинку завинчивают на головке инструмента при помощи винтоверта.
Изобретение и его преимущества будут более очевидны из нижеследующего подробного описания варианта выполнения, представленного в качестве не ограничительного примера. Изобретение представлено со ссылками на прилагаемые чертежи, на которых:
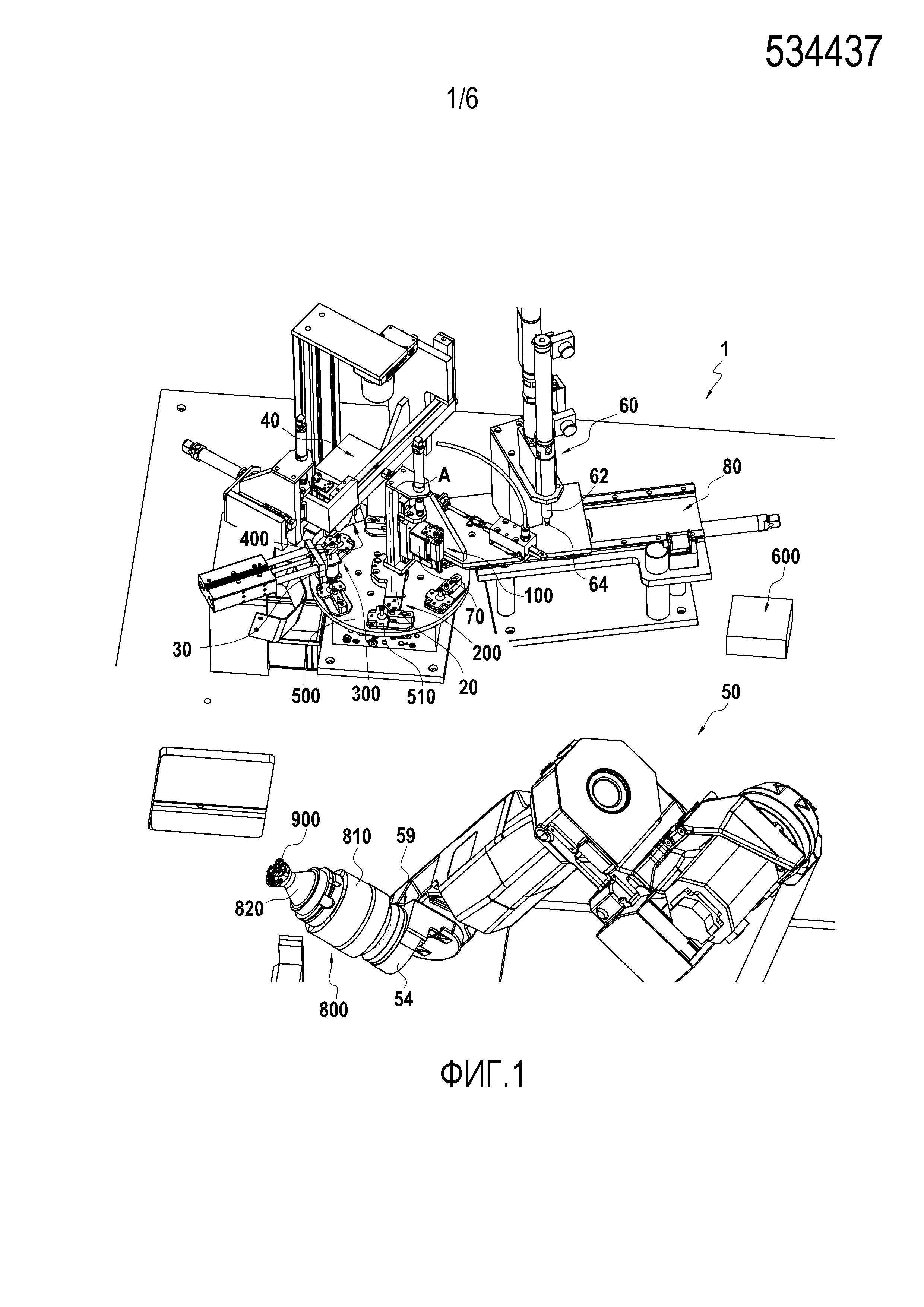
Фиг. 1 - вид в изометрии устройства замены в соответствии с изобретением.
Фиг. 2 - вид в изометрии первого поста устройства замены в соответствии с изобретением.
