Режущая пластина - RU2420372C2
Код документа: RU2420372C2
Чертежи






Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к двухсторонней, индексируемой и переворачиваемой режущей пластине в основном для операций обработки металлов резанием и, в частности, для операций торцового фрезерования с получением 45° уступа.
УРОВЕНЬ ТЕХНИКИ
Такие режущие пластины в основном выполняются с закругленными углами. В патенте США 6,196,771 раскрыта режущая пластина, имеющая первую и вторую боковые поверхности. Каждая боковая поверхность включает пару вспомогательных режущих кромок в каждом углу пластины. Две вспомогательные режущие кромки расположены симметрично с противоположных сторон от биссектрисы угла В, вместе образуя тупой внутренний угол около 170°. Две главные режущие кромки пересекают соответствующие вспомогательные режущие кромки, посредством чего каждая главная режущая кромка и соответствующая ей вспомогательная режущая кромка вместе образуют пару совместно действующих режущих кромок. На каждом углу каждой боковой поверхности расположено по две таких совместно действующих пары, посредством чего пластина имеет по меньшей мере шестнадцать совместно действующих пар. В процессе операции фрезерования пластина ориентирована так, что с заготовкой взаимодействует только режущий угол и только одна из совместно действующих пар режущих кромок этого угла является рабочей. Только половина главной режущей кромки каждой рабочей пары используется при обработке. Вспомогательная режущая кромка, участвующая в резании рабочей пары режущих кромок, составляет зачистную кромку путем расположения параллельно поверхности заготовки, т.е. перпендикулярно оси вращения фрезы, на которую установлена режущая пластина.
Недостаток этих известных пластин состоит в том, что вспомогательная режущая кромка каждой рабочей пары имеет постоянный угол в плане в процессе обработки заготовки. Отклонение положения режущей пластины по отношению к корпусу фрезы, на котором она установлена, или осевой изгиб фрезы (который может возникать при определенных условиях обработки) могут привести к врезанию угла зачистной кромки, примыкающего к главной режущей кромке, или угла зачистной кромки, удаленного от главной режущей кромки рабочей пары, в поверхность заготовки, в результате чего происходит ухудшение ее качества.
В патенте США 5,032,049 раскрыта индексируемая режущая пластина для торцового фрезерования блоков двигателя из чугуна. Пластина имеет две противолежащие идентичные, имеющие в основном квадратную форму, верхнюю и нижнюю поверхности, которые перпендикулярно соединены четырьмя боковыми поверхностями. Две смежные боковые поверхности соединяются друг с другом через плавно скругленный угол. Радиус угла R составляет от 1/4 до 1/8 длины Х пластины, и, следовательно, угол в плане становится ближе к 0° в процессе обработки блока двигателя при приближении пластины к краю заготовки. Угол режущей пластины служит как для образования на заготовке уступа, так и для финишной обработки поверхности заготовки во время последнего прохода фрезы.
Задачей настоящего изобретения является получение улучшенной режущей пластины. Эта задача достигается посредством совокупности признаков, включенных в формулу изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложена двухсторонняя переворачиваемая и индексируемая режущая пластина, имеющая идентичные противолежащие первую и вторую торцовые поверхности и периферийную боковую поверхность, расположенную между ними. Сквозное крепежное отверстие проходит между и открывается наружу на первую и вторую торцовые поверхности. Режущая пластина имеет среднюю плоскость, расположенную между первой и второй торцовыми поверхностями, при этом ось сквозного отверстия проходит перпендикулярно через среднюю плоскость. Режущая пластина имеет Y-кратную поворотную симметрию относительно оси сквозного отверстия. Периферийная боковая поверхность включает Y главных боковых поверхностей и Y вспомогательных боковых поверхностей, каждая вспомогательная боковая поверхность пересекается с двумя смежными главными боковыми поверхностями. Каждая вспомогательная боковая поверхность выполнена в виде части цилиндрической поверхности, имеющей заданный радиус, величина которого больше, чем расстояние от вспомогательной боковой поверхности до оси сквозного отверстия.
Предпочтительно, каждая вспомогательная боковая поверхность имеет ось, расположенную параллельно оси сквозного отверстия.
Также предпочтительно, на виде сверху на режущую пластину вспомогательная боковая поверхность стягивается центральным углом менее 15°.
Предпочтительно также, вспомогательный центральный угол выбран менее 5°.
В основном, периферийные боковые поверхности пересекают каждую первую и вторую торцовые поверхности по непрерывной периферийной кромке. Каждая периферийная кромка включает Y главных кромок и Y вспомогательных кромок. Каждая главная кромка образована на пересечении соответствующих главной боковой поверхности и первой или второй торцовых поверхностей. Каждая вспомогательная кромка образована на пересечении соответствующих вспомогательной боковой поверхности и первой или второй торцовых поверхностей и соединена с двумя смежными главными кромками.
Если необходимо, каждая вспомогательная кромка проходит между приподнятым углом, образованным на пересечении вспомогательной кромки с предшествующей главной кромкой, и заниженным углом, образованным на пересечении вспомогательной кромки с последующей главной кромкой. Приподнятый угол расположен дальше от средней плоскости М, чем заниженный угол.
Если необходимо также, ось сквозного отверстия и ось вспомогательной боковой поверхности определяет биссекторную плоскость, проходящую через вспомогательную боковую поверхность. Биссекторная плоскость и средняя плоскость определяют вспомогательную ось, вокруг которой вспомогательная поверхность имеет 180° поворотную симметрию.
В основном, две смежные главные линии, образованные на пересечении средней плоскости с каждой из двух смежных главных боковых поверхностей, пересекаются на вершине, расположенной на вспомогательной оси вспомогательной боковой поверхности, соединяющей эти две смежные главные боковые поверхности.
Как правило, средняя плоскость пересекает каждую вспомогательную боковую поверхность по вспомогательной средней линии.
Предпочтительно, каждая главная средняя линия выполнена в виде прямой линии.
Предпочтительно также, вспомогательная ось пересекает внутренний главный угол, определяемый двумя смежными главными средними линиями.
Если необходимо, каждая главная боковая поверхность включает среднюю поверхность, расположенную поперечно от главной средней линии, образованной на пересечении средней плоскости с главной поверхностью, в направлении к первой и второй главным кромкам.
Если необходимо также, каждая главная боковая поверхность включает первую и вторую опорные поверхности, расположенные от средней поверхности к соответствующей первой или второй торцовой поверхности.
Если необходимо также, каждая главная боковая поверхность включает первую и вторую главные задние поверхности, расположенные поперечно к главной кромке, примыкающей к соответствующей первой или второй торцовым поверхностям, в направлении к опорной поверхности.
