Механизм для временного удерживания режущей пластины и неперетачиваемый режущий инструмент, снабженный таким механизмом - RU2465987C2
Код документа: RU2465987C2
Чертежи







Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к механизму для временной фиксации режущей пластины и к инструменту с индексируемыми режущими пластинами, снабженному таким механизмом.
Уровень техники
Торцевая фреза со сменными твердосплавными пластинами, которая представляет собой режущий инструмент данного типа, имеет вогнутую часть на наружной периферии в передней концевой части корпуса режущего инструмента, которая открывается в направлении радиально наружной стороны корпуса режущего инструмента и передней концевой стороны корпуса режущего инструмента. Данная вогнутая часть выполнена с конфигурацией, обеспечивающей образование в ней установочного гнезда, предназначенного для установки вставной режущей пластины (режущей пластины), имеющей режущее лезвие, с возможностью снятия. Установочный элемент расположен в установочном гнезде, и установочный элемент имеет поверхность стенки, направленную к радиально наружной стороне корпуса режущего инструмента, и поверхность стенки, направленную вперед в направлении вращения режущего инструмента, которые образованы так, чтобы они продолжались к передней концевой стороне корпуса режущего инструмента. Вставная режущая пластина (режущая пластина) установлена на поверхности стенки, направленной к передней - по отношению к направлению вращения режущего инструмента - стороне установочного элемента, и боковая поверхность вставной режущей пластины (режущей пластины), направленная к радиально внутренней стороне корпуса режущего инструмента, контактирует с поверхностью стенки установочного элемента, направленной к радиально наружной стороне корпуса режущего инструмента, в результате чего обеспечивается поджатие вставной режущей пластины (режущей пластины) в направлении назад по отношению к направлению вращения режущего инструмента посредством клиновидного элемента (например, см. PTL1).
Однако в торцевой фрезе, описанной в PTL1, при вставке вставной режущей пластины (режущей пластины) в установочное гнездо и извлечении ее из установочного гнезда посредством снятия давления прижатия, действующего со стороны клиновидного элемента, в состоянии, в котором отверстие вогнутой части в корпусе режущего инструмента направлено в направлении действия силы тяжести, существует возможность выпадения и потери вставной режущей пластины (режущей пластины). Следовательно, невозможно легко выполнить операцию замены вставной режущей пластины (режущей пластины) малого размера или операцию замены ее на металлорежущем станке.
Настоящее изобретение направлено на решение вышеупомянутой проблемы, и задача настоящего изобретения состоит в создании механизма временной фиксации для режущей пластины, пригодного для облегчения операции удаления режущей пластины из установочного гнезда для режущей пластины, и к инструменту с индексируемыми режущими пластинами, снабженному таким механизмом.
Перечень ссылок
Патентная литература
PTL1: Заявка на патент Японии No. 2007-130738 (см. фиг.4)
Раскрытие изобретения
Настоящее изобретение имеет следующую конструкцию для решения вышеупомянутой проблемы.
Настоящее изобретение относится к механизму временной фиксации режущей пластины, вставляемой в гнездо для установки режущей пластины, выполненное в корпусе режущего инструмента, содержащему гнездо для установки режущей пластины, включающее в себя ступенчатую часть с пазом или канавку с вогнутой поверхностью, выполненную с установочной поверхностью и по меньшей мере одной ограничивающей поверхностью стенки, поднимающейся вверх от установочной поверхности, фиксирующее средство для поджатия режущей пластины, вставленной в гнездо для установки режущей пластины, к установочной поверхности, по меньшей мере или канавку с вогнутой поверхностью или по меньшей мере одну выпуклую часть, расположенную в заданном месте режущей пластины, и выпуклую часть или канавку с вогнутой поверхностью, выполненную в гнезде для установки режущей пластины и/или фиксирующем средстве с возможностью взаимодействия с канавкой с вогнутой поверхностью или с выпуклой частью режущей пластины, при этом канавка с вогнутой поверхностью продолжается по существу параллельно установочной поверхности гнезда для установки режущей пластины, а выпуклая часть вставлена в канавку с вогнутой поверхностью и установлена в канавке с вогнутой поверхностью для взаимодействия с ней при вставке режущей пластины в гнездо для установки режущей пластины и извлечении режущей пластины из гнезда для установки режущей пластины, при этом обеспечивая возможность перемещения режущей пластины только в заданном направлении относительно гнезда для режущей пластины.
При использовании механизма временной фиксации режущей пластины за счет вставки выпуклой части в канавку с вогнутой поверхностью и установки выпуклой части в канавке с вогнутой поверхностью для обеспечения возможности взаимодействия с ней при вставке режущей пластины в гнездо для установки режущей пластины и извлечении режущей пластины из гнезда для установки режущей пластины, перемещение режущей пластины в других направлениях, отличных от направления вставки и установки, ограничивается. Таким образом, поскольку не происходит смещения режущей пластины внутри гнезда для установки режущей пластины или выпадения режущей пластины из гнезда для установки режущей пластины даже в том случае, если сила тяжести будет действовать в направлении, в котором перемещение режущей пластины ограничено, операция извлечения режущей пластины становится легкой, и, следовательно, промежуток времени, требуемый для выполнения данной операции, сокращается.
Предпочтительно, чтобы в механизме временной фиксации режущей пластины канавка с вогнутой поверхностью продолжалась в направлении вдоль по меньшей мере одной ограничивающей поверхности стенки. Поскольку при данной конфигурации режущая пластина может перемещаться только в направлении вдоль ограничивающей поверхности стенки внутри гнезда для установки режущей пластины, вставка режущей пластины в гнездо для установки режущей пластины и извлечение режущей пластины из гнезда для установки режущей пластины становятся легкими. Следовательно, операция извлечения режущей пластины из гнезда для установки режущей пластины становится легкой, и, следовательно, промежуток времени, требуемый для выполнения данной операции, сокращается.
Кроме того, выпуклая часть может продолжаться или может быть расположена в разных местах в направлении вдоль по меньшей мере одной ограничивающей поверхности стенки. При данной конфигурации выпуклая часть и канавка с вогнутой поверхностью взаимодействуют друг с другом на большом интервале в направлении вдоль ограничивающей поверхности стенки для стабилизации положения режущей пластины в гнезде для установки режущей пластины. Следовательно, операция извлечения режущей пластины становится легкой, что позволяет сократить время, требуемое для данной операции, а также повысить точность позиционирования режущей пластины.
Кроме того, предпочтительно обеспечить надежное контактное взаимодействие между выпуклой частью и канавкой с вогнутой поверхностью посредством образования формы сечения выпуклой части и формы сечения канавки с вогнутой поверхностью так, чтобы данные формы были аналогичными.
