Режущий инстумент - SU1227354A1
Код документа: SU1227354A1
Чертежи
Описание
Изобретение относится к металлообработке .
Цель изобретения - повышение стойкости режущего инструмента посредством уменьшения площади контакта задней поверхности с обрабатываемой деталью.
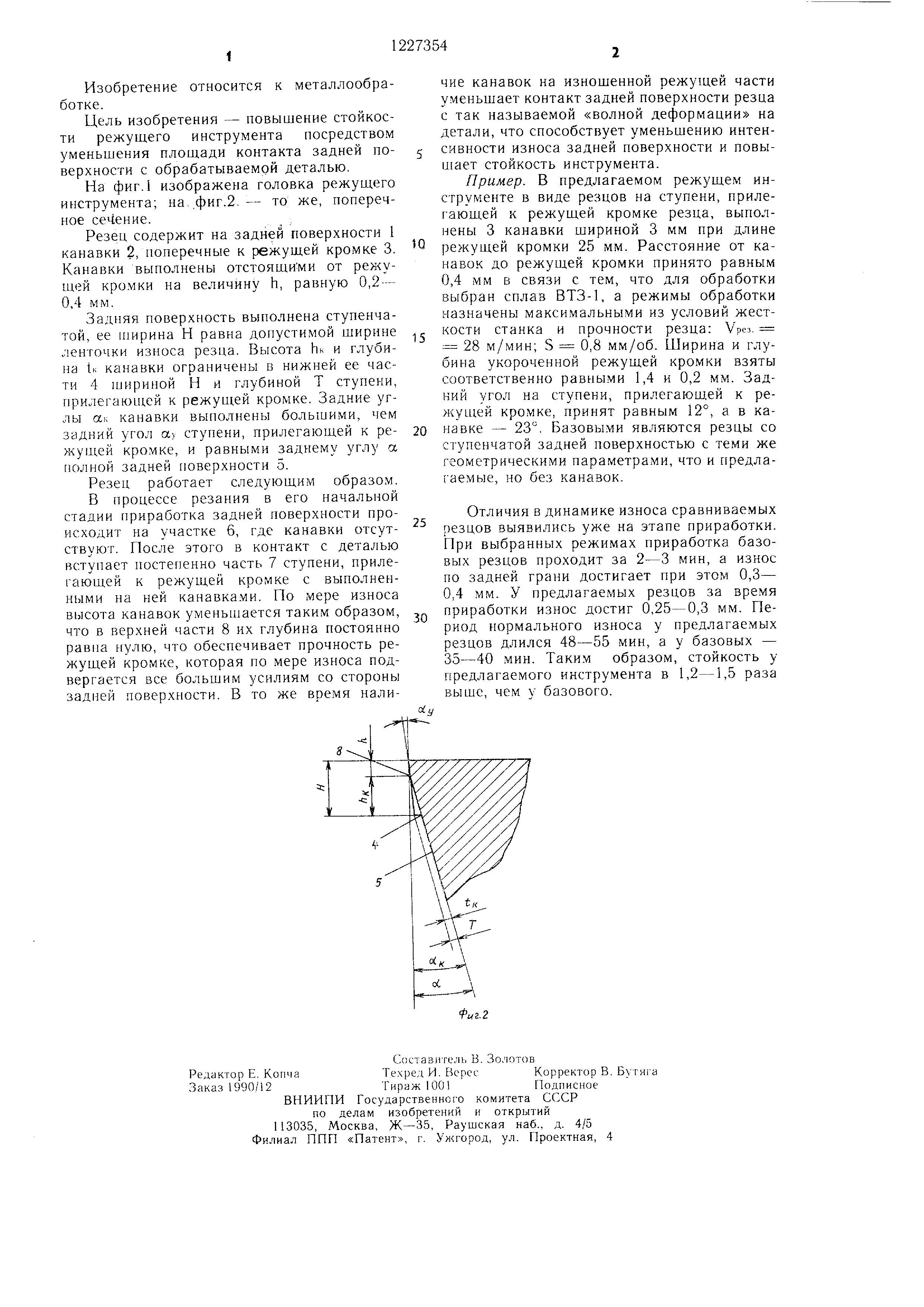
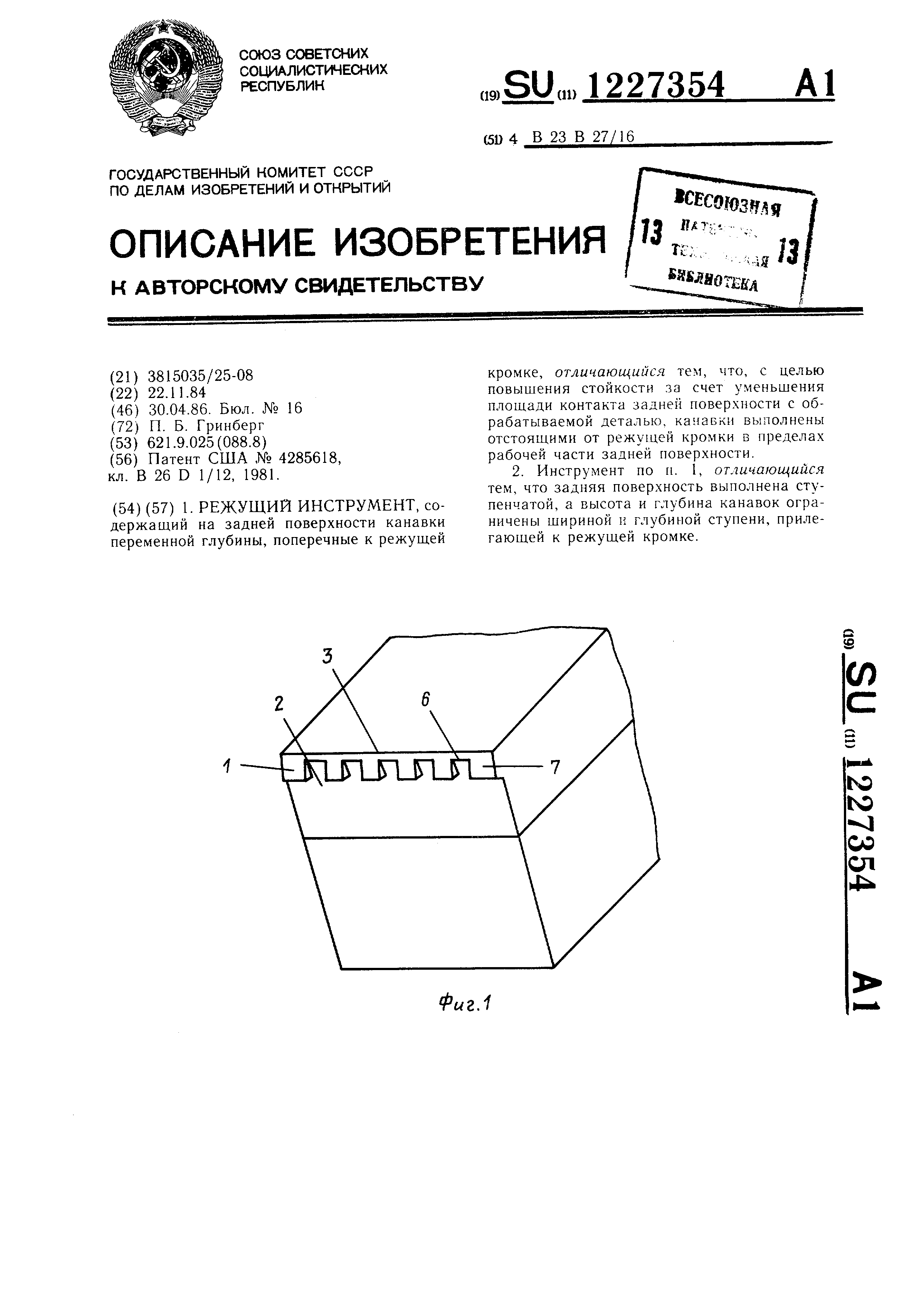
На фиг.1 изображена головка режущего инструмента; на, фиг.2.- то же, поперечное сечение.
Резец содержит на задней поверхности 1 канавки 2, поперечные к режущей кромке 3. Канавки выполнены отстоящи ми от режущей кромки на величину h, равную 0,2 - 0,4 мм.
Задняя поверхность выполнена ступенчатой , ее ширина Н равна допустимой щирине ленточки износа резца. Высота Нк и глубина 1к канавки ограничены в нижней ее части 4 шириной Н и глубиной Т ступени, прилегаюп1,ей к режущей кромке. Задние углы ак канавки выполнены большими, чем задний угол ау ступени, прилегающей к режущей кромке, и равными заднему углу а 10ЛНОЙ задней поверхности 5.
Резец работает следующим образом.
В процессе резания в его начальной стадии приработка задней поверхности происходит на участке 6, где канавки отсутствуют . После этого в контакт с деталью вступает постепенно часть 7 ступени, прилегающей к режущей кромке с выполненными на ней канавками. По мере износа высота канавок уменьшается таким образом, что в верхней части 8 их глубина постоянно равпа нулю, что обеспечивает прочность режущей кромке, которая по мере износа подвергается все бoльoJим усилиям со стороны задней поверхности. В то же время нали
