Режущий инструмент и вставка для него - RU2345871C2
Код документа: RU2345871C2
Чертежи


Описание
УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к режущему инструменту для обработки заготовок из металла, в частности к вращающемуся режущему инструменту, имеющему сменные режущие пластины, закрепленные во вставках, установленных на его корпусе.
УРОВЕНЬ ТЕХНИКИ
В обычных режущих инструментах, имеющих вставки с режущими пластинами, используются различные средства для их закрепления на корпусе инструмента. В некоторых режущих инструментах выполнены резьбовые отверстия в корпусах и соответствующие сквозные отверстия - во вставках. Вставки при этом закрепляются на корпусе режущего инструмента посредством винтов. Не только потому, что выполнение резьбовых отверстий в корпусе требует различных операций обработки резанием, но и вследствие просто их наличия может произойти ослабление корпуса инструмента. Более того, в случае разрушения режущего инструмента часть разрушенного винта может остаться в резьбовом отверстии. В других режущих инструментах используют комбинации клиньев и винтов, вследствие чего требуются дополнительные гнезда для клиньев и ограничивается окружной шаг вставок и, следовательно, - режущих пластин (т.е. ограничивается число режущих пластин, размещенных на периферийной поверхности режущего инструмента). Известны также режущие инструменты, использующие вставку или комбинацию вставка/клин, установленную в гнезде корпуса, в которых режущая пластина частично расположена в гнезде вставки. При этом не только вводятся ограничения на геометрию режущей пластины, но также увеличиваются размеры гнезда по сравнению с тем, когда режущая пластина не расположена в гнезде вставки, чем ограничивается окружной шаг режущих пластин.
В других режущих инструментах, особенно в тонких дисковых прорезных фрезах, используют дисковые корпуса, в которых вставки, также называемые сегментами, закрепляются упругими зажимными средствами, причем сегмент расположен в гнезде между упруго подвижными губками, а режущая пластина расположена в гнезде сегмента. Однако эти сегменты неудобны для инструментов, вращающихся с высокой скоростью, поскольку они могут вырываться из гнезда. Более того, чтобы избежать бокового смещения сегмента, контактирующие поверхности губок и сегментов выполняют ответными V-образными. Это препятствует какой-либо боковой регулировке сегмента относительно корпуса.
В патенте США 4097174 раскрыта фреза, имеющая вставку, описанную в ограничительной части п.1 формулы изобретения. Гнездо под вставку выполнено в виде продольного паза так, что, когда вставка находится в неразжатом состоянии, ничто не препятствует ее выпадению из гнезда в продольном направлении.
Задача настоящего изобретения состоит в создании режущего инструмента со вставками, на которых установлены режущие пластины, и вставки для него, в которых значительно уменьшены или преодолены вышеотмеченные недостатки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложен режущий инструмент для операций обработки металла резанием, содержащий корпус, имеющий, по крайней мере, одну режущую часть, включающую:
гнездо для вставки;
вставку, имеющую зажимную часть и часть для установки пластины с гнездом и закрепленной в нем сменной режущей пластиной;
зажимная часть имеет возможность упругой трансформации между нормально неразжатым состоянием и разжатым состоянием, причем
зажимная часть выполнена с возможностью вставления по посадке с зазором в гнездо для вставки в нормально неразжатом состоянии и закрепления в нем в разжатом состоянии, при этом режущая пластина и гнездо под нее расположены снаружи по отношению к гнезду под вставку.
В соответствии с настоящим изобретением гнездо под вставку выполнено в виде выборки в корпусе, имеющей в основном вогнутую внутреннюю поверхность, ограниченную двумя одинаковыми по форме противолежащими образованными в корпусе боковыми окнами, открытой в сторону периферийной боковой поверхности и включающей противолежащие верхнюю и нижнюю поверхности, проходящие от задней поверхности к периферийной боковой поверхности.
Далее, в соответствии с настоящим изобретением вставка имеет возможность вставления по посадке с зазором в гнездо корпуса через одно из боковых окон вдоль оси бокового смещения гнезда.
В основном, ось бокового смещения расположена параллельно внутренней поверхности гнезда под вставку.
В соответствии с настоящим изобретением часть верхней поверхности включает верхнюю опорную поверхность, наклоненную относительно прямой, перпендикулярной к задней поверхности гнезда под вставку, а нижняя поверхность включает две нижние опорные поверхности: главную переднюю опорную поверхность вблизи периферийной боковой поверхности и главную заднюю опорную поверхность вблизи задней поверхности, при этом главные передняя и задняя поверхности расположены с наклоном по отношению к упомянутой прямой.
Предпочтительно, передняя и задняя поверхности разделены центральной заниженной поверхностью.
Если необходимо, нижняя поверхность включает дополнительно две вспомогательные опорные поверхности: вспомогательную переднюю опорную поверхность, расположенную между главной передней опорной поверхностью и периферийной боковой поверхностью, и вспомогательную заднюю опорную поверхность, расположенную между главной задней опорной поверхностью и центральной заниженной поверхностью, при этом вспомогательные передняя и задняя опорные поверхности наклонены по отношению к указанной прямой.
В соответствии с настоящим изобретением вставка имеет верхнюю поверхность, нижнюю поверхность и периферийную боковую поверхность, расположенную между ними и включающую заднюю и фронтальную противолежащие поверхности и две параллельные боковые поверхности, расположенные между задней и фронтальной поверхностями, прорезь, пересекающую зажимную часть между боковыми поверхностями и открытую в сторону задней поверхности, прорезь разделяет зажимную часть на упруго соединенные верхнюю зажимную губку и базовую губку, сквозное отверстие, расположенное частично в прорези и пересекающее зажимную часть.
Как правило, сквозное отверстие имеет цилиндрическую центральную часть с двумя концевыми участками: первым концевым участком, открытым наружу в сторону одной боковой поверхности, и вторым концевым участком, открытым наружу в сторону противолежащей боковой поверхности.
Предпочтительно, каждый концевой участок сквозного отверстия выполнен по форме слегка овальным на виде сбоку на вставку и определен двумя диаметрами: главным диаметром, параллельным прорези, и вспомогательным диаметром, перпендикулярным прорези, причем главный диаметр больше вспомогательного диаметра.
В соответствии с настоящим изобретением передняя часть верхней поверхности зажимной губки вставки составляет верхнюю опорную поверхность для взаимодействия с верхней опорной поверхностью гнезда под вставку, а нижняя поверхность вставки выполнена с двумя нижними опорными поверхностями, соответствующими двум нижним опорным поверхностям нижней поверхности гнезда под вставку и предназначенными для взаимодействия с ними, верхняя опорная поверхность и нижние опорные поверхности вставки ответно наклонены соответственно к верхней опорной поверхности и нижним опорным поверхностям гнезда под вставку.
