Двусторонняя режущая пластина для сверла - RU2524290C2
Код документа: RU2524290C2
Чертежи


















Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области режущего инструмента. В частности, настоящее изобретение относится к двусторонней режущей пластине для сверла.
УРОВЕНЬ ТЕХНИКИ
Недостатком режущих пластин обычно является ограниченный срок службы при периферийном круговом фрезеровании. Периферийное фрезерование (также называемое «цилиндрическим фрезерованием») создает фрезерованную поверхность с использованием режущих пластин, расположенных на периферии фрезы. Фрезерование обычно осуществляется путем вращения фрезы вокруг оси вращения, параллельной фрезерованной поверхности заготовки. Индексируемые режущие пластины, содержащие положительную геометрию передней поверхности, как осевой передней режущей поверхности, так и радиальной передней режущей поверхности пластины, как правило, применяют в операциях, связанных с использованием периферийного вращающегося инструмента. Индексируемая режущая пластина включает в себя множество режущих кромок. В случае износа или повреждения используемой режущей кромки, индексируемую пластину можно повернуть для изменения ее расположения в гнезде державки таким образом, чтобы заготовка обрабатывалась другой режущей кромкой пластины. Положительная геометрия движений пластины при резании уменьшает необходимые силы резания и, следовательно, снижает энергопотребление, что приводит к более эффективному резанию. Некоторые режущие пластины, используемые при периферийном круговом фрезеровании, как правило, имеют форму параллелограмма (то есть, каждая из них обычно имеет параллелограммообразный профиль, если смотреть с точки над верхней поверхностью пластины), с двумя длинными сторонами, образующими две главные режущие кромки, и двумя короткими сторонами, образующими две вспомогательные режущие кромки. Данные типы режущих пластин обеспечивают возможность большей глубины резания, хотя такие пластины не так прочны, как, например, квадратные режущие пластины.
В двусторонних режущих пластинах в два раза больше режущих кромок относительно односторонних пластин, что создает еще большие преимущества в снижении издержек, как для конечных пользователей режущего инструмента, так и для производителей режущего инструмента. В настоящее время двусторонние режущие пластины чаще всего используют при стационарной механической обработке, например токарной обработке или прорезании пазов, при этом режущий инструмент является стационарным, а обрабатываемая заготовка вращается. Одной из основных проблем при разработке полезных двусторонних режущих пластин для вращающегося инструмента является обеспечение положительной геометрии движений при резании при круговой механической обработке, например сверлении отверстий.
Ранее двусторонние режущие пластины были пригодны только для использования в стационарной механической обработке. Эта обработка, как отмечалось выше, требует вращения обрабатываемой детали, в то время как режущий инструмент остается неподвижным. В последние годы из-за спроса со стороны конечных пользователей режущего инструмента на снижение затрат и повышение производительности были разработаны двусторонние режущие пластины для фрезерования.
В доступных в настоящее время двусторонних режущих пластинах использованы идентичные режущие профили и геометрия движений при резании для верхней и нижней передних поверхностей. Эта идентичная геометрия поддерживается для обеспечения вписанной окружности внутри пластины. Чрезвычайно трудно, если не невозможно, добиться повышения качества обработки при использовании той же идентичной режущей пластины для механической обработки, например сверления, при которой скорость резания сверла меняется от нуля в центре до максимума на периферии. Такое расхождение в скоростях резания образуется из-за того, что режущая кромка вращается вокруг оси вращения для резания заготовки. Область режущей кромки, более удаленная от оси вращения в радиальном направлении, должна пройти более долгий путь при каждом обороте вокруг оси. Области режущей кромки, которые радиально ближе к оси вращения, напротив, проходят более короткое расстояние за один оборот. Любой участок режущей кромки на оси остается в одном и том же положении при вращении вокруг оси и, таким образом, не проходит какого-либо расстояния за один оборот инструмента. Таким образом, скорость резания (т.е. расстояние, пройденное режущей кромкой за единицу времени) колеблется от нуля на оси вращения до максимума в области режущей кромки, наиболее радиально удаленной от оси. При возрастании скорости резания, мощность резания на режущей кромке увеличивается, что приводит к большему износу.
Таким образом, существует необходимость в усовершенствованной двусторонней режущей пластине, которая преодолевает ограничения по производительности сверления, возникающие в результате изменения скоростей резания на режущей кромке в радиальном направлении, а также другие недостатки и несовершенства.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с одним из объектов настоящего изобретения, предлагается двусторонняя режущая пластина для сверла, включающая в себя верхнюю сторону, нижнюю сторону и по меньшей мере одну боковую поверхность, соединяющую верхнюю сторону и нижнюю сторону, и образующую по меньшей мере одну режущую кромку режущей пластины. Верхняя сторона и нижняя сторона имеют различные внешние профили и геометрии стружечной канавки, и идентичную вписанную окружность, при этом каждая из верхней стороны и нижней стороны содержит четыре индексируемых режущих кромки.