чие канавок на изношенной режущей части уменьшает контакт задней поверхности резца с так называемой «волной деформации на детали, что способствует уменьшению интенсивности износа задней поверхности и повы- niaeT стойкость инструмента.
Пример. В предлагаемом режущем инструменте в виде резцов на ступени, прилегающей к режущей кромке резца, выполнены 3 канавки шириной 3 мм при длине режущей кромки 25 мм. Расстояние от канавок до режущей кромки принято равным 0,4 мм в связи с тем, что для обработки выбран сплав ВТЗ-1, а режимы обработки назначены максимальными из условий жесткости станка и прочности резца: Урез. : 28 м/мин; S 0,8 мм/об. Ширина и глубина укороченной режущей кромки взяты соответственно равными 1,4 и 0,2 мм. Задний угол на ступени, прилегающей к режущей кромке, принят равным 12°, а в канавке - 23°. Базовыми являются резцы со ступенчатой задней поверхностью с теми же геометрическими параметрами, что и предлагаемые , но без канавок.
Отличия в динамике износа сравниваемых резцов выявились уже на этапе приработки. При выбранных режимах приработка базовых резцов проходит за 2-3 мин, а износ по задней грани достигает при этом 0,3- 0,4 мм. У предлагаемых резцов за время приработки износ достиг 0,25-0,3 мм. Период нормального износа у предлагаемых резцов длился 48-55 мин, а у базовых - 35-40 мин. Таким образом, стойкость у предлагаемого инструмента в 1,2-1,5 раза выше, чем v базового.
Фиг.2
Составитель В. Золотев
Редактор Е. КопчаТехред И. ВересКорректор В. Бутига
Заказ 1990/12Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений н открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Реферат
Формула
Комментарии