Регулируемое сверло с индексируемыми режущими пластинами и модульная система и держатель - RU2463131C1
Код документа: RU2463131C1
Чертежи

























Описание
Область техники, к которой относится изобретение
Настоящее изобретение в общем относится к индексируемому сверлу с регулируемым размером для получения отверстия в обрабатываемой заготовке.
Уровень техники
Обычные сверла спирального типа использовались много лет и обычно выполнены из закаленной стали. Цельные твердосплавные сверла имеют желательные характеристики прочности для механической обработки, но имеют различные ограничения. Разработка сверл с индексируемыми режущими пластинами преодолевает некоторые из этих ограничений. В сверлах с индексируемыми режущими пластинами используются режущие кромки на одной или более индексируемых сменных режущих пластинах. Режущие пластины могут быть установлены в гнезда на режущем конце корпуса сверла. Гнезда могут иметь форму, соответствующую по меньшей мере части формы режущей пластины. Режущие пластины могут быть индексируемыми, что означает, что когда режущие кромки изнашиваются при работе, режущие пластины могут быть удалены, или их крепление может быть ослаблено в корпусе сверла, затем они могут быть повернуты или индексированы на заданную величину для использования других режущих кромок режущей пластины. По меньшей мере одна геометрия резания связана с режущей пластиной, которая может быть в двух или более положениях индексирования таким образом, что, например, приблизительно шестигранная режущая пластина имеет геометрию резания в трех положениях, приблизительно квадратная или четырехугольная режущая пластина имеет геометрию резания в четырех положениях, или они могут иметь другие пригодные формы. Режущие пластины могут быть выполнены из материала, который тверже и/или плотнее материала корпуса сверла.
Индексируемые режущие пластины могут быть способными работать с рабочими подачами и скоростями, которые больше, чем у обычных сверл спирального типа. Режущие пластины могут быть выполнены из твердых сплавов или подобных материалов, которые имеют пригодную твердость или могут быть закалены для придания режущей кромке твердости, которая больше, чем твердость просверливаемого материала. Сверла с индексируемыми режущими пластинами могут иметь конструкцию с «одной рабочей стружечной канавкой», «с двумя рабочими стружечными канавками» или множеством рабочих стружечных канавок, при этом одна или более режущих пластин расположены таким образом, что каждая имеет одну рабочую стружечную канавку. Сверла спирального типа обычно имеют две рабочие стружечные канавки.
Хотя они пригодны во многих вариантах применения, сверла с индексируемыми режущими пластинами могут не быть эффективными для получения малых отверстий, например, размером 3/4 дюйма (приблизительно 19 миллиметров) или меньше, поскольку конструкция в типичном случае будет иметь одну рабочую стружечную канавку. При работе одна режущая пластина с одной стружечной канавкой может работать медленнее, чем спиральное сверло с двумя стружечными канавками или сверла с перовыми режущими пластинами с двумя стружечными канавками. Режущие пластины перового типа имеют переднюю вершину сверла «лопастного типа» и могут быть выполнены из твердого сплава или мелкозернистой инструментальной стали.
Как упомянуто, в сверлах с индексируемыми режущими пластинами могут использоваться одна или более сменных режущих пластин, которые обеспечивают экономическую эффективность, в частности, когда размер сверла увеличивается, или материал более стоек к сверлению. Индексируемое сверло может работать с более высокой частотой вращения, вырезая большую площадь поверхности, чем сверло «перового» типа, допуская больший темп подачи. Другое преимущество индексируемого сверла по сравнению с обычным перовым сверлом, цельным твердосплавным сверлом или обычным спиральным сверлом состоит в том, что режущие пластины являются расходуемыми. Вместо повторной заточки режущей кромки режущая пластина может быть индексирована с поворотом к новой режущей кромке и затем удалена в отходы, когда все режущие кромки изношены.
Сверла индексируемого типа известны в данной области техники как «черновой инструмент», поскольку сверла с индексируемыми режущими пластинами могут не быть самоцентрирующимися как в случае с другими типами режущих изделий. Проблемы, такие как проблемы со стружечными канавками индексируемых режущих пластин, которые не являются зеркальным отображением друг друга, как в перовых сверлах или других изделиях, например, вызывают неравномерные силы резания в работающем сверле. Раньше сверло могло удерживаться на траектории резания шпинделем станка и точность могла зависеть от жесткости станка и шпинделя и установочного удерживания детали. Поэтому сверла предшествующего уровня техники с индексируемыми режущими пластинами могут не быть эффективными при высверливании отверстий, имеющих глубину больше трех диаметров. При глубинах, превышающих диаметр в 3 раза, может снижаться точность работы сверл с индексируемыми режущими пластинами предшествующего уровня техники, и силы, воздействующие на станок и шпиндель станка, могут увеличиваться.
Сверла с индексируемыми режущими пластинами или инструменты для грубого выполнения отверстия раньше изготовлялись для приблизительных диапазонов размеров отверстия. Когда размеры сверл предшествующего уровня техники увеличивались, разность размеров от одного сверла до следующего большего размера могла составлять около 1/4 дюйма (приблизительно 6 миллиметров) в диаметре или больше. Конечный пользователь может иметь проблемы с рассверливанием отверстия за один проход до нужного размера между размерами сверл предшествующего уровня техники. До сих пор достигалось небольшое усовершенствование для получения плотных допусков просверливаемых отверстий при больших размерах сверла, составляющих приблизительно от 1,25 дюйма до 5 дюймов (от 32 миллиметров до 127 миллиметров), и используются отдельные режущие изделия для чистовой обработки грубого отверстия.
Кроме того, диаметры отверстий между стандартными размерами в прошлом могли быть выполнены специально заказанными сверлами. Однако время производственного цикла и расход специальных изделий могут быть высокими вследствие мелкосерийного выпуска, нестандартного размера и специальной разработки и сбыта. Стоимость и время получения этих сверл специального размера могут оттолкнуть конечного пользователя от покупки специального сверла и вызывать дополнительные расходы на дополнительные операции.
Кроме того, с существующими сверлами с индексируемыми режущими пластинами, в ходе работы, физические условия резания для сверл с индексируемыми режущими пластинами могут изменяться от внешней кромки отверстия к центру диаметра отверстия вследствие различных линейных скоростей режущих кромок, проходящих в материале. Вблизи центра диаметра линейная скорость режущей кромки может быть очень низкой. С существующими сверлами с индексируемыми режущими пластинами при низкой линейной скорости в центре действие механического резания может быть подобным действию долота, которое вытесняет материал. Когда расстояние от центра увеличивается, линейная скорость режущих пластин увеличивается, и режущие кромки могут эффективно срезать материал. В прошлом низкая линейная скорость в центре отверстия могла вызвать отказ сверла. Для приспособления к низкой линейной скорости в центре отверстия в сверлах предшествующего уровня техники попытались использовать центральную режущую пластину, имеющую другую форму, или выполненную из другого материала режущей пластины, или имеющую специальную режущую кромку.