Предпочтительно, каждая первая и вторая опорные поверхности образуют острый внутренний опорный угол со средней плоскостью, каждая первая и вторая задние поверхности образуют острый внутренний задний угол со средней плоскостью, при этом внутренний опорный угол выполнен равным или больше, чем внутренний задний угол.
Предпочтительно также, внутренний задний угол выполнен наибольшим вблизи заниженного угла и наименьшим вблизи приподнятого угла главной кромки. В основном, вспомогательная боковая поверхность расположена перпендикулярно к средней плоскости.
Если необходимо, на главном виде сбоку на режущую пластину главная боковая линия, параллельная главной средней линии и проходящая через заниженный угол, выполнена длиннее, чем главная средняя линия.
Если необходимо также, на вспомогательном виде сбоку на режущую пластину вспомогательная боковая линия, параллельная вспомогательной средней линии и проходящая через заниженный угол, выполнена короче, чем вспомогательная средняя линия.
Настоящее изобретение обеспечивает следующие преимущества:
поскольку полная длина каждой вспомогательной кромки составляет зачистную кромку, отклонение положения режущей пластины в гнезде может не привести к уменьшению качества обработки, поскольку зачистная кромка может быть способна продолжать обработку поверхности заготовки без ухудшения ее шероховатости и качества финишной обработки детали;