При использовании инструмента с индексируемыми режущими пластинами, снабженного механизмом временной фиксации режущей пластины за счет вставки выпуклой части в канавку с вогнутой поверхностью и установки выпуклой части в канавке с вогнутой поверхностью для обеспечения возможности взаимодействия с ней при вставке режущей пластины в гнездо для установки режущей пластины и извлечения режущей пластины из гнезда для установки режущей пластины, перемещение режущей пластины в других направлениях, отличных от направления вставки и установки, ограничивается. Таким образом, поскольку не происходит смещения режущей пластины внутри гнезда для установки режущей пластины или выпадения режущей пластины из гнезда для установки режущей пластины даже в том случае, если сила тяжести будет действовать в направлении, в котором перемещение режущей пластины ограничено, например, во время выполнения смены угла режущей пластины или замены режущей пластины в состоянии установки режущего инструмента на главной оси или на резцовой каретке металлорежущего станка, операция извлечения режущей пластины из режущего инструмента облегчается, и, следовательно, промежуток времени, требуемый для выполнения данной операции, сокращается.
Предпочтительно, чтобы в инструменте с индексируемыми режущими пластинами отношение размера формы сечения канавки с вогнутой поверхностью и размера формы сечения выпуклой части было больше в наружной концевой части канавки с вогнутой поверхностью, расположенной у наружной стороны корпуса режущего инструмента в режущем инструменте, чем во внутренней концевой части канавки с вогнутой поверхностью, расположенной у внутренней стороны корпуса режущего инструмента в режущем инструменте. Поскольку при данной конфигурации легче вставлять выпуклую часть в канавку с вогнутой поверхностью и устанавливать выпуклую часть в канавке с вогнутой поверхностью во время вставки режущей пластины в гнездо для установки режущей пластины, операция крепления режущей пластины в режущем инструменте облегчается. Кроме того, контактное взаимодействие между выпуклой частью и канавкой с вогнутой поверхностью не ослабляется.
Желательно, чтобы канавка с вогнутой поверхностью продолжалась в направлении, пересекающемся с вертикальным направлением, предпочтительно в направлении, пересекающемся с вертикальным направлением под углом от 60 до 90 градусов. Следовательно, перемещение режущей пластины в вертикальном направлении ограничивается при вставке режущей пластины в гнездо для установки режущей пластины и извлечении режущей пластины из гнезда для установки режущей пластины. Таким образом, например, при установке режущего инструмента на металлорежущем станке, таком как вертикально-фрезерный