Многокассетный режущий инструмент и расточный узел для колес подвижного состава - RU2475339C2
Код документа: RU2475339C2
Чертежи



Описание
Уровень техники
Режущие инструменты с круглыми режущими пластинами такие, как фрезы, расточные оправки и т.п., часто могут справляться с множеством профилирующих операций - от чистовой обработки до черновой обработки. Обычно круглые режущие пластины создают чистовую поверхность при конкретной скорости подачи, поскольку круглая кромка действует как обтирочное устройство. В настоящее время режущие инструменты содержат четыре круглые режущие пластины, установленные на корпусе резца, причем две режущие пластины выполняют операцию чернового резания, а другие две режущие пластины выполняют операцию чистового резания. Тем не менее, отмечено, что в случае режущих инструментов, имеющих четыре круглые режущие пластины, скорости подачи и срок службы режущих пластин являются недостаточными для некоторых случаев применения для обработки и некоторых конкретных обрабатываемых материалов. Таким образом, существует необходимость в создании режущего инструмента, рассчитанного на более высокие скорости подачи, при одновременном продлении срока службы режущей пластины.
Раскрытие изобретения
Вкратце, в соответствии с одним из аспектов изобретения предлагается многокассетный режущий инструмент, содержащий державку, имеющую по меньшей мере пять гнезд под кассету, каждое из которых имеет пару боковых стенок, нижнюю стенку и заднюю стенку. Задняя стенка гнезд под кассету расположена на разных радиальных расстояниях, а нижняя стенка гнезд под кассету расположена на разных осевых расстояниях. Кассета для вставки режущей пластины выполнена с возможностью установки в соответствующее гнездо под кассету. Режущая пластина выполнена с возможностью установки в соответствующую кассету для вставки режущей пластины, причем каждая режущая пластина имеет режущую кромку, причем множество режущих пластин расположены на разных осевых и радиальных расстояниях от центральной, продольной оси державки для выполнения множества операций механической обработки.
В соответствии с другим аспектом изобретения предлагается расточный узел для колес подвижного состава, содержащий опорный стол для колес подвижного состава, множество выравнивающих колесо держателей, опирающихся на опорный стол для колес подвижного состава, и многокассетный режущий инструмент. Многокассетный режущий инструмент содержит державку, имеющую по меньшей мере пять гнезд под кассету, каждое из которых имеет пару боковых стенок, нижнюю стенку и заднюю стенку. Задняя стенка гнезд под кассету расположена на разных радиальных расстояниях, а нижняя стенка гнезд под кассету расположена на разных осевых расстояниях. Кассета для вставки режущей пластины выполнена с возможностью установки в соответствующее гнездо под кассету. Режущая пластина выполнена с возможностью установки в соответствующую кассету для вставки режущей пластины, причем каждая режущая пластина имеет режущую кромку, причем множество режущих пластин расположены на разных осевых и радиальных расстояниях от центральной, продольной оси державки для выполнения множества операций механической обработки.
В соответствии с еще одним аспектом изобретения предлагается способ удаления материала с обрабатываемой детали, который включает следующие этапы, на которых обеспечивают многокассетный режущий инструмент с державкой, имеющей по меньшей мере пять гнезд под кассету, каждое из которых имеет пару боковых стенок, нижнюю стенку и заднюю стенку, причем задняя стенка гнезд под кассету расположена на разных радиальных расстояниях, а нижняя стенка гнезд под кассету расположена на разных осевых расстояниях, кассетой для вставки режущей пластины, выполнена с возможностью установки в соответствующее гнездо под кассету, и режущей пластиной, выполненной с возможностью установки в соответствующую кассету для вставки режущей пластины, причем каждая режущая пластина имеет режущую кромку, при этом множество режущих пластин расположены на разных осевых и радиальных расстояниях от центральной, продольной оси державки для выполнения множества операций механической обработки; и перемещают режущий инструмент относительно обрабатываемой детали для выполнения множества операций механической обработки.
В соответствии с еще одним аспектом изобретения предлагается способ расточки ступицы колеса подвижного состава, который включает следующие этапы, на которых:
обеспечивают опорный стол для поддержания колеса подвижного состава;
обеспечивают расточную оправку с державкой, имеющей по меньшей мере пять гнезд под кассету, каждое из которых имеет пару боковых стенок, нижнюю стенку и заднюю стенку, причем задняя стенка гнезд под кассету расположена на разных радиальных расстояниях, а нижняя стенка гнезд под кассету расположена на разных осевых расстояниях, кассетой для вставки режущей пластины выполненной с возможностью установки в соответствующее гнездо под кассету, и режущей пластиной, выполненной с возможностью установки в соответствующую кассету для вставки режущей пластины, при этом каждая режущая пластина имеет режущую кромку, причем множество режущих пластин расположены на разных осевых и радиальных расстояниях от центральной, продольной оси державки для выполнения множества операций механической обработки; и
перемещают расточную оправку относительно колеса подвижного состава для выполнения множества операций механической обработки, тем самым растачивая колесо подвижного состава.