Предпочтительно, нижние опорные поверхности вставки разделены центральной заниженной частью на нижней поверхности.
Если необходимо, нижняя поверхность дополнительно включает две вспомогательные опорные поверхности: вспомогательную переднюю опорную поверхность, расположенную между главной передней опорной поверхностью и фронтальной поверхностью, и вспомогательную заднюю опорную поверхность, расположенную между главной задней опорной поверхностью и центральной заниженной частью.
Предпочтительно, верхняя опорная поверхность и нижние опорные поверхности вставки соответственно ответно наклонены по отношению к верхней опорной поверхности и нижним опорным поверхностям гнезда.
В основном, при закреплении вставки в гнезде задняя поверхность вставки взаимодействует с задней поверхностью гнезда, верхняя опорная поверхность вставки взаимодействует с верхней опорной поверхностью гнезда и, по крайней мере, две опорные поверхности нижней поверхности вставки взаимодействуют с соответствующими, по крайней мере, двумя опорными поверхностями нижней поверхности гнезда.
Предпочтительно, зажимная часть имеет возможность перехода от нормально неразжатого состояния к разжатому состоянию путем затягивания крепежного винта, полностью размещенного в сквозном отверстии.
Предпочтительно, крепежный винт имеет коническую головку и резьбовой свободный конец, а гайка выполнена с накатанной конической поверхностью и предназначена для навинчивания на свободный конец так, чтобы коническая головка крепежного винта была расположена в первом концевом участке из двух концевых участков сквозного отверстия, а гайка была расположена во втором концевом участке.
В соответствии с настоящим изобретением предложена также вставка для закрепления в гнезде режущего инструмента для операций обработки металла резанием, включающая:
зажимную часть и часть для установки пластины с гнездом и закрепленной в нем сменной режущей пластиной;