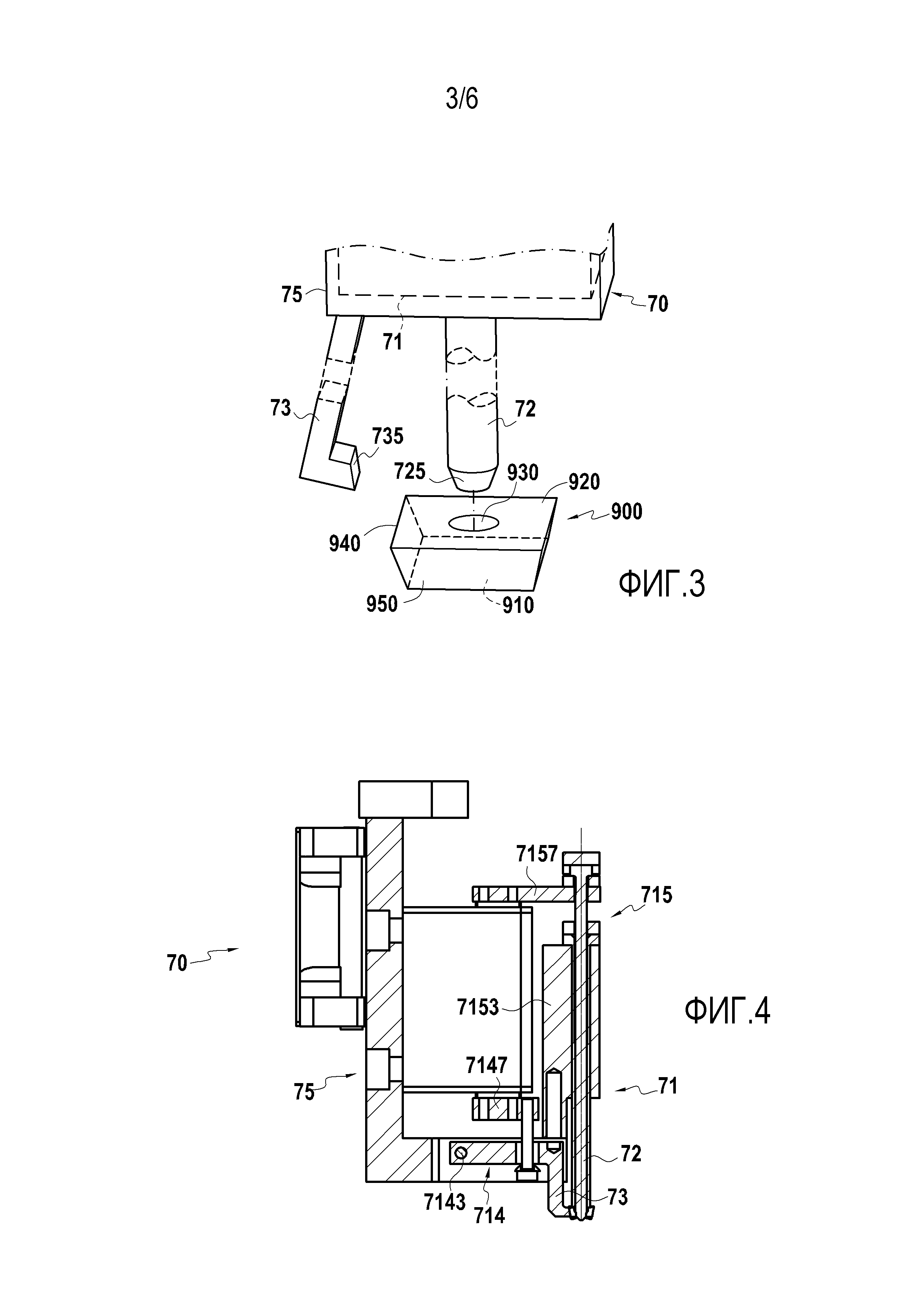
Фиг. 3 - вид в изометрии захватного устройства.
Фиг. 4 - вид в разрезе захватного устройства.