Краткое описание графического материала
Эти и другие отличительные признаки, аспекты и преимущества настоящего изобретения станут понятнее при прочтении последующего подробного описания со ссылками на прилагаемые чертежи, на которых одинаковые элементы обозначены одинаковыми ссылочными позициями, где:
Фиг.1 представляет собой вид сбоку многокассетного режущего инструмента с множеством гнезд под кассету и соответствующим числом кассет для вставки режущих пластин с установленными в них режущими пластинами в соответствии с одним вариантом осуществления изобретения;
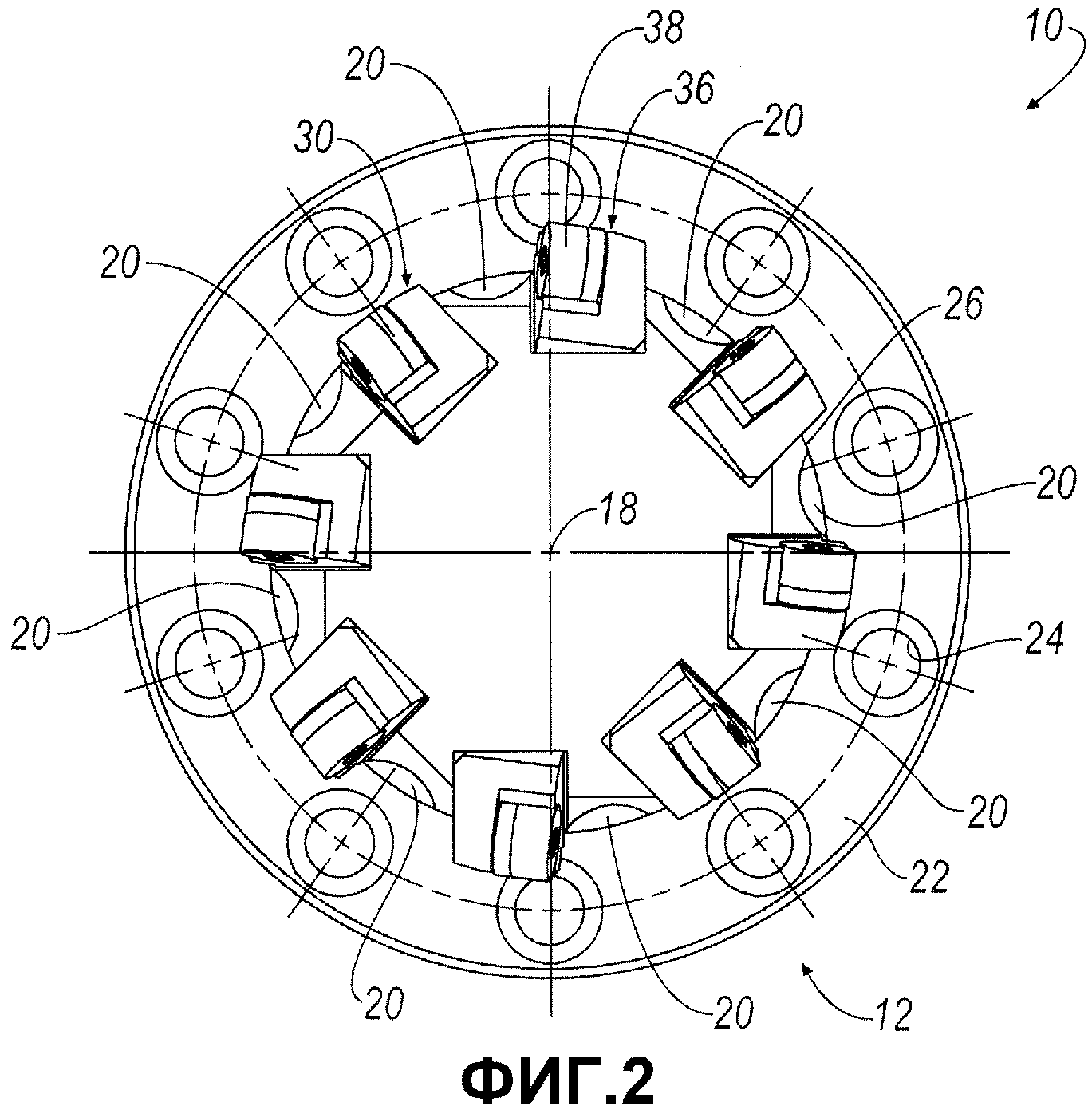
Фиг.2 представляет собой вид спереди многокассетного режущего инструмента, показанного на фиг.1;
Фиг.3 представляет собой вид сбоку державки многокассетного режущего инструмента, показанного на фиг.1, без установленных в нее режущих пластин;
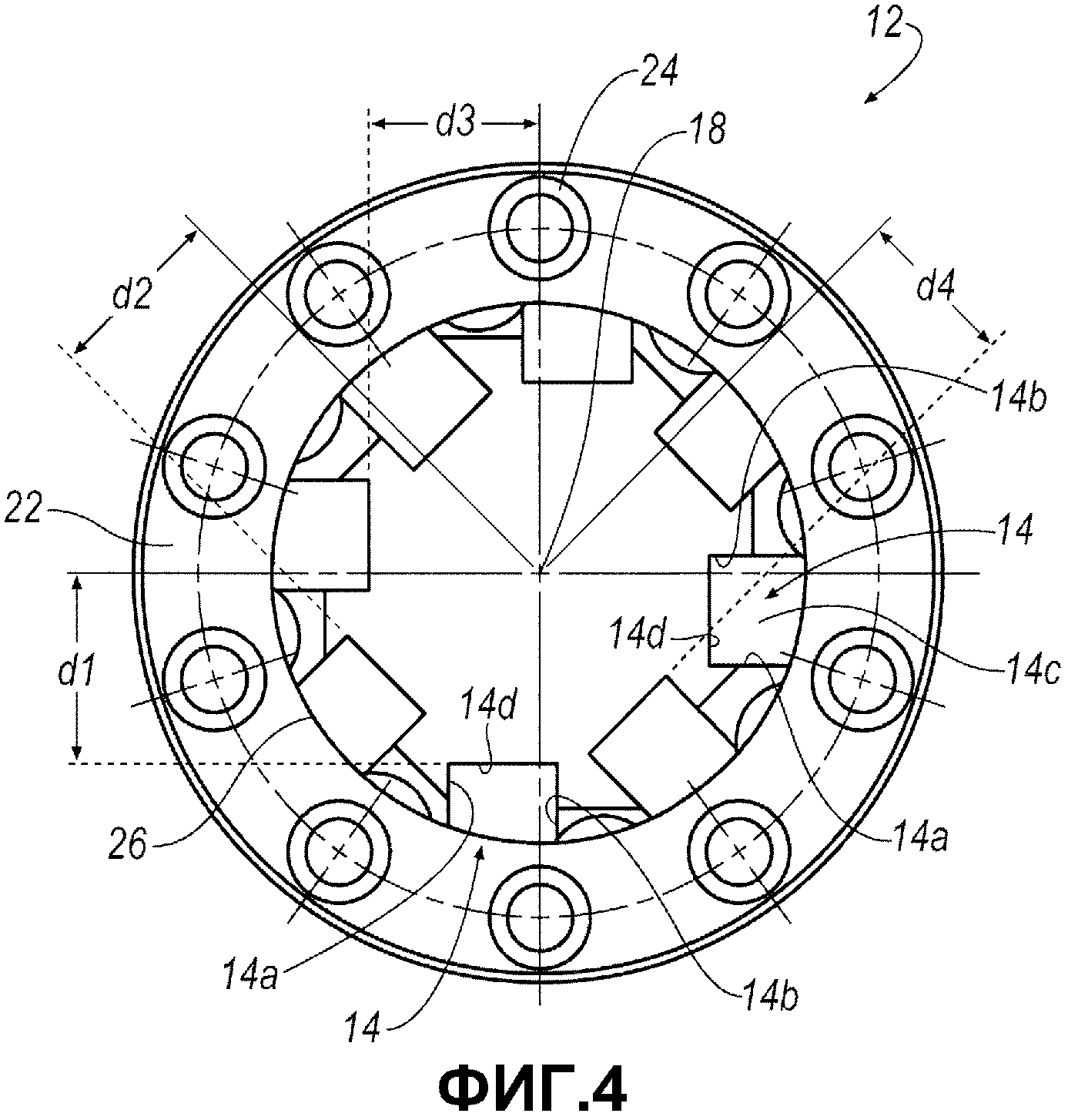
Фиг.4 представляет собой вид спереди державки многокассетного режущего инструмента, показанного на фиг.3;
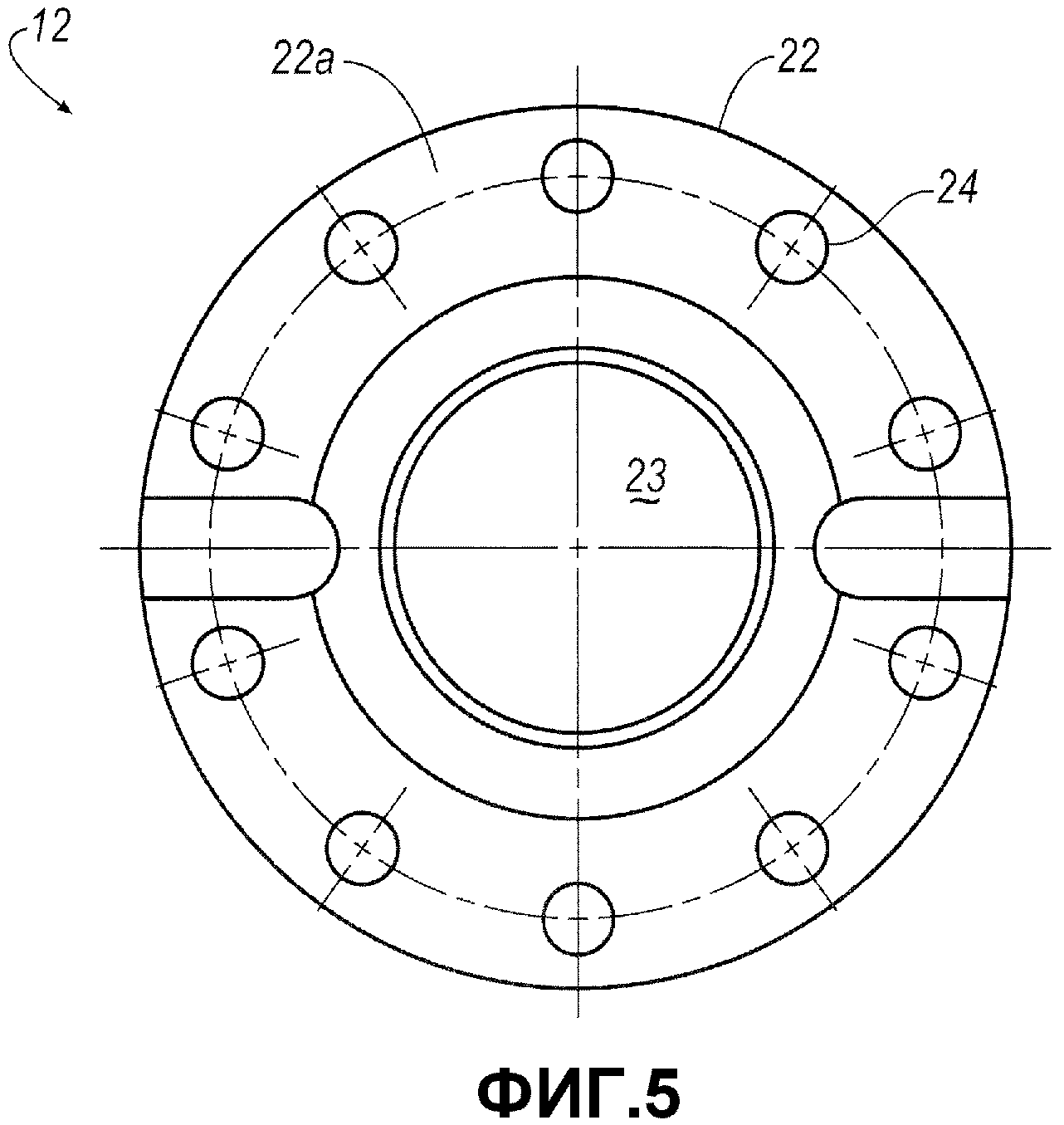
Фиг.5 представляет собой вид сзади державки многокассетного режущего инструмента, показанного на фиг.3;