В соответствии еще с одним объектом настоящего изобретения, предлагается сверлильная система, включающая в себя по меньшей мере две двусторонних режущих пластины. Каждая из по меньшей мере двух режущих пластин включает в себя верхняя сторону и соответствующую нижнюю сторону, соединенные по меньшей мере одной боковой поверхностью. Нижняя сторона и верхняя сторона пластины отличаются друг от друга формой, при этом каждая из верхней стороны и нижней стороны режущей платины содержит по меньшей мере четыре режущих кромки, которые выполнены вращательно симметрично на 90° относительно оси центрального отверстия режущей пластины. Согласно некоторым вариантам осуществления, каждая из по меньшей мере двух двусторонних режущих пластин соединена с главным валом и имеет расположена для обеспечения сверления. Согласно некоторым вариантам осуществления, главный вал выполнен с возможностью вращательного движения со скоростями, необходимыми для начала сверления.
В соответствии с дополнительным объектом настоящего изобретения, предлагается двусторонняя режущая пластина, включающая в себя верхнюю сторону и нижнюю сторону, при этом верхняя сторона и нижняя сторона включают в себя различные внешние профили и идентичную вписанную окружность. Кроме того, каждая из верхней стороны и нижней стороны режущей пластины в отдельности содержит по меньшей мере четыре идентичных режущих кромки.
Дополнительные области применения настоящего изобретения станут понятными из нижеследующего подробного описания.
Следует понимать, что при указании некоторых возможных вариантов осуществления настоящего изобретения, подробное описание и конкретные примеры приведены только в иллюстративных целях, и не ограничивают объем изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение станет более понятным из подробного описания и чертежей, не обязательно выполненных в масштабе, на которых:
Фиг.1А представляет собой трехмерный вид варианта осуществления двусторонней режущей пластины в соответствии с настоящим изобретением.
Фиг.1В представляет собой вид сверху двусторонней режущей пластины, показанной на фиг.1A.
Фиг.2А представляет собой вид сверху варианта осуществления двусторонней режущей пластины в соответствии с настоящим изобретением.
Фиг.2B представляет собой вид снизу двусторонней режущей пластины в соответствии с настоящим изобретением.
Фиг.2С представляет собой вид сбоку двусторонней режущей пластины, показанной на фиг.2А и 2B.
Фиг.2D представляет собой вид в разрезе двусторонней режущей пластины, представленной на фиг.2А, 2В и 2С, показанной в продольном разрезе и в направлении стрелок по линии E-E на фиг.2C.
Фиг.2E представляет собой вид в разрезе двусторонней режущей пластины, представленной на фиг.2А, 2В и 2С, показанной в продольном разрезе и в направлении стрелок по линии F-F на фиг.2C.
Фиг.3А представляет собой вид сверху варианта осуществления двусторонней режущей пластины в соответствии с настоящим изобретением.
Фиг.3B представляет собой вид в разрезе двусторонней режущей пластины, представленной на фиг.3А, показанной в продольном разрезе и в направлении стрелок по линии А-А на фиг.3А, на котором проиллюстрирована геометрия стружечной канавки на верхней и нижней сторонах.
Фиг.3С представляет собой вид в разрезе двусторонней режущей пластины, представленной на фиг.3А, показанной в продольном разрезе и в направлении стрелок по линии В-В на фиг.3А, на котором проиллюстрирована геометрия стружечной канавки на верхней и нижней сторонах.
Фиг.3D представляет собой вид в разрезе двусторонней режущей пластины, представленной на фиг.3А, показанной в продольном разрезе и в направлении стрелок по линии C-C на фиг.3А, на котором проиллюстрирована геометрия стружечной канавки на верхней и нижней сторонах.
Фиг.3E представляет собой вид в разрезе двусторонней режущей пластины, представленной на фиг.3А, показанной в продольном разрезе и в направлении стрелок по линии D-D на фиг.3А, на котором проиллюстрирована геометрия стружечной канавки на верхней и нижней сторонах.
Фиг.4А представляет собой вид спереди сбоку сверлильной системы, содержащей державку с двумя идентичными двусторонними режущими пластинами в соответствии с настоящим изобретением.
Фиг.4В представляет собой вид с торца рабочего конца сверлильной системы, показанной на фиг.4A, содержащей державку с двумя идентичными двусторонними режущими пластинами в соответствии с настоящим изобретением.
Фиг.4C представляет собой вид сбоку сверлильной системы, показанной на фиг.4А и 4В, содержащей державку с двумя идентичными двусторонними режущими пластинами в соответствии с настоящим изобретением.
Фиг.5А представляет собой вид сверху двух идентичных двусторонних режущих пластин сверлильной системы в соответствии с настоящим изобретением, дополнительно иллюстрирующий цикл сверления режущих пластин.