Кроме того, когда сверла предшествующего уровня техники имеют увеличенный размер, они могут быть выполнены с режущими пластинами большего размера. Когда размер и форма режущей пластины становятся большими, винт для режущей пластины, который удерживает режущую пластину в ее гнезде, может также изменяться. Пользователь, который должен выполнять отверстия многих размеров, должен иметь большие запасы режущих пластин по видам режущих пластин и винтов разных размеров. Конечный пользователь, который должен выполнять отверстия в пределах всего 1,5 дюйма (38 миллиметров) от самого малого до наибольшего, может иметь от 30 до 45 отдельных компонентов материально-производственных запасов.
Сверла, которые не балансируются, могут вызвать вибрацию. Поскольку индексируемые режущие пластины могут не выполняться с двумя стружечными канавками и могут не быть однородными, сверла с индексируемыми режущими пластинами предшествующего уровня техники было трудно балансировать. В прошлом индексируемые режущие пластины хонинговались или изготовлялись с плоскими заточенными режущими кромками для предотвращения кромок от вибрации или перемещений, обычных для сверл с индексируемыми режущими пластинами предшествующего уровня техники. Поэтому требовалось больше мощности для сверл с хонингованными или заточенными плоскими гранями режущей пластины, используемой согласно предшествующему уровню техники.
Сверла с индексируемыми режущими пластинами, согласно предшествующему уровню техники, также зависят от количества хладагента для удаления стружки из отверстия во время сверления. Стружка, производимая при резании, должна уходить от режущих кромок и удаляться из выемки, смежной с зоной резания, для исключения забивания стружкой зазора между корпусом сверла и диаметром резания. Хладагент может закачиваться через корпус сверла, выходя на конце сверла и проходя благодаря давлению и моменту и выталкивая стружку назад, вверх по выемке. Хладагент может включать растворимое водой масло, которое может образовывать туман под действием тепла и давления при резании. Хладагент может быть вреден для здоровья оператора, когда он вдыхается, и должен изолироваться при помощи фильтрации или других процессов для уменьшения вдыхания с воздухом операторами станка.
В известных сверлах с индексируемыми режущими пластинами критическая точка сверла может находиться вблизи области центральной режущей пластины. Центральная область может быть забита стружкой, неспособной перемещаться назад вдоль корпуса сверла и наружу из сформированного отверстия.
Раскрытие изобретения
Настоящее изобретение относится к регулируемому сверлу, содержащему корпус сверла, имеющий продольную ось, содержащий торцевую поверхность, содержащую отверстие, проходящее в корпус сверла; направляющий элемент, смежный с отверстием, проходящим к кромке корпуса сверла; продольную выемку, проходящую от торцевой поверхности вдоль по меньшей мере части корпуса сверла; кассету, смежную с торцевой поверхностью и избирательно перемещаемую вдоль направляющего элемента, содержащую прорезь вдоль направляющего элемента; и режущую поверхность, содержащую гнездо для режущей пластины, расположенное смежно с краем корпуса сверла; крепежное средство, проходящее через прорезь в отверстие, съемно прикрепляющее кассету к корпусу сверла; и режущую пластину, съемно закрепленную в гнезде для режущей пластины.