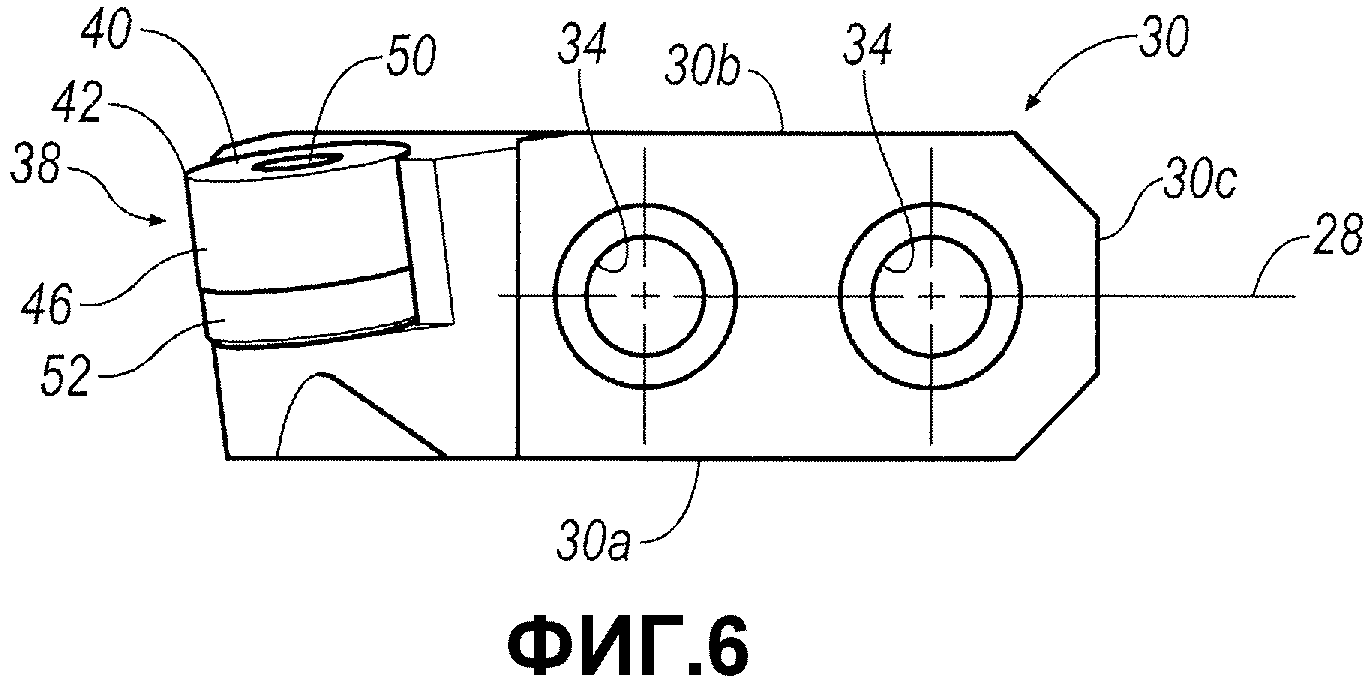
Фиг.6 представляет собой вид сбоку кассеты для вставки режущей пластины, показанной на фиг.1, в соответствии с одним вариантом осуществления изобретения;
Фиг.7 представляет собой вид сбоку в перспективе кассеты для вставки режущей пластины, показанной на фиг.1;
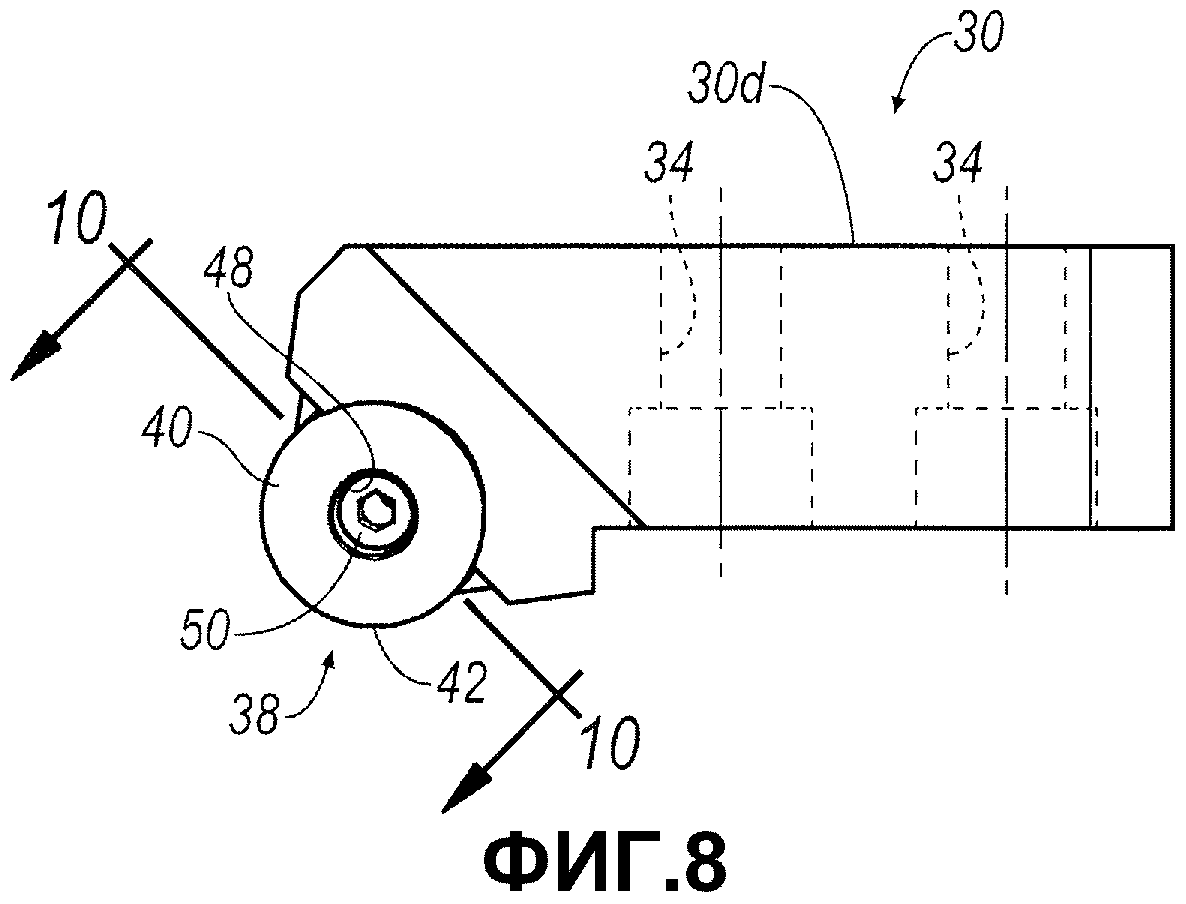
Фиг.8 представляет собой вид сверху кассеты для вставки режущей пластины, показанной на фиг.1;
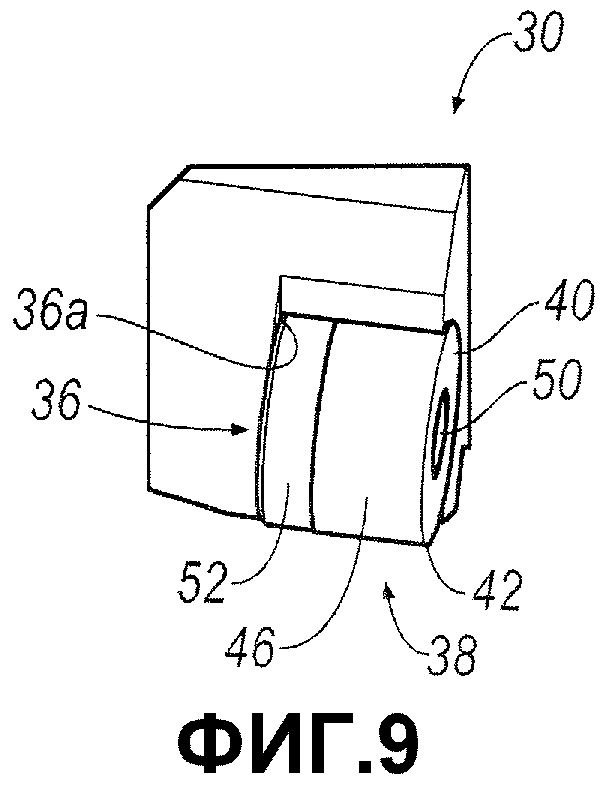
Фиг.9 представляет собой вид с торца кассеты для вставки режущей пластины, показанной на фиг.1;