Фиг.5B представляет собой вид в разрезе C-C режущей платины, показанной на фиг.5А, на котором проиллюстрирована геометрия стружки пластины.
Фиг.5C представляет собой вид в разрезе D-D режущей платины, показанной на фиг.5А, на котором проиллюстрирована геометрия стружки пластины.
Фиг.5D представляет собой вид в разрезе E-E режущей платины, показанной на фиг.5А, на котором проиллюстрирована геометрия стружки пластины.
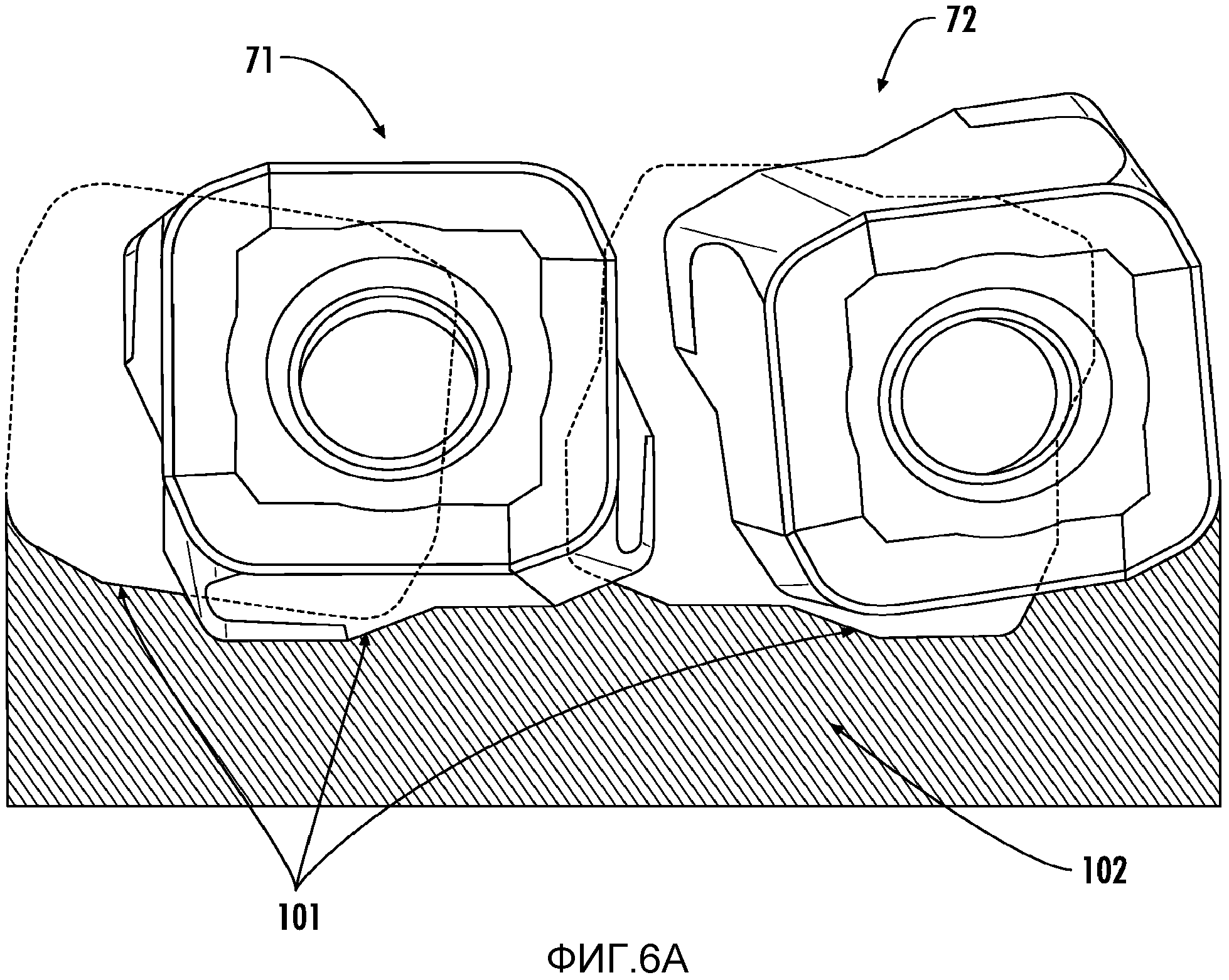
Фиг.6А представляет собой вид сверху двух идентичных двусторонних режущих пластин сверлильной системы в соответствии с настоящим изобретением, дополнительно иллюстрирующий цикл сверления режущих пластин.
Фиг.6B представляет собой извлеченный профиль просверленного отверстия, которое было бы проделано режущими пластинами сверлильной системы, показанными на фиг.6A в соответствии с настоящим изобретением.
Фиг.7 представляет собой вид сбоку варианта осуществления двусторонней режущей пластины в соответствии с настоящим изобретением.
