Инструмент для чистовой обработки отверстий - RU2002595C1
Код документа: RU2002595C1
Чертежи


Описание
Изобретение относится к машиностроению , в частности к металлорежущим инструментам для чистовой обработки.
Цель изобретения - расширение технологических возможностей за счет улучшения отвода стружки из зоны резания в процессе обработки.
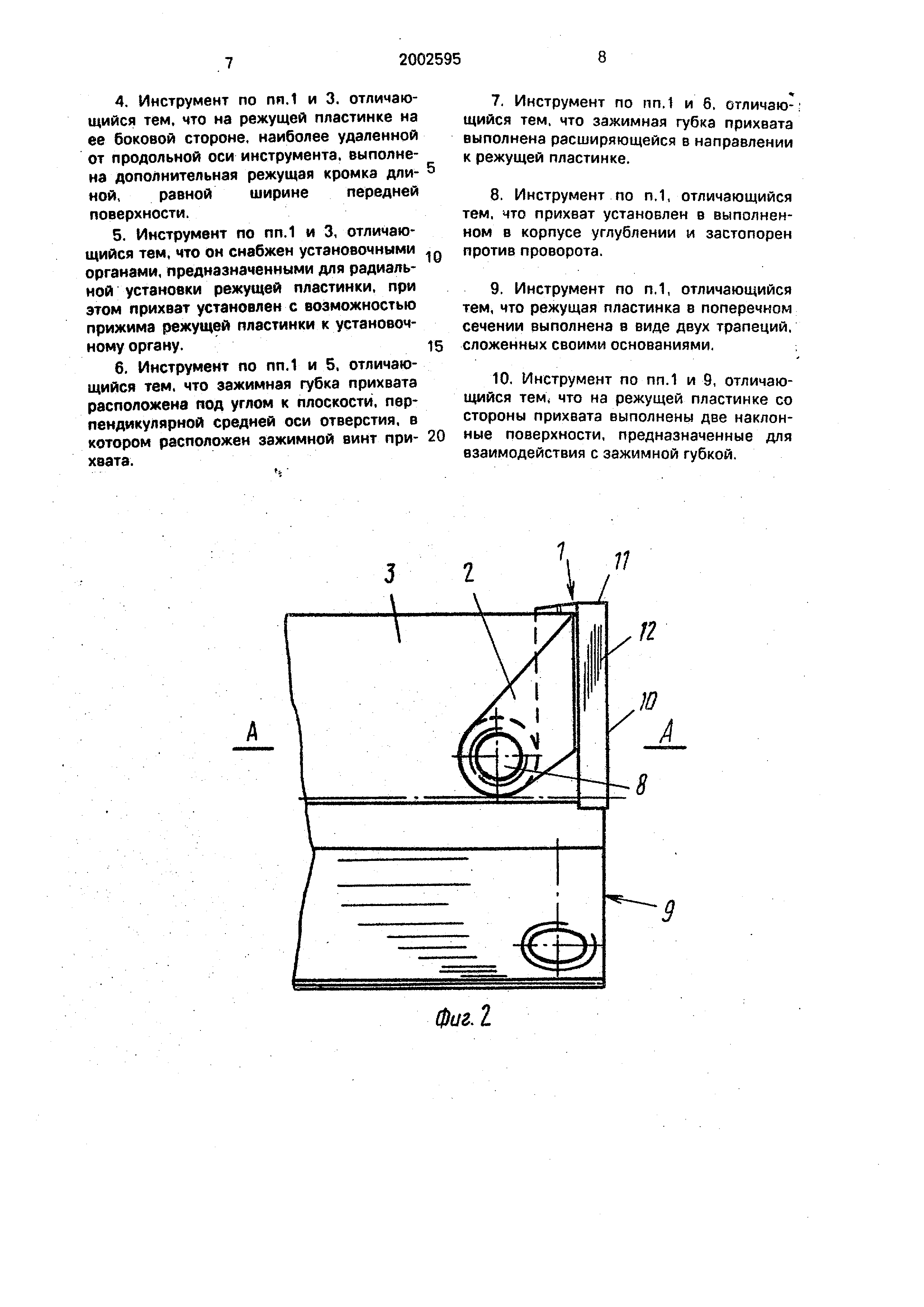
На фиг. 1 изображен предлагаемый инструмент с режущей пластинкой, режущая кромка которой расположена перпендикулярно продольной оси инструмента; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - предлагаемый инструмент с режущими пластинками, установленными под разными углами к продольной оси инструмента; на фиг. 5 - зажимная лапа, вид сбоку; на фиг. 6 - то же, общий вид; на фиг. 7 - то же, вид сверху.