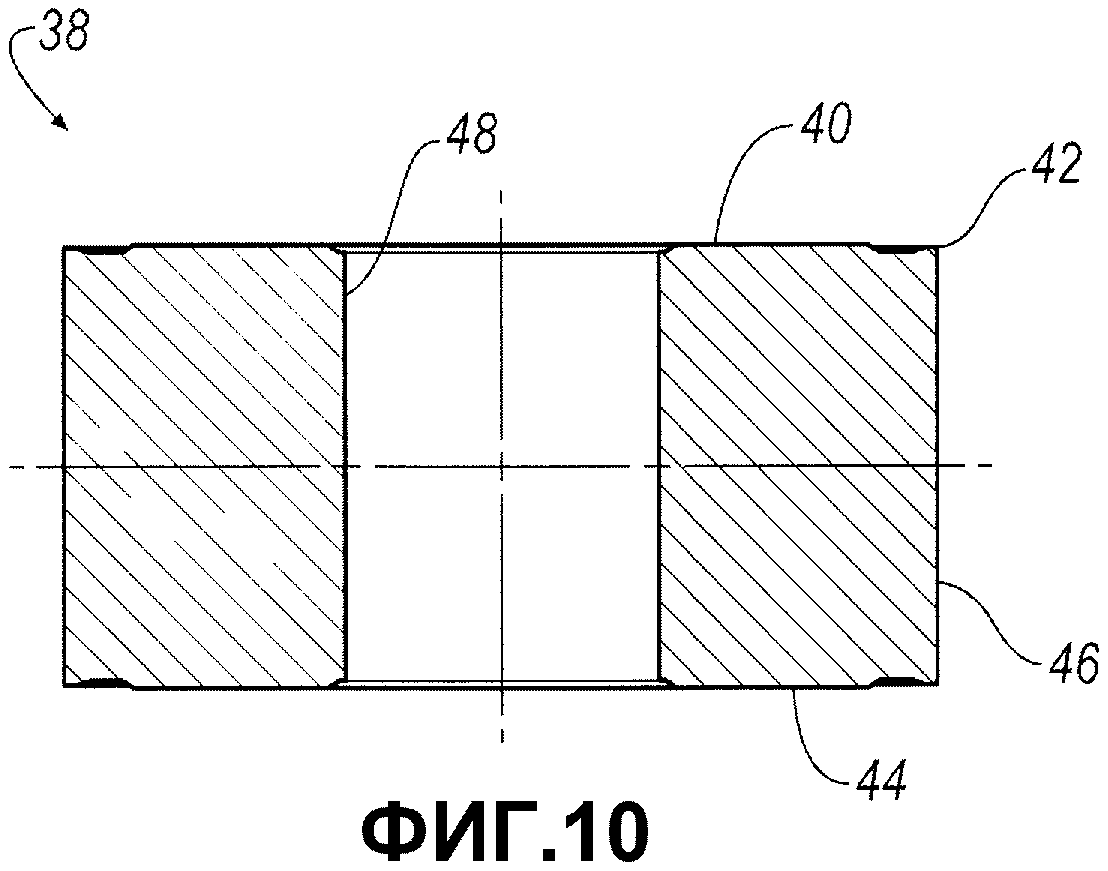
Фиг.10 представляет собой разрез режущей пластины в соответствии с одним вариантом осуществления изобретения, установленной в кассету для вставки режущей пластины, по линии 10-10 на фиг.8;
Фиг.11 представляет собой вид в перспективе расточного узла для колес подвижного состава в соответствии с одним вариантом осуществления изобретения; и
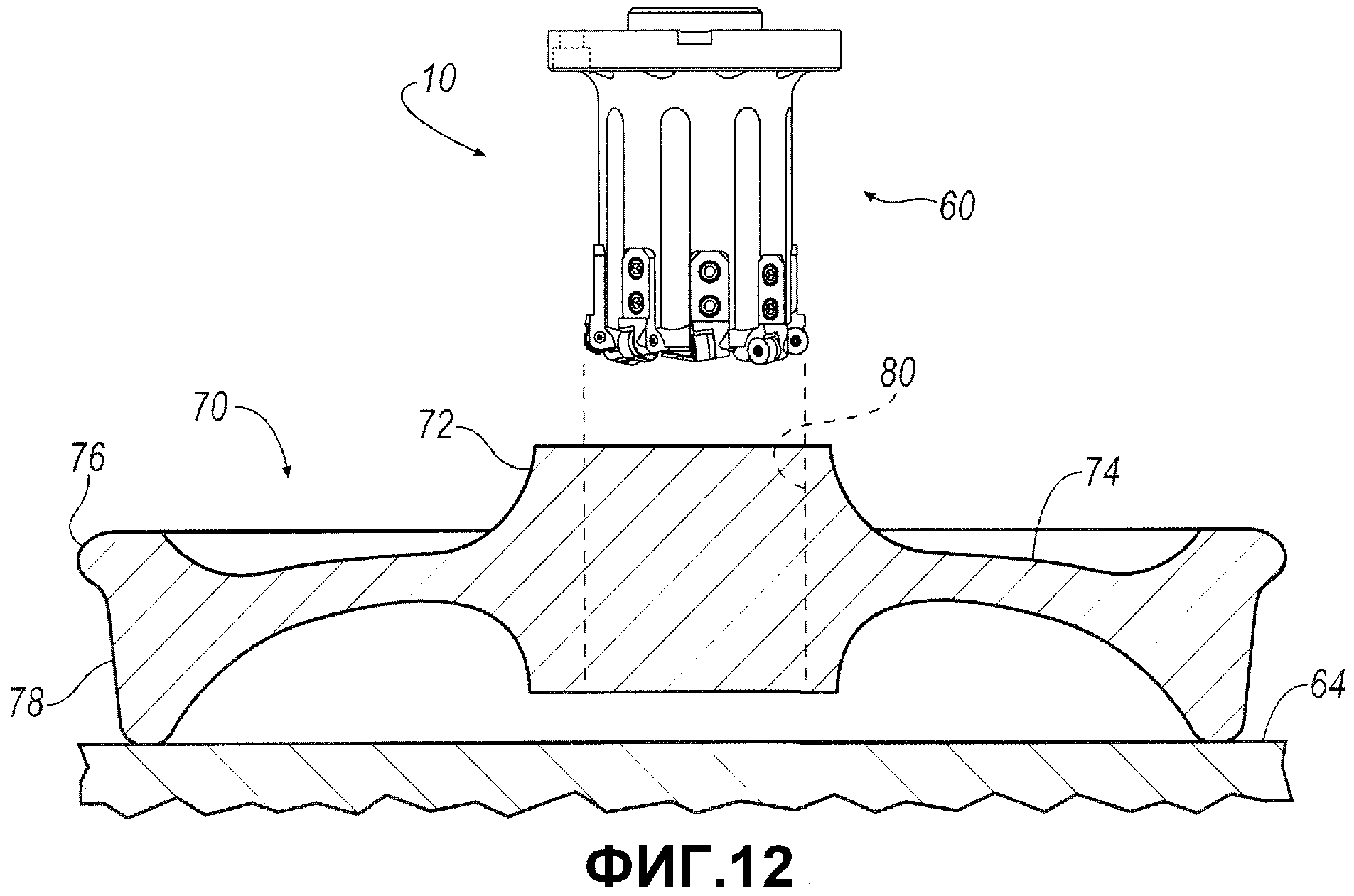
Фиг.12 представляет собой частичный разрез расточного узла для колес подвижного состава по линии 12-12 на фиг.11.