станок или вертикальный многоцелевой станок, с передней концевой стороной (стороной режущей пластины), направленной вниз в вертикальном направлении, режущая пластина не выпадает из гнезда для установки режущей пластины и не теряется, а также операция извлечения режущей пластины из режущего инструмента облегчается, и промежуток времени, требуемый для данной операции, сокращается. Для надежного предотвращения выпадения режущей пластины из гнезда для установки режущей пластины предпочтительно, чтобы направление, в котором продолжается канавка с вогнутой поверхностью, пересекалось с вертикальным направлением под углом от 60 до 90 градусов.
При использовании вышеупомянутого механизма временной фиксации, предназначенного для режущей пластины, и инструмента с индексируемыми режущими пластинами, снабженного данным механизмом, вставка режущей пластины в гнездо для установки режущей пластины и извлечение режущей пластины из гнезда для установки режущей пластины облегчаются. Следовательно, операция извлечения режущей пластины из гнезда для установки режущей пластины и режущего инструмента облегчается, и промежуток времени, требуемый для выполнения данной операции, сокращается.
Краткое описание чертежей
Фиг.1 представляет собой вид в перспективе концевой фрезы с индексируемыми режущими пластинами, для которой применяется настоящее изобретение;
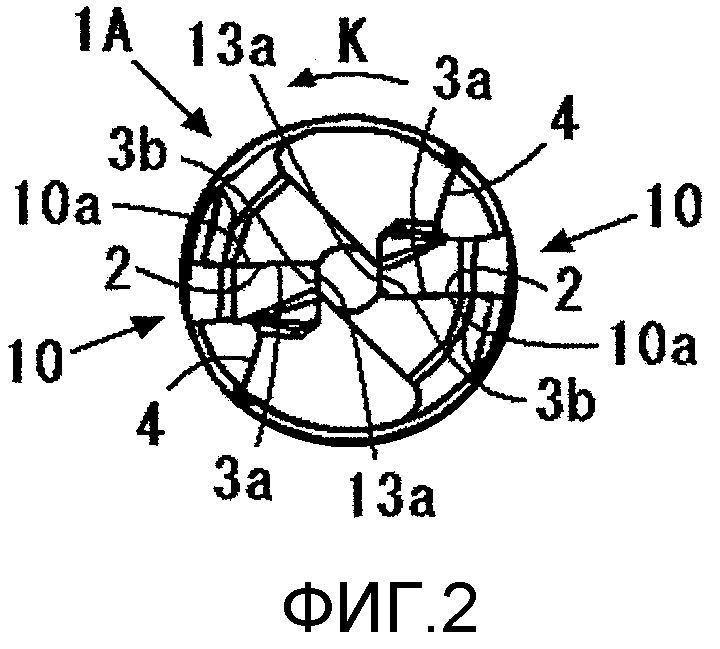
Фиг.2 представляет собой вид спереди концевой фрезы, показанной на фиг.1, если смотреть со стороны переднего конца;
Фиг.3 представляет собой вид в плане концевой фрезы, показанной на фиг.1;
Фиг.4 представляет собой вид справа концевой фрезы, показанной на фиг.1;
Фиг.5 представляет собой увеличенное сечение, выполненное по линии V-V, показанной на фиг.3;
Фиг.6 представляет собой увеличенный вид части VI, показанной на фиг.1;
Фиг.7 представляет собой вид в перспективе режущей пластины, используемой в концевой фрезе, показанной на фиг.1;
Фиг.8 представляет собой вид спереди режущей пластины, показанной на фиг.7;
Фиг.9 представляет собой вид в плане режущей пластины, показанной на фиг.7;
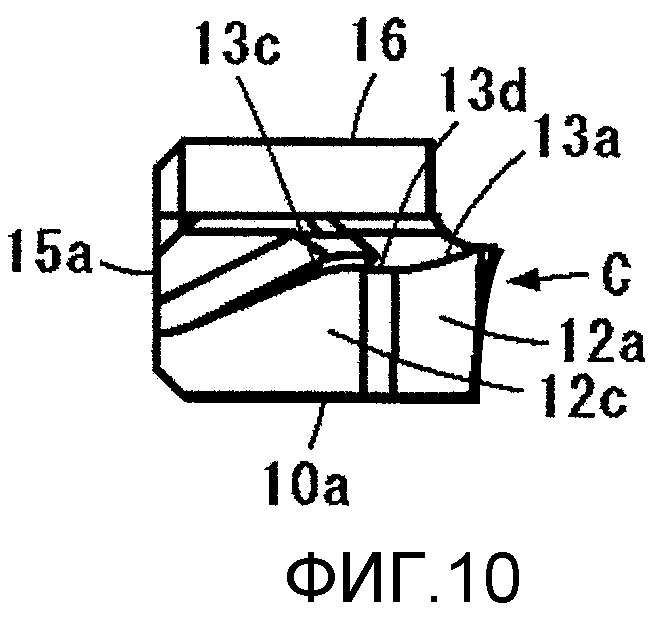
Фиг.10 представляет собой вид слева режущей пластины, показанной на фиг.7;
Фиг.11А представляет собой выполненный с частичным разрезом вид сбоку торцовой фрезы со сменными твердосплавными пластинами, для которой применяется настоящее изобретение;
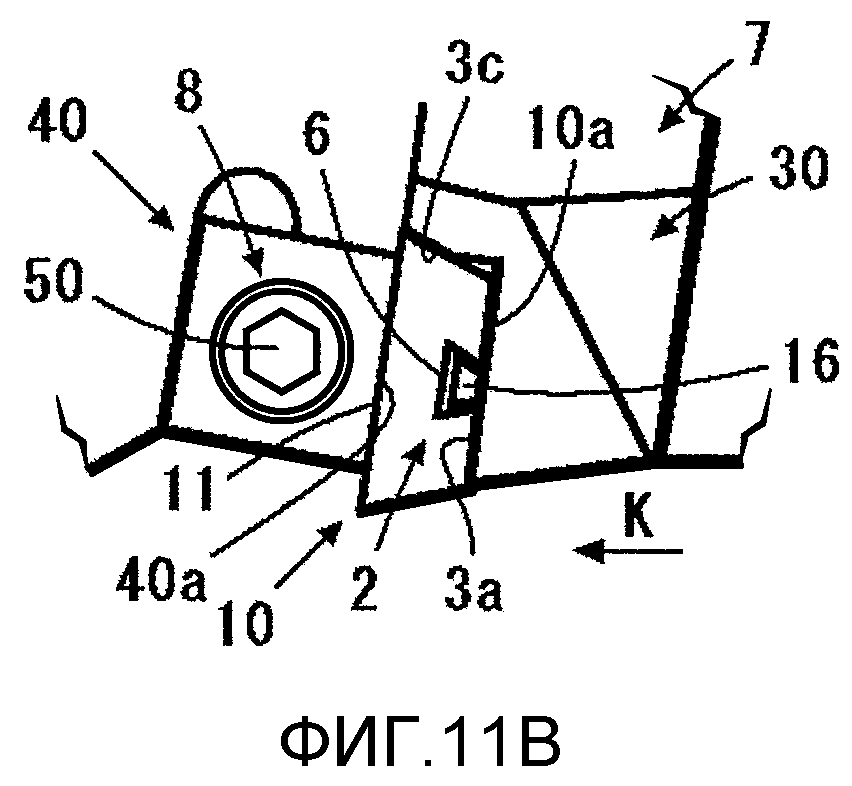
Фиг.11В представляет собой увеличенный вид части XIB на фиг.11А; и
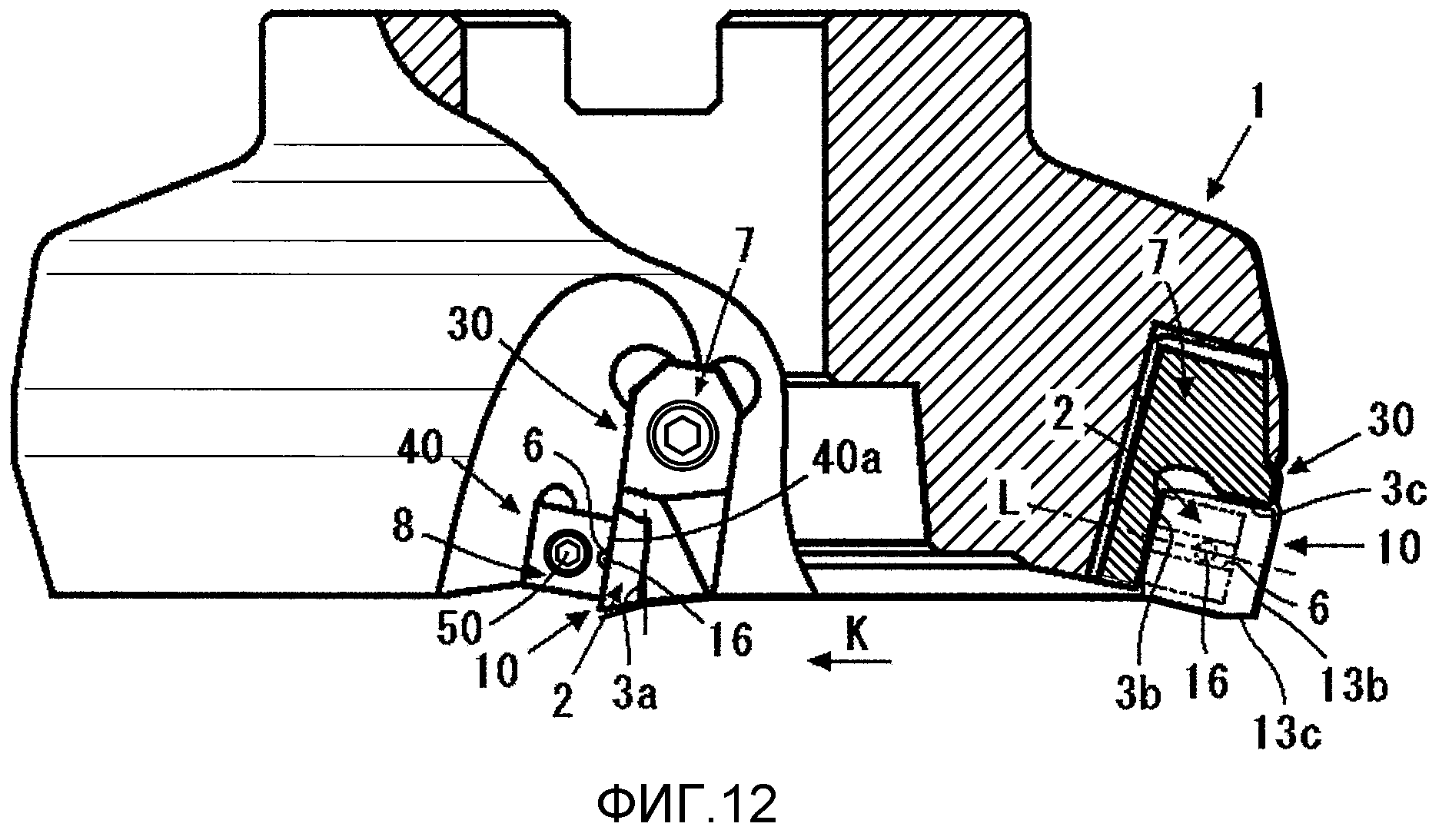
Фиг.12 представляет собой выполненный с частичным разрезом вид сбоку другой торцовой фрезы со сменными твердосплавными пластинами, для которой применяется настоящее изобретение.
