Индексируемая режущая пластина - RU2368465C1
Код документа: RU2368465C1
Чертежи



Описание
Изобретение относится к индексируемой режущей пластине, содержащей две составляющие части, переходящие друг в друга и имеющие, каждая, одну многоугольную базовую поверхность и выполненные с возможностью поворота относительно друг друга.
Индексируемая режущая пластина такого типа известна из выложенного патентного документа Германии 1232436. Индексируемая режущая пластина обеспечивает возможность формирования восьми режущих пластин, если, например, базовая поверхность представляет собой квадрат. Режущие кромки можно установить в требуемой геометрической конфигурации, установив две составляющие части с возможностью их поворота относительно друг друга.
Цель изобретения заключается в усовершенствовании известной индексируемой режущей пластины, которая обеспечит новые области ее применения.
Для достижения этой цели согласно изобретению на одной составляющей части обеспечивают несколько режущих кромок черновой обработки и несколько режущих кромок чистовой обработки - на другой составляющей части, причем они расположены так, что обеспечивается одновременное воздействие одной режущей кромки черновой обработки одной составляющей части и одной режущей кромки чистовой обработки другой составляющей части на обрабатываемую деталь. Изобретение исходит из известной возможности обеспечения разных режущих кромок на одной индексируемой режущей пластине таким образом, чтобы черновую и чистовую механические