периферийные поверхности режущих пластин часто выполняют шлифованными для уменьшения позиционного отклонения пластины и достижения высокого качества обработанного продукта; однако режущая пластина в соответствии с настоящим изобретением способна уменьшить влияние позиционного отклонения без необходимости шлифования периферийной боковой поверхности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения и чтобы показать, как оно может быть выполнено на практике, отсылки будут сделаны к приложенным чертежам, на которых:
на фиг.1 представлен вид в перспективе на фрезу, на которой установлена режущая пластина в соответствии с настоящим изобретением;
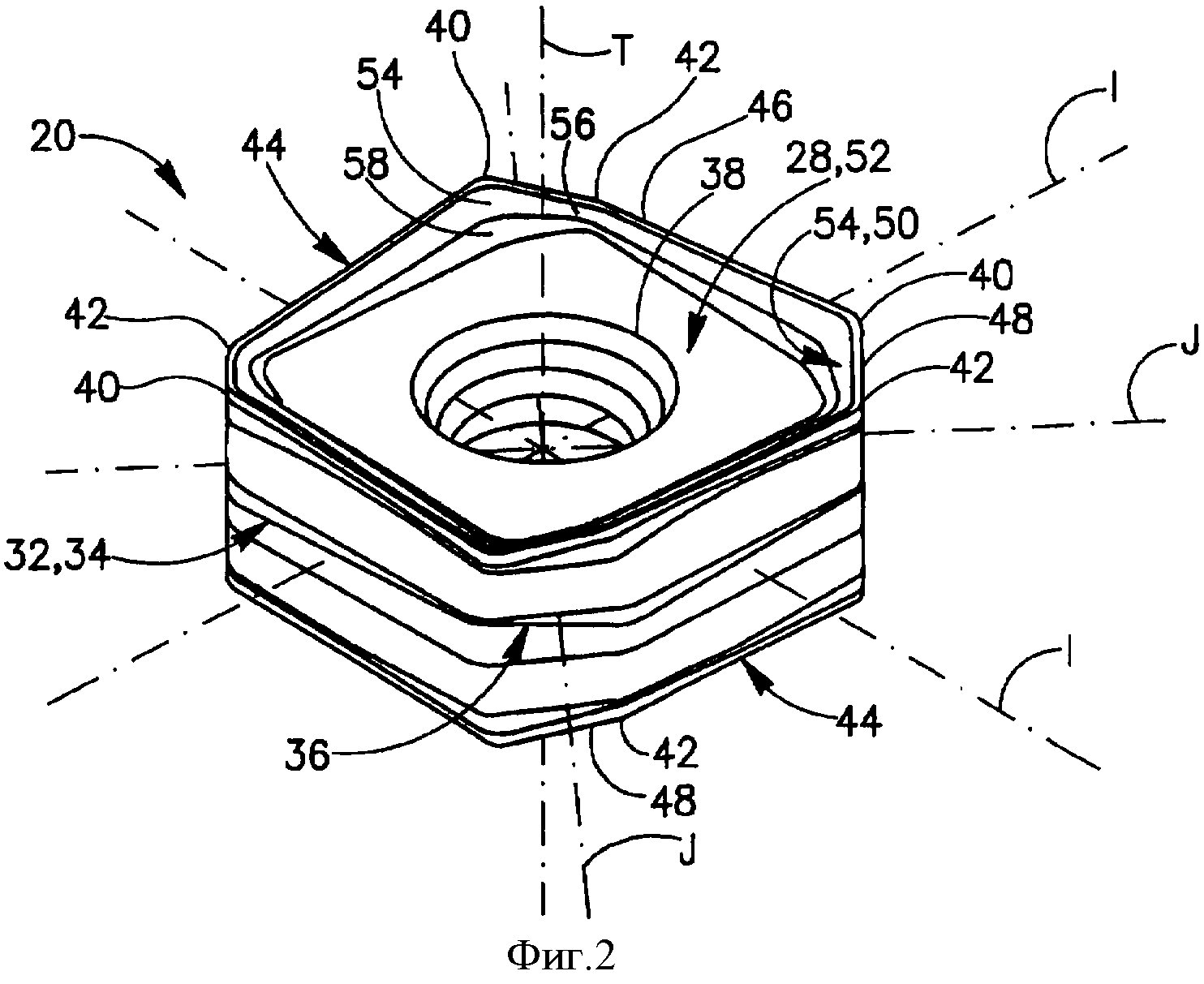
на фиг.2 представлен вид в перспективе на режущую пластину, показанную на фиг.1;
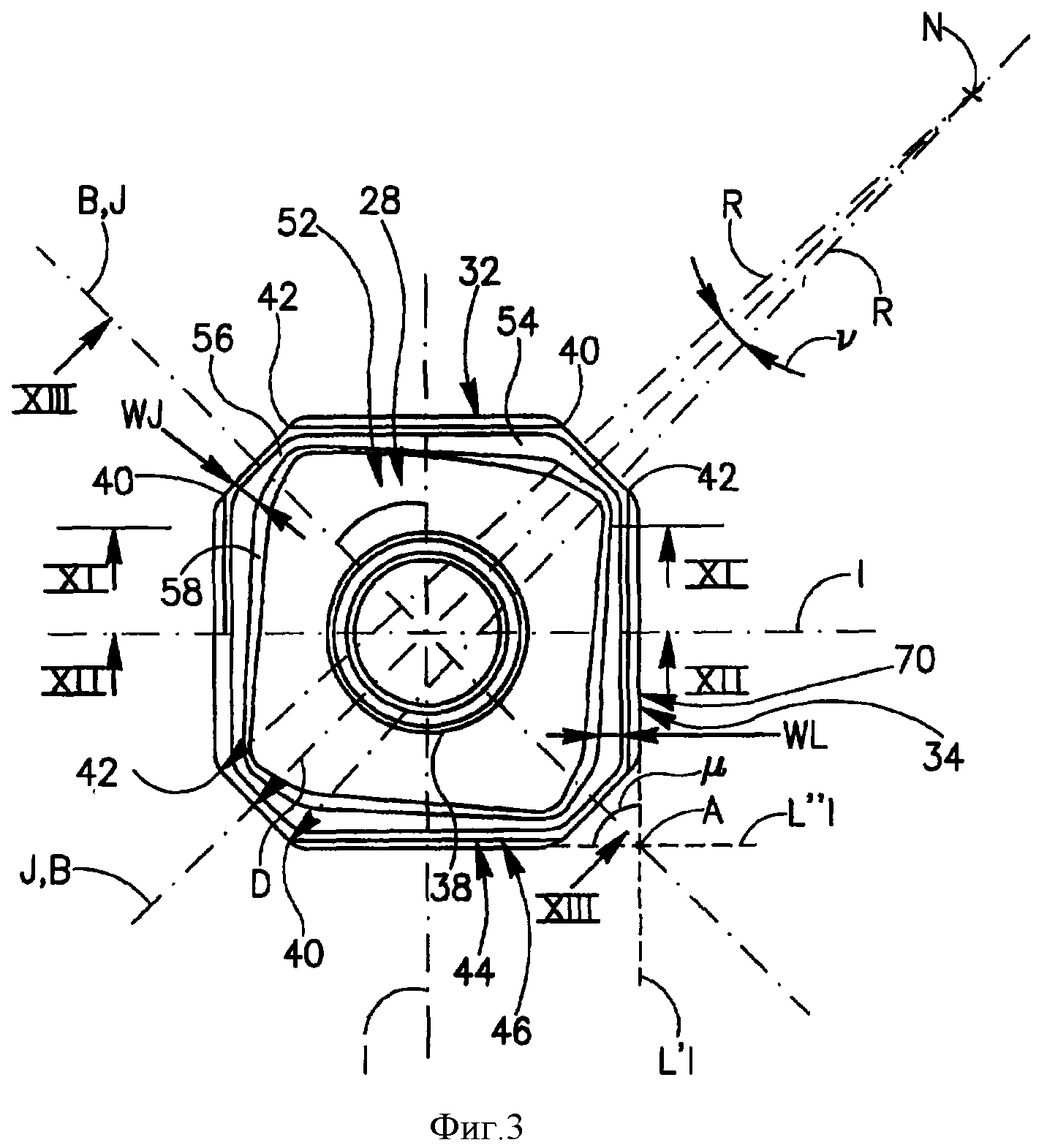
на фиг.3 представлен вид сверху на режущую пластину, показанную на фиг.2;
на фиг.4 представлен главный вид сбоку на режущую пластину, показанную на фиг.2;
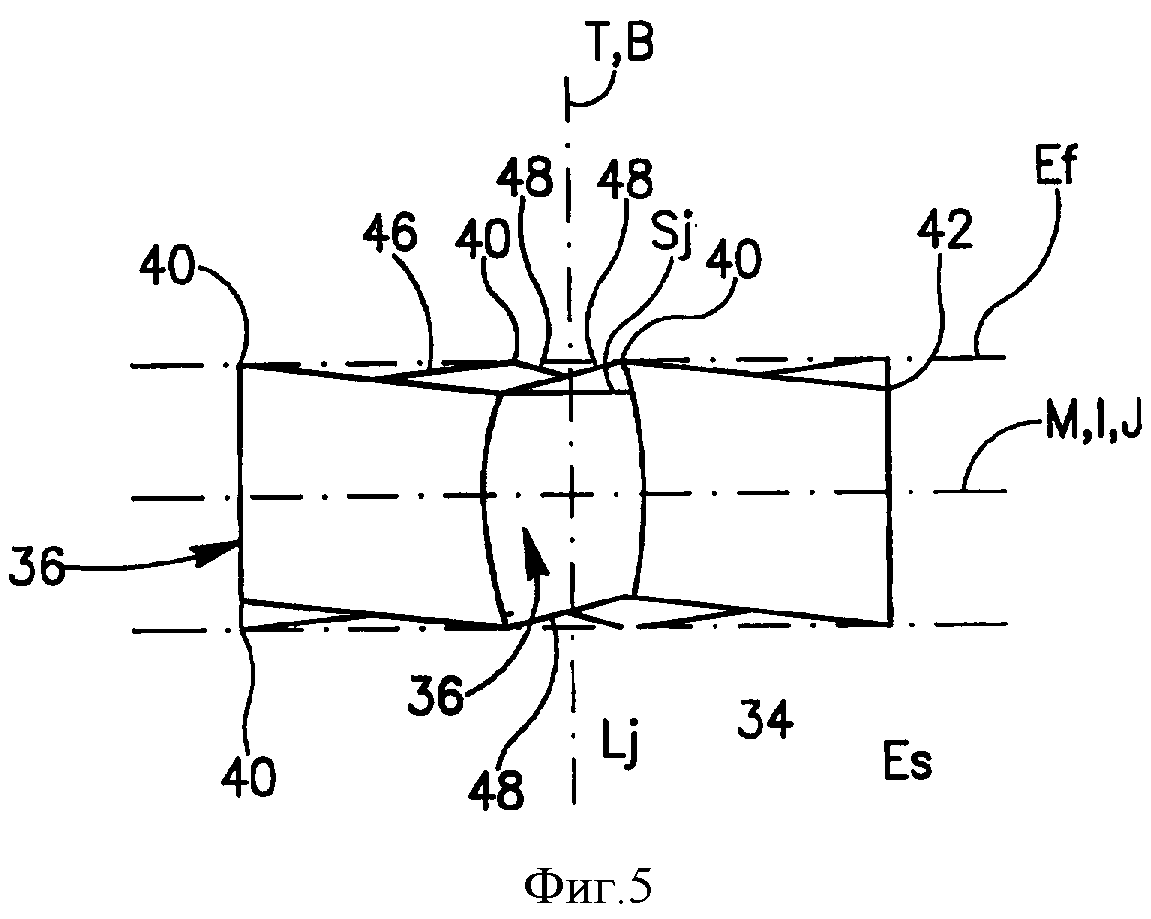
на фиг.5 представлен вспомогательный вид сбоку на режущую пластину, показанную на фиг.2;
на фиг.6 представлено сечение режущей пластины по линии X1-X1 на фиг.2;
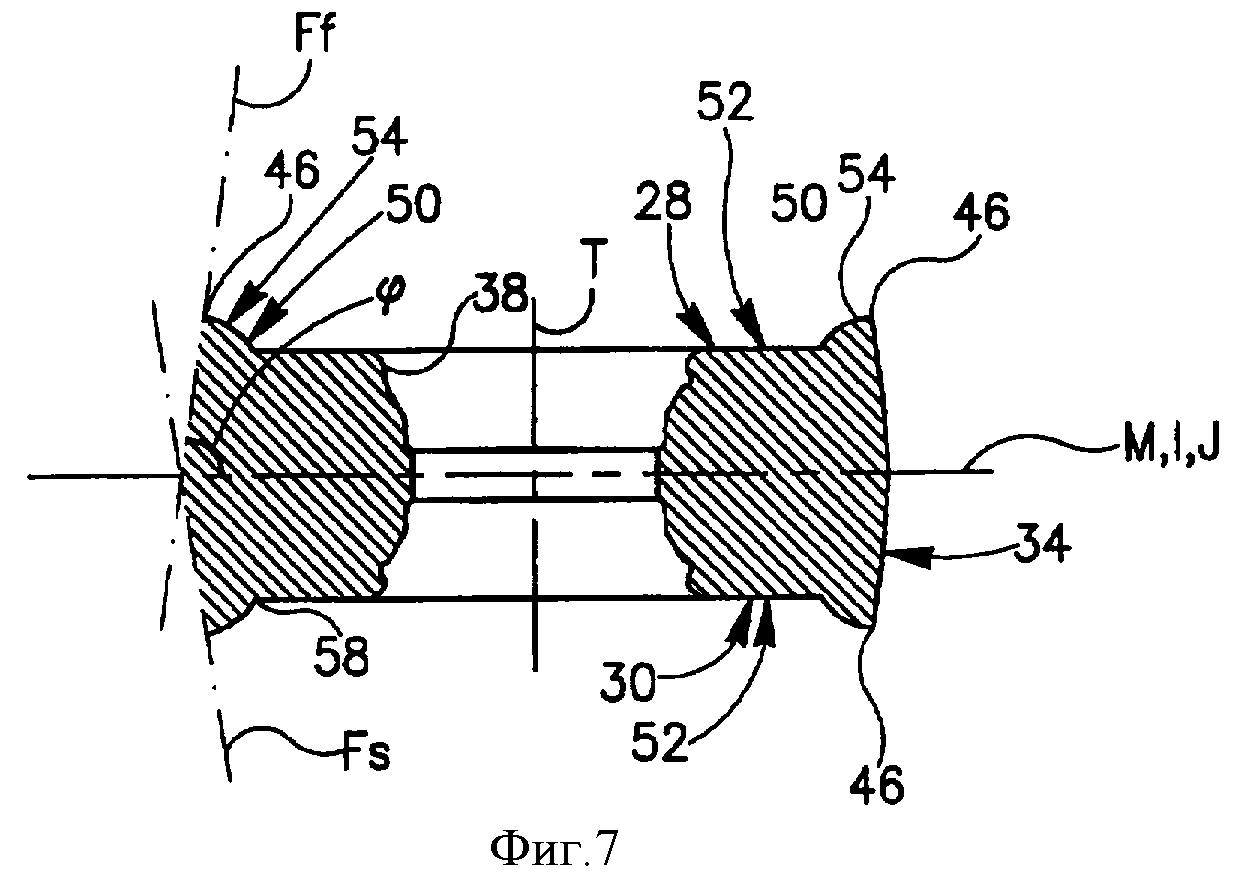
на фиг.7 представлено сечение режущей пластины по линии X11-Х11 на фиг.2;
на фиг.8 представлено сечение режущей пластины по линии X111-Х111 на фиг.2;
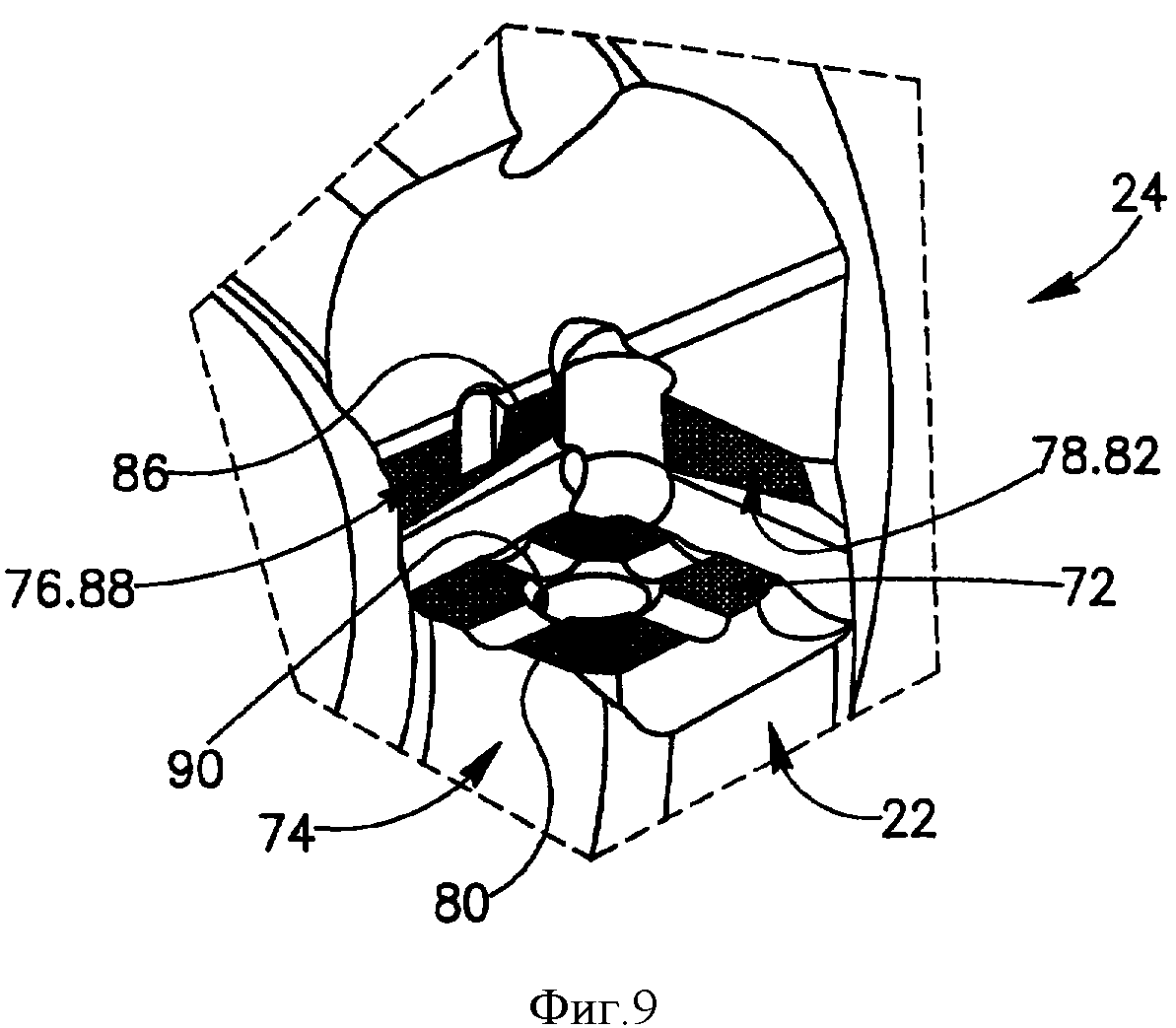
