Режущая пластина терешонка и.с. "вихрь - SU1577180A2
Код документа: SU1577180A2
Чертежи
Описание
6 7
Реферат
Изобретение относится к металлообработке . Цель изобретения - повышение производительности обработки. Режущая пластина содержит радиусные выступы , выполненные на боковых гранях 4. Угловые радиусные выступы смещены к центру режущей пластины от плоскостей А и В, в которых расйоло- жены оси радиусных выступов 1, на расстояние б. Режущие выступы наклонены в тело режущей пластины под углами об и (Јг . В процессе обработки срезаемый припуск t разделяется на ступени 1,...Ц. Ступень t, меньше остальных на величину б, псгэтому один, режущий выступ меньше нагружен, чем другой выступ.

Формула
Фиг.1
м
Изобретение относится к металлооб-j
работке.
Целью изобретения является повышение производительности обработки за
счет увеличения Допускаемой подачи посредством уменьшения нагрузки на
угловой радиусный выступ режущей пластины .
На фиг. 1 показана режущая пласти-
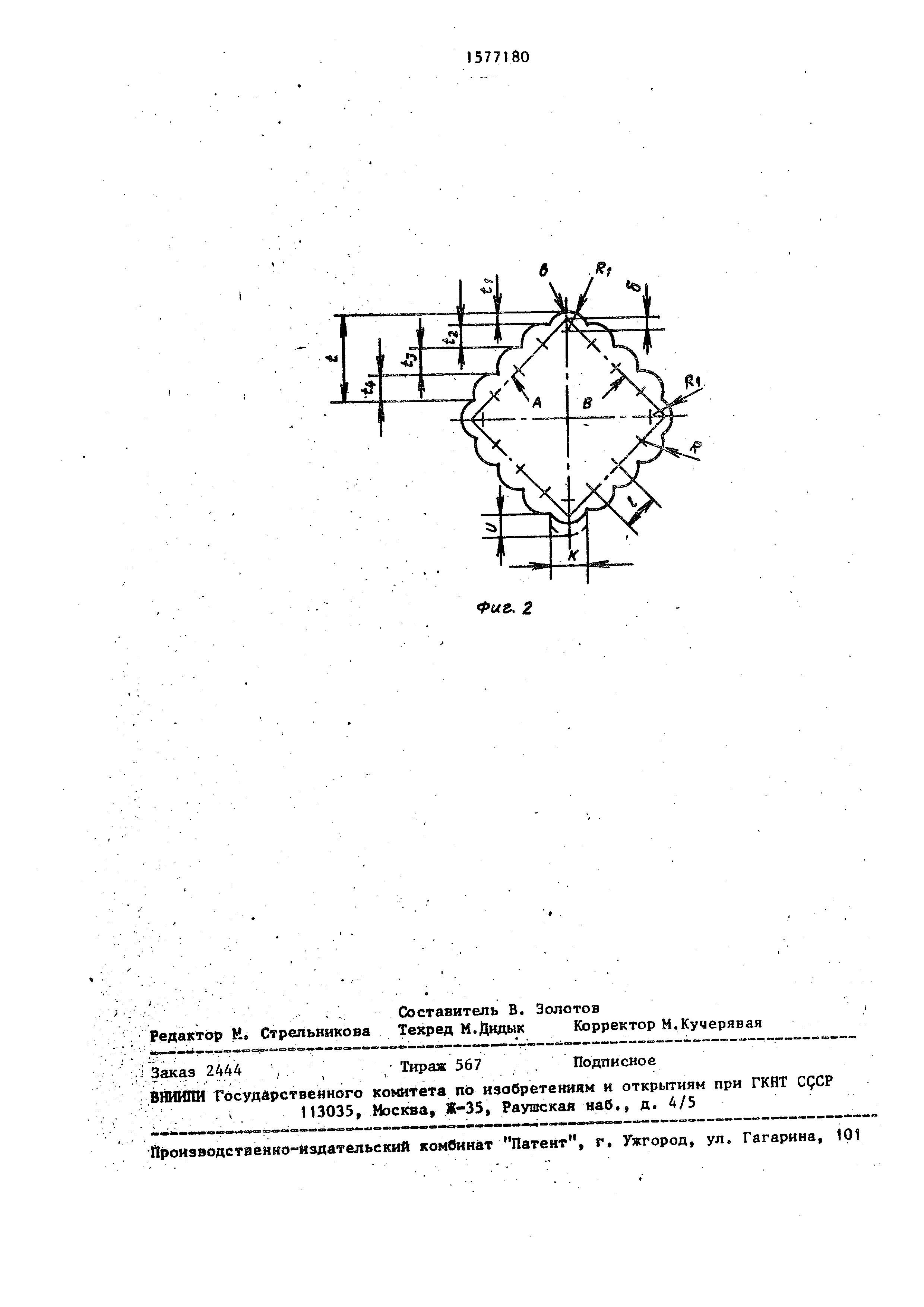
на в аксонометрической проекции; на фиг. 2 - то же, виД сверху.