Инструмент для чистовой обработки отверстий содержит удерживающую режущую пластинку 1, зажимную лапу 2, которая не выступает в полость 3 образования стружки, охватывающую примерно 115°. Зажимная лапа 2 расположена внутри инструмента для чистовой обработки отверстий, На окружности инструмента для чистовой обработки расположены направляющие планки 4, причем первая планка по углу расположена примерно в 40° от режущей кромки по направлению вращения, тогда как вторая плачка расположена противоположно режущей кромке. За счет входящего в отверстие 5 установочного винта 6 через установочный клин 7 производится радиальная установка режущей пластинки 1, причем установочный клин 7 непосредственно прилегает к пластинке 1. Зажимная лапа 2 удерживается затяжным винтом 8, голозка которого выполнена конической и опирается на основу инструмента для чистовой обработки отверстий. Однако могут применяться зажимные винты также других исполнений, например, такие, которые имеют два участка резьбы противоположного направления с различным шагом, Режущая пластинка 1 укреплена в шлице или в пазу, которые, например, выфрезерованы в инструменте . За этот счет полумается оптимальное крепление режущей пластинки, которое необходимо для получения высокой точности размеров и высокого качества обработанной поверхности.
Режущая пластинка 1 кроме проходящей в основном параллельно передней стороне 9 инструмента главной режущей кромки 10 имеет еще дополнительную режущую кромку 11, которая по меньшей мере простирается на ширину поверхности образования стружки 12 главной режущей кромки 10. Дополнительная режущая кромка
служит для точной по размеру обработки боковых стенок отверстия.
Режущая пластинка 1 предпочтительно выполнена в виде двусторонней поворотной пластинки. Со стороны затяжной губки 13 зажимной лапы 2 режущая пластинка 1 имеет две параллельные средней оси пластинки затяжные канавки. Эти канавки выполнены так, что сила, прикладываемая со
стороны затяжной губки 13, раскладывается на две составляющие. Одна составляющая действует в направлении задней части пластинки , тогда как другая действует в направлении свободного угла режущей кромки 14,
которая находится против режущей кромки 10. За этот счет режущая пластинка крепится оптимальным образом и особенно хорошо направляется при радиальной установке , Режущая пластинка во время ради
альнои установки также направляется за тот счет, что зажимная губка 13 входит в зажимную канавку. Так как зажимная лапа погружена в основу инструмента для чистовой обработки отверстий, .она не может повернуться или качнуться также при воздействии
боковых сил на зажимную губку 13, которые возникают при радиальной установке режущей пластинки 1. Это такжз способствует направлению режущей пластинки при ее ра0 диальной установке.
Полость 3 для схода стружки и обращенная к чей поверхность зажимной губки 13 находятся примерно в плоскости Б, которал проходит через режущую кромку 10 режу5 щей пластинки и продольную ось 15 инструмента . Ход стружки в полости 3 не затрудняется зажимной лапой 2, Специальное устройство зажимной лапы становится возможным за тот счет, что активная режу0 щая кромка 10 находится в плоскости Б, которая проходит через эту режущую кромку и продольную ось 15 инструмента, когда как противолежащая активной режущей кромке 10 режущая кромка 14 режущей пла5 стинки находится на некотором расстоянии от этой плоскости.