на фиг.9 представлен вид в перспективе гнезда под пластину фрезы, показанной на фиг.1;
на фиг.10 представлен вид с торца на фрезу, показанную на фиг.1;
на фиг.11 представлен вид сбоку на фрезу, показанную на фиг.1;
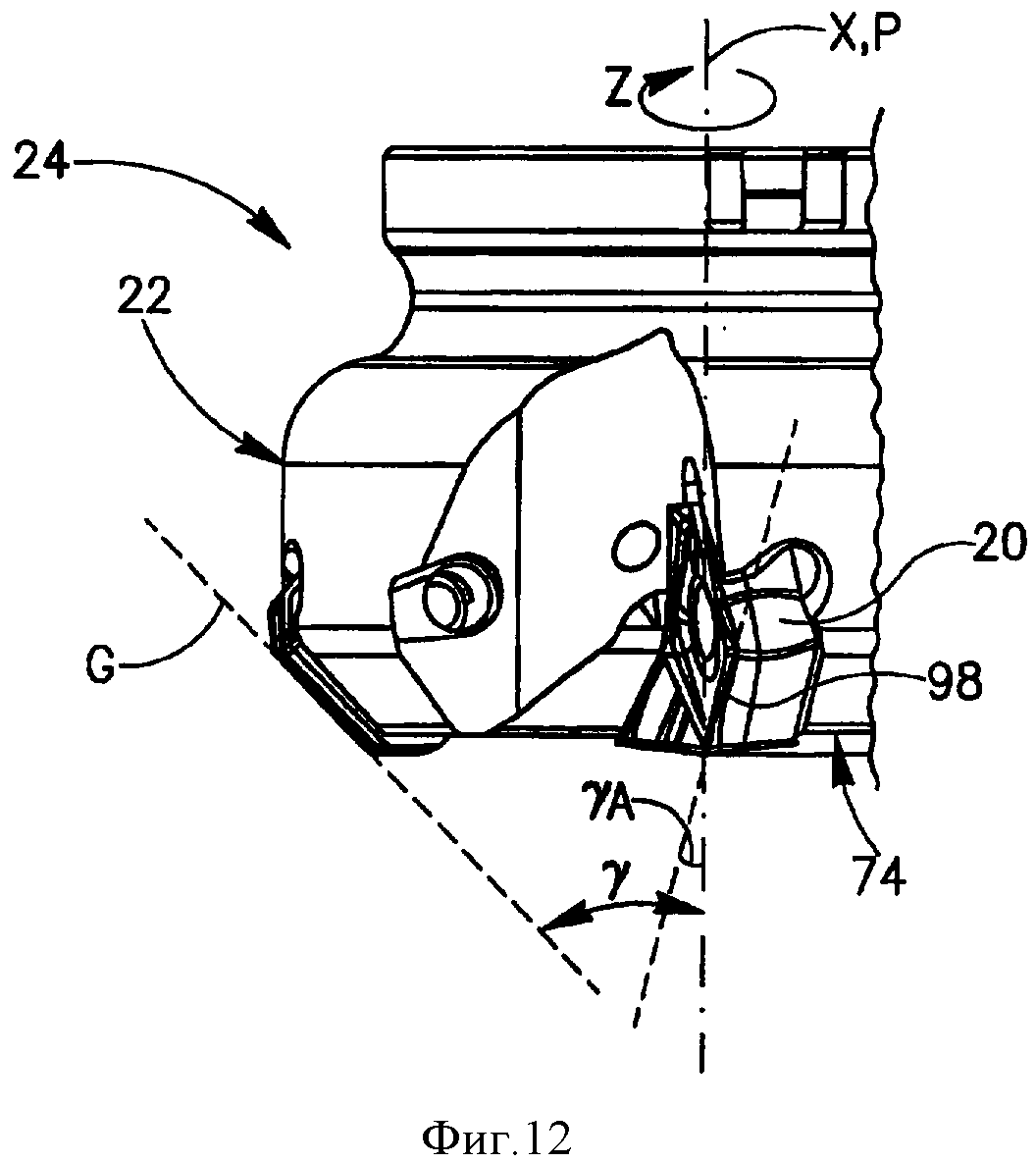
на фиг.12 представлен радиальный вид сбоку на фрезу, показанную на фиг.1, перпендикулярно радиальной плоскости Р на фиг.10;
на фиг.13 представлен в увеличенном масштабе вид, показывающий зачистную кромку режущей пластины, установленной в правильном положении в гнезде режущего инструмента, показанного на фиг.11;
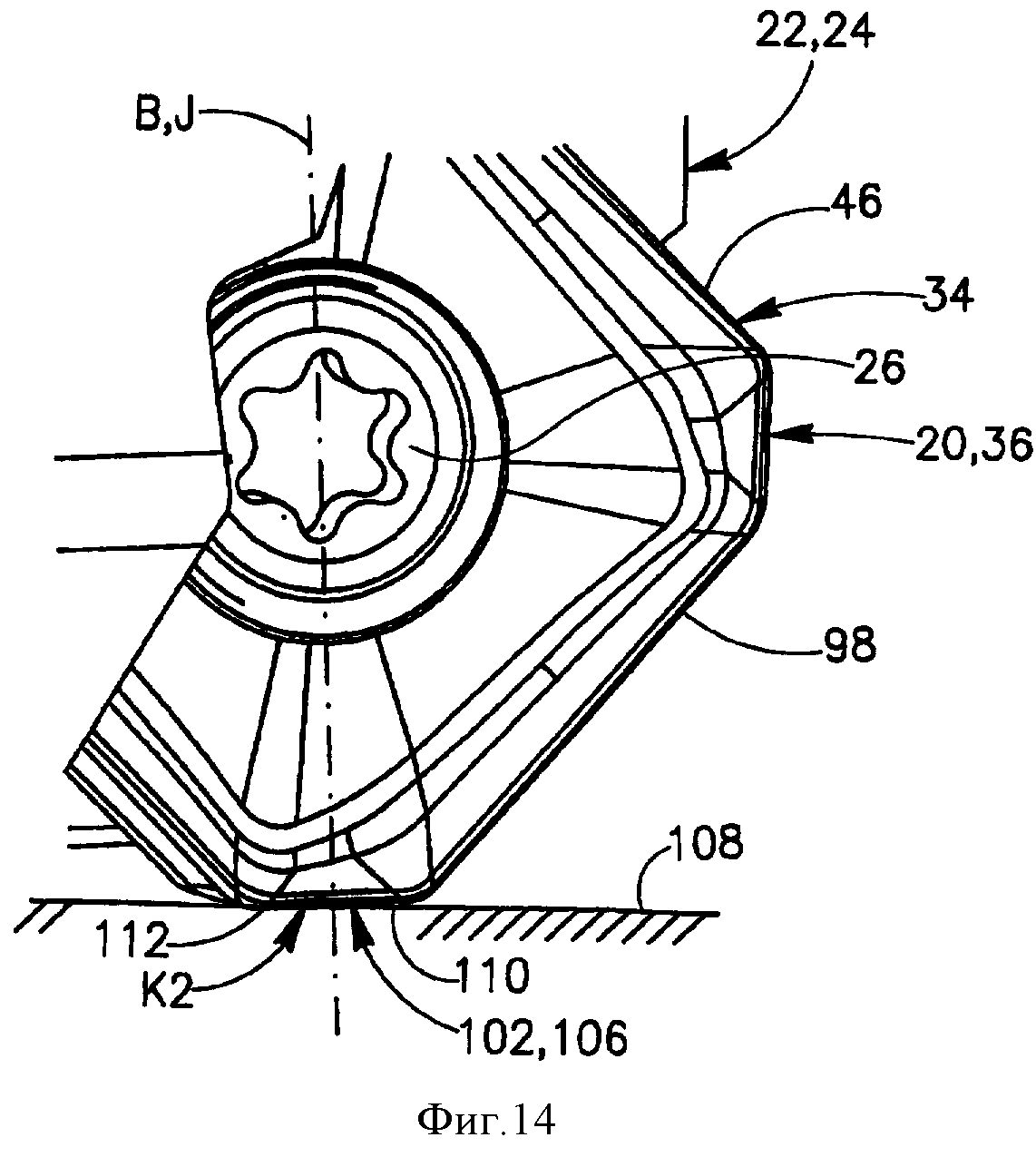
на фиг.14 представлен в увеличенном масштабе вид на зачистную кромку режущей пластины, показанной на фиг.13 и установленной с отклонением от правильного положения.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА
Вначале обратим внимание на фиг.1. Режущая пластина 20 в соответствии с настоящим изобретением закреплена на корпусе 22 фрезы 24 крепежным винтом 26. Режущая пластина 20 является двухсторонней индексируемой и переворачиваемой и в основном предназначена для обработки плоскостей и 45° уступов на заготовке (не показано).
Теперь обратим внимание на фиг.2-5. Режущая пластина 20 имеет идентичные и противолежащие первую и вторую торцовые поверхности 28, 30. На виде с торца на режущую пластину 20, лучше всего показанном на фиг.3, каждая из идентичных первой и второй торцовых