зажимная часть имеет возможность упругой трансформации между нормально неразжатым состоянием и разжатым состоянием, причем
зажимная часть выполнена с возможностью вставления по посадке с зазором в гнездо для вставки в нормально неразжатом состоянии и закрепления в нем в разжатом состоянии, при этом режущая пластина и гнездо под нее расположены снаружи по отношению к гнезду под вставку,
верхнюю поверхность, нижнюю поверхность и периферийную поверхность, расположенную между ними и включающую заднюю и фронтальную противолежащие поверхности и две параллельные боковые поверхности, расположенные между задней и фронтальной поверхностями, прорезь, пересекающую зажимную часть между боковыми поверхностями и открытую в сторону задней поверхности, прорезь разделяет зажимную часть на упруго соединенные верхнюю зажимную губку и базовую губку, сквозное отверстие, расположенное частично в прорези, пересекающее зажимную часть и имеющее цилиндрическую центральную часть с двумя концевыми участками: первым концевым участком, открытым наружу в сторону одной боковой поверхности, и вторым концевым участком, открытым наружу в сторону противолежащей боковой поверхности.
В соответствии с изобретением каждый концевой участок сквозного отверстия выполнен по форме слегка овальным на виде сбоку на вставку и определен двумя диаметрами: главным диаметром, параллельным прорези, и вспомогательным диаметром, перпендикулярным прорези, причем главный диаметр больше вспомогательного диаметра.
Кроме того, передняя часть верхней поверхности зажимной губки вставки составляет верхнюю опорную поверхность, а нижняя поверхность вставки выполнена с двумя нижними главными опорными поверхностями, верхняя опорная поверхность и главные нижние опорные поверхности вставки ответно наклонены к прямой, перпендикулярной к задней поверхности вставки.
Предпочтительно, нижние главные опорные поверхности разделены центральной заниженной частью нижней поверхности.