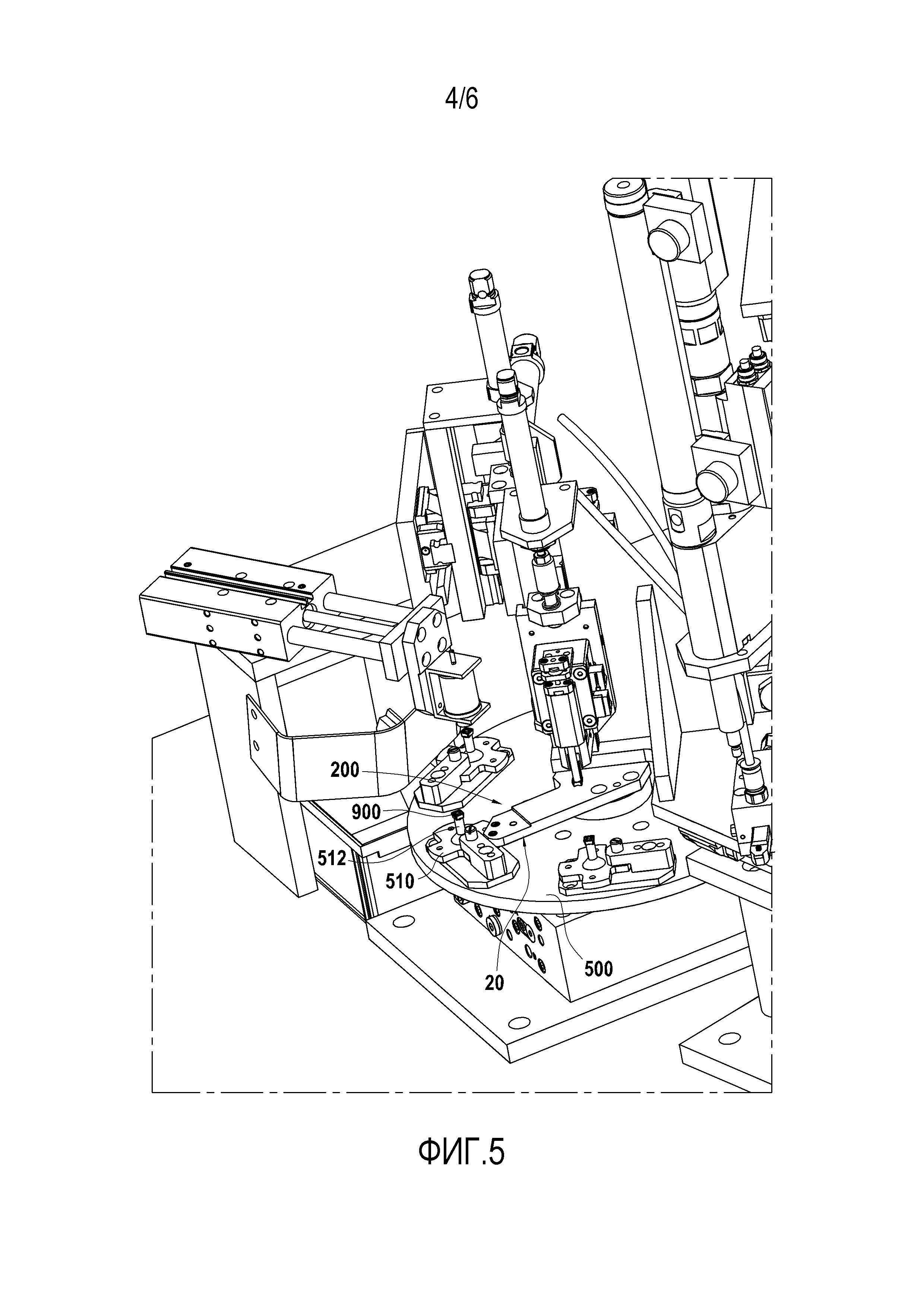
Фиг. 5 - вид в изометрии второго поста устройства замены в соответствии с изобретением.