поверхностей 28, 30 имеет в основном форму квадрата со скругленными углами. Периферийная боковая поверхность 32 расположена между противолежащими первой и второй торцовыми поверхностями 28, 30. Режущая пластина является негативной и, следовательно, периферийная боковая поверхность 32 расположена в основном перпендикулярно к обоим торцовым поверхностям 28, 30. Периферийная боковая поверхность 32 включает четыре идентичные главные боковые поверхности 34, имеющие в основном форму параллелограммов, и четыре идентичные вспомогательные боковые поверхности 36 также в основном в форме параллелограмма. Каждая вспомогательная боковая поверхность 36 соединяется с двумя смежными главными боковыми поверхностями 34.
Каждая главная боковая поверхность 34 имеет 180° поворотную симметрию вокруг соответствующей главной оси I, проходящей в основном перпендикулярно к ней. Аналогично, каждая вспомогательная боковая поверхность 36 имеет 180° поворотную симметрию вокруг соответствующей вспомогательной оси J, проходящей в основном перпендикулярно к ней. Главная и вспомогательные оси I, J расположены в одной плоскости, пересекаются в центре С пластины и определяют ее среднюю плоскость М. Каждая главная ось I определяет осевой угол α, равный 45° по отношению к каждой вспомогательной оси J.