Режущая пластина содержит радиусные выступы 1, которые наклонены в тело пластины под углом об , равным
требуемому заднему углу режущей пластины . По линиям 2 и 3 сопряжения поверхностей
радиусных выступов с задними гранями 4 каждый выступ имеет форму клина с углом о , вершина
которого обращена к опорной поверхности 5 режущей пластины. Расстояние
1 между осями симметрии радиусных выступов выполнено меньше двух радиусов
R выступа, поэтому их кромки в плоскости передней поверхности 6 пластины соединены одна с другой и
образуют дугообразные режущие кромки 7, которые состоят из соединенных одна
с другой дуг а. Угловые выступы режущей плистины имеют форму цилиндров
8S осевые линии 9 которых наклонены к оси симметрии режущей пластины
под углом оЈг который является задним углом при вершине режущей пласти-
вы Величина R радиусных средних выступов 1 и R-i угловых цилиндров .8
выполнены равными. Осевые линии 9 угловых выступов смещены к центру режущей
пластины относительно точки в пересечения передней поверхности 6
с плоскостями А и В, проходящими через оси радиусных выступов на смежных
боковых гранях, причем величина смещения б меньше радиуса R выступа.
При изготовлении режущей пластины без смещения осей угловых выступов
к центру пластины последние выступа- ( йт от смежных радиусных выступов на
расстояние и, превышающее радиус выступа , поэтому при вершине режущей
пластины создается наиболее опасное
сечение К, по которому определяется
подача в процессе обработки.
При смещении осевых линий 9 к
центру режущей пластины, кромки угловых выступов выступают от смежных
радиусных выступов на расстояние меньшее расстояния и на величину б.
Расстояние б должно быть меньше величины радиуса R и определяется в
зависимости от обрабатываемого материала и прочности режущей пластины.
В процессе обработки срезаемый припуск t разделяется на ступени {...Ц., соответствующие количеству
радиусных выступов I. При этом глубина припуска t, срезаемая угловым радиусным
выступом PJ, меньше t. ...Ц на величину б смещения осевых линий
9 к цейтру режущей пластины, следова- тельно, и сила резания, действующая
на угловой выступ R,, меньше, чем на остальные.
При использовании во сЬрезах режущие пластины устанавливают в корпусе
фрезы так, что радиусные выступы соседних пластин расположены в шахматном
порядке, поэтому срезаемый Фрезой припуск разделяется на ступени, количество
которых в 2 раза больше, чем радиусных выступов на одной грани режущей пластины.
Использование предлагаемой пластины позволяет повысить производительность
обработки за счет увеличения подачи вследствие уменьшения силы резания
, действующей на вершину режущей пластины.
Формула изобрет ения
Режущая пластина по авт. св. .
№ 1230748, отличающаяся тем, что,-с целью повышения производительности обработки, оси угловых
радиусных выступов смещены к центру режущей пластины относительно точки
пересечения передней поверхности с плоскостями, проходящими через оси
радиусных, выступов на. смежных боковых , гранях режущей пластины, причем
величина смещения принимается меньше радиуса выступа.
Составитель В. Золотов Редактор М, Стрельникова Техред М.Дидык Корректор М.Кучерявая
Заказ 2444
Тираж 567
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ CXJCP у 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фи&. 2
Подписное
Комментарии