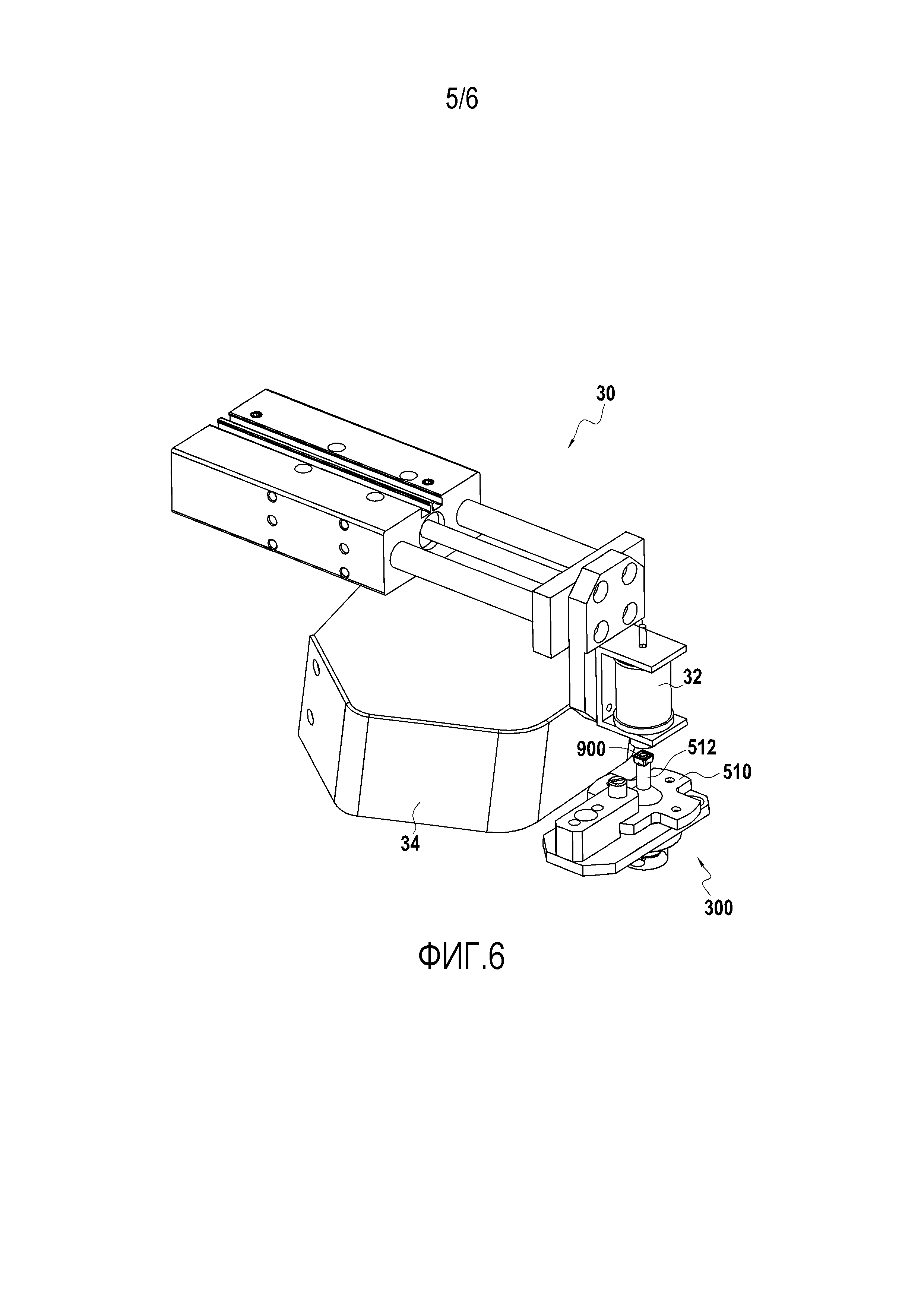
Фиг. 6 - вид в изометрии третьего поста устройства замены в соответствии с изобретением.
Фиг. 7 - вид в изометрии четвертого поста устройства замены в соответствии с изобретением.
Рассмотрим инструмент 800, содержащий корпус 810 и головку 820, причем эта головка 820 содержит по меньшей мере одну режущую пластинку 900. В нижеследующем описании представлен случай, когда на этой головке 820 установлено множество режущих пластинок 900, при этом каждая пластинка 900 имеет сквозное отверстие 930, через которое проходит винт. Этот винт позволяет завинтить пластинку 900 на головке 820 и, таким образом, закрепить пластинку 900 на головке 820.
Каждая пластинка 900 имеет по меньшей мере одну режущую кромку 940, выполненную с возможностью механической обработки детали.
Каждая представленная на фигурах пластинка 900 имеет нижнюю сторону 910, верхнюю сторону 920 и боковую сторону 950, состоящую из четырех плоских частей таким образом, что каждая пластинка 900 имеет вид усеченной пирамиды, основанием которой является верхняя сторона 920, а вершиной является нижняя сторона 910, при этом пластинка 900 расширяется от нижней стороны 910 к верхней стороне 920. Каждая пластинка 900 имеет, таким образом, четыре режущие кромки 940, при этом каждая кромка 940 находится на соединении между верхней стороной 920 и одной из плоских частей боковой стороны 950.
Заявленное устройство 1 замены предназначено, в частности, для замены одной или нескольких из этих режущих пластинок 900, когда одна или несколько кромок 940 этих пластинок 900 оказываются затупленными и, следовательно, являются недостаточно острыми, чтобы обрабатывать деталь.