Режущая пластина 20 выполнена с крепежным сквозным отверстием 38, расположенным между и выходящим на первую и вторую торцовые поверхности 28, 30. Крепежное сквозное отверстие 38 предназначено для размещения крепежного винта 26 и имеет ось Т, проходящую перпендикулярно к средней плоскости М через центр С пластины, при этом первая и вторая торцовые поверхности 28, 30 имеют 90° поворотную симметрию вокруг оси Т.
Первая и вторая торцовые поверхности 28, 30 имеют каждая четыре приподнятых угла 40 и четыре заниженных угла 42. Приподнятые углы 40 первой и второй торцовых поверхностей 28, 30 касаются первой и второй торцовых поверхностей EF, ES соответственно. Средняя плоскость М расположена параллельно и лежит посередине между первой и второй торцовыми поверхностями EF, ES. Заниженные углы 42 расположены ближе к средней плоскости М, чем приподнятые углы 40.
Каждая главная и вспомогательная боковые поверхности 34, 38 пересекаются с средней плоскостью М с образованием главных и вспомогательных средних линий LI, LJ соответственно. Как лучше всего видно на фиг.4, главные боковые линии SI, лежащие на главной боковой поверхности 34 и проходящие от заниженного угла 42 параллельно главной средней линии LI, выполнены длиннее, чем главная средняя линия LI. Как лучше всего видно на фиг.5, вспомогательные боковые линии SJ, лежащие во вспомогательной боковой поверхности и проходящие от заниженных углов 42 параллельно вспомогательной средней линии LJ, выполнены короче, чем вспомогательная средняя линия LJ.