Подробное описание изобретения
В соответствии с принципами настоящего изобретения режущий инструмент содержит державку с четным числом гнезд под кассету более четырех гнезд, например шесть, восемь, десять, двенадцать и т.д., на режущем конце державки. Возможно, что режущий инструмент может иметь и нечетное число гнезд более четырех, например пять, семь, девять, одиннадцать и т.д. Гнезда расположены по окружности на равном расстоянии друг от друга. Каждое гнездо под кассету имеет пару боковых стенок, нижнюю стенку и заднюю стенку. Задняя стенка гнезд под кассету расположена на разных радиальных расстояниях, а нижняя стенка гнезд под кассету расположена на разных осевых расстояниях. Кассета для вставки режущей пластины выполнена с возможностью установки в соответствующее гнездо под кассету. Режущая пластина выполнена с возможностью установки в соответствующую кассету для вставки режущей пластины. Первая группа режущих пластин содержит половину режущих пластин, следующих друг за другом, а вторая группа режущих пластин содержит другую половину режущих пластин, расположенных диаметрально противоположно первой группе. В случае режущих инструментов с нечетным числом режущих пластин, между первой и второй группами располагалась бы третья группа, содержащая одну режущую пластину. Режущие кромки первой группы и второй группы расположены на разных осевых и радиальных расстояниях от центральной, продольной оси державки для выполнения разных операций механической обработки таких, как операция чистовой обработки, операция получистовой обработки, операция получерновой обработки, операция черновой обработки и т.п. В случае режущих инструментов с нечетным числом режущих пластин, третья группа могла бы выполнять те же операции механической обработки, что и одна из режущих пластин первой и второй групп, или отличающуюся операцию механической обработки.
В варианте осуществления, который показан на фиг.1-5, режущий инструмент 10 содержит расточную оправку, имеющую державку 12 с восемью гнездами 14 под кассету, равноотстоящими относительно друг от друга на угол примерно сорок пять (360/8=45) градусов и на режущем конце 12a державки 12. Каждое гнездо 14 под кассету содержит пару противоположных боковых стенок 14a, 14b, нижнюю стенку 14c и заднюю стенку 14d. Как показано на фиг.3, продольная ось 28 каждого гнезда 14 по существу параллельна центральной, продольной оси 18 державки 12. Пара резьбовых отверстий 16 выполнена таким образом, что проходит в радиальном направлении от задней стенки 14d каждого гнезда 14 в сторону центральной, продольной оси 18 державки 12. В проиллюстрированном варианте осуществления резьбовые отверстия 16 находятся на продольной оси 28 гнезда 14 под кассету. Рядом с каждым гнездом 14 под кассету выполнена проходящая в продольном направлении канавка 20, предназначенная для обеспечения эффективного отвода стружки. В проиллюстрированном варианте осуществления каждая канавка 20 имеет вогнутый или тарельчатый профиль относительно наружной поверхности державки 12. Державка 12 содержит фланцевый элемент 22 и элемент 23 цилиндрической формы для соединения с электродвигателем на дальнем от режущего конца 12a конце, предназначенные для соединения режущего инструмента 10 с приводным электродвигателем, например, с частью для главного электродвигателя расточного узла для колес подвижного состава (фиг.11). Фланцевый элемент 22 содержит множество установочных отверстий 24, позволяющих соединить режущий инструмент 10 с приводным электродвигателем. В проиллюстрированном варианте осуществления режущий инструмент 10 имеет в общем десять установочных отверстий 24. Однако этим числом установочных отверстий настоящее изобретение не ограничивается; оно может осуществляться на практике с любым требуемым числом установочных отверстий, которое будет достаточным для установки режущего инструмента 10 на металлорежущем станке.
Как показано на фиг.4, задняя стенка 14d четырех соседних гнезд 14 под кассету из восьми гнезд 14, образующих первую группу, расположена от центральной, продольной оси 18 державки 12 на радиальных расстояниях d1, d2, d3 и d4 соответственно. В проиллюстрированном варианте осуществления радиальное расстояние d1 больше, чем радиальное расстояние d2, радиальное расстояние d2 больше, чем радиальное расстояние d3, и радиальное расстояние d3 больше, чем радиальное расстояние d4. Задняя стенка 14d других четырех соседних гнезд 14 под кассету, образующих вторую группу, также расположена на четырех разных радиальных расстояниях d1, d2, d3 и d4 соответственно. В результате, задняя стенка 14d двух гнезд 14 под кассету в первой и второй группах, расположенных напротив друг друга, находится примерно на одинаковом радиальном расстоянии от центральной, продольной оси 18 державки 12. Следует отметить, что боковые стенки 14a и 14b каждого гнезда 14 имеют разную глубину относительно наружной поверхности 26 державки 12, поскольку каждое гнездо 14 под кассету не совпадает радиально с центральной, продольной осью 18 державки 12.
В дополнение к тому, что задняя стенка 14d гнезда 14 под кассету первой группы расположена на четырех разных радиальных расстояниях d1, d2, d3 и d4 относительно центральной, продольной оси 18 державки 12, и нижняя стенка 14c гнезд 14 под кассету первой группы расположена на четырех разных осевых расстояниях a1, a2, a3 и a4 относительно торца 22a фланцевого элемента 22 державки 12. В частности, нижняя стенка 14c четырех соседних гнезд 14 под кассету в первой группе расположена на четырех разных осевых расстояниях a1, a2, a3 и a4 относительно торца 22a фланцевого элемента 22 державки 12, как показано на фиг.3. Аналогичным образом, другие четыре соседних гнезда 14 под кассету во второй группе также расположены на четырех разных осевых расстояниях a1, a2, a3 и a4. В результате, нижняя стенка 14c двух гнезд 14 под кассету первой и второй групп, расположенных напротив друг друга, находится примерно на одинаковом осевом расстоянии от торца 22a фланцевого элемента 22 державки 12.