обработки можно было выполнять одновременно одной операцией. Для этого не нужно перемещать индексируемую режущую пластину, так как режущие кромки черновой обработки и режущие кромки чистовой обработки, каждая, имеют передний угол, подходящий для соответствующей обработки. Эта особенность легко обеспечивается, поскольку режущие кромки черновой и чистовой обработок, каждая из которых используется одновременно, установлены на разных составляющих частях индексируемой режущей пластины и поэтому их можно конфигурировать независимо друг от друга.
Каждая составляющая часть может быть любым многоугольником с n числом углов, где n является любым натуральным числом.
Предпочтительные варианты осуществления изобретения станут очевидными из зависимых пунктов формулы изобретения.
Изобретение поясняется на примере одного варианта осуществления, показанного на прилагаемых чертежах, на которых:
фиг.1 представляет собой вид в перспективе индексируемой режущей пластины, воздействующей на обрабатываемую деталь;
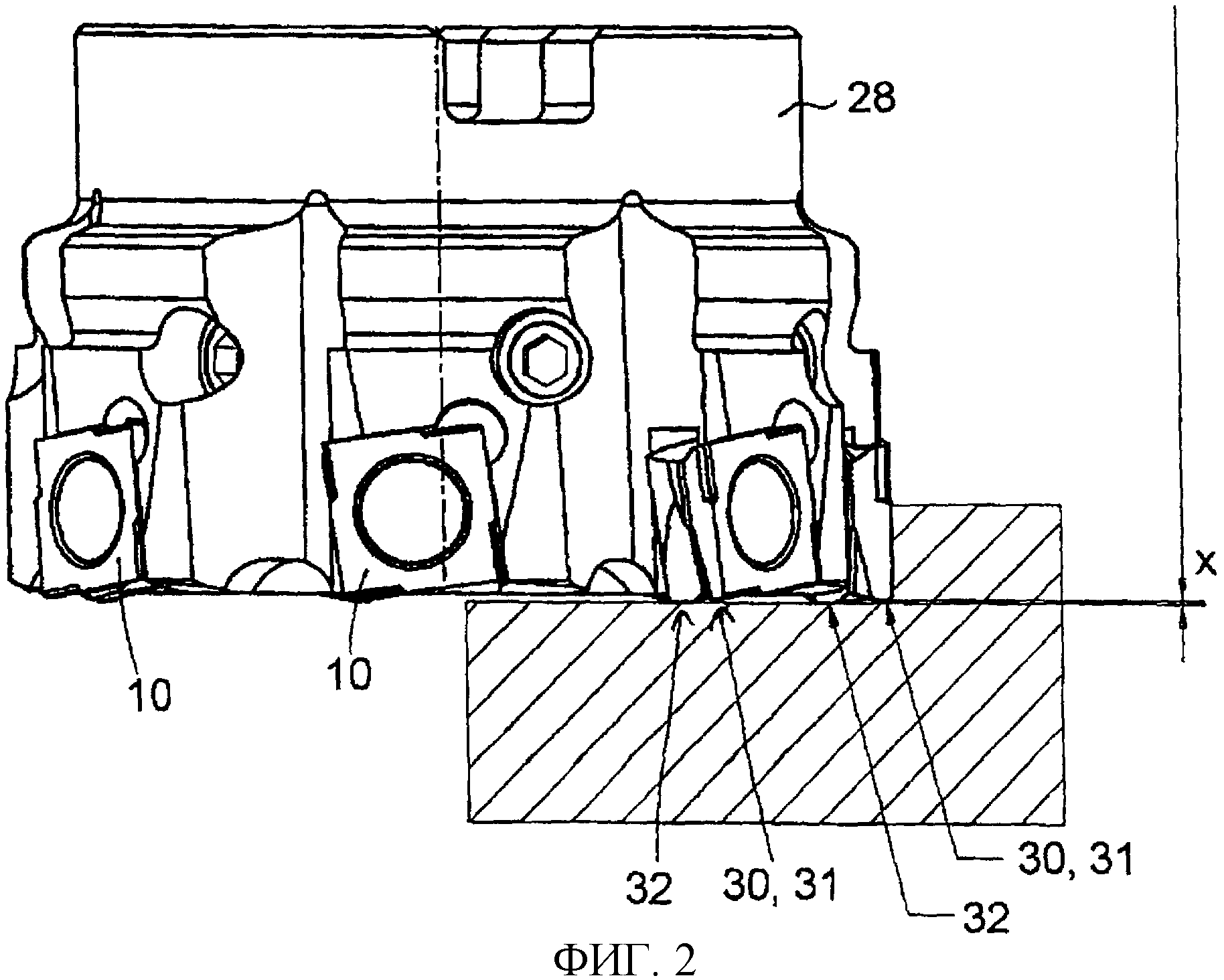
фиг.2 представляет собой вид сбоку фрезы с несколькими индексируемыми режущими пластинами, показанными на фиг.1, которые воздействуют на обрабатываемую деталь;
фиг.3 представляет собой вид спереди индексируемой режущей пластины, показанной на фиг.1;
фиг.4 представляет собой вид сбоку индексируемой режущей пластины, показанной на фиг.3; и
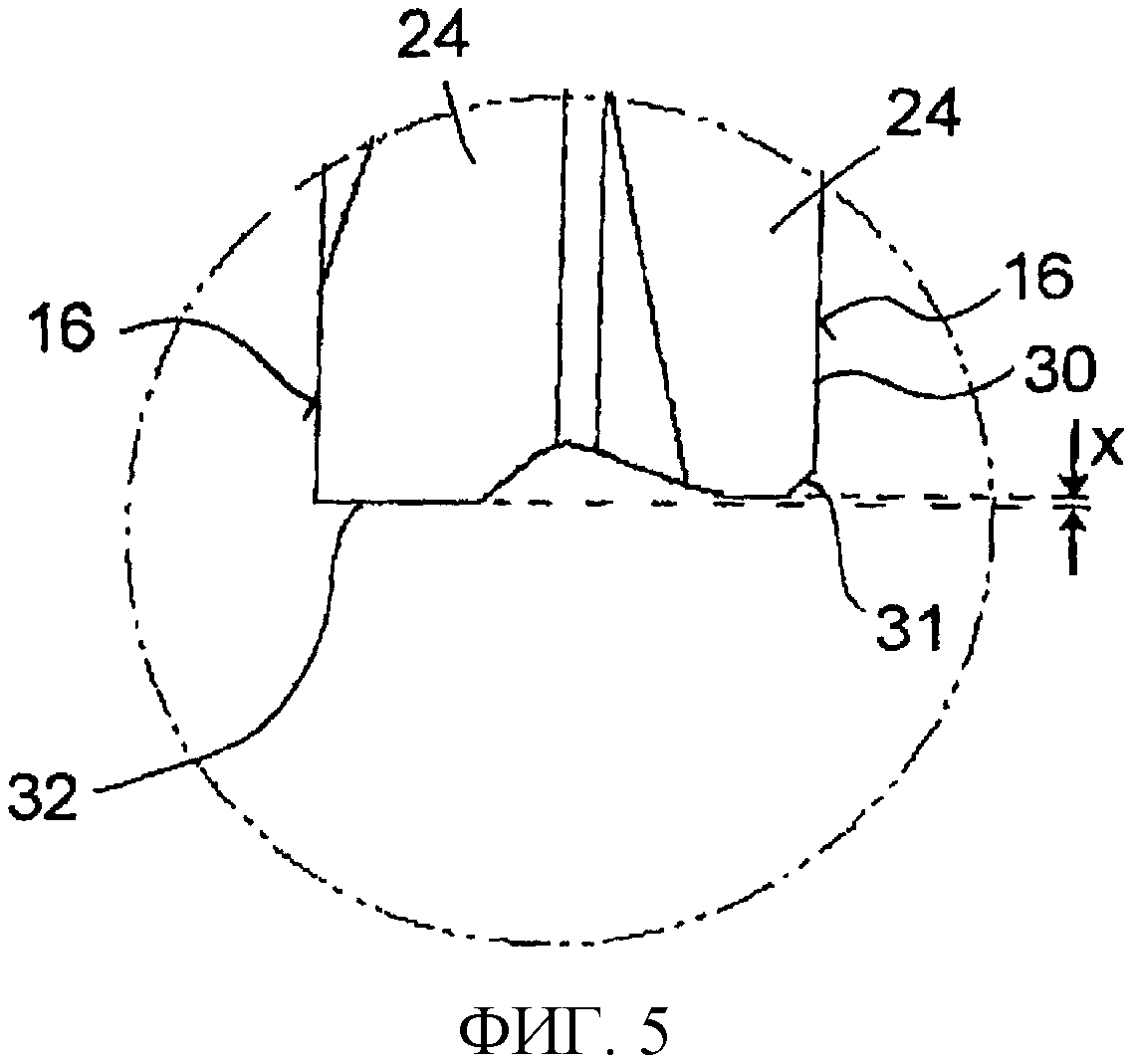
фиг.5 представляет собой увеличенный вид детали V, показанной на фиг.3.