Фиг.7B представляет собой вид сбоку в разрезе двусторонней режущей пластины, показанной на фиг.7А, взятый по оси вращения и показанный в направлении стрелок G-G, на котором проиллюстрирована композитная конструкция пластины.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем описании неограничиивающих вариантов осуществления, все числа, иные, чем в действующих примерах или там, где не указано иное, выражающие величины или характеристики ингредиентов и продуктов, условия обработки и тому подобное, следует понимать как измененные во всех случаях термином «около». Соответственно, если не указано обратное, любые числовые параметры, изложенные в нижеследующем описании, являются приблизительными и могут варьироваться в зависимости от требуемых свойств, которые стремятся получить. В крайнем случае, каждый численный параметр должен быть по меньшей мере истолкован в свете количества заявленных значащих цифр и с применением обычных технологий округления, а не как попытка ограничить применение доктрины эквивалентов к объему формулы изобретения. Таким образом, нижеследующее подробное описание некоторых вариантов осуществления имеет просто примерный характер и никоим образом не предназначено для ограничения изобретения, его применения или сфер его использования.
Двусторонняя режущая пластина согласно настоящему изобретению обладает различными внешними профилями и геометрией стружечной канавки в пределах той же вписанной окружности и для верхней, и для нижней передних поверхностей, которые также именуются в данном документе верхней и нижней «сторонами». Эти различия позволяют режущей пластине включать в себя в два раза больше режущих кромок по сравнению с обычными пластинами, используемыми для тех же приложений. Как верхняя, так и нижняя передние поверхности или стороны в отдельности содержат четыре группы режущих кромок, индексируемых поворотом пластины на 90 градусов вокруг оси центрального отверстия, что дает в общей сложности восемь индексируемых режущих кромок для каждой режущей пластины. Эта уникальная геометрия не только удваивает количество режущих кромок по сравнению с существующими односторонними режущими пластинами, но и увеличивает производительность за счет применения различной геометрии резания в различных областях резания в радиальном направлении. Кроме того, из-за различий между внешним профилем и геометриями стружечной канавки, производство композитных двусторонних режущих пластин согласно настоящему изобретению и легче, и рентабельнее, при этом используют различные марки твердого сплава для верхней и нижней сторон и одинаковое твердое металлическое покрытие для всей режущей пластины. Таким образом, двусторонние режущие пластины в соответствии с настоящим изобретением могут включать в себя один или более твердых сплавов. Примеры подходящих твердых сплавов включают в себя, но не ограничиваясь этим, композиты, в том числе из частиц переходных металлических твердых сплавов, таких как карбид вольфрама в связующем материале. Подходящие связующие включают в себя, но не ограничиваясь этим, кобальт, никель, железо и сплавы из этих элементов. Частицы карбида металла, пребывающие в дисперсной фазе, встроены в непрерывную фазу связующего вещества. Таким образом, свойства твердого сплава представляют собой сочетание твердости и износостойкости чрезвычайно прочной дисперсной фазы, наряду с вязкостью относительно мягкой непрерывной фазы.
Кроме того, настоящее изобретение также облегчает идентификацию верхней стороны от нижней стороны, а также предотвращение неправильного размещения режущей пластины в гнезде пластины. Различная геометрия гнезда и размеры гнезда для верхней и нижней сторон на одной режущей пластине способствует предотвращению ошибочной установки. Кроме того, ошибочной установки помогают избежать различия между внешними профилями верхней и нижней сторон, а также различия в геометрии стружечной канавки.
Настоящее изобретение также касается проблем, связанных со сверлением и возникающих в результате изменения скоростей резания на режущей кромке в радиальном направлении. Уникальная геометрия двусторонних пластин согласно настоящему изобретению способствует решению этой проблемы.
Дополнительные преимущества могут быть достигнуты путем сочетания и подбора геометрии передней режущей поверхности и марки твердого сплава. Например, неограничивающие варианты осуществления двусторонней режущей пластины согласно настоящему изобретению могут быть реализованы с помощью композитной конструкции, у которой первая сторона или передняя поверхность выполнена из сравнительно вязкого твердого сплава, а вторая сторона или передняя поверхность выполнена из более износостойкого твердого сплава. Вязкость может быть определена как способность металла к быстрому распространению внутри себя напряжений и деформаций, вызванных внезапно приложенной нагрузкой (например, способность материала выдерживать ударные нагрузки). Первая сторона или передняя поверхность может иметь геометрию движений при резании, включающую в себя равномерную и свободную конструкцию конфигурации стружколома для лучшей обрабатываемости рабочих материалов, что способствует более низкой скорости резания. Вторая сторона или передняя поверхность может иметь геометрию движений при резании, отличную от первой стороны или передней поверхности и приспособленную к более высокой скорости резания. Твердый сплав первой стороны или передней поверхности может быть, например, любой марки от P20 до P40, имеющий прочность на поперечный разрыв в диапазоне от 1600 до 1950 Н/мм2, марки от М20 до М40, имеющий прочность на поперечный разрыв в диапазоне от 1900 до 2100 Н / мм2, или марки от К20 до K40, имеющий прочность на поперечный разрыв в диапазоне от 1950 до 2500 Н/мм2 (величины прочности на поперечный разрыв приведены в соответствии с Машиностроительным справочником (26-е изд., Industrial Press, 2000)).