В случае необходимости, нижняя поверхность дополнительно включает две вспомогательные опорные поверхности: вспомогательную переднюю опорную поверхность, расположенную между главной передней опорной поверхностью и фронтальной поверхностью, и вспомогательную заднюю опорную поверхность, расположенную между главной задней опорной поверхностью и центральной заниженной частью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания и чтобы показать, как то же самое может быть выполнено на практике, отсылки будут сделаны к приложенным чертежам, на которых:
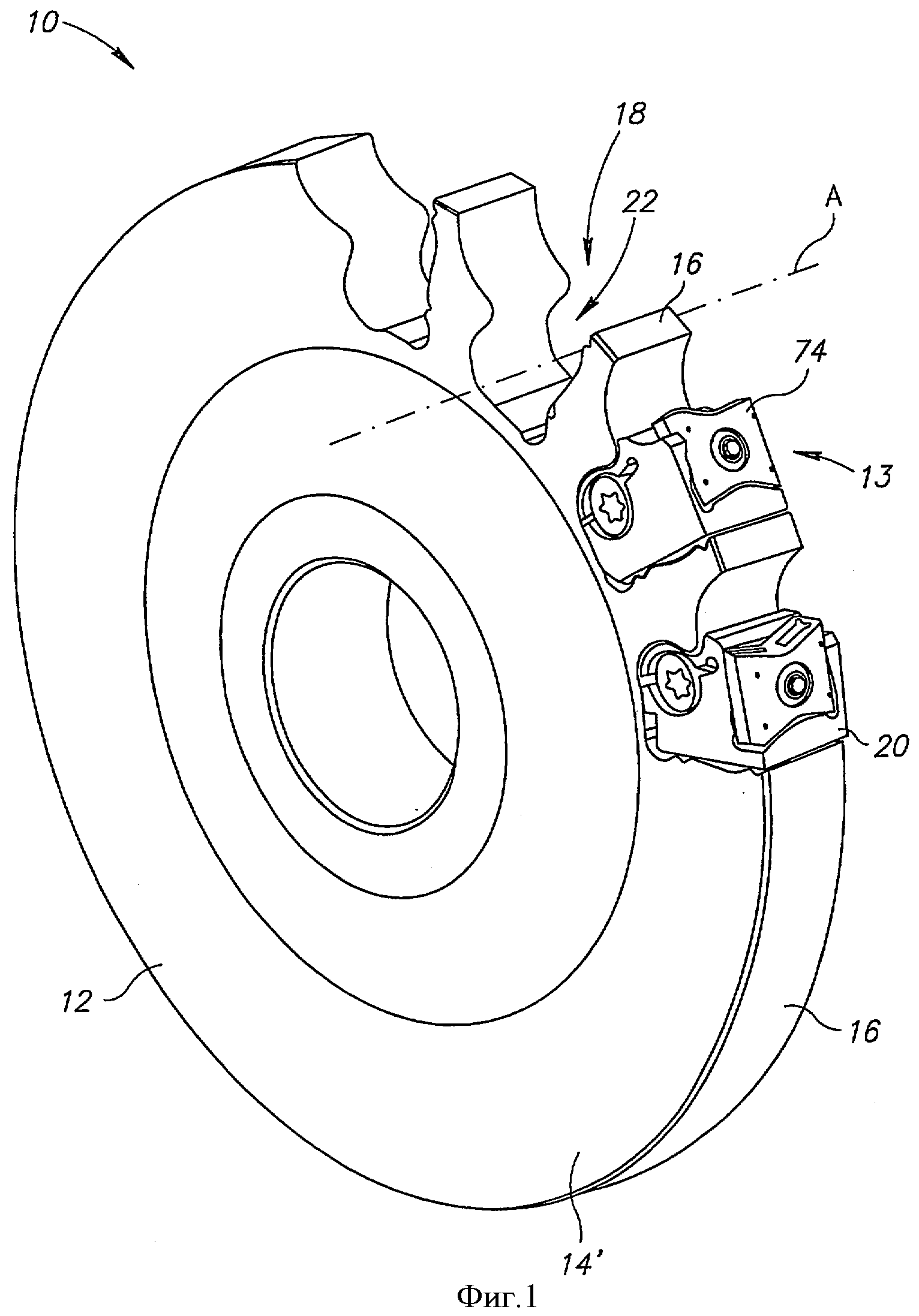
на фиг.1 показан вид в перспективе на дисковую фрезу в соответствии с настоящим изобретением, на котором представлены четыре гнезда под вставку и две вставки;
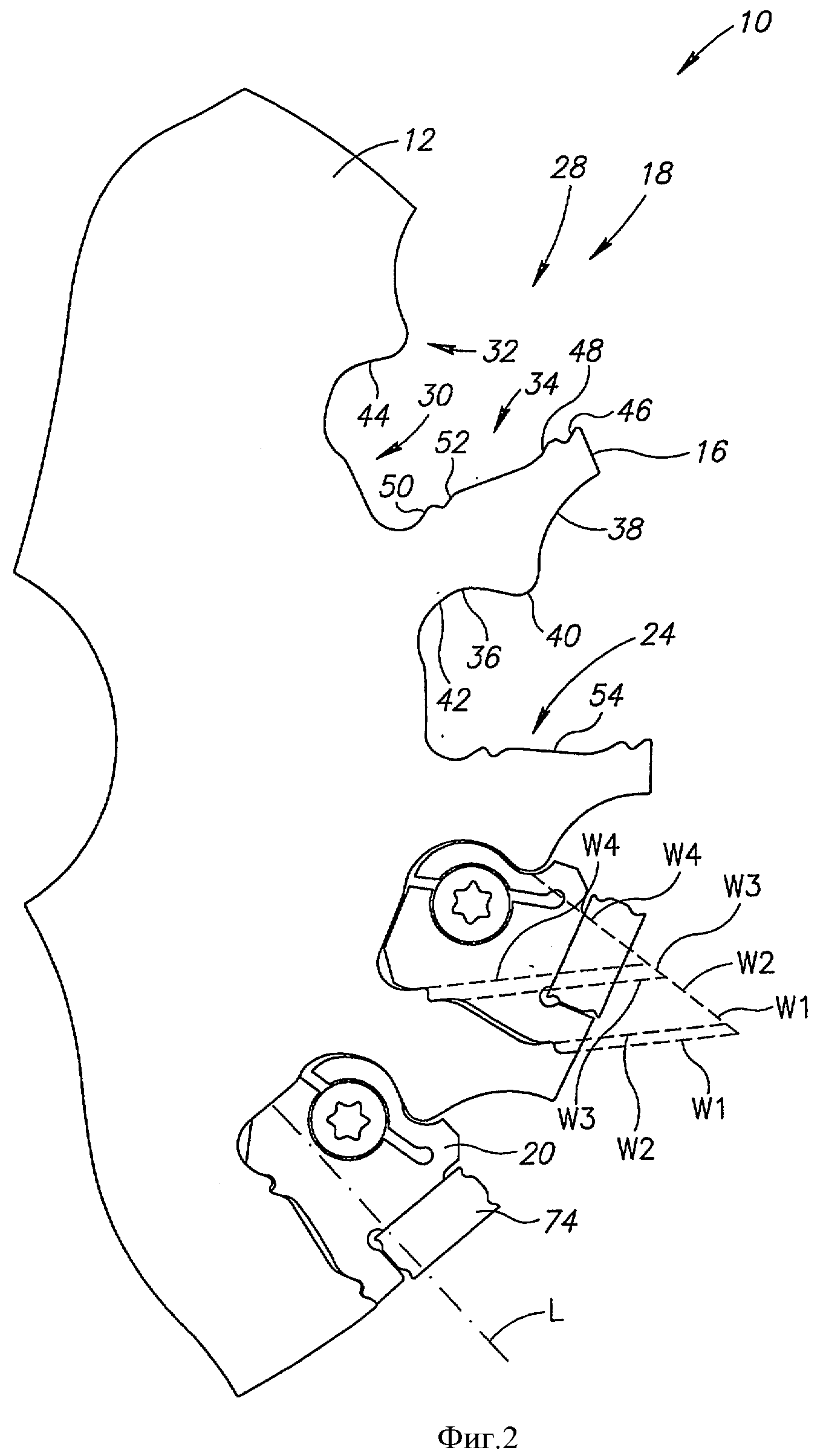
на фиг.2 показан вид сбоку на дисковую фрезу на фиг.1;
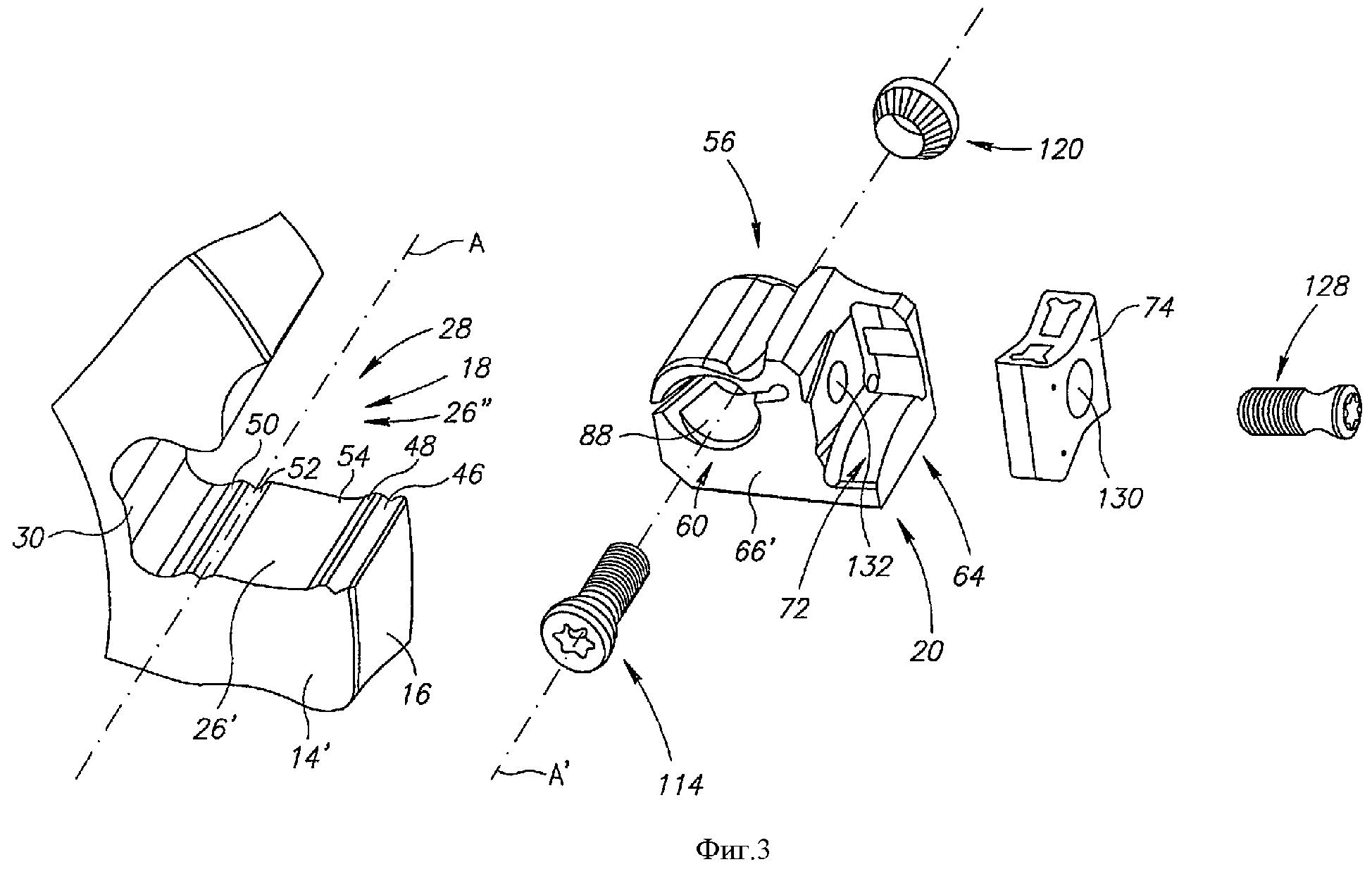
на фиг.3 показан вид на фрезу на фиг.1 в частично разобранном состоянии;
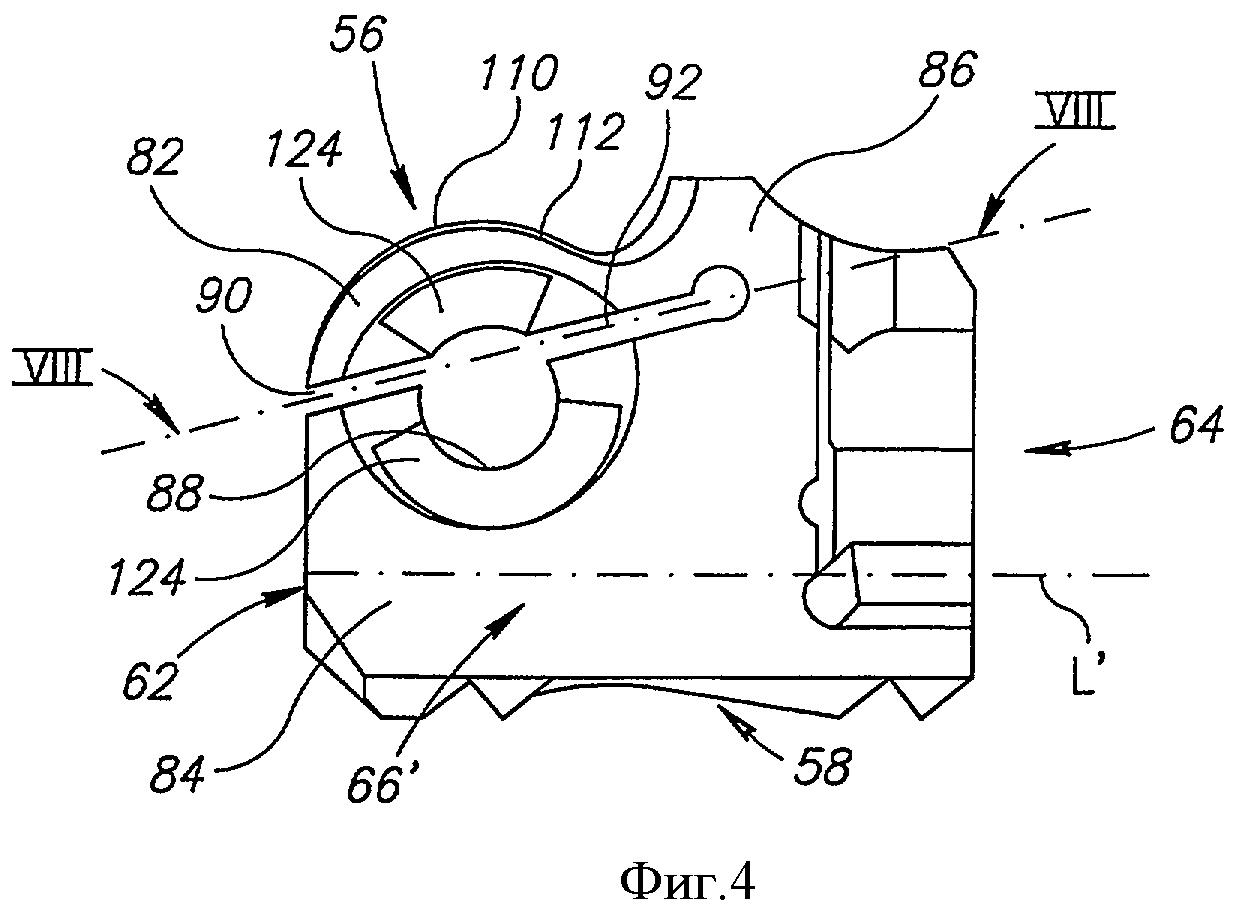
на фиг.4 показан вид сбоку на вставку в соответствии с настоящим изобретением;
на фиг.5 показан вид сбоку на вставку в соответствии с настоящим изобретением в сборе с крепежным винтом;
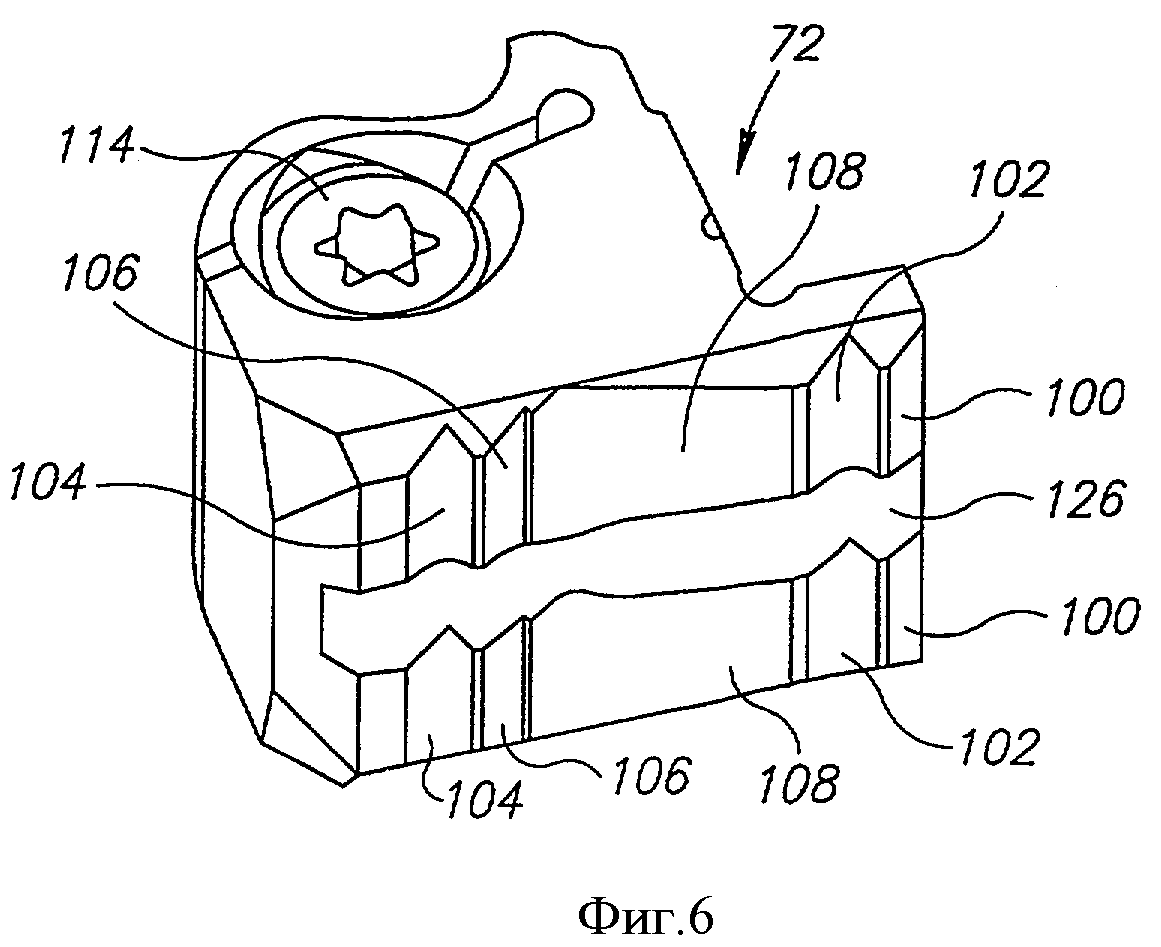
на фиг.6 показан вид в перспективе снизу на вставку в соответствии с настоящим изобретением;
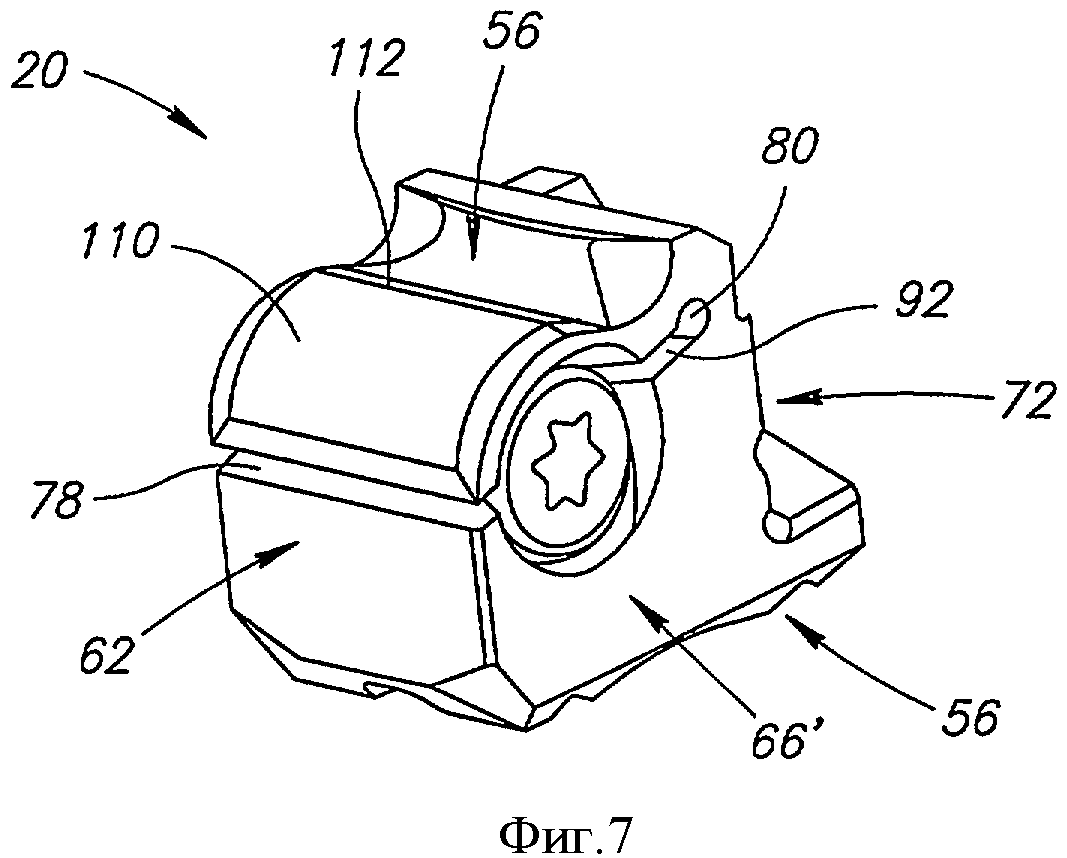
на фиг.7 показан вид в перспективе сверху на вставку в соответствии с настоящим изобретением;
на фиг.8А показано поперечное сечение вставки по линии VIII-VIII на фиг.4 с крепежным винтом и гайкой, расположенными вне сквозного отверстия; и
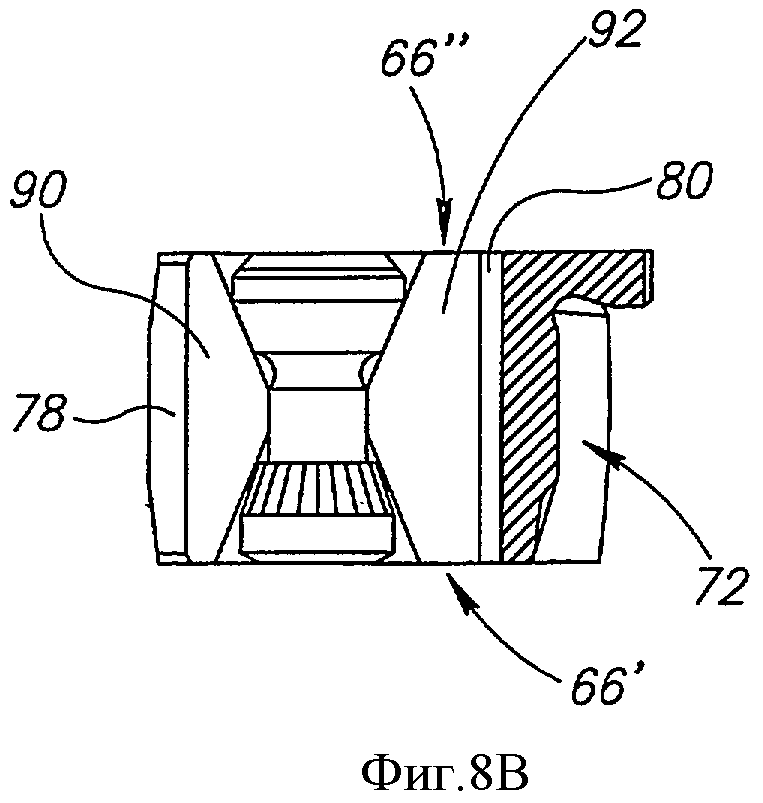