Регулируемое сверло может дополнительно содержать вторую торцевую поверхность, включающую второе отверстие, проходящее в корпус сверла; вторую кассету, смежную со второй торцевой поверхностью, содержащую сквозное отверстие; и вторую режущую поверхность, содержащую гнездо для режущей пластины, расположенное смежно с осью корпуса сверла; крепежное средство, проходящее через отверстие во второе отверстие, съемно прикрепляющее кассету к корпусу сверла; и режущую пластину, съемно закрепленную в гнезде для режущей пластины.
Регулируемое сверло может дополнительно содержать режущие пластины различных конфигураций, которые могут обеспечивать альтернативные характеристики в сочетании с регулируемым сверлом. В альтернативном варианте осуществления изобретения регулируемое сверло может дополнительно включать центральную режущую пластину, которая обеспечивает увеличенную стабильность в ходе работы системы сверления, все же допуская индексируемость благодаря конфигурациям режущей пластины. В альтернативных вариантах осуществления изобретения система может содержать модульную систему, включающую сменную режущую пластину для использования в сочетании с держателем для расположения режущей пластины в центральном положении для облегчения резания в сочетании с регулируемыми индексируемыми режущими пластинами. Система может также содержать модульный держатель для обеспечения гибкости при работе в других вариантах применения.
Краткое описание чертежей
Фиг. 1 - вид в перспективе с пространственным разнесением элементов регулируемого индексируемого сверла, соответствующего настоящему описанию, с удалением для ясности некоторых частей;
фиг. 2 - вид спереди сверла, показанного на фиг. 1;
фиг. 3 - частичный вид кассет и режущих пластин сверла, показанного на фиг. 1;
фиг. 4A - вид сбоку части сверла, показанного на фиг. 1;
фиг. 4B - вид в плане части, показанной на фиг. 4A;
фиг. 4C - вид сбоку сверла, показанного на фиг. 1;
фиг. 4D - вид в плане сверла, показанного на фиг. 4C;
фиг. 5 - вид в плане сверла, показанного на фиг. 1;
фиг. 6A-6D - виды примера шестигранной режущей пластины, используемой в связи с настоящим описанием;
фиг. 7A-7D - вид примера сверла с альтернативной конфигурацией режущей пластины;
фиг. 8A-8D - вид примера сверла с альтернативной конфигурацией режущей пластины; и
фиг. 9A-9D - вид примера сверла с альтернативной конфигурацией режущей пластины;
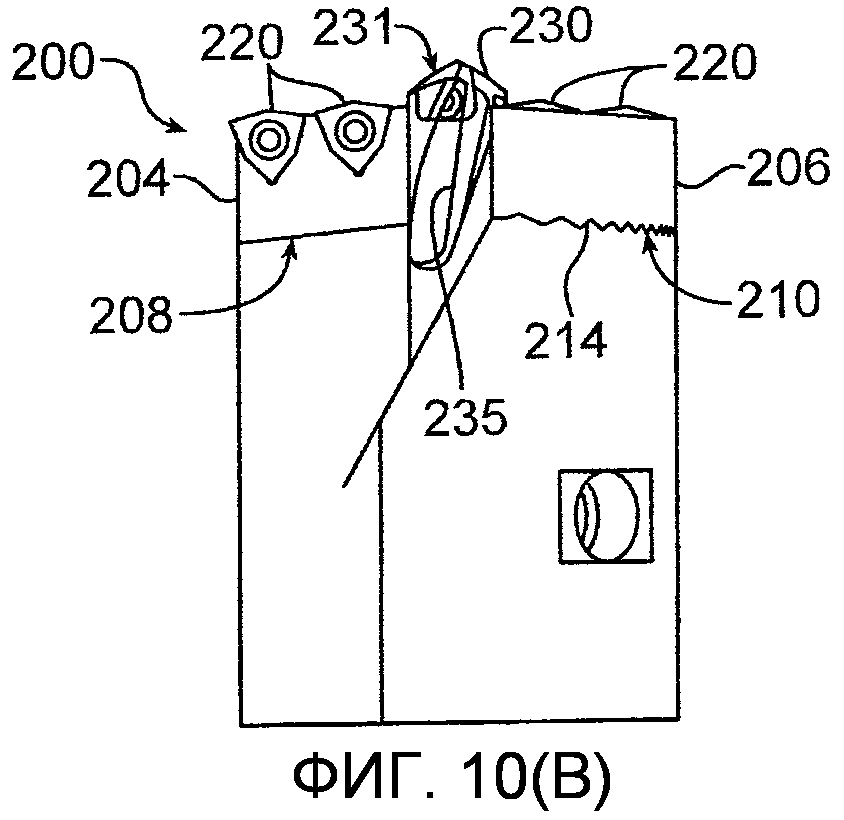
фиг. 10A-10D - виды альтернативного варианта осуществления изобретения, имеющего центральную режущую пластину;
фиг. 11 - вид сечения альтернативного варианта осуществления изобретения, подобного показанному на фиг. 10;
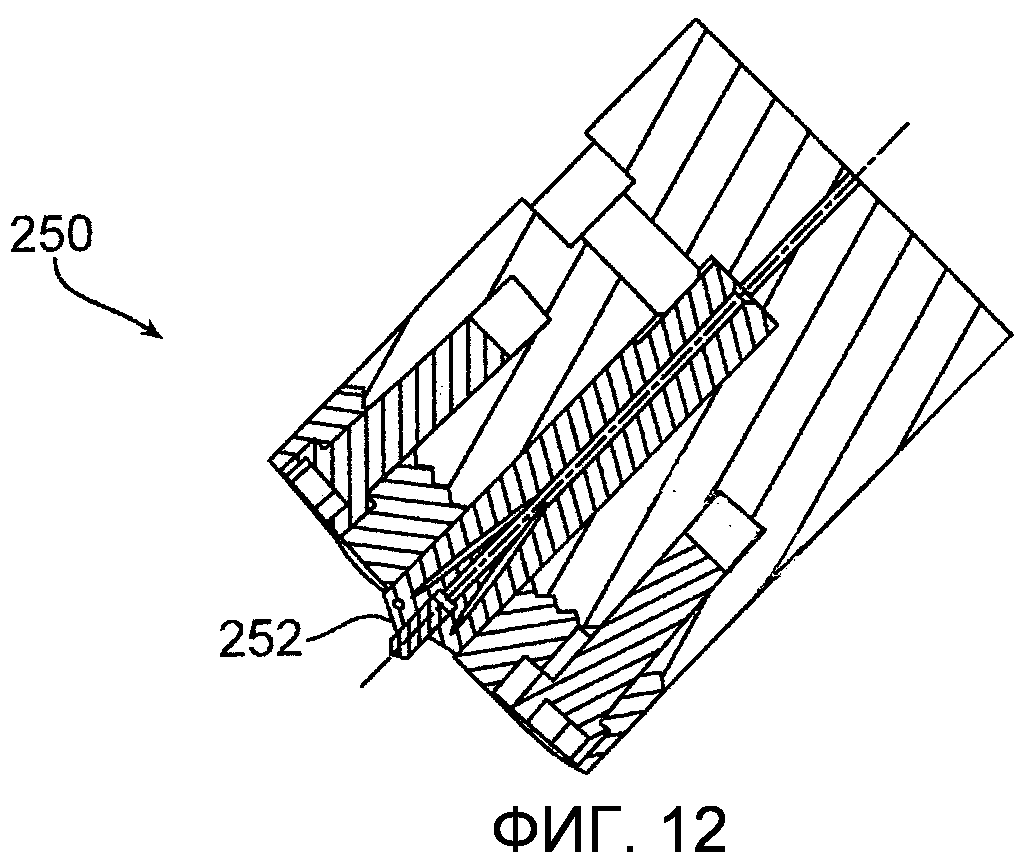
фиг. 12 - вид сечения альтернативного варианта осуществления изобретения, подобного показанному на фиг. 10;
фиг. 13A-13D - частичные виды варианта осуществления изобретения, имеющего центральную режущую пластину с самыми малыми и наибольшими диаметрами резания;
фиг. 14 - вид варианта выполнения модульного держателя, который может использоваться согласно изобретению.
фиг. 15 - вид в перспективе с пространственным разнесением элементов варианта выполнения модульного держателя, показанного на фиг. 14;
фиг. 16 - вид в перспективе с пространственным разнесением элементов соединений между элементами модульного держателя.
фиг. 17 - вид в перспективе с пространственным разнесением элементов соединений между элементами модульного держателя.
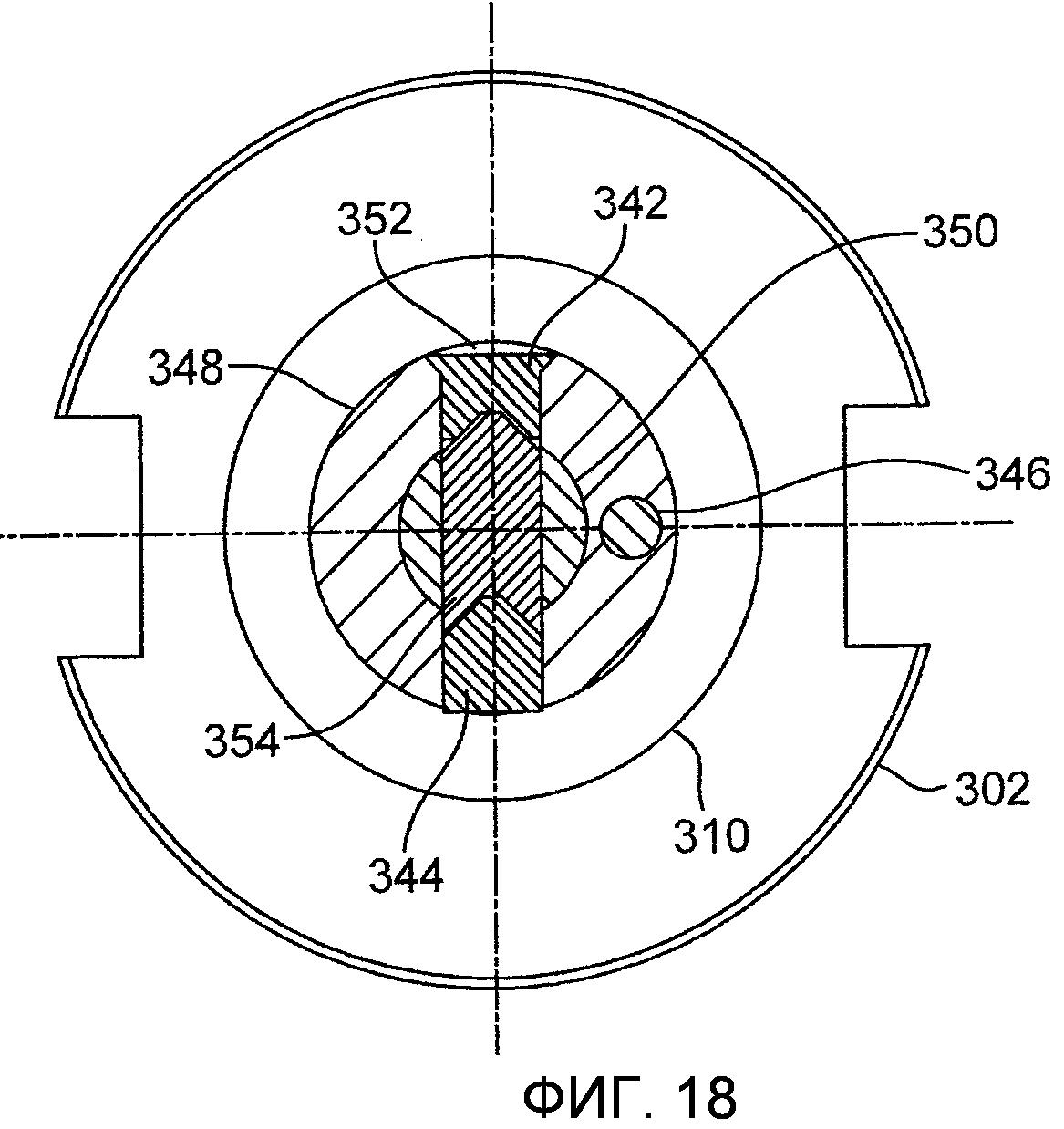
фиг. 18 - вид сечения, показывающий вариант выполнения соединения между компонентами модульного держателя.