Инструмент для чистовой обработки отверстий может быть выполнен с несколькими режущими пластинками, С помощью
0 этого инструмента можно кроме дна глухого отверстия обработать и стенку отверстия, причем чистовой обработке могут быть подвергнуты также и конические стенки отверстий В изображенном на фиг. 4 примере
5 исполнения режущая кромка первой режущей пластинки 16 проходит перпендикулярно продольной оси 15 инструмента для чистовой обработки отверстий, тогда как режущая кромка второй режущей пластинки 17 проходит параллельно продольной оси.
Режущая кромка третьей режущей пластинки 18 проходи под углом примерно 30° к продольной оси 15 инструмента. Угол может меняться произвольно.
Поверхность 19 зажимной губки 13 может быть расположена под углом относительно средней оси 20 отверстия 21. В данном случае изображен угол 10°. В этом изображении видно также, что зажимная лапа 2 имеет направляющую цапфу 22, которая входит в соответствующее отверстие в основе инструмента для чистовой обработки отверстий и способствует лучшему удержанию зажимной лапы 2 в основе инструмента .
Поверхность 19 зажимной губки 13 имеет угол примерно 10° относительно средней оси 20 отверстия 21. Зажимная губка 13 с передней стороны имеет фаску 23, которая проходит под углом примерно 45° относительно поверхности 19.
Зажимная губка расширяется к передней ее стороне, причем боковые края 24 и 25 ззжимной губки образуют угол 10°. Передний край зажимной губки составляет примерно 30° относительно перпендикуляра.
Изображенная на фиг. 5 и 6 зажимная лапа особенно ппигодна для зажима режущих пластм-юк. расположенных ja торце инструмента длп чистовой обработки отверстий , Режущая пластинка может быть выполнена в виде фрикционной пластинки, т.е. она имеет дополнительную режущую кромку И на радиусе, инструмента для чистовой обработки отверстий, которая проходит примеоно перьллелоно обработанной поверхнос л. Режущая кромка дополнительной кромка имеет наклон от передней стороны инструмента для чистовой обработки отверстий к его хвостовику. Максимальный наклон составляет примерно 1 мк на 1 мм. Износ дополнительной режущей
кромки компенсируется тем, ч-о режущаг пластинка радиально переставляется с помощью установочных винта 6 и клина 7. Чтобы обеспечить лучшее крепление режущей
пластинки, зажимная губка 13 зажимной лапы 2 так наклонена, что режущая пластинка также прижимается к установочному клину 7, Расширение зажимной губки 13 служит, в частности, чтобы держать режущую плзстинку так, чтобы во время радиальной уста- новки исключить качание, которое изменило бы угол наклона дополнительной режущей кромки 11. Зажимная лапа 2 нз может проворачиваться, что предотвращает
изменение угла наклона дополнительной режущей кромки 11 при радиальной установке режущей пластинки. Это ведет к высокой точности размеров и отличному качеству поверхности обработанного отверстия .
Зажимная канавка выполнена так, что прилагаемая зажимной губкой 13 к режущей пластинке 1 сила зажима раскладывается на составляющие. При этом получаются две переходящме одна в другую плоскости прижима .
Во-первых, режущая пластимкз 1 своей спинкой 25, а во-втч-пь у, своь/ свободной поверхностью 27 режущей кромки 14 прижимазтся к основе инструмента дпя чистовой обработка отверстий. За этот счет режушая пасти по лучше удерживается в инструменте для чистовой обработки отверстий .
Режущая пластинка можэт быть выполнена двусторонней, так что после износе1 режущей кромки 10 поворотом пластинки используют режущую кромку 14 для обработки стенок или дна отверстия.
(56) Авторское свидетельстве СССР № 1212710, кл. В 23 В 51/06, 1984.

Реферат

Формула

Комментарии