на фиг.8В показано поперечное сечение вставки по линии VIII-VIII на фиг.4 с крепежным винтом и гайкой, расположенными в сквозном отверстии.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Рассмотрим чертежи, на которых фиг.1-3 показывают режущий инструмент 10 в соответствии с настоящим изобретением. Конкретный режущий инструмент, выбранный для иллюстрации изобретения, является дисковой фрезой, содержащей корпус 12, который имеет две в основном параллельные торцовые поверхности 14', 14'' (торцовая поверхность 14'' расположена на обратной стороне корпуса 12 и поэтому не видна на чертежах) и периферийную боковую поверхность 16, расположенную между торцовыми поверхностями 14', 14''. На корпусе 12 выполнено множество расположенных по периферии режущих частей 13, каждая из которых включает гнездо 18 с установленной в нем вставкой 20 с пластиной.
Рассмотрим фиг.1-3. Каждое гнездо 18 образовано открытой с конца сквозной выборкой или канавкой 22 на корпусе 12, имеющей в основном вогнутую внутреннюю поверхность 24, ограниченную двумя одинаковой формы противолежащими боковыми окнами 26', 26'', образованными на торцовых поверхностях 14', 14'' корпуса 12, и фронтальным оком 28, образованным на периферийной боковой поверхности 16 корпуса 12. Внутренняя поверхность 24 включает заднюю поверхность 30 и противолежащие верхнюю и нижнюю поверхности 32, 34, проходящие от задней поверхности 30 к периферийной боковой поверхности 16 корпуса 12. Следовательно, выборка 22 открыта на три стороны 26', 26'', 28, выходящие на две торцовые поверхности 14', 14'' и периферийную боковую поверхность 16 корпуса 12. Верхняя поверхность 32 включает заднюю верхнюю поверхность 36 и переднюю верхнюю поверхность 38, разделенные выступом верхней поверхности 40, проходящим в направлении нижней поверхности 34. Задняя верхняя поверхность 36 примыкает и сопрягается с задней поверхностью 30, а передняя верхняя поверхность 38 примыкает и сопрягается с периферийной боковой поверхностью 16 корпуса 12. Задняя верхняя поверхность 36 образует вместе с выступом 40 выемку 42, передняя часть которой составляет верхнюю опорную поверхность 44, наклоненную по отношению к прямой L, перпендикулярной к задней поверхности 30 гнезда под вставку 18. Передняя верхняя поверхность 38 выполнена вогнутой и образует канавку для стружки, удаляемой с заготовки в процессе операции резания.