фиг. 19-22 - виды альтернативных вариантов выполнения держателя, которые могут использоваться согласно изобретению.
Подробное описание изобретения
Изобретение относится к регулируемому сверлу с индексируемыми режущими пластинами, и, как в описанном здесь примере, в сверле может использоваться одна или более кассет с режущими пластинами и индексируемые режущие пластины. В этом примере сверло с индексируемыми режущими пластинами устраняет многие из недостатков описанных выше сверл с индексируемыми режущими пластинами и обеспечивает увеличенный относительный уровень производительности, стоимость эксплуатации и устранение ненужных операций. Сверло с индексируемыми режущими пластинами также требует меньшего количества хладагента, необходимого для надлежащей работы, таким образом, снижая опасность для операторов относящиеся к возможному вдыханию таких охлаждающих материалов. Как будет также описано, сверло с индексируемыми режущими пластинами обеспечивает плавное, стабильное вхождение в обрабатываемую деталь, таким образом, обеспечивая устойчивую работу для формирования просверливаемых отверстий с жестким размерным допуском требуемой конфигурации. Как показано на фиг. 1, регулируемое сверло 10 с индексируемыми режущими пластинами может содержать корпус 12 сверла, кассету 14 с режущими пластинами ближе к оси сверла и кассету 16 с режущими пластинами дальше от оси сверла. Различные конструкции, такие как винты с головкой для крепления кассет 14 и 16 и режущих пластин, описанных кроме того, не показаны на фиг. 1.
Корпус 12 сверла может иметь приблизительно цилиндрическую форму и может содержать одну или более продольных выемок 18, причем каждая выемка 18 имеет переднюю поверхность 20 и заднюю поверхность 22. Передняя поверхность 20 и задняя поверхность 22 могут быть разнесены приблизительно на 90°.
В альтернативном варианте, передняя поверхность 20 и задняя поверхность 22 могут быть разнесены более или менее чем на 90°. Конец корпуса 12 сверла может содержать первую торцевую поверхность 26 и вторую торцевую поверхность 28. Продольные выемки 18 могут проходить от торцевых поверхностей 26, 28 вдоль по меньшей мере части корпуса 12 сверла. С корпусом сверла могут использоваться одна или более кассет с режущими пластинами, таких как кассеты 14, 16 с режущими пластинами, которые могут быть прикреплены к корпусу 12 сверла смежно с торцевыми поверхностями 26, 28.
В сверле 10 можно использовать множество режущих пластин 30 для уменьшения размера стружки. Режущие пластины могут быть расположены таким образом, что траектории резания режущих пластин перекрываются. Когда диаметр сверла увеличивается за пределы способности траекторий резания перекрывать друг друга надлежащим образом, могут использоваться дополнительные режущие пластины. По меньшей мере одна режущая пластина 30 может быть прикреплена к каждой кассете 14, 16 для режущих пластин. На фиг. 1-5 показано регулируемое сверло 10 с индексируемыми режущими пластинами с использованием четырех или больше режущих пластин 30, 31, 32, 33 для иллюстрации. В некоторых вариантах применения можно использовать меньше четырех режущих пластин. Согласно одному объекту изобретения, сверло может регулироваться в пределах диапазона размеров. Возможность регулирования, в качестве примера, обеспечивается возможностью перемещения кассеты 16 с режущими пластинами дальше от оси сверла и ее расположение против неподвижной кассеты с режущими пластинами 14 по существу под углом 180°. Возможность регулирования подвижной кассеты позволяет точно регулировать размер сверла для конкретных требований по размеру отверстия. Возможность регулирования также предусматривает компенсацию износа шпинделей станков, износа шпинделей сверла или неточной установки. Способность высверливать обработанное начисто отверстие в ходе одной операции устраняет дополнительные операции растачивания и развертывания при достижении требуемого размера завершенного отверстия. Это, в свою очередь, позволяет уменьшать материально-производственные запасы, которые необходимы для конкретных вариантов применения, поскольку диапазон размеров сверла устраняет необходимость в дополнительных инструментах для растачивания и развертывания, а также уменьшает необходимость в специально выполненных размерах сверла. Это также устраняет увеличение времени производственного цикла и расход таких изготовленных на заказ изделий. Когда требуемый диаметр отверстия увеличивается, могут использоваться дополнительные режущие пластины, например, но не ограничиваясь этим, шесть режущих пластин или восемь режущих пластин. Наоборот, когда требуемый диаметр отверстия уменьшается, может использоваться меньше режущих пластин, например, но не ограничиваясь этим, две или три режущие пластины. Режущие пластины 30, 31, 32, 33 содержат геометрию резания, которая может включать режущие кромки 40, 41, 42, 43 с выполненными на них вершинами 44. Вершина в показанном примере образована режущими кромками, проходящими под углом от нее, например приблизительно под углом 20°. Режущие пластины могут быть индексируемыми для получения одного или более дополнительных режущих кромок 40', 41', 42', 43'.
Кассета 14 с режущими пластинами ближе к оси сверла может содержать режущую поверхность, содержащую гнездо для режущей пластины, расположенное смежно с осью корпуса сверла. Режущая пластина 30 может быть закреплена в гнезде для режущей пластины в кассете с режущими пластинами ближе к оси сверла 14 таким образом, что режущая кромка 40 способна резать центральную часть диаметра отверстия.
Кассета 16 с режущими пластинами дальше от оси сверла может содержать режущую поверхность, содержащую гнездо для режущей пластины, расположенное смежно с кромкой корпуса сверла. Режущая пластина, установленная для резания наиболее удаленной от оси сверла части диаметра отверстия, может быть закреплена в гнезде для режущей пластины в кассете с режущими пластинами, расположенными дальше от оси сверла 16. Режущая поверхность кассеты 16 с режущими пластинами, расположенными дальше от оси сверла, может быть отнесена приблизительно на 180° от режущей кромки в кассете с режущими пластинами ближе к оси сверла.