Производительность обработки сверла, включающего в себя несколько индексируемых режущих пластин, может быть значительно улучшена за счет оптимизации сочетания геометрии движений при резании, марки твердого сплава, и положения гнезда пластины на сверле.
Например, при сверлении отверстий настоящее изобретение может быть приспособлено для повышения эффективности сверления, если более вязкий жесткий сплав нанесен на область стороны или передней поверхности пластины, которая находится близко к центру сверла. Это, например, улучшает ударопрочность/ударную вязкость, а также обеспечивает лучшую износостойкость.
Кроме того, двусторонняя пластина согласно настоящему изобретению обеспечивает производителю режущих пластин упрощенный производственный процесс.
Со ссылкой на чертежи, на фиг.1A проиллюстрирован один неограничивающий вариант осуществления двусторонней режущей пластины в соответствии с настоящим изобретением. Двусторонняя режущая пластина 10 показана на фиг.1А. Двусторонняя режущая пластина 10, показанная на фиг.1A, содержащая верхнюю сторону или переднюю поверхность 11, а также нижнюю сторону или переднюю поверхность 12, имеет восемь режущих кромок, обозначенных ссылочными позициями 13a, 13b, 13c, 13d для верхней стороны или передней поверхности 11, а также 14а, 14b, 14c, 14d для нижней стороны или передней поверхности 12.
Верхняя сторона 11 и нижняя сторона 12 содержат внешний профиль, который отличен для каждой стороны. Геометрия стружечной канавки для верхней стороны 11 и нижней стороны 12 также может быть различной для каждой стороны. Кроме того, размещение места установки гнезда пластины может оптимизировать окончательную геометрию резания. Верхняя сторона 11 двусторонней режущей пластины 10 включает в себя центральное отверстие 15, полностью проходящее через двустороннюю режущую пластину 10 (как показано на верхней стороне 11), верхнюю периферийную режущую кромку 13а, верхние стружечные канавки 17, расположенные между верхней периферийной режущей кромкой 13а и верхними краями 18 верхней стороны 11. Через центральное отверстие 15 двусторонней режущей пластины 10 и через резьбовое отверстие (не показано) на поверхности гнезда режущей пластины может быть пропущен винт для удержания пластины в гнезде. Нижняя сторона 12 двусторонней режущей пластины 10 включает в себя центральное отверстие 16, как показано на нижней стороне 12, нижнюю периферийную режущую кромку 14d, а также нижние стружечные канавки 19, расположенные между нижней периферийной режущей кромкой 14d и нижним краем 20 нижней стороны 12.
Для иллюстрации настоящего изобретения, из двусторонней режущей пластины 10 на фиг.1А были извлечены внешние профили как верхней стороны 11, так и нижней стороны 12, и были наложены на фиг.1B в качестве вида сверху. Внешний профиль верхней стороны 11 показан сплошными линиями на фиг.1В. Вид сверху иллюстрирует верхнюю сторону 11, содержащую четыре группы режущих кромок 30a, 30b, 30c, 30d, и являющуюся индексируемой с поворотом на 90 градусов вокруг центра 32 вписанной окружности 33. Внешний профиль нижней стороны 12, обозначенный длинными пунктирными линиями на фиг.1B, содержит четыре группы режущих кромок 31а, 31b, 31c, 31d, и является индексируемым с поворотом на 90 градусов вокруг центральной оси 32 той же вписанной окружности 33. Для ясности следует отметить, что вписанная окружность 33 может быть отмечена на верхней стороне 11, показанной на фиг.1В и при этом вписанная окружность 33 представляет собой воображаемую окружность. Вписанная окружность является инструментом, используемым для определения диаметра или радиуса верхней или нижней передней поверхности режущей платины, и является обычным способом определения размера пластины. В этой иллюстрации двусторонней режущей пластины в соответствии с настоящим изобретением, имеется восемь групп используемых режущих кромок двусторонней режущей пластины 10, обозначенных позициями 30а-d и 31а-d. Верхняя сторона 11 и нижняя сторона 12 определяются одной и той же вписанной окружностью 33. Число режущих кромок и стружечных канавок может варьироваться в данной двусторонней пластине, однако остается в пределах объема настоящего изобретения.