Устройство 1 замены содержит несколько элементов, которые расположены на опоре, как показано на фиг. 1-7:
- манипулятор 50, содержащий удерживающий элемент 59, выполненный с возможностью удержания корпуса 810 инструмента 800. Например, этот манипулятор 50 является шарнирной рукой, конец 54 которой содержит удерживающий элемент 59.
- пост завинчивания с винтовертом 60, выполненным с возможностью завинчивания и отвинчивания винтов,
- захватное устройство 70, выполненное с возможностью захвата и укладки пластинки 900,
- конвейер 500, содержащий несколько приемников для пластинок 900, вдоль которого распределены первый пост 100 с захватным устройством 70, второй пост 200 с механизмом 20 поворота пластинок 900, третий пост 300 с механизмом 30 выгрузки пластинок 900 и четвертый пост 400 с механизмом 40 подачи пластинок 900,
- транспортировочный механизм 80, выполненный с возможностью перемещения захватного устройства 70 между манипулятором 50 и первым постом 100 конвейера 500,
- центр 600 управления, выполненный с возможностью автоматического управления манипулятором 500, винтовертом 60, захватным устройством 70, транспортировочным механизмом 80 и конвейером 500.
Конвейер 500 может иметь разные формы, например, может быть выполнен в виде карусели или в виде замкнутого ленточного конвейера, вдоль которого распределены различные посты (100, 200, 300, 400). В случае ленточного конвейера, движущегося по замкнутому кругу в одной горизонтальной плоскости, посты могут находиться внутри этого круга или снаружи. Конвейер может также представлять собой площадку, вращающуюся вокруг оси вращения А.
Ниже со ссылками на фиг. 1-7 будет описан этот последний вариант.
Таким образом, конвейер является площадкой 500, которая вращается вокруг оси вращения А и содержит несколько приемников для пластинок 900 и вокруг которой распределены первый пост 100 с захватным устройством 70, второй пост 200 с механизмом 20 поворота пластинок 900, третий пост 300 с механизмом 30 выгрузки пластинок 900 и четвертый пост 400 с механизмом 40 подачи пластинок 900.
Ниже следует описание работы заявленного устройства 1 замены пластинок 900.
Как показано на фиг. 1, оператор устанавливает корпус 810 инструмента 800 в удерживающий элемент 59 таким образом, чтобы прочно закрепить инструмент 800 на конце 54 манипулятора 50.
В варианте конец 54 содержит зажим, между губками которого располагают корпус 810. Зажим образует при этом удерживающий элемент 59.
Затем манипулятор 50 перемещается в пространстве таким образом, чтобы расположить головку 820 инструмента 800 на уровне поста завинчивания.
Этот пост показан на фиг. 2.
Как правило, манипулятор 50 выполнен таким образом, что может приближаться или удаляться относительно этого поста завинчивания.
Манипулятор 50 располагает головку 820 точно под винтовертом 60 таким образом, чтобы винт, который проходит через отверстие 930, находился на одной линии с главной осью винтоверта 60.
Предпочтительно после расположения головки 820 под винтовертом 60 манипулятор 50 остается неподвижным. Это ограничивает риск падения пластинки с головки 820 после отвинчивания.
Винтоверт 60 имеет двигатель, стержень 62, вращаемый этим двигателем, проходящий вдоль главной оси и содержащий на конце наконечник 64, выполненный с возможностью зацепления с головкой винта, удерживающего пластинку 900, чтобы приводить его во вращение и, таким образом, его завинчивать или отвинчивать. Стержень 62 винтоверта 60 приближают к винту, пока его наконечник 64 не войдет в головку винта, затем винтоверт 60 отвинчивает винт и освобождает пластинку 900. С этого момента пластинка 900 просто лежит на головке 820.
Затем над головкой инструмента 800 располагают захватное устройство 70, чтобы захватить пластинку 900 после того, как винтоверт 60 отвинтил пластинку 900, и приподнять пластинку 900, чтобы отвести ее от головки 820.
Далее со ссылками на фиг. 3 и 4 следует описание этого захватного устройства 70.
Захватное устройство 70 содержит приводные средства 71, круглый стержень 72, рычаг 73. Приводные средства 71 содержат шарнирный механизм 714 и механизм 715 поступательного движения. Стержень 72 и рычаг 73 проходят от приводного механизма 71 наружу.
Дистальная часть стержня 72, которая наиболее удалена от центральной части 75, имеет конец 725.
Дистальный конец рычага 73, наиболее удаленный от центральной части 75, имеет концевую сторону 735.
Центральной частью 75 называют зону захватного устройства 70, которая содержит проксимальные части стержня 72 и рычага 73.