Первая и вторая торцевые поверхности 26, 28 могут быть наклонными поверхностями. Как показано на фиг. 2 и 3, торцевые поверхности 26, 28 могут быть наклонены под заданным углом относительно перпендикулярной плоскости, таким как приблизительно 2-5°. В альтернативном варианте, торцевые поверхности 26, 28 могут быть наклонены от перпендикулярной плоскости примерно на 0,5-10° или больше. Одна или обе торцевые поверхности 26, 28 могут быть наклонены таким образом, что нормальный вектор торцевой поверхности остается параллельным передней поверхности 20 выемки. В альтернативном варианте, торцевые поверхности могут иметь ориентацию под углом. Наклон поверхностей 26 и 28 обеспечивает ровное вхождение в поверхность детали и облегчает стабилизацию сверла во время использования. Это также обеспечивает то, что расположенная смежно с центральной осью сверла режущая пластина, которая в этом примере является режущей пластиной 30, и, в частности, ее вершина 44 начинает формировать канавку на траектории резания, когда противоположная или следующая расположенная ближе к оси сверла режущая пластина начинает входить в деталь. Конфигурация позволяет сверлу начинать выполнять канавку в этот момент прежде, чем внешние режущие пластины начнут резание, таким образом обеспечивая ровное и стабильное вхождение в деталь. Наклон торцевых поверхностей 26, 28 относительно перпендикулярной плоскости ориентирует прикрепленные кассеты 14, 16 с режущими пластинами под соответствующим углом, таким образом приводя к тому, что режущие кромки 40, 41, 42, 43 располагаются таким образом, что внутренняя режущая кромка 40 проходит наружу в самой большой степени, при этом следующие режущие пластины расположены на удалении от переднего конца сверла. Это расположение режущих пластин 30, 31, 32 и 33 позволяет каждой последующей режущей пластине эффективно начинать формирование выреза или канавки до того, как следующая режущая пластина начнет резание и т.д., пока каждая режущая пластина не войдет в контакт с деталью. Расположенная ближе к оси сверла режущая пластина 30 таким образом начинает создавать небольшую касательную нагрузку, прежде чем режущая пластина 31 начнет резание, и, подобно ей режущие пластины 32 и 33. Ровное вхождение в деталь устраняет колебания, которые могут вызвать катастрофический отскок при сверлении с использованием системы с одной режущей пластиной.
Первая и вторая торцевые поверхности 26, 28 могут содержать приводной элемент, смежный отверстию 48 и проходящий к краю корпуса сверла, например, такой как, но не ограничиваясь, один или более продольных зубцов или продольных шпоночных канавок, или средств с другой геометрией, способных удерживать кассеты 14, 16, когда они установлены на торцевых поверхностях 26, 28. Как показано на фиг. 4A и 4B, первая и вторая торцевые поверхности 26, 28 могут содержать приводной элемент, такой как зубцы 50 по меньшей мере на части торцевых поверхностей. Как показано в этом примере, зубцы являются зубцами с углом 60°, но могут быть пригодны зубцы с другими углами, как необходимо. В альтернативном варианте может использоваться устройство с направляющей шпонкой или любая другая соответствующая приводная конфигурация. Кассета 14 с режущими пластинами ближе к оси сверла и кассета 16 с режущими пластинами дальше от оси сверла могут иметь соответствующую геометрию для зацепления с торцевыми поверхностями 26, 28, имеющими соответствующую геометрию с зубцами, пазы под ведущую шпонку или другую геометрию, способную удерживать кассеты 14, 16, когда они установлены на торцевых поверхностях 26, 28, как можно видеть на фиг. 4C и 4D. Корпус 12 сверла может иметь отверстия, проходящие в корпус сверла, или отверстия 48 для приема винтов или крепежных средств, таких как винты с головкой (не показаны) для крепления кассет 14, 16. Кассеты 14, 16 могут съемно прикрепляться к корпусу 12 сверла крепежными средствами, например, но не ограничиваясь, винтами или другими крепежными средствами. Крепежными средствами могут быть винты с головкой под торцевой ключ. Эта конструкция позволяет избирательно заменять кассеты 14 и 16 для обеспечения эффективной замены передних режущих поверхностей, связанных с узлом сверла, простым и эффективным способом. Конструкция, соответствующая настоящему изобретению, также позволяет сохранять небольшое расстояние перехода от корпуса сверла к гнездам 34 для режущих пластин для уменьшения любых изгибающих моментов, воздействующих на режущие пластины. Расстояние от конца корпуса 12 сверла до режущей кромки 40 может составлять приблизительно от 0,5 до 1 дюйма (приблизительно 12-25 миллиметров). В альтернативном варианте расстояние от конца корпуса 12 сверла до режущей кромки 40 может составлять приблизительно от 3/4 до 2 дюймов (приблизительно 19-51 миллиметров). Удерживание кассет вблизи режущей кромки имеет тенденцию уменьшать силы, действующие в сверле 10.
Кассета 14 с режущими пластинами ближе к оси сверла и кассета 16 с режущими пластинами дальше от оси сверла могут иметь отверстия, проходящие через кассеты, для прикрепления кассет к корпусу сверла. Как показано на фиг. 4B и 5, отверстие 52 в кассете 14 с режущими пластинами ближе к оси сверла и отверстие 54 в кассете 16 с режущими пластинами дальше от оси сверла могут содержать расточку для создания пространства для головки винта или другого крепежного средства. Например, винты с головкой (не показаны) могут использоваться для прикрепления кассет 14 и 16 при помощи отверстий 52 и 54 и отверстий, выполненных в торцевых поверхностях 26, 28. Положение крепежных отверстий 48, 52, 54 может позволить пользователю устанавливать кассеты со стороны торцевой поверхности сверла. Благодаря расположению крепежных отверстий 48, 52, 54 в направлении торцевой поверхности сверла пользователь может удалять кассеты, в то время как сверло установлено в шпиндель станка, что может содействовать экономии времени для пользователя.
В альтернативном варианте, одна или более кассет могут быть соединены с корпусом сверла (не показано).
Выемка 18 может иметь форму, которая обеспечивает раскрыв выемки, уменьшающий сопротивление сходу стружки. Передняя поверхность 20 выемки может быть приблизительно плоской. Задняя поверхность 22 может быть эллиптической вогнутой поверхностью, как показано на фиг.1. Эллиптическая задняя поверхность 22 может снижать величину давления хладагента и потока, требуемого для удаления стружки назад и из выемки. Уменьшение величины давления хладагента и расхода может снижать количество затуманивания хладагентом, который будет задерживаться фильтрацией или другими процессами. Для некоторых материалов сверло 10 с индексируемыми режущими пластинами может допускать резание без использования охлаждающей жидкости.
Режущие пластины 30, 31, 32, 33 могут быть расположены в гнездах или выемках, вырезанных в кассетах 14, 16 с режущими пластинами ближе к оси сверла и дальше от оси сверла. Гнезда могут быть сформированы так, чтобы они соответствовали по меньшей мере части формы режущих пластин. Кроме того, гнезда могут быть сформированы таким образом, что режущие пластины наклонены относительно поверхности кассет. Поворот гнезда режущей пластины наружу от 20-градусной вершины может снижать «отталкивание» расположенной смежно с центральной осью сверла пластины, вызванное более низкой линейной скоростью режущей пластины вблизи центральной линии отверстия, например, на 1,5-2,75 градусов от перпендикуляра. Предусматриваются другие величины поворота, которые могут быть необходимыми для других вариантов применения.