На фиг.2A, 2B, 2C, 2D, и 2E дополнительно проиллюстрирована двусторонняя режущая пластина 41 в соответствии с настоящим изобретением с вписанной окружностью 42, 43, 45, 46. Фиг.2А представляет собой вид сверху, фиг.2B представляет собой вид снизу, а фиг.2C является видом сбоку режущей пластины 41. Вписанная окружность 42, показанная на фиг.2А, является наиболее крупной окружностью, которая может быть полностью вписана во внешний профиль верхней стороны двусторонней режущей пластины 41, и имеет такой же диаметр или радиус окружности в дюймах или в системе единиц СИ, как и вписанная окружность 43, показанная на фиг.2B, которая является наиболее крупной окружностью, которая может быть вписана во внешний профиль нижней стороны двусторонней режущей пластины 41. Как видно из фиг.2C, две параллельные линии 44, обозначающие вписанную окружность, продолжаются на всем протяжении от верхней стороны 47 до нижней стороны 48 двусторонней режущей пластины 41. Кроме того, два вида в разрезе, взятые по линии E-E и F-F на фиг.2С, представлены на фиг.2D и 2E, соответственно, где обе вписанные окружности 45 и 46 имеют тот же диаметр, что и вписанные окружности 42 и 43 на фиг.2А, фиг.2B и фиг.2С.
На фиг.3А, 3В, 3C, 3D и 3E показаны различия между геометрией стружечной канавки на верхней и нижней стороне двусторонней режущей пластины 51. На четырех видах в разрезе, А-А, на фиг.3В, B-B на фиг.3C, C-C на фиг.3D и D-D на фиг.3E, проиллюстрирован профиль стружечной канавки двусторонней режущей пластине 51 на фиг.3А. Как показано на фиг.3В, 3C, 3D и 3E, геометрия 52, 53, 54, 55, 56, 57, 58, 59 стружечной канавки различается по профилю канавки и ширине канавки (как показано, в миллиметрах) от разреза к разрезу.
На фиг.4A 4B и 4C схематично изображена сверлильная система, содержащая державку 61, содержащую две идентичные двусторонние режущие пластины 62 и 63, при этом каждая пластина выполнена в соответствии с настоящим изобретением. Фиг.4В представляет собой вид спереди рабочего конца сверлильной системы, содержащей державку, в том числе две идентичных двусторонних режущих пластины в соответствии с настоящим изобретением. Как видно из фиг.4А, режущая пластина 62 расположена таким образом, что ее режущая кромка проходит через центральную ось 66 державки 61, а режущая кромка 64 на верхней стороне 67 является зацепляющей режущей кромкой. Использованный здесь термин «зацепляющая» режущая кромка представляет собой режущую кромку, расположенную в гнезде режущей пластины для осуществления контакта или «зацепления» с заготовкой при использовании инструмента. Поскольку пластина является индексируемой, пластину можно снять (путем снятия крепежного винта и т.п.), а затем повернуть в гнезде пластины и заново закрепить, тем самым, установив новую режущую кромку, так чтобы она вошла в контакт с заготовкой при использовании инструмента. Режущая пластина 63 расположена на периферии державки 61, а режущая кромка 65 на нижней стороне 68 представляет собой зацепляющую режущую кромку. При сверлении режущая пластина 62 также именуется центральной сверлильной пластиной, а режущая пластина 63 именуется периферийной сверлильной пластиной.
На фиг.5А дополнительно проиллюстрирована работа двух двусторонних режущих пластин 71 и 72 в сверлильной системе. На фиг.5А двусторонние режущие пластины 71 и 72 являются идентичными. Две идентичные режущие пластины 71 и 72 расположены, как показано на фиг.4А, однако на этом виде опущена державка 61 (не показана). Как показано на фиг.5А, режущая пластина 71 расположена в качестве центральной сверлильной пластины, при этом ее верхняя боковая режущая кромка 74 выступает в качестве направляющей режущей кромки, а режущая пластина 71 при сверлении вращается вокруг центральной оси 73 державки и создает проход 78 режущего инструмента, как показано пунктирными линиями. Тот же принцип относится и к режущей пластине 72, которая выступает в качестве периферийной сверлильной пластины, и создает проход 77 режущего инструмента своей нижней боковой режущей кромкой 75 после вращения вокруг центральной оси 73 державки.
Как показано на фиг.5А, диаметр сверления, обозначенный как D-D, являющийся диаметром проделанного отверстия, измеряется от точки P3 до точки P4 на фиг.5А, которые являются двумя крайними точками по отношению к диаметру. Профили сверления, образованные центральной сверлильной пластиной 71, продолжаются от точки P1 до точки P0, и затем от точки Р0 до точки P2, и обозначены как A2 на фиг.5А. Профили сверления, образованные периферийной сверлильной пластиной 72, продолжаются от точки P4 до точки P1 и затем от точки P2 до точки P3, и обозначены как A1 и A3 соответственно на фиг.5А. Кроме того, три вида в разрезе, то есть С-С, D-D и E-E, как показано на фиг.5B, 5C и 5D, демонстрируют, что различная геометрия стружечной канавки применена в разных местах на периферийной режущей кромке для выработки различной положительной режущей способности между точкой P3 и точкой P4 на фиг.5А. Как можно видеть, есть четкие различия между тремя видами в разрезе, приведенными в качестве показательных примеров.