Приводные средства 71 выполнены с возможностью перемещения стержня 72 и рычага 73 между открытым положением и захватным положением, что будет описано ниже.
Шарнирный механизм 714 содержит поворотную связь 7143 с рычагом 73, которая обеспечивает поворотное движение рычага 73 вокруг этой поворотной связи 7143, и элемент 7147 привода рычага 30, который поворачивает рычаг 73 между открытым положением, в котором дистальный конец рычага 73 удален от стержня 72, и захватным положением, в котором дистальный конец рычага 73 сближается со стержнем 72. Механизм 715 поступательного движения стержня 72 содержит направляющую 7153, в которой стержень может поступательно перемещаться скольжением, и элемент 7157 привода стержня 72, который поступательно перемещает стержень 72 между открытым положением (верхнее положение на фиг. 3) и захватным положением (нижнее положение на фиг. 4). Элемент 7147 привода рычага 73 и элемент 7157 привода стержня 72 приводятся в действие приводным механизмом (например, при помощи зубчатых колес и двигателя).
В захватном положении дистальный конец 725 стержня 72 заходит в отверстие 930 пластинки 900, и концевая сторона 735 рычага 73 опирается на одну из плоских частей боковой стороны 950 пластинки 900. Диаметр стержня 72 уменьшается на его дистальном конце, чтобы легче заходить в отверстие 930. Концевая сторона 735 является плоской и прилегает, таким образом, к плоской части боковой стороны, на которую она опирается. Эта ситуация показана на фиг.4.
В захватном положении пластинка 900 удерживается между стержнем 72 и рычагом 73 и неподвижно соединена с захватным устройством 70. Под выражением «неподвижно соединена» следует понимать, что пластинка 900 не может отделиться от захватного устройства 70.
Захватное устройство 70 установлено на двух направляющих 82, которые проходят между манипулятором 50 и первым постом 100.
Эти две направляющие 82 и устройство 85 поступательного движения вдоль этих двух направляющих являются частью вышеупомянутого транспортировочного механизма 80.
Таким образом, после захвата пластинки 900 захватное устройство 70 перемещается вдоль направляющих 82 при помощи устройства 85 поступательного движения от манипулятора 50 до первого поста 100 вращающейся площадки 500.
На этих двух направляющих 82 установлен также винтоверт 60.
Затем, в случае необходимости, захватное устройство 70 поворачивается на вертикальной оси вращения, чтобы расположить предварительно захваченную пластинку 900 над вращающейся площадкой 500.
Затем захватное устройство 70 отпускает пластинку 900, чтобы уложить ее на один из приемников 510 площадки 500, переходя из захватного положения в открытое положение. Эта ситуация показана на фиг. 2. Площадка 500 содержит несколько приемников 510, распределенных по ее окружности, при этом каждый приемник 510 выполнен с возможностью устойчивой укладки на него пластинки 900. Например, каждый приемник 510 содержит опору 512, на которую можно устойчиво уложить пластинку 900. Эта опора представляет собой, например, вертикальный цилиндр, на верхней стороне которого можно уложить пластинку 900.
Захватное устройство 70 входит в состав первого поста 100.
Вокруг площадки 500 расположены четыре поста (100, 200, 300, 400) таким образом, чтобы при каждом инкрементном повороте площадки 500, задаваемом центром 600 управления, один из приемников 510 оказывался сразу напротив (спереди) одного из этих постов (фиг. 1). Инкрементный поворот площадки 500 состоит в повороте площадки на определенный угол θ0, измеренный относительно центра вращения площадки 500.
Предпочтительно площадка 500 содержит четыре приемника 510, поэтому, когда одну пластинку 900 обрабатывают на одном из четырех постов (100, 200, 300, 400), распределенных вокруг площадки 500, каждую из трех других пластинок 900 обрабатывают на одном из трех других постов.
В этой конфигурации все четыре поста расположены в вершинах квадрата, центр которого находится на оси вращения А, то есть два любых смежных поста разделены углом 90°, который является углом θ0 инкрементного поворота. Четыре приемника 510 расположены также в вершине квадрата таким образом, что, когда один из приемников 510 находится напротив какого-либо из постов (100, 200, 300, 400), каждый из трех других приемников 510 оказывается напротив другого из постов.
Таким образом, можно одновременно обрабатывать несколько пластинок 900, и производительность заявленного устройства замены увеличилась, поэтому можно быстрее заменить все пластинки 900, находящиеся на инструменте 800.