Описание вариантов осуществления изобретения
Что касается варианта осуществления настоящего изобретения, то механизм временной фиксации режущей пластины, для которой применяется настоящее изобретение, и концевая фреза с индексируемыми режущими пластинами (в дальнейшем называемая концевой фрезой), снабженная таким механизмом, будут описаны со ссылкой на сопровождающие чертежи. Фиг.1 представляет собой вид в перспективе, показывающий концевую фрезу, если смотреть со стороны переднего конца. Фиг.2 представляет собой вид спереди концевой фрезы, показанной на фиг.1, если смотреть со стороны переднего конца. Каждая из фиг.3 и 4 представляет собой вид в плане и вид справа концевой фрезы, показанной на фиг.1. Фиг.5 представляет собой увеличенное сечение, выполненное по линии V-V, показанной на фиг.3. Фиг.6 представляет собой увеличенный вид части VI, показанной на фиг.1. Фиг.7 представляет собой вид в перспективе индексируемой (сменной неперетачиваемой) режущей пластины (в дальнейшем называемой режущей пластиной), используемой в концевой фрезе, показанной на фиг.1. Фиг.8 представляет собой вид спереди режущей пластины, показанной на фиг.7. Каждая из фиг.9 и 10 представляет собой вид в плане и вид слева режущей пластины, показанной на фиг.7.
Как показано на фиг.1-4, корпус 1 режущего инструмента, представляющего собой концевую фрезу по настоящему изобретению, образован по существу с формой стержня и содержит режущую часть 1А на стороне переднего конца в аксиальном направлении и хвостовую часть 1В на стороне заднего конца в аксиальном направлении. Гнездо 2 для установки режущей пластины, имеющее форму канавки с вогнутой поверхностью, открытой в направлении наружной периферийной поверхности и передней торцевой поверхности режущей части 1А, выполнено в передней концевой части режущей части 1А. Гнездо 2 для установки режущей пластины продолжается с небольшим наклоном относительно осевой линии так, что его задняя концевая часть в аксиальном направлении расположена сзади от его передней концевой части в направлении К вращения режущего инструмента (см. фиг.4). Пазы 4 под режущую пластину образованы с передней - в направлении вращения режущего инструмента - стороны гнезда 2 для установки режущей пластины. Паз 4 под режущую пластину образован посредством срезания наружной периферийной поверхности режущей части 1А вдоль направления, в котором продолжается гнездо 2 для установки режущей пластины.
Как показано на фиг.7-10, режущая пластина 10 имеет корпус режущей пластины, имеющий форму по существу прямоугольной пластины на виде в плане (фиг.9). Режущая поверхность 11 образована на верхней поверхности режущей пластины 10, установочная поверхность 10а образована на ее нижней поверхности, и боковые поверхности 12а, 12b и 12с образованы на боковых поверхностях, пересекающихся с верхней поверхностью и нижней поверхностью. Дугообразная угловая режущая кромка 13а образована в угловой части С, которая представляет собой одну часть по существу прямоугольной верхней поверхности, на которой образована режущая поверхность 11. Главная режущая кромка 13b и вспомогательная режущая кромка 13с образованы соответственно на длинной стороне и короткой стороне прямоугольной верхней поверхности. Длинная сторона и короткая сторона соответственно продолжаются от угловой режущей кромки 13а. Режущая поверхность 11 образована таким образом, что она соединена с линией гребня главной режущей кромки 13b и выполнена с углублением в направлении стороны нижней поверхности для образования криволинейной поверхности. Главный передний угол режущей поверхности 11 является положительным, при этом данный угол ограничен касательной линией, образованной на криволинейной поверхности на линии гребня главной режущей кромки 13b. Угловая режущая кромка 13а и вспомогательная режущая кромка 13с образованы в соответствии с криволинейной режущей поверхностью 11 криволинейными режущими кромками, смещенными в сторону нижней поверхности. Предпочтительно выполнить линейную или дугообразную ровную режущую кромку 13d на участке вспомогательной режущей кромки 13с, соседнем с концевым участком угловой режущей кромки 13а, для уменьшения шероховатости поверхности для обрабатываемой начисто поверхности. Соответствующие боковые поверхности 12а, 12b и 12с, образованные на боковых поверхностях, продолжающихся соответственно от угловой режущей кромки 13а, главной режущей кромки 13b и вспомогательной режущей кромки 13с, образованы в виде боковых поверхностей, каждая из которых имеет положительный угол наклона боковой поверхности, наклоненной внутрь к стороне нижней поверхности.
Ниже будет описана основная конструкция механизма временной фиксации режущей пластины.
Как показано на фиг.9, режущая пластина 10 имеет по существу прямоугольную верхнюю поверхность. На верхней поверхности другая угловая часть С' расположена в углу, противоположном по отношению к угловой части С, в которой образована угловая режущая кромка 13а. Длинная сторона прямоугольника проходит от другой угловой части С', и вогнутые участки 14, «утопленные» к стороне нижней поверхности, выполнены на участке верхней поверхности, продолжающемся от длинной стороны. Вогнутые участки 14 выполнены в двух местах с зазором между ними вдоль длинной стороны. Нижняя поверхность 14а вогнутого участка 14 образована в виде плоской поверхности вертикально по отношению к осевой линии винта с шестигранным углублением под ключ, показанного на фиг.5. Кроме того, как очевидно из фиг.8-10, плоские поверхности, по существу перпендикулярные нижней поверхности, образованы на боковых поверхностях, соответственно продолжающихся от другой угловой части С'. Плоские поверхности определены как удерживаемые поверхности 15а и 15b, соответственно контактирующие с ограничивающими поверхностями 3b и 3с стенок гнезда 2 для установки режущей пластины, описанного ниже.
Кроме того, как показано на фиг.7-10, выпуклая часть 16 выполнена так, что она продолжается вдоль короткой стороны прямоугольника и продолжается от другой угловой части С'. Выпуклая часть 16 контактирует с короткой стороной и выступает вверх. Выпуклая часть 16 имеет полукруглую форму в сечении и образована с выпуклостью вверх так, что самое высокое место выпуклой части 16 находится выше, чем верхняя поверхность режущей пластины 10, в направлении толщины режущей пластины 10.