Например, на фиг.5B, 5C, 5D для трех видов в разрезе показано, что угол режущей кромки, образованный краями 83 и 84 на разрезе D-D, является самым большим (83 градуса), угол режущей кромки, образованный краями 85 и 86 на разрезе E-E, является самым маленьким (64 градуса), а угол режущей кромки, образованный краями 81 и 82 на разрезе C-C (74 градуса) меньше, чем угол на разрезе D-D, но остается большим, чем на разрезе E-E. Это происходит прежде всего потому, что скорость резания меняется от максимума на периферии в точке Р3 (или P4, в зависимости от пластины) до своего минимума в центре в точке Р0 на фиг.5А, где сверло подвергается наибольшей ударной нагрузке во время процесса сверления. Таким образом, на периферии обеспечивается более позитивное режущее действие с меньшим углом режущей кромки для лучшей адаптации к более высокой скорости резания, в то время как в центре за счет большего угла режущей кромки обеспечивается более прочная геометрия, способная лучше выдерживать большую ударную нагрузку, возникающую во время процесса сверления.
На фиг.5B, 5C, 5D также показано, что пустое пространство, образованное краями 85 и 95 стружечной канавки, а также пунктирными линиями 96 на разрезе E-E для периферийной сверлильной пластины 72, меньше, чем для центральной сверлильной пластины 71, образованной краями 81 и 91 стружечной канавки и пунктирными линиями 92 на разрезе C-C, а также краями 83 и 93 стружечной канавки и пунктирными линиями 94 на разрезе D-D. Эта разница является результатом того, что во время сверления труднее извлечь сверлильную стружку, образовавшуюся в центре, чем на периферии отверстия. Таким образом, для эффективного извлечения образовавшейся стружки необходимо больше пустого пространства над стружечной канавкой для центральной сверлильной пластины 71, чем для периферийной сверлильной пластины 72, а также для предотвращения застревания этой стружки между держателем сверла и просверливаемым отверстием.
На фиг.6A и 6B показано, что нижний профиль отверстия 101 в заготовке 102 однозначно образован двумя идентичными двусторонними режущими пластинами 71 и 72, показанными на фиг.5А. На фиг.6А продемонстрировано, как образован профиль. На фиг.6B показан извлеченный профиль отверстия 101 для пояснительных целей. Благодаря уникальной форме вариантов осуществления двусторонней пластины согласно настоящему изобретению (т.е. ее прочному и некасательному профилю), сверление с помощью двусторонней пластины способствует распаду стружки на более многочисленные и более мелкие сегменты.
На фиг.7А и 7B изображен неограничивающий вариант осуществления двусторонней режущей пластины 110 в соответствии с настоящим изобретением, выполненной в виде композитной твердосплавной режущей пластины. Двусторонняя режущая пластина 110 содержит либо два различных твердых сплава 113 и 114, либо один и тот же твердый сплав, но различных марок 113 и 114, при этом они разделены линией 111. Поскольку верхний участок 115 режущей пластины 110 функционирует как центральная сверлильная пластина, на этом участке может быть использован твердый сплав или марка, обладающая большей ударной прочностью. Поскольку нижний участок 116 режущей пластины 110 функционирует как периферийная сверлильная пластина, на этом участке может быть использован твердый сплав или марка, обладающая большей износостойкостью.
На фиг.7A показан вид сбоку неограничительного варианта осуществления двусторонней режущей пластины в соответствии с настоящим изобретением, а на фиг.7B показан вид в разрезе G-G по оси центрального отверстия 112, иллюстрирующий композитную конструкцию режущей пластины, содержащую два различных твердых сплава.
За счет различных внешних профилей верхней стороны 115 и нижней стороны 116 композитной двусторонней режущей пластины 110, как показано на фиг.7A и 7B, легче отличить верхнюю сторону от нижней стороны из-за их различных геометрий и форм. Обычные способы производства по изготовлению композитных двусторонних пластин включают в себя обжатие двух различных твердых сплавов в форме, с последующим спеканием и шлифовкой обжатой пластины, с последующим этапом покрытия, на котором на режущую пластину наносят твердое металлическое покрытие. Твердое металлическое покрытие представляет собой чрезвычайно тонкое (оптимально в пределах микрона) покрытие из металлического сплава, которое применяют для повышения износостойкости. Имеются две распространенные технологии нанесения твердого металлического покрытия. Одной из технологий является физическое осаждение из паровой фазы (PVD), а другой - химическое осаждение из паровой фазы (CVD). Типичные покрытия PVD включают в себя TiN, TiAIN, TiCN, TiAIN + C, а типичные покрытия CVD включают в себя TiN, TiCN, Al203, TiN-HfCN-Тин, TiN-TiCN-TiN. Режущая пластина, показанная на фиг.7A и 7B, обеспечивает улучшенное качество механической обработки за счет оптимизированного сочетания геометрии резания и марки твердого сплава на различных сторонах идентичной двусторонней режущей пластины.