В альтернативном варианте, как показано на фиг. 1, площадка 500 содержит шесть приемников 510.
Угол θ0 инкрементного поворота может быть углом, разделяющим два смежным поста, или углом, разделяющим два смежных приемника 510.
Угол θ0 инкрементного поворота является одинаковым между двумя любыми смежными постами или между двумя любыми смежными приемниками 510. Такое расположение позволяет оптимизировать время обработки ряда последовательных пластинок 900.
Ниже описана обработка пластинки 900 после ее укладки захватным устройством 70 на первом посту 100 на приемник 510, находящийся напротив этого первого поста 100.
Сначала будет описан первый вариант обработки пластинки 900, в котором пластинка 900 имеет по меньшей мере одну заточенную кромку 940.
Площадка 500 поворачивается на угол θ0 таким образом, чтобы доставить пластинку 900 напротив второго поста 200. Второй пост 200 содержит механизм 20 поворота пластинок 900, выполненный с возможностью поворота пластинки 900 вокруг ее оси на угол 90°. Таким образом, в случае, когда пластинка 900 имеет одну или несколько затупленных кромок 940 и по меньшей мере одну заточенную кромку 940, этот второй пост 200 позволяет расположить эту заточенную кромку 940 таким образом, чтобы после повторной установки пластинки 900 на головке 820 инструмента 800 именно эта заточенная кромка 940 оказалась в положении, необходимом для механической обработки детали. Таким образом, заточенную кромку 940 располагают на место затупленной кромки 9400, которую до этого использовали для механической обработки.
Чтобы расположить таким образом эту заточенную кромку, может понадобиться один, два или три поворота на 90° при помощи поворотного механизм 20.
Например, этот поворотный механизм 20 является механическим кулачком, показанным на фиг. 5. Этот кулачок поворачивает пластинку 900 на угол 90°. В случае необходимости, кулачок используют два раза подряд, чтобы повернуть пластинку 900 на 180°, или три раза подряд, чтобы повернуть пластинку 900 на 270°.
Затем площадка 500 поворачивается три раза на угол θ0, чтобы доставить приемник 510 с пластинкой 900 на уровень первого поста 100. Таким образом, приемник 510 не останавливается на уровне второго поста 200 или третьего поста 300.
Далее следует описание второго варианта обработки пластинки 900, когда пластинка 900 не содержит ни одной заточенной кромки 940.
В этом случае пластинку 900 необходимо заменить новой пластинкой 900.
Площадку 500 поворачивают два раза на угол θ0, чтобы доставить приемник 510 с пластинкой 900 сразу на уровень третьего поста 300. Таким образом, приемник 510 не останавливается на уровне второго поста 200.
Как показано на фиг. 6, третий пост 300 содержит механизм 30 выгрузки пластинок 900, который может снять пластинку 900 с приемника 510, на котором она находится, и удалить эту пластинку 900 в емкость. Этот механизм 30 выгрузки содержит механизм 32 снятия и сборный бак 34. Например, этот механизм 32 снятия представляет собой стойку с электромагнитом, который притягивает пластинку 900 и снимает ее с приемника 510. Затем механизм 32 снятия располагается над сборным баком 34 и отпускает пластинку 900, которая падает в этот бак 34.
Затем площадка 500 поворачивается на угол θ0, чтобы доставить приемник 510 без пластинки на уровень четвертого поста 400. Таким образом, приемник 510 является пустым.
Четвертый пост 400 содержит механизм 40 подачи новых пластинок 900.
Например, как показано на фиг. 7, механизм 40 подачи содержит магазин 42, который представляет собой вертикальную направляющую, в которой стопкой уложены новые пластинки 900, конвейер 44 и захватное устройство 70-В, идентичное описанному выше захватному устройству 70.
Нижний конец магазина 42 расположен над одним из концов конвейера 44, а другой конец конвейера 44 расположен вблизи приемника 510, когда этот приемник 510 находится на четвертом посту 400.
Когда пустой приемник 510 находится на четвертом посту 400, магазин 42 освобождает (путем открывания лючка на нижнем конце магазина 42) новую пластинку 900, которая падает на конвейер 44, затем конвейер 44 доставляет эту новую пластинку под захватное устройство 70-В. Захватное устройство 70-В захватывает эту новую пластинку 900 и укладывает ее на приемник 510.
Магазин 42 заполняется новыми пластинками 900, например, оператором, который вставляет пластинки 900 с верхнего конца магазина 42.