Нижняя поверхность 34 гнезда под вставку 18 выполнена с четырьмя нижними опорными поверхностями 46, 48, 50, 52, из которых пара передних опорных поверхностей 46, 48 примыкает к периферийной боковой поверхности 16 корпуса 12, а пара задних опорных поверхностей 50, 52 примыкает к задней поверхности 30. Передние и задние опорные поверхности разделены центральной заниженной поверхностью 54. Из двух передних опорных поверхностей ближняя к периферийной боковой поверхности 16 корпуса 12 является вспомогательной передней опорной поверхностью 46, а другая - главной передней опорной поверхностью 48. Аналогично, задняя опорная поверхность, ближайшая к задней поверхности 30 гнезда 18, является главной задней опорной поверхностью 50, а другая задняя опорная поверхность является вспомогательной задней опорной поверхностью 52. Нижние опорные поверхности 46, 48, 50, 52 наклонены по отношению к прямой L, перпендикулярной задней поверхности 30 гнезда под вставку 18. Наклоны верхней опорной поверхности 44 и каждой из нижних опорных поверхностей 46, 48, 50, 52 выбраны такими, что они лежат на смежных поверхностях воображаемых клиньев W1, W2, W3, W4 (показанных пунктирными линиями на фиг.2), скошенных вперед, т.е. в направлении от задней поверхности 30 к фронтальному окну 28. Другими словами, верхняя поверхность 44 и каждая из нижних опорных поверхностей 46, 48, 50, 52 образуют открытую с конца клиновую структуру, которая, как будет описано более детально ниже, является частью механизма для удержания вставки 20 в гнезде 18. Следует отметить, что термины "верхний", "передний", "нижний" и "задний" не являются постоянными и использованы в данном случае в отношении каждого гнезда 18 с ориентацией вставки 20 в основном, как показано на фиг.2 и 3.