Как лучше всего показано на фиг.3, воображаемые продолжения главных средних линий LI', LI'' двух смежных главных боковых поверхностей 34 сходятся в вершине А и определяют внутренний угол µ. Вершина А лежит на вспомогательной оси J соответствующей вспомогательной боковой поверхности 36, расположенной между смежными главными боковыми поверхностями 34. В предпочтительном варианте угол µ является прямым. Биссекторная плоскость В проходит через ось сквозного отверстия Т и соответствующую вспомогательную ось J перпендикулярно средней плоскости М и делит пополам угол µ.
Каждая вспомогательная поверхность 36 выполнена в виде части цилиндрической поверхности, расположенной поперечно к средней плоскости М. Каждая вспомогательная боковая поверхность 36 имеет радиус R, проходящий к ней от соответствующей оси N, расположенной в соответствующей биссекторной плоскости В параллельно к оси Т сквозного отверстия. Вспомогательная боковая поверхность 36 пересекает соответствующую ось J на расстоянии D от центра С пластины. В основном радиус R выполнен от двух до двенадцати раз больше, чем расстояние D. В предпочтительном варианте радиус R приблизительно в четыре раза больше, чем расстояние D. Вспомогательные боковые поверхности не лежат все на одной и той же цилиндрической поверхности. Вспомогательная боковая поверхность 36 ограничена центральным острым углом ν, предпочтительно меньшим чем 15°. В качестве неограничивающего примера центральный угол ν приблизительно равен 4°30'.
Первая и вторая торцовые поверхности 28, 30 каждая пересекаются с боковой поверхностью 32 по периферийной кромке 44. Каждая из периферийных кромок 44 имеет четыре главные кромки 46, соответствующие примыкающим главным боковым поверхностям 34, и четыре вспомогательные кромки 48, соответствующие примыкающим вспомогательным боковым поверхностям. В предпочтительном варианте главная кромка 46 проходит между соответствующими заниженным углом 42 и приподнятым углом 40, а вспомогательная кромка проходит между соответствующими приподнятым углом 40 и заниженным углом 42. Каждая главная и вспомогательная кромки 46, 48 могут являться главной и вспомогательной режущими кромками соответственно. Предпочтительный вариант имеет по четыре главные режущие кромки и по четыре вспомогательные режущие кромки на первой и второй торцовых поверхностях 28, 30, а в целом - восемь главных и восемь вспомогательных режущих кромок.
Первая и вторая торцовые поверхности 28, 30 каждая имеют периферийную переднюю поверхность 50, проходящую в направлении внутрь режущей пластины от соответствующей периферийной кромки 44 к торцовой опорной поверхности 52. Торцовые опорные поверхности 52 могут быть в основном плоскими и параллельными друг другу и средней плоскости М. На виде с торца на режущую пластину торцовые опорные поверхности 52 имеют в основном форму квадрата со скошенными углами, который развернут по отношению к соответствующим торцовым поверхностям 28, 30. Каждая периферийная передняя поверхность 50 включает четыре главные передние поверхности 54, соответствующие главным кромкам 46, и четыре вспомогательные передние поверхности 56, соответствующие вспомогательным кромкам 48. Главные и вспомогательные передние поверхности 54, 56 имеют соответственно ширину WI и WJ, определяемую в поперечном направлении к соответствующим главным и вспомогательным кромкам 46, 48. Ширина WI главной передней поверхности увеличивается от минимальной вблизи заниженного угла 42 до максимальной вблизи приподнятого угла на соответствующей главной кромке 46, тогда как ширина WJ вспомогательной передней поверхности уменьшается от максимальной вблизи приподнятого угла 40 до минимальной вблизи заниженного угла 42 соответствующей вспомогательной кромки 48.
Периферийные переходные поверхности 58 образованы между периферийными передними поверхностями 50 и соответствующей торцовой опорной поверхностью 52. Переходная поверхность 58 проходит от торцовой опорной поверхности 52 поперечно к средней плоскости М на высоту HS. Высота HS увеличивается постепенно от минимальной вблизи заниженного угла 42 до максимальной вблизи приподнятого угла 40. В предпочтительном варианте минимальная высота переходной поверхности равняется нулю.
Каждая главная боковая поверхность 34 включает первую и вторую главные задние поверхности 62, 64, примыкающие соответственно к первой и второй торцовым поверхностям 28, 30. Каждая первая и вторая главные задние поверхности 62, 64 проходят от соответствующей главной кромки 46 к главной средней линии LI. Первая и вторая боковые опорные поверхности 66, 68 проходят вдоль каждой главной боковой поверхности 34 от первой и второй главных задних поверхностей 62, 64 соответственно к плоской боковой средней поверхности 70, расположенной между ними в основном перпендикулярно к средней плоскости М.
Рассмотрим теперь фиг.6 и 7. В каждом главном поперечном сечении режущей пластины по плоскости, в основном перпендикулярной данной главной боковой поверхности 34, линии пересечения с первой и второй главными задними поверхностями 62, 64 могут быть прямыми или выпукло изогнутыми. Линии пересечения с главными передними поверхностями 54 могут быть прямыми или выпукло изогнутыми. Первая и вторая главные задние линии FF, FS, касательные к первой и второй главным задним поверхностям 62, 64 соответственно, образуют каждая острый внутренний задний угол φ со средней плоскостью М. Задний угол φ может быть постоянным или может изменяться вдоль главной кромки. Изменение заднего угла φ может быть выполнено в соответствии с любым требуемым условием. Первая и вторая боковые опорные поверхности 66, 68 образуют каждая острый угол σ со средней плоскостью М, который может быть в основном постоянным вдоль главной боковой поверхности 34 и равным или больше, чем задний угол φ. В предпочтительном варианте главный задний угол φ равен углу σ вблизи заниженного угла 42 и уменьшается вдоль главной кромки 46 в направлении приподнятого угла 40 таким образом, что определяет винтовой поворот главных задних поверхностей 62, 64. Как лучше всего видно на фиг.8, в каждом вспомогательном поперечном сечении режущей пластины 20 плоскостью, в основном перпендикулярной данной вспомогательной боковой поверхности 36, ее линия пересечения со вспомогательной боковой поверхностью 36 перпендикулярна средней плоскости М.