Затем площадка 500 поворачивается на угол θ0, чтобы доставить приемник 510 с новой пластинкой 900 на уровень первого поста 100.
В первом варианте, как и во втором варианте, которые были описаны выше, пластинка 900 (уже использовавшаяся и повернутая вокруг своей оси в случае первого варианта или новая в случае второго варианта) находится на приемнике 510 напротив первого поста 100.
Эту пластинку 900 захватывает захватное устройство 70, как было описано выше. Затем транспортировочный механизм 80 перемещает захватное устройство 70 от первого поста 100 к манипулятору 50.
После этого захватное устройство 70 укладывает пластинку 900 на ее место на головке 820.
Затем известным образом вставляют новый винт в отверстие 930 пластинки 900.
Доставку нового винта осуществляют, например, при помощи полой трубки, один конец которой соединен с емкостью для винтов: винт проходит через эту трубку и оказывается над отверстием 930.
После позиционирования пластинки 900 захватным устройством 70 и транспортировочным механизмом 80 на головке 820, она оказывается напротив наконечника 64 (отверстие 930 пластинки 900 и винт в этом отверстии 930 находятся в продолжении стержня 62 винтоверта 60), учитывая, что головка 820 остается неподвижной. При этом винтоверт 60 завинчивает винт, чтобы закрепить эту пластинку 900 на головке 820 инструмента 800.
В альтернативном варианте винт доставляют таким образом, чтобы его мог захватить наконечник 64, затем винтоверт 60 вводит этот винт в отверстие 930, после чего завинчивает пластинку 900 на головке 820 инструмента 800.
Момент затягивания винта выбирают таким образом, чтобы прочно удерживать пластинку 900 на головке 820.
Например, момент затягивания равен примерно 1,2 Н/м.
В представленном выше описании все движения манипулятора 50, вращающейся площадки 500 и других механизмов устройства 1 замены автоматизированы и управляются центром 600 управления.
Как правило, центр 600 управления может управлять одним или несколькими из этих механизмов и устройств и/или вращающейся площадкой 500.
Обнаруживать затупленную или режущую (острую) кромку 940 пластинки 900 может визуально оператор для каждой пластинки 900.
Предпочтительно инструмент 800 содержит микросхему (например, микросхему типа ʺBalluffʺ), которая регистрирует и отслеживает хронологию использования каждой пластинки 900 головки 820. Эта микросхема содержит, таким образом, данные о количестве использований каждой кромки 940 каждой пластинки 900 и, следовательно, о степени износа каждой из этих кромок или о том, что кромка до сих пор не использовалась. Эти данные поступают в центр 600 управления и используются для управления движениями вращающейся площадки 500 и различных механизмов постов (100, 200, 300, 400), чтобы автоматически ориентировать каждую пластинку 900 для описанных выше первого варианта обработки или второго варианта обработки.
Устройство 1 замены пластинок 900 и способ замены пластинок 900 в соответствии с изобретением относятся также к случаю, когда на инструменте 800 установлена пластинка или несколько пластинок.
В случае, когда инструмент 800 содержит несколько пластинок 900, центр 600 управления можно запрограммировать таким образом, чтобы после замены (или поворота) какой-либо пластинки 900 центр 600 управления располагал манипулятор 500 и головку 820 инструмента 800 таким образом, чтобы устройство 1 могло обработать (заменить или повернуть) следующую пластинку 900.
Заявленное устройство описано для случая, когда режущие пластинки 90 имеют форму усеченной пирамиды. Режущие пластинки 90 могут также иметь другую форму в пределах форм, которые позволяют захватывать их захватным устройством 70.
Реферат
Изобретение относится к области металлообработки и может быть использовано для замены режущих пластинок (900) на инструменте (800). Установка (1) содержит манипулятор (50) с удерживающим элементом (59) для удержания корпуса (810) инструмента, пост завинчивания с винтовертом (60), захватное устройство (70), конвейер (500) с приемниками (510) для режущих пластинок (900), вдоль которого расположены первый пост (100) с захватным устройством (70), второй пост (200) с механизмом (20) поворота режущих пластинок (900), третий пост (300) с механизмом (30) выгрузки режущих пластинок (900), и четвертый пост (400) с механизмом (40) подачи режущих пластинок (900). Кроме того, установка содержит транспортировочный механизм (80) и центр (600) управления. Использование изобретения позволяет более надежно и быстро осуществлять автоматическую замену пластинок, в том числе непрерывную замену большого количества пластинок одного и того же режущего инструмента. 2 н. и 3 з.п. ф-лы, 7 ил.
Комментарии