Сверло 10 может быть регулируемым для получения различных диаметров в пределах диапазона размеров. Кассета 16 с режущими пластинами дальше от оси сверла может быть подвижной кассетой, смежной с торцевой поверхностью и избирательно перемещаемой вдоль направляющего элемента. Как показано на фиг. 4B и 5A, отверстие 54 может быть прорезью вдоль направления зубчатых соединений 50. Прорезь может иметь размер, позволяющий перемещать кассету 16 с режущими пластинами дальше от оси сверла на 1/16-1/2 дюйма (приблизительно 1-12 миллиметров) или больше для больших корпусов 12 сверла. В альтернативном варианте, прорезь может иметь размер, допускающий перемещение кассеты 16 с режущими пластинами дальше от оси сверла на 1/8-1/4 дюйма (приблизительно 2-6 миллиметров). Предусматриваются другие величины перемещения, как может быть необходимо для различных вариантов применения. При работе, для регулирования кассеты 16 с режущими пластинами дальше от оси сверла, крепежное средство, прикрепляющее кассету к корпусу сверла, может быть ослаблено, позволяя кассете скользить или перемещаться по длине прорези. Когда кассета расположена как необходимо, крепежное средство может вновь затягиваться для прикрепления кассеты к корпусу сверла.
Регулирование диаметра сверления может позволять пользователю регулировать сверло для приспособления к различным диаметрам отверстия. Возможность регулирования сверла позволяет пользователю компенсировать износ шпинделей станка, износ держателей сверла или состояние неточной установки. Регулирование сверла может также снижать необходимость в дорогостоящих вторичных операциях, таких как рассверливание или развертывание после сверления. Регулируемость может также снижать количество материально-производственных запасов сверлильных и расточных инструментов на предприятии. Кроме того, регулируемость может также снижать необходимость в дорогих сверлах специальных размеров. Например, ряд систем сверл может иметь перекрывающие друг друга размеры сверл, которые для режущих пластин, описанных здесь для примера, могут иметь диаметр порядка приблизительно 0,200 дюйма, позволяя сверлить отверстия фактически бесконечного количества размеров. Для более малых конфигураций отверстий возможность регулирования, обеспечиваемая инструментом согласно изобретению, может быть более малой, например порядка приблизительно 0,125 дюйма. В целом, степень регулируемости может иметь разные диапазоны, как может быть необходимо, например диапазон от 1/16 до 1/2 дюйма. Способность обеспечивать регулирование согласно изобретению таким образом позволяет выполнять завершенные отверстия требуемого размера.
Регулируемое сверло 10 с индексируемыми режущими пластинами может использоваться с множеством режущих пластин, которые могут распределять силы резания по ширине резания с немного более толстой режущей пластиной. Кромка режущей пластины имеет более свободный передний угол резания или уклон, который допускается стабильностью сверла. Благодаря исключению затачивания кромок и упрочнению зоны резания, может использоваться меньшая мощность для высверливания отверстия, что дает экономию для пользователя. Более малые размеры режущих пластин могут также обеспечивать использование меньшего количества материала для режущей пластины режущего инструмента. Одна или более режущих пластин могут быть закреплены по меньшей мере в одной кассете, такой как кассеты 14 и 16, любым пригодным способом, например винтами с головкой (не показаны) или подобными средствами.
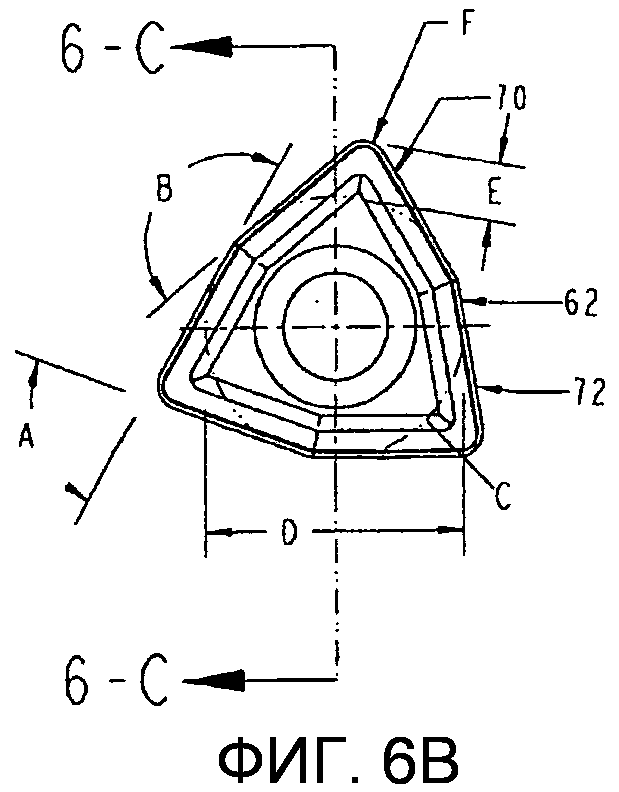
На фиг. 6, то есть на фиг. 6A-6D, показана более подробно шестигранная режущая пластина 60, которая может использоваться в сверле согласно примерам осуществления изобретения. На фиг. 6 шестигранная режущая пластина 60 включает три стороны 62, имеющие первую и вторую части 64 и 66, причем часть 64 образует режущую кромку 68 и задние поверхности под углами приблизительно 7 и 15° соответственно, как показано на виде в сечении. Предусмотрено центральное отверстие 69 для крепежного элемента. Как можно видеть на фиг. 6B, стороны 62 могут быть наклонены под требуемым углом относительно смежной стороны 62, например ориентированы под углами А приблизительно 80° плюс/минус 0,5°, и каждая включает две секции 70 и 72, наклоненные под требуемым углом B, например ориентированные под внешним прилежащим углом, составляющим приблизительно 160°, как показано в этом примере. Режущие кромки 68 расположены на каждой поверхности 62, проходя от осевого центра стороны 62. Режущие кромки 68 являются по существу тангенциальными к вписанной окружности C от мертвой точки режущей пластины 60. Диаметр круга C может иметь требуемый размер D, например