Каждая вставка 20 включает верхнюю и нижнюю противолежащие поверхности 56, 58 и периферийную боковую поверхность 60, расположенную между ними и включающую противолежащие заднюю и фронтальную поверхности 62, 64 и две параллельные боковые поверхности 66', 66'', расположенные между задней и фронтальной поверхностями 62, 64. Вставка 20 в целом имеет заднюю зажимную часть 68 и переднюю часть 70 для установки режущей пластины. Часть 70 выполнена с гнездом 72 под режущую пластину, которое может быть любой требуемой формы в зависимости от формы удерживаемой в нем режущей пластины 74. Режущий инструмент 10 предназначен для операций обработки металла резанием и имеет режущую пластину, выполненную из высокотвердого и износостойкого материала такого, как твердый сплав, изготовленную, как правило, методом прессования и последующего спекания смеси карбидных порошков и связки.
Вставка 20 имеет прорезь, пересекающую зажимную часть 68 между боковыми поверхностями 66', 66''. Прорезь 76 пересекает боковые поверхности 66', 66'' и заднюю поверхность 62. На виде сбоку на вставку 20 прорезь 76 расположена от выхода 78 на задней стенке 62 к фронтальной поверхности 64 в основном с наклоном вверх, т.е. в направлении к верхней поверхности 56, и ограничивается в основном круглым отверстием 80. Поэтому выход 78 расположен ближе к нижней поверхности 58, чем в основном круглое отверстие 80. Прорезь 76 отделяет от зажимной части 68 верхнюю зажимную губку 82, упруго соединенную с нижней базовой губкой 84 через узкий участок шейки 86.
Сквозное отверстие 88 пересекает зажимную часть 68 вставки 20 от одной боковой стороны 66' к другой боковой стороне 66'' и расположено частично в базовой губке 84, частично в прорези 76 и частично в зажимной губке 82, посредством чего прорезь 76 разделяется на два участка: передний участок 90 задний участок 92. Сквозное отверстие 88 имеет цилиндрическую центральную часть 94 и два концевых участка, первый 96 из концевых участков открывается наружу с одной боковой поверхности 66', а второй концевой участок 98 открывается наружу с противолежащей боковой поверхности 66''. На виде сбоку на вставку 20 каждый концевой участок 96, 98 сквозного отверстия 88 выполнен по форме слегка овальным, определяемым двумя диаметрами: главным диаметром D1, параллельным прорези 76, и вспомогательным диаметром D2, перпендикулярным прорези 76. Главный диаметр выполнен больше вспомогательного. Как будет описано более детально ниже, такое устройство гарантирует, что усилия зажима, приложенные к боковой поверхности сквозного отверстия 88, ориентированы в предпочтительном направлении.
Чтобы надежно удерживать вставку 20 в гнезде 18, нижняя поверхность 58 вставки 20 выполнена с четырьмя нижними опорными поверхностями 100, 102, 104, 106, соответствующими и предназначенными для взаимодействия с четырьмя нижними опорными поверхностями 46, 48, 50, 52 нижней поверхности 34 гнезда под вставку 18. Четыре нижние опорные поверхности 100, 102, 104, 106 разделены на пару передних нижних опорных поверхностей 100, 102 примыкающих к фронтальной поверхности 64, и пару задних нижних опорных поверхностей 104, 106, примыкающих к задней поверхности 62 центральной заниженной частью 108 нижней поверхности 58. Из двух передних нижних опорных поверхностей 100, 102 ближайшая к фронтальной поверхности является вспомогательной передней опорной поверхностью 100, тогда как другая передняя нижняя опорная поверхность является главной передней опорной поверхностью 102. Из двух задних нижних опорных поверхностей 104, 106 ближайшая к задней поверхности 62 вставки 20 является главной задней опорной поверхностью 104, тогда как другая задняя нижняя опорная поверхность является вспомогательной задней опорной поверхностью 106.
Зажимная губка 82 имеет верхнюю поверхность 110, которая составляет часть верхней поверхности 56 вставки 20, выполнена в основном выпуклой и имеет такую форму, что, когда вставка 20 закреплена в гнезде 18, ее передняя часть является верхней опорной поверхностью 112 и взаимодействует с верхней опорной поверхностью 44 гнезда 18. Верхняя опорная поверхность 112 и нижние опорные поверхности 100, 102, 104, 106 ответно наклонены к прямой L', перпендикулярной к задней поверхности 62, по отношению к верхней опорной поверхности 44 и нижним опорным поверхностям 46, 48, 50, 52 соответственно, т.е. верхняя и нижние опорные поверхности 112, 100, 102, 104, 106 скошены вперед. Другими словами, верхняя и нижние опорные поверхности расположены на поверхности открытой с конца клиновой структуры, скошенной в направлении от задней поверхности 62 вставки 20 к ее фронтальной поверхности 64 и взаимодействующей с открытой с конца клиновой структурой верхней и нижних опорных поверхностей 44, 46, 48, 50, 52 гнезда 18 для того, чтобы закрепить в нем вставку 20.
Как может быть видно на фиг.2, на виде сбоку на дисковую фрезу контур зажимной губки 82 и задней и нижних поверхностей 62, 58 вставки 20 является в основном ответным контуру задней верхней поверхности 32 и задних и нижних поверхностей 30, 34 гнезда 18 соответственно. Поэтому и как следствие взаимодействия поверхностей открытых клиновых структур вставки 20 и гнезда 18, для базирования в гнезде 18 вставка 20 вставляется в него по посадке с зазором через одно из окон 26', 26'' вдоль оси бокового смещения А гнезда 18. Размеры вставки 20 и гнезда 18 выполнены так, что при расположении вставки 20 в гнезде 18 она может быть смещена относительно него в требуемое положение.
При расположении вставки 20 в требуемом положении крепежный винт 114, имеющий коническую головку 116 и свободный резьбовой конец 118, вставляется в сквозное отверстие 88 со стороны одной боковой поверхности 66', а гайка 120 с накатанной конической поверхностью 112 навинчивается на свободный конец 118 крепежного винта 114 со стороны противолежащей боковой поверхности 66'' вставки 20 с тем, чтобы коническая головка 116 крепежного винта 114 была расположена в первом концевом участке 96 из двух концевых участков сквозного отверстия 88, а гайка 120 была расположена во втором концевом участке 98. Крепежный винт 114 имеет ось А', которая, когда вставка 20 размещена в гнезде 18, расположена параллельно оси бокового смещения А гнезда 18.