Со ссылкой на фиг.6-9, режущий инструмент 10 также содержит множество кассет 30 для вставки режущих пластин, выполненный с возможностью приема в гнезда 14 под кассету державки 12. В проиллюстрированном варианте осуществления кассеты 30 по существу идентичны. Каждая кассета 30 установлена в соответствующее гнездо 14 с помощью установочных винтов 33 (фиг.1), которые вставляются через отверстия 34 в кассете 30 и вкручиваются в резьбовые отверстия 16 державки 12. В проиллюстрированном варианте осуществления отверстия 34 расположены по существу на продольной оси 28 гнезда 14 под кассету, подобно резьбовым отверстиям 16 державки 12. Каждая кассета 30 содержит пару по существу параллельных боковых стенок 30a, 30b, нижнюю стенку 30c и заднюю стенку 30d. При установке в гнездо 14 под кассету державки 12 боковые стенки 30a, 30b кассеты 30 касаются боковых стенок 14a, 14b гнезда 14, нижняя стенка 30c кассеты 30 касается нижней стенки 14c гнезда 14, а задняя стенка 30d кассеты 30 касается задней стенки 14d гнезда, благодаря чему обеспечивается надежное удерживание кассеты 30.
Каждая кассета 30 для вставки режущей пластины содержит гнездо 36 для вставки режущей пластины, предназначенное для установки в него режущей пластины 38. Как показано на фиг.10, режущая пластина 38 представляет собой обычную круглую режущую пластину, имеющую верхнюю поверхность 40, заканчивающуюся кольцевой режущей кромкой 42, и нижнюю поверхность 44, которая зацепляется с нижней стенкой 36a (фиг.7) гнезда 36, когда режущая пластина 38 вставлена в гнездо 36. Режущая пластина 38 также имеет боковую стенку 46 в виде усеченного конуса, соединяющуюся с верхней поверхностью 40 и нижней поверхностью 44. Отверстие 48 под винт (показано индикатором) проходит по центру через державку режущей пластины 38 и предназначено для приема зажимного винта с резьбой 50 (фиг.1). Между нижней стенкой 36a гнезда 36 и режущей пластиной 38 может размещаться дополнительная регулировочная прокладка 52. В одном варианте осуществления режущая пластина 38, вставленная в гнездо 36 для вставки режущей платины, образует отрицательный передний угол. Однако настоящее изобретение может реализовываться на практике и с режущей пластиной 38, при вставке в гнездо 36 для вставки режущей платины, имеющей положительный передний угол. Следует отметить, что настоящее изобретение не ограничивается этой формой режущей пластины может реализовываться на практике и с другими требуемыми формами режущей пластины такими, как квадратная, прямоугольная, треугольная и т.п.
Со ссылкой на фиг.1, образованы четыре разных радиальных расстояния d1, d2, d3 и d4 от центральной, продольной оси 18, на которые отстоит задняя стенка 14d гнезд 14 под кассету в каждой группе, и образованы четыре разных осевых расстояния a1, a2, a3 и a4, на которые нижняя стенка 14c гнезд 14 под кассету в каждой группе отстоит от торца 22a державки, при этом каждая режущая кромка каждой режущей пластины 38 находится в заданном радиальном и осевом положении относительно центральной, продольной оси 18 державки 12, когда кассета 30 для вставки режущей пластины установлена в гнездо 14 под кассету.
В частности, режущие кромки 42 режущих пластин 38, установленных в двух противоположных гнездах 14 под кассету на осевом расстоянии a1 и радиальном расстоянии d1 в первой и второй группах, имеют наибольшее радиальное расстояние r1 друг от друга для выполнения чистовой обработки обрабатываемой детали (не показанной). Режущие кромки 42 режущих пластин 38, установленных в двух противоположных гнездах 14 под кассету на осевом расстоянии a2 и радиальном расстоянии d2 в первой и второй группах, имеют второе наибольшее радиальное расстояние r2 друг от друга для выполнения получистовой обработки обрабатываемой детали. Режущие кромки 42 режущих пластин 38, установленных в двух противоположных гнездах 14 под кассету на осевом расстоянии a3 и радиальном расстоянии d3 в первой и второй группах, имеют третье наибольшее радиальное расстояние r3 друг от друга для выполнения получернового резания обрабатываемой детали. Режущие кромки 42 режущих пластин 38, установленных в двух противоположных гнездах 14 под кассету на осевом расстоянии a4 и радиальном расстоянии d4 в первой и второй группах, имеют наименьшее радиальное расстояние r4 друг от друга для выполнения черновой обработки обрабатываемой детали. В результате, режущий инструмент 10 проиллюстрированного варианта осуществления изобретения обеспечивает две режущие кромки 42 для выполнения чистовой обработки, две режущие кромки 42 для выполнения получистовой обработки, две режущие кромки 42 для выполнения получерновой обработки и две режущие кромки 42 для выполнения черновой обработки.
При работе режущий инструмент 10 перемещается относительно обрабатываемой детали (не показана). Например, режущий инструмент 10 может перемещаться линейно по центральной оси обрабатываемой детали, когда обрабатываемая деталь вращается, или режущий инструмент 10 может вращаться относительно центральной, продольной оси 18, когда обрабатываемая деталь линейно перемещается по своей центральной оси.
Во время разных операций механической обработки обрабатываемая деталь представляет множество разных состояний поверхности. Одним из состояний поверхности является предварительно механически обработанная поверхность до начала какой-либо операции механической обработки на ней. Другие состояния поверхности включают, но не ограничиваются, шероховатую поверхность, полушероховатую поверхность и чистовую поверхность.
В одном варианте осуществления режущий инструмент 10 представляет собой расточную оправку, а обрабатываемая деталь представляет собой колесо 70 подвижного состава. Колесо 70 подвижного состава имеет центральную часть 72 ступицы, диск 74, который проходит от части 72 ступицы до реборды 76 и поверхности 78 катания. Колесо 70 подвижного состава обычно изготавливается как стальная отливка, но могло бы изготавливаться и как стальная поковка. Колесо 70 подвижного состава может иметь диаметр примерно от 28 дюймов (71 см) примерно до 42 дюймов (107 см) и может иметь массу примерно от 400 фунтов (181 кг) примерно до 900 фунтов (408 кг).