С другой стороны, как показано на фиг.1-4, гнездо 2 для установки режущей пластины, выполненное в режущей части 1А, образовано с формой канавки с вогнутой поверхностью так, что оно открывается в направлении наружной периферийной поверхности и передней концевой поверхности режущей части 1А. Установочная поверхность 3а образована на поверхности боковой стенки, направленной в направлении К вращения корпуса 1 режущего инструмента, для контакта с установочной поверхностью 10а режущей пластины 10. Ограничивающие поверхности 3b и 3с стенок соответственно образованы на нижней поверхности, направленной к наружной периферийной стороне, и на поверхности стенки, направленной к передней концевой стороне, для контакта с удерживаемыми поверхностями 15а и 15b режущей пластины 10. Зазор Т' между установочной поверхностью 3а и поверхностью 3d боковой стенки, противоположной по отношению к установочной поверхности 3а, незначительно превышает толщину Т режущей пластины 10. Когда режущая пластина 10 установлена на установочной поверхности 3а гнезда 2 для установки режущей пластины, небольшой зазор образуется между верхней поверхностью режущей пластины 10 и поверхностью 3d боковой стенки. Два отверстия 5 с внутренней резьбой выполнены на наружной периферийной поверхности режущей части 1А, расположенной спереди от паза 4 под режущую пластину в направлении К вращения режущего инструмента. Два отверстия 5 с внутренней резьбой открыты в направлении поверхности 3d боковой стенки в местах, соответствующих двум вогнутым участкам 14, выполненным в режущей пластине 10. Данные отверстия 5 с внутренней резьбой выполнены в двух местах так, что они открыты в направлении вогнутых участков 14 режущей платины 10, установленной в гнезде 2 для установки режущей пластины.
Кроме того, канавка 6 с вогнутой поверхностью, в которую выпуклая часть 16 режущей пластины 10 может быть вставлена и в которой она может быть установлена (для установки режущей пластины), образована в области пересечения поверхности 3d боковой стенки, направленной к стороне, противоположной по отношению к направлению вращения корпуса 1 режущего инструмента, и ограничивающей поверхности 3с стенки, направленной к передней концевой стороне корпуса 1 режущего инструмента. Канавка 6 с вогнутой поверхностью выполнена так, что она проходит от открытого конца гнезда 2 для установки режущей пластины над нижней поверхностью, на которой образована ограничивающая поверхность 3b стенки.
Ниже будет описан способ установки режущей пластины 10 в концевой фрезе с индексируемыми режущими пластинами и извлечения режущей пластины 10 из концевой фрезы с индексируемыми режущими пластинами, снабженной механизмом временной фиксации режущей пластины 10 и описанным выше. Вставку режущей пластины 10 в гнездо 2 для установки режущей пластины выполняют во время вставки выпуклой части 16 режущей пластины 10 в канавку 6 с вогнутой поверхностью и установки выпуклой части 16 в канавке 6 с вогнутой поверхностью, выполненной в гнезде 2 для установки режущей пластины. В состоянии, в котором выпуклая часть 16 вставлена таким образом в канавку 6 с вогнутой поверхностью и установлена в канавке 6 с вогнутой поверхностью, удерживаемые поверхности 15а и 15b режущей пластины 10 контактируют с ограничивающими поверхностями 3b и 3с стенок или приближены к ним с небольшим зазором между ними. Следовательно, режущая пластина 10 может быть плавно вставлена в гнездо 2 для установки режущей пластины или извлечена из гнезда 2 для режущей пластины. Режущая пластина 10 перемещается в направлении, в котором продолжается канавка 6 с вогнутой поверхностью, и вставляется в гнездо 2 для установки режущей пластины. Режущая пластина 10, вставленная таким образом в гнездо 2 для установки режущей пластины, будет зафиксирована таким образом, что резьбовые элементы 20, такие как установочные винты с шестигранным углублением под ключ (Японский промышленный стандарт (JIS) В 1177), будут ввинчены в отверстия 5 с внутренней резьбой, выполненные в двух местах в режущей части 1А, и передняя торцевая поверхность резьбового элемента 20 входит в контакт с нижней поверхностью 14а вогнутого участка 14 в режущей пластине и прижимает режущую пластину 10 к установочной поверхности 3а гнезда для установки режущей пластины. В том случае, когда при этом осевая линия каждого из отверстия 5 с внутренней резьбой и резьбового элемента 20 параллельна линии, перпендикулярной к установочной поверхности 3а гнезда 2 для установки режущей пластины, режущая пластина 10 просто поджимается к установочной поверхности 3а гнезда 2 для установки режущей пластины. Однако, как показано на фиг.5, в том случае, когда осевая линия каждого из отверстия 5 с внутренней резьбой и резьбового элемента 20 наклонена относительно перпендикулярной линии таким образом, что по мере приближения данных осевых линий к установочной поверхности 3а гнезда 2 для установки режущей пластины данные осевые линии постепенно приближаются к двум ограничивающим поверхностям 3b и 3с стенок, режущая пластина 10 поджимается к установочной поверхности 3а гнезда для установки режущей пластины и одновременно также поджимается к двум ограничивающим поверхностям 3b и 3с стенок. Наоборот, извлечение режущей пластины 10 из гнезда 2 для установки режущей пластины выполняется таким образом, что после ослабления резьбового элемента 20 для отвода передней концевой части резьбового элемента 20 от нижней поверхности 14а вогнутого участка в режущей пластине режущая пластина 10 перемещается в направлении, в котором продолжается канавка 6 с вогнутой поверхностью, для извлечения ее из гнезда 2 для установки режущей пластины.
Режущая пластина 10, установленная в корпусе 1 режущего инструмента, расположена так, что режущая поверхность 11 направлена вперед в направлении К вращения корпуса 1 режущего инструмента и угловая режущая кромка 13а выступает от наружной периферийной поверхности и передней концевой поверхности корпуса 1 режущего инструмента. Концевая фреза с индексируемыми режущими пластинами, приводимая во вращение вокруг осевой линии корпуса 1 режущего инструмента, подается в направлении, перпендикулярном к осевой линии, к обрабатываемой детали для обработки обрабатываемой детали резанием посредством угловой режущей кромки 13а, главной режущей кромки 13b и вспомогательной режущей кромки 13с, в результате чего осуществляется механическая обработка обрабатываемой детали для получения ее заданной формы.
Ниже будет описана эксплуатационная эффективность концевой фрезы с индексируемыми режущими пластинами.