На чертежах показана индексируемая режущая пластина 10, состоящая из двух составляющих частей 12, 14. Каждая из составляющих частей 12, 14 имеет квадратную базовую поверхность 16 и форму по существу усеченной пирамиды. Две составляющие части 12, 14 соединены друг с другом верхней поверхностью усеченной пирамиды, т.е. меньшая поверхность находится напротив базовой поверхности 16.
Каждая составляющая часть 12, 14 имеет четыре боковые поверхности 18, 20, 22, 24, которые начинаются от соответствующей базовой поверхности и проходят к другой составляющей части. Каждая боковая поверхность в свою очередь может состоять из нескольких меньших составляющих областей.
Следует отметить, что термин «усеченная пирамида» не следует понимать в математическом смысле; этот термин только указывает, что боковые поверхности 18, 20, 22, 24 каждой составляющей части, начиная с соответствующей базовой поверхности 16, в небольшой степени являются сходящимися. То есть, индексируемая режущая пластина несколько сужена посередине между двумя базовыми поверхностями 16. Также следует отметить, что две составляющие части 12, 14 необязательно должны переходить друг в друга посредством определенной кромки, и эта переходная часть может быть выполнена между двумя составляющими частями в виде, например, выемки.
Отверстие 26 проходит в центре индексируемой режущей пластины, центральная ось которой перпендикулярна к базовым поверхностям 16 индексируемой режущей пластины. В отверстии 26 может быть установлен крепежный элемент для прикрепления индексируемой режущей пластины к держателю, например фрезерной головке 28 (см. фиг.2).
Существенный признак индексируемой режущей пластины заключается в том, что две составляющие части 12, 14 выполнены с возможностью поворота относительно друг друга вокруг оси, которая перпендикулярна к базовым поверхностям 16 и проходит через их центр. В показанном варианте осуществления эта ось совпадает с центральной осью отверстия 26. В показанном варианте осуществления составляющая часть 12 выполнена с возможностью ее поворота относительно составляющей части 14 по часовой стрелке, и поэтому относительно фиг.1 «передний нижний» угол составляющей части 12 расположен на уровне, более низком, чем «передний нижний» угол составляющей части 14.
На одной из составляющих частей 14 сформированы четыре режущие кромки 30 черновой обработки, и на другой составляющей части, здесь - части 12, сформированы четыре режущие кромки 32 чистовой обработки.
Каждая режущая кромка 30 черновой обработки сформирована кромкой между базовой поверхностью 16 составляющей части 14 и одной из боковых поверхностей 18, 20, 22, 24. Согласно фиг.3 и 5 контактную кромку между двумя боковыми поверхностями можно выполнить в виде продолжения соответствующей режущей кромки 30 черновой обработки. Это продолжение режущей кромки 30 черновой обработки можно выполнить в виде радиуса закругления вершины, скоса с одним углом или скоса 31 с двойным углом, или в виде их комбинации.
Каждая режущая кромка 32 чистовой обработки сформирована на пересечении двух боковых поверхностей 18, 20, 22, 24 составляющей части 12. Таким образом, режущие кромки чистовой обработки приблизительно перпендикулярны к режущим кромкам черновой обработки.
Существенный признак заключается в том, что при повороте двух составляющих частей 12, 14 относительно друг друга из числа двух режущих кромок, действующих с определенной ориентацией индексируемой режущей пластины, т.е. из режущей кромки 30, 31 черновой обработки и режущей кромки 32 чистовой обработки, одна режущая кромка выступает в сторону обрабатываемой детали в большей степени, чем другая. Согласно фиг.1 и 5 режущая кромка 32 чистовой обработки выступает в сторону обрабатываемой детали в большей степени, чем режущая кромка 30, 31 черновой обработки. Эта разность х предпочтительно находится в пределах значений 0,01-0,1 мм, и предпочтительно, в пределах 0,02-0,04 мм. Тем самым обеспечивается следующее: режущая кромка 30, 31 черновой обработки будет снимать основную часть материала, а чистовая обработка будет выполняться режущей кромкой чистовой обработки 32, которой придется снимать только соответственно меньшее количество материала.
Реферат
Режущая пластина состоит из двух развернутых относительно друг друга и переходящих друг в друга составляющих частей, каждая из которых имеет одну многоугольную базовую поверхность. Для расширения технологических возможностей на одной составляющей части выполнены несколько режущих кромок для черновой обработки, а на другой составляющей части выполнены несколько режущих кромок для чистовой обработки, причем упомянутые режущие кромки для черной и чистовой обработки расположены с возможностью одновременного воздействия на обрабатываемую заготовку режущей кромкой для черновой обработки одной составляющей части и режущей кромкой для чистовой обработки другой составляющей части. 10 з.п. ф-лы, 5 ил.
Комментарии