При затягивании крепежного винта 114 гайка 120 затормаживается во втором концевом участке 98 вследствие трения между поверхностью этой части и накатанной конической поверхностью 122 гайки 120. Поскольку оба концевых участка 96, 98 сквозного отверстия 88 выполнены овальными по форме, головка 116 крепежного винта 114 и гайка 120 взаимодействуют с концевыми участками 96, 98, в которых они расположены, по опорным секциям 124 этих участков, центрированных относительно вертикального диаметра D2 концевых участков 96, 98. Поэтому сила F, приложенная от головки 116 крепежного винта 114 и гайки 120 к соответствующим им опорным секциям 124, направлена вдоль прямой, которая совпадает со вспомогательным диаметром D2. При затягивании крепежного винта 114 зажимная губка 82 отжимается от базовой губки 84 и ширина прорези 76 соответственно увеличивается. Следовательно, затягивание крепежного винта 114 переводит вставку 20 из нормально неразжатого состояния в разжатое состояние. Когда крепежный винт 114 отворачивается, вставка 20 возвращается в ее нормально неразжатое состояние.
В начальный момент затягивания крепежного винта 114 только главные опорные поверхности 102, 104 нижней поверхности 58 вставки 20 взаимодействуют с главными опорными поверхностями 48, 50 нижней поверхности 34 гнезда 18. При этом также задняя поверхность 62 вставки взаимодействует с задней поверхностью гнезда 18 и верхняя опорная поверхность 112 вставки 20 взаимодействует с верхней опорной поверхностью гнезда 18. При дальнейшем затягивании крепежного винта 114 вспомогательные опорные поверхности 100, 106 нижней опорной поверхности 58 вставки 20 входят в контакт со вспомогательными опорными поверхностями 46, 52 нижней поверхности 34 гнезда 18 в результате деформации и вставка 20 надежно заклинивается в гнезде 18. В общем случае вставка 20 может быть надежно заклинена в гнезде 18 с использованием взаимодействия только главных опорных поверхностей 102, 104 вставки и главных опорных поверхностей 48, 50 гнезда. Однако при наличии больших усилий предпочтительно выполнять вставку 20 и гнездо 18 с дополнительными вспомогательными опорными поверхностями 100, 106 и вспомогательными поверхностями 46, 52 соответственно. Введение дополнительных опорных поверхностей на нижней поверхности вставки 20 и нижней поверхности гнезда 18 возможно, однако, если они не будут выполнены с высокой степенью точности, то не повысят надежности крепления вставки 20 в гнезде 18, поскольку не войдут в контакт вследствие допусков на изготовление. В общем случае смещение зажимной губки 82 на несколько сотых долей миллиметра от ее нормально неразжатого состояния к разжатому состоянию достаточно, чтобы гарантировать надежное удерживание вставки 20 в гнезде 18.
Как может быть ясно видно на чертежах, когда вставка 20 надежно удерживается в гнезде 18, гнездо под режущую пластину 72 и режущая пластина 74 расположены снаружи по отношению к гнезду 18. Только крепежная часть 68 вставки 20 расположена в гнезде 18. Сквозное отверстие 88 расположено полностью в зажимной части 68 вставки 20. Поскольку крепежный винт 114 расположен полностью в зажимной части 68, то имеет место полное разделение функций между зажимной частью 68 и частью 70 для установки режущей пластины.
Режущая пластина 74 закрепляется в гнезде 72 посредством крепежного винта 128, который проходит через ее сквозное отверстие 130 и ввинчивается в резьбовое отверстие 132 гнезда 72. Вставка 20 может быть установлена и закреплена в гнезде 18 с режущей пластиной 74, закрепленной в гнезде 72, или без режущей пластины в гнезде 72 вследствие полного функционального разделения между зажимной частью 68 и частью для установки режущей пластины 70 вставки 20.
Как может быть видно на фиг.6, опорные поверхности 100, 102, 104, 106 на нижней поверхности 58 вставки 20 разделены на две наружные части центральным пазом 126, проходящим между фронтальной и задней поверхностями 64, 62 вставки 20. Это означает, что контакт между опорными поверхностями 100, 102, 104, 106 на нижней поверхности 58 вставки 20 и опорными поверхностями 46, 48, 50, 52 на нижней поверхности 34 гнезда 18 хорошо определен на этих наружных частях, посредством чего гарантируется, что базирование режущей пластины 74 будет хорошо определено в заданном положении.
Следует отметить, что вставка 20 надежно удерживается в гнезде без необходимости наружного зажима, связанного с корпусом 12, и без необходимости в соединительных винтах любой формы между ней и корпусом 12. Это позволяет выиграть в пространстве и уменьшить шаг размещения вставок 20 по периферийной поверхности корпуса 12. Кроме того, боковое положение вставки 20 может легко регулироваться при ослаблении крепежного винта 114 без его полного удаления, последующем перемещении вставки в новое положение и повторном затягивании крепежного винта 114. Это не только дает возможность тонкой регулировки положения вставки 20, но также дает возможность регулирования ширины рабочей режущей кромки путем использования левых и правых вставок и соответствующего регулирования бокового положения этих вставок.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от существа изобретения, изложенного в формуле. В частности, хотя настоящее изобретение было описано и иллюстрировано в отношении фрезы, имеющей дисковый корпус 12, настоящее изобретение равно применимо к другим фрезам, таким как торцовые фрезы и фрезы с протяженными канавками.
Реферат
Режущий инструмент для операций обработки металла резанием содержит корпус, имеющий, по крайней мере, одну режущую часть, включающую гнездо для вставки, имеющей зажимную часть и часть для установки и закрепленния сменной режущей пластины. При этом зажимная часть имеет возможность упругой трансформации между нормально неразжатым состоянием и разжатым состоянием и выполнена с возможностью вставления по посадке с зазором в гнездо для вставки в нормально неразжатом состоянии и закрепления в нем в разжатом состоянии. При этом режущая пластина и гнездо под нее расположены снаружи по отношению к гнезду под вставку. Для повышения надежности крепления вставки гнездо под нее выполнено в виде выборки в корпусе, имеющей в основном вогнутую внутреннюю поверхность, ограниченную двумя образованными в корпусе одинаковыми по форме противолежащими боковыми окнами, открытой в сторону периферийной боковой поверхности и включающей противолежащие верхнюю и нижнюю поверхности, проходящие от задней поверхности к периферийной боковой поверхности. 2 н. и 16 з.п. ф-лы, 8 ил.
Комментарии