Со ссылкой на фиг.11 и 12, расточный узел для колес подвижного состава в соответствии с одним вариантом осуществления изобретения обозначен в общем позицией 60. Расточный узел 60 для колес подвижного состава содержит часть 62 для главного электродвигателя и расточную оправку 10, которая может устанавливаться на части 62 для главного электродвигателя. Расточная оправка 10 может вращаться относительно колеса 70 подвижного состава, например, расточная оправка 10 может вращаться частью 62 для главного электродвигателя в направлении против часовой стрелки. Расточный узел 60 для колес подвижного состава также содержит опорный стол 64, предназначенный для поддержания колеса 70 подвижного состава, как показано на фиг.11. Ребра 66 опорного стола и выравнивающие опору держатели 68 с возможностью перемещения опираются на опорный стол 64. Выравнивающие опору держатели 68 перемещаются внутрь для контакта с поверхностью 78 катания и центрирования и надежного удерживания колеса 70 подвижного состава на опорном столе 64 во время операции механической обработки.
Режущий инструмент 10 перемещается вниз, вращаемый частью 62 для главного электродвигателя, для приведения режущих пластин 38 в контакт с частью ступицы 72 колеса 70 подвижного состава. Часть 72 ступицы растачивается режущим инструментом 10 так, что режущим инструментом 10 выполняется отверстие 80 по мере того, как режущий инструмент 10 опускается в колесо 70 подвижного состава и через него, тем самым, помещая режущие пластины 38 в контакт со всей длиной части 72 ступицы.
В проиллюстрированном варианте осуществления в режущем инструменте 10 с восемью режущими пластинами 28 (две группы по четыре режущие пластины в каждой) первой режущей пластиной для зацепления с поверхностью колеса 70 подвижного состава является режущая пластина 38, установленная в гнезде 14 под кассету на осевом расстоянии a4 и радиальном расстоянии d4 для выполнения черновой обработки колеса 70 подвижного состава. Эта режущая пластина 38 удаляет материал с колеса 70 подвижного состава до первой конкретной глубины, обусловленной осевым расстоянием a4, что также приводит к тому, что часть колеса 70 подвижного состава имеет шероховатую поверхность с заданной шероховатостью поверхности.
Следующей режущей пластиной 38 для зацепления с поверхностью колеса подвижного состава 70 является режущая пластина 38, установленная в гнезде 14 под кассету на осевом расстоянии a3 и радиальном расстоянии d3 для выполнения получерновой обработки колеса 70 подвижного состава. Эта режущая пластина 38 удаляет материал с колеса 70 подвижного состава до второй конкретной глубины, обусловленной осевым расстоянием a3, что также приводит к тому, что часть колеса 70 подвижного состава имеет полушероховатую поверхность с заданной шероховатостью поверхности.
Следующей режущей пластиной 38 для зацепления с поверхностью колеса 70 подвижного состава является режущая пластина 38, установленная в гнезде 14 под кассету на осевом расстоянии a2 и радиальном расстоянии d2, которая выполняет получистовую обработку колеса 70 подвижного состава. Эта режущая пластина 38 удаляет материал с колеса 70 подвижного состава до третьей конкретной глубины, обусловленной осевым расстоянием a2, что также приводит к тому, что часть колеса 70 подвижного состава имеет получистовую поверхность с заданной шероховатостью поверхности.
Последней режущей пластиной 38 для зацепления с поверхностью колеса 70 подвижного состава является режущая пластина 38, установленная в гнезде 14 под кассету на осевом расстоянии a1 и радиальном расстоянии d1, которая выполняет получистовую обработку колеса 70 подвижного состава. Эта режущая пластина 38 удаляет материал с колеса 70 подвижного состава до четвертой конкретной глубины, обусловленной осевым расстоянием a1, что также приводит к тому, что часть колеса 70 подвижного состава имеет чистовую поверхность. Затем с колесом 70 подвижного состава зацепляются четыре режущие пластины 38 во второй группе для получения готового изделия, имеющего заданные шероховатость поверхности и размер.
Были проведены испытания режущего инструмента 10 на колесе 70 подвижного состава, и режущий инструмент 10 показал неожиданные результаты. В частности, режущий инструмент 10, использовавший восемь режущих пластин, работал с повышенными скоростями подачи и резал с меньшим усилием по сравнению с известным режущим инструментом, использующим четыре режущие пластины. Кроме того, режущий инструмент 10, использовавший восемь режущих пластин, продемонстрировал лучший отвод и удаление стружки по сравнению с известным режущим инструментом, использующим четыре режущие пластины. Кроме того, ожидаемый срок службы режущих пластин 38 режущего инструмента 10 более чем в десять раз превышал ожидаемый срок службы режущих пластин, используемых в известном режущем инструменте таком, как обычная расточная оправка лишь с четырьмя режущими пластинами (двумя черновыми и двумя чистовыми).
Следует отметить, что принципы настоящего изобретения можно применять к режущему инструменту, имеющему отличающееся число кассет для вставки режущих пластин. Например, принципы настоящего изобретения можно реализовать на практике с режущим инструментом, использующим в общей сложности шесть кассет для вставки режущих пластин или более восьми кассет для вставки режущих пластин.
Следует также понимать, что предлагаемый режущий инструмент в дополнение к расточной оправке, показанной на фиг.1, может быть и токарным инструментом и т.п.
Документы, патенты и заявки на выдачу патента, упоминаемые в настоящем описании, включены сюда путем ссылки.
Изобретение конкретно описано на примерах некоторых конкретных вариантов его осуществления, однако следует понимать, что это сделано для иллюстрации, а не ограничения объема настоящего изобретения, и объем прилагаемой формулы изобретения следует толковать настолько широко, насколько позволяет уровень техники.
Реферат
Режущий инструмент содержит державку, имеющую по меньшей мере четыре гнезда под кассету, каждое из которых имеет пару боковых стенок, нижнюю стенку и заднюю стенку, кассету для вставки режущей пластины, выполненную с возможностью установки в каждое гнездо под кассету, и режущую пластину, выполненную с возможностью установки в соответствующую кассету. При этом первая группа режущих пластин содержит половину режущих пластин, следующих друг к другу, а вторая группа режущих пластин содержит другую половину режущих пластин, причем каждая режущая пластина в первой группе расположена диаметрально противоположно режущей пластине во второй группе. При этом каждая из режущих кромок режущих пластин в группах расположены на разных осевом и радиальном расстояниях от оси державки, причем режущая кромка по меньшей мере одной из режущих пластин первой группы расположена на том же осевом расстоянии, что и режущая кромка по меньшей мере одной из режущих пластин второй группы. Технический результат: повышение производительности за счет увеличения скорости подачи. 3 н. и 9 з.п. ф-лы, 12 ил.
Комментарии