Теперь обратим внимание на фиг.9-12. Фреза 24 вращается в направлении Z вокруг оси X, определяющей направление спереди - назад, и имеет четыре режущих пластины 20 в соответствии с настоящим изобретением, установленные каждая в гнезде 72, выполненном на переднем торце 74 ее корпуса 22. Следует отметить, что имеющиеся в описании и формуле изобретения термины, определяющие направление, например: «передний», «задний» и т.д. (и производные от них), использованы только с целью иллюстрации и не предназначены для ограничения объема притязаний, обусловленного формулой изобретения. Гнездо 72 под пластину ограничено смежными внутренней и наружной стенками 76, 78, расположенными в основном поперечно к основанию 80 гнезда. На наружной стенке 78 расположена наружная базирующая поверхность 82, а на внутренней стенке 76 расположены передняя и задняя базирующие поверхности 84, 86, размещенные по разные стороны от центральной выборки 88 на внутренней стенке 76. На основании 80 гнезда выполнено резьбовое отверстие 90 для размещения зажимного винта 26, предназначенного для закрепления режущей пластины 20 в гнезде 72.
Когда режущая пластина 20 закреплена в гнезде 72, одна из торцовых поверхностей 28, 30, например первая торцовая поверхность 28, обращена в основном тангенциально вперед в направлении вращения Z фрезы и является рабочей торцовой поверхностью 92. Вторая торцовая поверхность 30 (не показана) является опорной торцовой поверхностью и расположена с возможностью контакта соответствующей опорной поверхности 52 с основанием 80 гнезда. Передняя наружная главная кромка 96 рабочей торцовой поверхности 92 является рабочей главной режущей кромкой 98, а передняя вспомогательная кромка 100 рабочей торцовой поверхности 92 является рабочей вспомогательной режущей кромкой 102, соответствующей рабочей главной режущей кромке 98. Первая боковая опорная поверхность 66 внутренней задней главной боковой поверхности (не показана), расположенная смежно с рабочей торцовой поверхностью 92 и противоположно рабочей главной режущей кромке 98, контактирует с передней и задней базирующими поверхностями 84, 86. Первая боковая опорная поверхность 66 наружной задней главной боковой поверхности (не показана), примыкающая к рабочей торцовой поверхности 92 и к рабочей главной режущей кромке 98, контактирует с наружной базирующей поверхностью 82 гнезда 72.
Режущая пластина 20 и фреза 24, показанные на чертежах, могут быть использованы для торцового фрезерования заготовки (не показана) и обработки 45° уступа на заготовке и, следовательно режущая пластина 20 расположена в гнезде 72 так, что когда фреза 24 вращается вокруг оси X, рабочая главная режущая кромка 98 описывает усеченную коническую поверхность, имеющую образующую G, расположенную под углом η в основном 45° с осью вращения X. Для того чтобы обеспечить высокое качество поверхности заготовки без царапин и других дефектов поверхности, рабочая вспомогательная режущая кромка 102 действует как зачистная кромка 106, приспособленная для обработки плоской поверхности заготовки под углом 90° к оси вращения Х фрезы 24. Рабочая главная режущая кромка 98 образует положительный главный осевой передний угол γA с радиальной плоскостью Р, проходящей через ее приподнятый угол 40 и через ось вращения Х фрезы 24 (лучше всего показано на фиг 12).
Режущая пластина 20, показанная на чертежах, может быть индексирована в гнезде 72 вокруг оси Т ее сквозного отверстия в четырех положениях через 90°, каждое индексирование располагает свежую главную кромку 46 на месте рабочей главной режущей кромки 98. Режущая пластина 20 дополнительно может быть перевернута так, что первая торцовая поверхность 28 станет опорной торцовой поверхностью (не показано), а вторая торцовая поверхность 30 станет рабочей торцовой поверхностью 92, обеспечивающей четыре дополнительные свежие главные кромки 46, которые могут быть индексированы в положение рабочей главной режущей кромки 98. В основном, каждая из главных и вспомогательных кромок 46, 48 является "полностью эффективной" режущей кромкой, т.е. полная длина каждой из главных и вспомогательных кромок может быть использована в операциях обработки в данном положении режущей пластины 20.
Режущая пластина 20 в соответствии с настоящим изобретением предпочтительно изготавливается путем фасонного или инжекционного прессования и последующего спекания металлических или керамических порошков. Периферийная боковая поверхность 32 режущей пластины 20 может быть шлифована для увеличения точности ее позиционирования в гнезде 72, что может быть необходимо при фрезеровании поверхности заготовки высокого качества. Однако в соответствии с настоящим изобретением возможно не будет необходимым шлифовать периферийную боковую поверхность 32 для получения требуемой шероховатости и качества отфрезерованной поверхности на заготовке.
Рассмотрим фиг.13 и 14, показывающие при обработке поверхности 108 заготовки режущую пластину в соответствии с настоящим изобретением, закрепленную в корпусе фрезы в правильном положении (фиг.13) и в отклоненном положении (фиг.14). В правильном положении (фиг.13) зачистная кромка 106 режущей пластины обрабатывает поверхность 108 заготовки первым зачистным участком K1, расположенным на первой зачистной части 110, размещенной между биссекторной плоскостью В и соответствующей рабочей главной режущей кромкой 98. Однако даже при установке в отклоненном положении (фиг.14) зачистная кромка 106 все еще обрабатывает поверхность 108 заготовки вторым зачистным участком К2, расположенным на второй зачистной части 112, проходящей от биссекторной плоскости В в направлении от рабочей главной режущей кромки 98.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от существа изобретения, изложенного в приведенной ниже формуле.
Реферат
Двухсторонняя переворачиваемая и индексируемая режущая пластина имеет идентичные противолежащие первую и вторую торцовые поверхности и периферийную боковую поверхность, расположенную между ними, сквозное крепежное отверстие, проходящее между и открывающееся наружу на первую и вторую торцовые поверхности, среднюю плоскость, расположенную между первой и второй торцовыми поверхностями, ось сквозного отверстия, проходящую перпендикулярно через среднюю плоскость, и Y-кратную поворотную симметрию относительно оси сквозного отверстия. При этом периферийная боковая поверхность включает Y главных боковых поверхностей и Y вспомогательных боковых поверхностей, каждая вспомогательная боковая поверхность соединена с двумя смежными главными боковыми поверхностями и выполнена в виде части цилиндрической поверхности, имеющей заданный радиус, величина которого больше, чем расстояние от вспомогательной боковой поверхности до оси сквозного отверстия. Периферийная боковая поверхность пересекает каждую первую и вторую торцовые поверхности по непрерывной периферийной кромке. Каждая периферийная кромка включает Y главных кромок и Y вспомогательных кромок. При этом каждая главная кромка образована на пересечении соответствующих главной боковой поверхности и первой или второй торцовых поверхностей, а каждая вспомогательная кромка образована на пересечении соответствующих вспомогательной боковой поверхности и первой или второй торцовых поверхностей и соединена с двумя смежными главными кромками, причем каждая главная боковая поверхность включает среднюю поверхность, расположенную поперечно от главной сред
Комментарии