Двусторонние режущие пластины согласно настоящему изобретению предпочтительно содержат восемь режущих кромок, имеют различные внешние профили и геометрию стружечной канавки верхней и нижней сторон. Такие пластины могут быть предназначены для выполнения отверстий. Эти приспособления могут быть разработаны с широким диапазоном геометрических признаков. Описанные здесь двусторонние режущие пластины могут быть обычных или необычных размеров, и могут быть предназначены для обычного использования во множестве применений по сверлению.
Кроме того, наличие различных внешних профилей и геометрии стружечной канавки на верхней и нижней передних поверхностях некоторых вариантов осуществления двусторонней режущей пластины согласно настоящему изобретению может обеспечить оптимизированное сочетание профиля, геометрии и марки твердого сплава для каждой стороны, что приводит к значительному улучшению качества резания. Это представляет собой значительное усовершенствование по сравнению с существующими двусторонними режущими пластинами, которые имеют идентичную верхнюю и нижнюю переднюю поверхность.
Варианты осуществления двусторонней режущей пластины, предусмотренные настоящим изобретением, обеспечивают также значительное снижение затрат. Значительные преимущества в плане усовершенствования механической обработки могут быть достигнуты с помощью композитной конструкции посредством оптимизированного сочетания геометрии движений при резании и марки твердого сплава на различных передних поверхностях режущей пластины для приспосабливания к различным срезающим действиям при сверлении отверстий.
Следует иметь в виду, что настоящим описанием проиллюстрированы объекты изобретения, необходимые для четкого понимания изобретения. Некоторые объекты, которые могут быть очевидны специалистам в данной области техники и, следовательно, не будут способствовать лучшему пониманию изобретения, не были представлены для упрощения настоящего описания. Хотя лишь ограниченное число вариантов осуществления настоящего изобретения обязательно для описания в настоящем документе, специалист в данной области техники после рассмотрения вышеприведенного описания признает, что может быть использовано множество модификаций и вариаций изобретения. Все эти изменения и модификации изобретения охватываются вышеизложенным описанием и нижеследующей формулой изобретения.
Поэтому специалистам в данной области техники будет вполне понятно, что настоящее изобретение имеет широкое применение и обширную сферу приложения. Многие варианты осуществления и адаптации настоящего изобретения, помимо описанных здесь, а также множество вариаций, модификаций и эквивалентных решений, будут очевидны или разумным образом предложены настоящим изобретением и его вышеприведенным описанием, в пределах сущности или объема настоящего изобретения. Соответственно, в то время как настоящее изобретение было подробно описано здесь применительно к предпочтительному варианту его осуществления, следует понимать, что данное описание настоящего изобретения имеет лишь иллюстративный и примерный характер и приведено только в целях полного и достаточного раскрытия изобретения. Такое раскрытие не предназначено или не может быть истолковано для ограничения настоящего изобретения или иным образом, исключающим любые другие варианты осуществления, адаптации, изменения, модификации и эквивалентные решения.
Реферат
Изобретение относится к машиностроению и может быть использовано при сверлении отверстий. Двусторонняя режущая пластина включает в себя верхнюю сторону, нижнюю сторону и по меньшей мере одну боковую поверхность, соединяющую указанные стороны и образующую по меньшей мере одну режущую кромку. Верхняя сторона и нижняя сторона выполнены с различным внешним профилем и различной геометрией стружечной канавки и содержат идентичную вписанную окружность. Каждая из верхней стороны и нижней стороны содержит четыре индексируемых режущих кромки. Приведена конструкция сверла, содержащего по меньшей мере две двусторонних режущих пластины. Обеспечивается возможность сверления при больших ударных нагрузках, повышается изностойкость.4 н. и 17 з.п. ф-лы, 7 ил.
Формула
верхнюю сторону,
нижнюю сторону и
по меньшей мере одну боковую поверхность, соединяющую верхнюю сторону и нижнюю сторону, и образующую по меньшей мере одну режущую кромку,
при этом каждая из верхней стороны и нижней стороны имеет различный внешний профиль и различную геометрию стружечной канавки, и идентичную вписанную окружность, причем каждая из верхней стороны и нижней стороны содержит четыре индексируемых режущих кромки.
Документы, цитированные в отчёте о поиске
Режущий инструмент с пластинами, расположенными по задней грани
Патенты аналоги
Режущий инструмент с пластинами, расположенными по задней грани
Комментарии