такой как 7,938 плюс/минус 0,05 мм. Между сторонами 62 может существовать радиус F, например, такой как радиус 0,787 мм. Сечение, показанное на фиг. 6C, выполнено по линии 6C-6C на фиг. 6B. Как показано на этом чертеже, отверстие 69 имеет требуемую конфигурацию для соответствия крепежному винту с наружным размером G, таким как размер 4,93 мм плюс/минус 0,07 мм, и внутренним размером H, таким как размер 3,23 мм плюс/минус 0,07 мм. В средней части отверстия 69 может быть сформирован радиус I, например, такой как радиус 2,362. На наружной стороне отверстие 69 может иметь часть 65, имеющую расточку J размером, например, 0,51 мм плюс/минус 0,07 мм. Между частью 65 и смежной частью 69 отверстия может быть сформирован радиус, например, такой как радиус 0,203 мм. Поверхности 64 и 66 могут быть сформированы под требуемыми углами к режущей кромке 68, таким как первый главный задний угол K для поверхности 64, например, составляющий 7°, и дополнительный задний угол L для поверхности 66, например, составляющий 15°. Если необходимо, может использоваться только главная задняя поверхность. В этом примере размеры главных и дополнительных задних поверхностей 64 и 66 могут быть выбраны как необходимо. Режущая пластина 60 может иметь требуемую толщину N, такую как 3,96 мм плюс/минус 0,02 мм, с поверхностью 64, имеющей размер O, такой как 1,905 мм. В этом и других примерах режущие пластины выполнены с толщиной, большей, чем толщины стандарта Международной организации по стандартизации, для обеспечения прочности и долговечности. Например, толщина по меньшей мере на 0,4 мм больше, чем толщина международного стандарта. Увеличенное частичное сечение на фиг. 6D, выполненное в секции 6D на фиг. 6C, показывает деталь части режущей кромки 68 и стружколомную поверхность 63. Режущие кромки 68 могут включать множество режущих элементов, которые взаимодействуют друг с другом для образования необходимой режущей поверхности для соответствующего материала и/или варианта сверления. В целом, режущая пластина 60 предназначена для резания с вращательным приводом совместно с держателем в заданном направлении. Отверстие 69 режущей пластины взаимодействует с отверстием в кассете 14 с режущими пластинами ближе к оси сверла или кассете 16 с режущими пластинами дальше от оси сверла для крепления режущей пластины 60, например, в гнезде в кассетах 14 и 16. Отверстие 69 может быть выполнено с утопленными частями, сформированными как опорные поверхности, предназначенные для взаимодействия с соответствующей конусообразной или подобной поверхностью на крепежном элементе, таком как винт и т.п., и отверстие 69 и соответствующее отверстие в кассете 14 или 16 могут быть смещены таким образом, что при закреплении режущей пластины 60 в гнезде режущая пластина 60 будет прижата к опорным поверхностям в гнезде. Смежно с режущими кромками 68 каждой стороны 62 сформированы поверхности режущей кромки или стружколома 63, как можно видеть на фиг. 6D, для формирования необходимых поверхностей формирования и ломки стружки при взаимодействии с режущей кромкой 68. Другие аспекты шестигранной режущей пластины конкретного типа показаны на этих чертежах, но следует также понимать, что если необходимо, другие шестигранные или трохоидные режущие пластины могут быть сформированы по-другому для соответствия использованию в других вариантах применения. В этом примере конкретная шестигранная режущая пластина 60 имеет изометрическую конфигурацию и имеет заданный прилежащий угол, который может изменяться в соответствии с размером режущего инструмента, если необходимо. Режущая пластина 60 также имеет главные и дополнительные задние поверхности, но следует также понимать, что предусматриваются другие конфигурации.
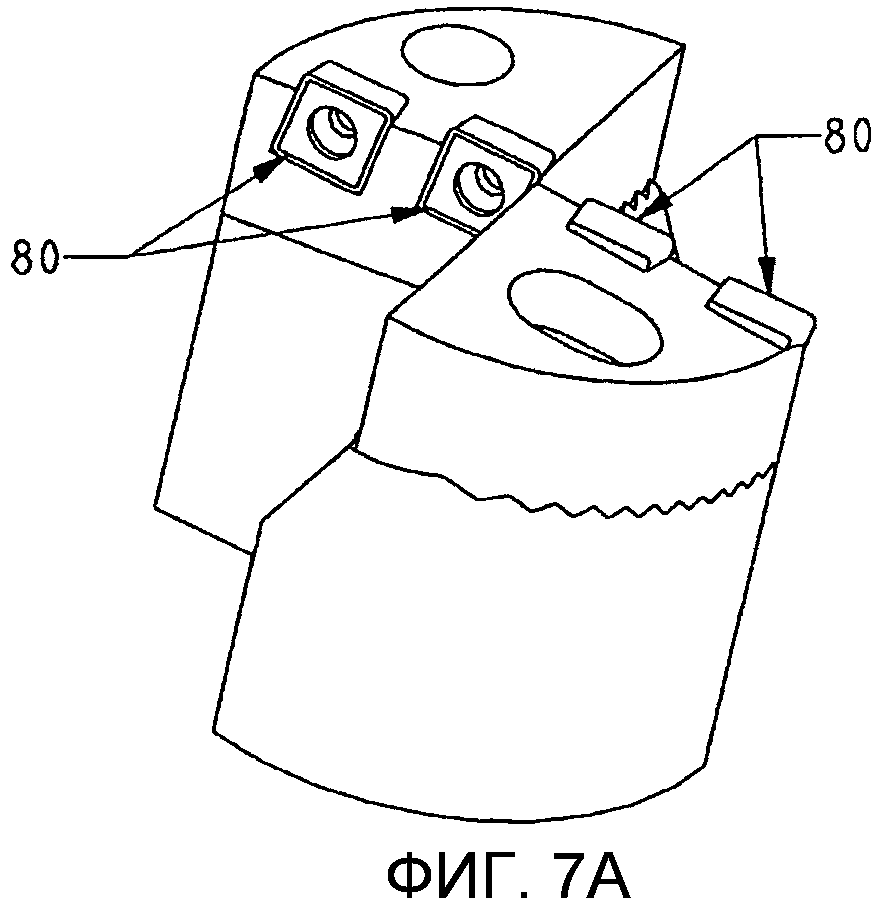
На фиг. 7A-7D показана режущая пластина 80 ромбовидной формы как пример режущей пластины, пригодной в системе сверления. Режущая пластина 80 ромбовидной формы, как можно видеть, имеет четыре стороны, причем каждая из них имеет режущую кромку 81. В этом примере режущей пластины 80 ромбовидной формы, как можно видеть на фиг. 7B, режущие кромки 81 могут быть сформированы по касательной к вписанной окружности 82, например, имеющей диаметр 3/8 дюйма. Режущие кромки 81 также сформированы под заданным углом 84 друг к другу, таким как угол 80°. Как можно видеть на фиг. 7C, показывающей сечение, выполненное по линии 7C-7C на фиг. 7B, главная задняя поверхность 86 сформирована позади режущих кромок 81, и режущая пластина имеет толщину 87, например, приблизительно 0,1563 мм. Увеличенная деталь режущей кромки 81 показана на фиг. 7D, показывающей стружколомную поверхность 88, сформированную смежно с режущей кромкой 81.