Поскольку в случае вставки режущей пластины 10 в гнездо 2 для установки режущей пластины и извлечения режущей пластины 10 из гнезда 2 для установки режущей пластины выпуклую часть 16 режущей пластины 10 вставляют в канавку 6 с вогнутой поверхностью и устанавливают в канавке 6 с вогнутой поверхностью гнезда 2 для установки режущей пластины, режущая пластина 10 может перемещаться только в направлении, в котором продолжается канавка 6 с вогнутой поверхностью, и не может перемещаться в другом направлении. В концевой фрезе с индексируемыми режущими пластинами канавка 6 с вогнутой поверхностью продолжается в направлении, по существу перпендикулярном к осевой линии корпуса 1 режущего инструмента, чтобы частично воспрепятствовать перемещению режущей пластины 10 в направлении осевой линии. Следовательно, в случае выполнения замены или изменения угла режущей пластины 10 в состоянии установки концевой фрезы с индексируемыми режущими пластинами на металлорежущем станке, в котором главная ось проходит в вертикальном направлении, таком как вертикально-фрезерный станок или вертикальный многоцелевой станок, режущая пластина 10, вставленная в гнездо 2 для установки режущей пластины, не будет выпадать под действием силы тяжести. Кроме того, поскольку отсутствует необходимость в удерживании режущей пластины 10 рукой, чтобы режущая пластина не падала, операция замены режущей пластины 10 становится легкой, и время на данную операцию сокращается. В концевой фрезе с индексируемыми режущими пластинами, в которой таким образом обеспечивается параллельность осевой линии корпуса режущего инструмента вертикальному направлению, для предотвращения выпадения режущей пластины 10 из гнезда 2 для установки режущей пластины предпочтительно, чтобы угол между направлением, в котором продолжается канавка 6 с вогнутой поверхностью, выполненная в гнезде 2 для установки режущей пластины, и направлением осевой линии корпуса 1 режущего инструмента находился в пределах от 60 до 90 градусов.
Поскольку в концевой фрезе с индексируемыми режущими пластинами выпуклая часть 16 режущей пластины выполнена так, чтобы она продолжалась вдоль короткой стороны верхней поверхности, когда режущая пластина 10 вставлена в гнездо 2 для установки режущей пластины, выпуклая часть 16 входит в контактное взаимодействие с канавкой 6 с вогнутой поверхностью, выполненной в установочном гнезде 2, по существу по всей длине в направлении, в котором продолжается канавка 6 с вогнутой поверхностью, в результате чего обеспечивается возможность предотвращения значительного перемещения режущей пластины 10 взад и вперед в гнезде 2 для установки режущей пластины. Даже если выпуклые части 16 режущей пластины расположены в двух или более местах в продольном направлении канавки 6 с вогнутой поверхностью, может быть достигнут эффект, аналогичный вышеуказанному. Выпуклая часть 16 режущей пластины не ограничена вышеуказанными, но может быть выполнена в одном месте при условии, что она может быть вставлена в канавку 6 с вогнутой поверхностью и установлена в канавке 6 с вогнутой поверхностью. Если в данном случае канавка 6 с вогнутой поверхностью, выполненная в гнезде 2 для установки режущей пластины, выполнена параллельно любой из двух ограничивающих поверхностей 3b и 3с стенок, перемещение режущей пластины 10 назад и вперед может быть предотвращено, поскольку ограничивающие поверхности 3b и 3с стенок и удерживаемые поверхности 15а и 15b, соответствующие им, контактируют друг с другом или приближаются друг к другу с незначительным зазором между ними во время вставки режущей пластины 10 в гнездо 2 для установки режущей пластины.
Осевая линия каждого из отверстия 5 с внутренней резьбой и резьбового элемента 20, ввинченного в отверстие 5 с внутренней резьбой, наклонена относительно линии, перпендикулярной к установочной поверхности 3а, таким образом, что по мере приближения осевой линии к установочной поверхности 3а гнезда для установки режущей пластины осевая линия постепенно приближается к двум ограничивающим поверхностям 3b и 3с стенок. В результате режущая пластина 10 принудительно смещается и поджимается к двум ограничивающим поверхностям 3b и 3с стенок во время крепления резьбового элемента 20. Следовательно, даже в том случае, если оператор не будет сильно прижимать режущую пластину 10 к двум ограничивающим поверхностям 3b и 3c стенок рукой, режущая пластина 10 может быть надежно и стабильно зафиксирована относительно гнезда 2 для установки режущей пластины.
Предпочтительно, чтобы максимальная высота, на которую выпуклая часть 16 выступает относительно верхней поверхности режущей пластины 10, составляла от 0,2 до 2 мм. При интервале значений, которые меньше 0,2 мм, выпуклая часть 16 режущей пластины не будет входить в контактное взаимодействие с канавкой 6 с вогнутой поверхностью, выполненной в гнезде 2 для установки режущей пластины, или данное контактное взаимодействие будет недостаточным, при этом существует возможность выпадения режущей пластины 10 из гнезда 2 для установки режущей пластины. Поскольку в том случае, когда максимальная высота выступания выпуклой части превышает 2 мм, трудно отформовать выпуклую часть 16 и канавку 6 с вогнутой поверхностью в режущей пластине, изготавливаемой способом порошковой металлургии, существует возможность снижения производительности. Выпуклая часть 16 и канавка 6 с вогнутой поверхностью служат для предотвращения перемещения режущей пластины 10 в заданном направлении внутри гнезда 2 для установки режущей пластины и не служат для установки режущей пластины 10 в заданном положении. Следовательно, отсутствует необходимость в обеспечении точности взаимного расположения выпуклой части 16 и канавки 6 с вогнутой поверхностью, что значительно облегчает выполнение выпуклой части 16 и канавки 6 с вогнутой поверхностью при изготовлении.
Предпочтительно, чтобы в том случае, когда выпуклую часть 16 вставляют в канавку 6 с вогнутой поверхностью, форма сечения выпуклой части 16 была выполнена аналогичной форме сечения канавки 6 с вогнутой поверхностью и размер сечения выпуклой части 16 был меньше размера сечения канавки 6 с вогнутой поверхностью, принимая во внимание надежное контактное взаимодействие между ними. Для облегчения вставки выпуклой части 16 в канавку 6 с вогнутой поверхностью предпочтительно, чтобы форма сечения отверстия в гнезде 2 для установки режущей пластины, которое представляет собой входную сторону канавки 6 с вогнутой поверхностью, была больше, чем форма других сечений, или чтобы форма сечения выпуклой части 16 на участке, переднем в направлении вставки и установки в канавку 6 с вогнутой поверхностью, была меньше, чем форма других сечений.
В механизме временной фиксации режущей пластины и описанном выше, и в концевой фрезе с индексируемыми режущими пластинами, снабженной таким механизмом, выпуклая часть 16 выполнена в режущей пластине 10, а канавка 6 с вогнутой поверхностью выполнена на поверхности 3d боковой стенки гнезда 2 для установки режущей пластины, но, наоборот, выпуклая часть 16 может быть выполнена на поверхности 3d боковой стенки гнезда 2 для установки режущей пластины и канавка 6 с вогнутой поверхностью может быть выполнена в режущей пластине 10. Кроме того, выпуклая часть 16 или канавка 6 с вогнутой поверхностью могут быть выполнены на нижней внешней поверхности режущей пластины 10, и, соответственно, выпуклая часть 16 или канавка 6 с вогнутой поверхностью могут быть выполнены на установочной поверхности 3а гнезда 2 для установки режущей пластины.
Механизм временной фиксации режущей пластины в соответствии с настоящим изобретением и концевая фреза с индексируемыми режущими пластинами, снабженная таким механизмом, не ограничены конструкцией, в которой гнездо 2 для установки режущей пластины образовано с формой канавки с вогнутой поверхностью, и могут быть применены для гнезда 2 для установки режущей пластины, содержащего ступенчатую часть с пазом. На фиг.11А, 11В и 12 показана торцевая фреза с индексируемыми режущими пластинами, для которой применяется другой механизм временной фиксации режущей пластины. На данных чертежах элементы, идентичные элементам в концевой фрезе с индексируемыми режущими пластинами, описанной выше, обозначены идентичными ссылочными позициями, и их детали опущены.
Торцевая фреза выполнена с такой конфигурацией, что множество режущих пластин 10 установлены посредством опорных элементов 30 в направлении вдоль окружности корпуса 1 режущего инструмента на наружной периферийной поверхности его передней концевой части, образованной по существу с формой диска. Каждая режущая пластина 10 установлена в гнезде 2 для установки режущей пластины, содержащем ступенчатую часть с пазом, образованную на переднем концевом участке поверхности стенки в опорном элементе 30, направленном вперед в направлении К вращения режущего инструмента. Клиновидный элемент 40 вставлен в канавку для вставки клиновидного элемента, выполненную на той стороне устанавливаемой режущей пластины 10, которая является передней в направлении К вращения режущего инструмента. За счет опускания/«погружения» клиновидного элемента 40 внутрь корпуса 1 режущего инструмента (внутрь корпуса 1 режущего инструмента в радиальном направлении) посредством использования резьбового элемента 50 режущая пластина 10 будет зафиксирована так, что она будет расположена между поджимающей поверхностью 40а клиновидного элемента 40 и установочной поверхностью 3а гнезда для установки режущей пластины.
Ниже будет описана основная конструкция механизма временной фиксации режущей пластины.
Режущая пластина 10, используемая в торцевой фрезе, образована с формой по существу квадратной пластины, подобной показанной в правой нижней угловой части на фиг.11А, при этом режущая поверхность 11 образована на верхней поверхности (поверхности на ближней стороне листа) режущей пластины 10, установочная поверхность 10а образована на нижней поверхности (поверхности на дальней стороне листа) режущей пластины 10, и боковые поверхности (см. ссылочные позиции 12b и 12с на фиг.7-10), каждая из которых имеет положительный угол наклона боковой поверхности, наклоненной внутрь, образованы на боковых поверхностях режущей пластины 10, продолжающихся от верхней поверхности к нижней поверхности. Вспомогательные режущие кромки 13с образованы на линиях гребней четырех угловых частей С на квадратной верхней поверхности, на которой имеется режущая поверхность 11, а главные режущие кромки 13с образованы на четырех секционных гребнеобразных участках квадратной верхней поверхности. Кроме того, если смотреть с направления, противоположного нижней поверхности, на которой образована установочная поверхность 10а, две канавки 6 с вогнутой поверхностью образованы на нижней поверхности. Канавки 6 с вогнутой поверхностью выполнены с образованием крестообразной формы с пересечением в центральной части нижней поверхности. Каждая канавка 6 с вогнутой поверхностью продолжается параллельно секционному гребнеобразному участку квадратной верхней поверхности, и ее обе концевые части открыты в направлении боковой поверхности режущей пластины 10 для образования прямоугольной конфигурации в сечении.
Гнездо 2 для установки режущей пластины выполнено с установочной поверхностью 3а, на которой устанавливается режущая пластина 10, и с двумя поверхностями стенок, поднимающимися вверх от установочной поверхности 3а. Две ограничивающие поверхности 3b и 3с стенок, контактирующие с боковыми поверхностями режущей пластины 10, которые представляют собой удерживаемые поверхности стенок (см. позиции 15а и 15b на фиг.9), образованы на двух поверхностях стенок. Кроме того, как показано на фиг.11А, выпуклая часть 16, выступающая от установочной поверхности 3а, образована на установочной поверхности 3а гнезда 2 для установки режущей пластины. Если смотреть с направления, противоположного установочной поверхности 3а, выпуклая часть 16 выполнена с конфигурацией, при которой она продолжается параллельно ограничивающей поверхности 3с стенки. Выпуклая часть 16 имеет прямоугольную конфигурацию сечения, которое немного меньше сечения канавки 6 с вогнутой поверхностью, и выполнена с возможностью вставки в канавку 6 с вогнутой поверхностью и установки в канавке 6 с вогнутой поверхностью, выполненной в режущей пластине, вставленной в гнездо 2 для установки режущей пластины. Режущую пластину 10 фиксируют посредством опускания клиновидного элемента 40 внутрь корпуса 1 режущего инструмента (радиально внутрь корпуса 1 режущего инструмента) в состоянии вставки выпуклой части 16 в канавку 6 с вогнутой поверхностью и установки выпуклой части 16 в канавке 6 с вогнутой поверхностью для поджатия верхней поверхности режущей пластины 10 к установочной поверхности 3а гнезда 2 для установки режущей пластины посредством поджимающей поверхности 40а клиновидного элемента 40.
В случае установки режущей пластины 10 в торцевой фрезе и извлечения режущей пластины 10 из торцевой фрезы вставку режущей пластины 10 в гнездо 2 для установки режущей пластины выполняют при одновременной вставке выпуклой части 16, выполненной в гнезде 2 для установки режущей пластины, в канавку 6 с вогнутой поверхностью, выполненную в режущей пластине 10, и установке выпуклой части 16 в канавке 6 с вогнутой поверхностью. В данном случае клиновидный элемент 40 находится в плавающем состоянии к наружной стороне корпуса 1 режущего инструмента (радиально наружу из корпуса 1 режущего инструмента) вследствие наличия зазора между поджимающей поверхностью 40а клиновидного элемента 40 и верхней поверхностью режущей пластины 10. В состоянии, в котором выпуклая часть 16 вставляется таким образом в канавку 6 с вогнутой поверхностью и устанавливается в канавке 6 с вогнутой поверхностью, удерживаемые поверхности 15а и 15b режущей пластины 10 входят в контакт с ограничивающими поверхностями 3b и 3с стенок или приближаются к ним с небольшим зазором между ними. Следовательно, режущая пластина 10 может быть плавно вставлена в гнездо 2 для установки режущей пластины или извлечена из гнезда 2 для установки режущей пластины. Режущая пластина 10 перемещается в направлении, в котором продолжается канавка 6 с вогнутой поверхностью, для вставки ее в гнездо 2 для установки режущей пластины. Режущую пластину 10, вставленную таким образом в гнездо 2 для установки режущей пластины, фиксируют посредством опускания клиновидного элемента 40 внутрь корпуса 1 режущего инструмента (радиально внутрь корпуса 1 режущего инструмента) для поджатия верхней поверхности режущей пластины 10 к установочной поверхности 3а гнезда для установки режущей пластины посредством поджимающей поверхности 40а клиновидного элемента. Наоборот, извлечение режущей пластины 10 из гнезда 2 для установки режущей пластины выполняют таким образом, что после отделения поджимающей поверхности 40а клиновидного элемента от верхней поверхности режущей пластины 10 посредством «всплывания» клиновидного элемента 40 наружу из корпуса 1 режущего инструмента (радиально наружу), режущая пластина 10 перемещается в направлении, в котором продолжается канавка 6 с вогнутой поверхностью, для извлечения ее из гнезда 2 для установки режущей пластины.
В механизме временной фиксации режущей пластины и описанном выше, форма сечения каждого из канавки 6 с вогнутой поверхностью, образованной на нижней поверхности режущей пластины 10, и выпуклой части 16, образованной в гнезде для установки режущей пластины, не ограничена прямоугольной, если выпуклая часть 16 и канавка 6 с вогнутой поверхностью могут быть введены в контактное взаимодействие друг с другом и могут быть образованы с формой с конусообразностью в обратном направлении, при этом форма сечения расширяется к верхней стороне от установочной поверхности 3а гнезда для установки режущей пластины. Поскольку в данном случае «всплывание» режущей пластины 10 в направлении отхода от установочной поверхности 3а гнезда для установки режущей пластины может быть ограничено, выпадение режущей пластины 10 из гнезда 2 для установки режущей пластины и потеря режущей пластины 10 могут быть весьма эффективно предотвращены.
Как приведено в качестве примера на фиг.12, выпуклая часть 16 может быть образована на верхней поверхности режущей пластины 10 в торцовой фрезе. В соответствии с данной конфигурацией канавка 6 с вогнутой поверхностью, в которую выпуклая часть 16 вставляется и в которой она устанавливается, образована в виде углубления на поджимающей поверхности 40а клиновидного элемента. Канавка 6 с вогнутой поверхностью выполнена так, что она продолжается параллельно направлению (пунктирной линии L на фиг.12), в котором клиновидный элемент 40 поднимается и опускается, если смотреть с направления, противоположного установочной поверхности 3а гнезда для установки режущей пластины, и образована так, что по меньшей мере одна концевая часть, расположенная в радиальном направлении с наружной стороны корпуса 1 режущего инструмента, открыта. Выпуклая часть 16 образована в виде полусферы так, что она поднимается от верхней поверхности режущей пластины 10, и выполнена с такой конфигурацией, что положение выпуклой части 16 не изменяется во время смены угла режущей пластины за счет размещения выпуклой части 16 по существу в центральной части квадратной поверхности, представляющей собой верхнюю поверхность режущей пластины 10.
Средство фиксации режущей пластины 10 не ограничено клиновидным элементом 40, описанным выше, и может быть заменено фиксирующим средством в виде размещения режущей пластины 10 вместе с установочной поверхностью 3а гнезда для установки режущей пластины. Например, фиксирующее средство может представлять собой поджимающий элемент для поджатия верхней поверхности режущей пластины 10 к установочной поверхности 3а гнезда для установки режущей пластины (не показано).
Применение настоящего изобретения не ограничено его применением для вращающегося инструмента, такого как концевая фреза или торцевая фреза, описанные выше, и настоящее изобретение может быть применено для режущего инструмента в виде инструмента с режущими пластинами, устанавливаемыми с возможностью смены, например, токарного инструмента, такого как прорезной инструмент и расточный инструмент, или сверлильного инструмента, такого как сверло и развертка.
Реферат
Изобретение относится к машиностроению и может быть использовано в инструментах с режущими пластинами, устанавливаемыми с возможностью смены. Механизм временной фиксации режущей пластины, вставленной в гнездо для установки режущей пластины, выполненное в корпусе режущего инструмента, содержит фиксирующее средство для поджатия режущей пластины к установочной поверхности гнезда. Гнездо выполнено с установочной поверхностью и по меньшей мере одной ограничивающей поверхностью стенки, поднимающейся от нее вверх. Гнездо или фиксирующее средство выполнены с выпуклой частью или канавкой с вогнутой поверхностью, расположенной с возможностью взаимодействия с канавкой с вогнутой поверхностью или с выпуклой частью на режущей пластине. Упомянутая канавка продолжается по существу параллельно установочной поверхности гнезда в направлении, пересекающемся с вертикальным направлением под углом от 60 до 90 градусов. Выпуклая часть вставлена в канавку и установлена в ней с возможностью взаимодействия при вставке режущей пластины в гнездо и извлечении режущей пластины из гнезда для обеспечения возможности перемещения режущей пластины только в заданном направлении относительно гнезда для режущей пластины. Предложен инструмент с индексируемыми режущими пластинами с указанным механизмом. Предотвращается смещение режущей пластины внутри гнезда, облегчается операция извлечения и смены режущей пластины. 2 н. и 7 з.п. ф-лы, 13 ил.
Формула
фиксирующее средство для поджатия режущей пластины, вставленной в гнездо для установки режущей пластины,
при этом гнездо для установки режущей пластины выполнено с установочной поверхностью, к которой фиксирующим средством поджата режущая пластина, и с по меньшей мере одной ограничивающей поверхностью стенки, поднимающейся вверх от установочной поверхности гнезда для установки режущей пластины,
гнездо для установки режущей пластины или фиксирующее средство выполнено с выпуклой частью или канавкой с вогнутой поверхностью, расположенной с возможностью взаимодействия с канавкой с вогнутой поверхностью или с выпуклой частью, выполненной на режущей пластине,
канавка с вогнутой поверхностью продолжается, по существу, параллельно установочной поверхности гнезда для установки режущей пластины, и
выпуклая часть вставлена в канавку с вогнутой поверхностью и установлена в канавке с вогнутой поверхностью для взаимодействия с ней при вставке режущей пластины в гнездо для установки режущей пластины и извлечении режущей пластины из гнезда для установки режущей пластины, для обеспечения возможности перемещения режущей пластины только в заданном направлении относительно гнезда для режущей пластины,
причем канавка с вогнутой поверхностью продолжается в направлении, пересекающемся с вертикальным направлением под углом от 60 до 90°.
Документы, цитированные в отчёте о поиске
Режущий инструмент и вставка для него
Комментарии