На фиг. 8A-8D показана восьмигранная режущая пластина 90 как пример режущей пластины, используемой в системе сверления. Восьмигранная режущая пластина 90, как можно видеть, имеет четыре стороны, каждая из которых имеет несколько режущих кромок 91. В этом примере восьмигранная режущая пластина 90 сформирована как имеющая ромбовидную форму. Как можно видеть на фиг. 8B, восьмигранная режущая пластина 90 может иметь множество режущих кромок, сформированных по касательной к вписанной окружности, например, имеющей диаметр 92, составляющий 0,3750 мм. Режущие кромки 91 могут быть сформированы в требуемом местоположении относительно средней линии каждой стороны восьмигранной режущей пластины 90 под углом 94, например 80°, друг к другу таким образом, что режущие кромки 91 режущей пластины отклонены от средней линии режущей пластины 90, когда они установлены в соответствующем гнезде 34 в кассете 14 или 16. Каждая сторона восьмигранной режущей пластины 90 может быть выполнена таким образом, чтобы она имела режущие кромки 91, сформированные под прилежащим углом 96 друг к другу, например под углом 160°. Как показано на фиг. 8C, может быть применена главная задняя поверхность 100, смежная с каждой режущей кромкой 91, сформированной под углом 102, например таким, как угол 8°. Крепежное отверстие 104 может быть выполнено для обеспечения необходимого прикрепления. Как можно видеть на фиг. 8D, может использоваться стружколомная поверхность 114, сформированная смежно с каждой режущей кромкой 91.
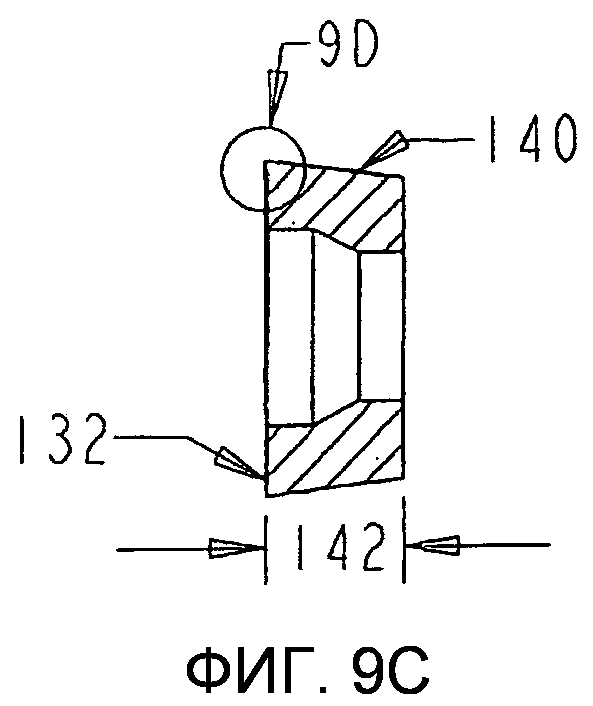
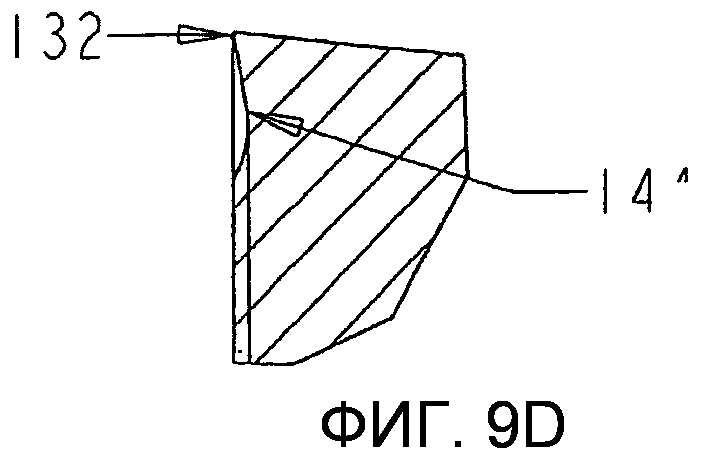
На фиг. 9A-9D показана квадратная режущая пластина 130 как пример режущей пластины, используемой в системе сверления. Квадратная режущая пластина 130, как можно видеть, имеет четыре стороны, каждая из которых имеет режущую кромку 132. Как можно видеть на фиг. 9B, режущие кромки 132 могут быть сформированы по касательной к вписанной окружности 134, имеющей заданный диаметр, например, такой как диаметр 3/8 дюйма. Режущие кромки сформированы под углом 136, который для квадратной режущей пластины 130 составляет 90°. Режущая пластина 130 может иметь размер 138 сторон, например, составляющий 0,3750. Как показано на фиг. 9C, существует главная задняя поверхность 140, сформированная под заданным углом, таким как угол 8°, с деталями крепежного отверстия, подобными, например, использованным с упомянутой ранее восьмигранной режущей пластиной. Как можно видеть на фиг. 9D, может применяться стружколомная поверхность 144, сформированная смежно с каждой режущей кромкой 132.
Типы режущих пластин, показанных на фиг. 6-9, являются примерами типов, которые пригодны для использования, но также предусматриваются другие конфигурации, обеспечивающие индексируемость между кассетами, в которых они расположены.
Другой вариант осуществления изобретения показан на фиг. 10A-10D, в котором регулируемое сверло может также включать центральную систему 230 сверления, которая обеспечивает увеличенную стабильность в ходе работы системы сверления, все же допуская индексируемость благодаря конфигурациям внешних режущих пластин. В варианте осуществления изобретения, показанном на фиг. 10A, инструмент 200 содержит одну или более кассет с режущими пластинами, подобных описанным в предшествующих вариантах осуществления изобретения, таких как кассеты 204, 206 с режущими пластинами, которые могут быть прикреплены к корпусу 202 сверла смежно с торцевыми поверхностями 208, 210. В альтернативном варианте, одна или более кассет могут быть объединены с корпусом сверла (не показан).
В сверле 200 может использоваться множество режущих пластин 220. Режущие пластины 220 могут быть расположены таким образом, что траектории резания режущих пластин перекрываются, как в предшествующих вариантах осуществления изобретения, с большим или меньшим количеством режущих пластин, используемых в зависимости от диаметра сверла. По меньшей мере одна режущая пластина 220 может быть прикреплена к каждой кассете 204, 206 для режущих пластин. Как в предшествующих вариантах осуществления изобретения, на фиг. 10A-10D показано регулируемое индексируемое сверло 200 с использованием четырех или более режущих пластин, но могут использоваться меньше или больше четырех режущих пластин. Сверло 200 может регулироваться в пределах диапазона размеров с возможностью регулирования, как в предшествующих примерах, благодаря применению подвижной кассеты 206 с режущими пластинами дальше от оси сверла и расположенной против нее неподвижной кассеты 204 с режущими пластинами по существу с отнесением на 180°. Вместо того, чтобы быть неподвижной, кассета 204 также может быть подвижной. Возможность регулирования по меньшей мере одной подвижной кассеты позволяет регулировать размер сверла для точного приспособления сверла к конкретному требуемому размеру отверстия. Режущие пластины 220 содержат требуемую геометрию резания и могут быть индексируемыми для получения одной или более дополнительных режущих кромок.
Кассета 204 с режущими пластинами ближе к оси сверла и кассета 206 с режущими пластинами дальше от оси сверла могут содержать режущую поверхность, содержащую гнездо для режущей пластины, расположенное смежно с осью корпуса сверла. Режущие пластины 220 могут быть закреплены в гнездах для режущих пластин так же, как в предшествующих примерах. Режущая поверхность в кассете 206 с режущими пластинами, расположенными дальше от оси сверла, может быть отнесена приблизительно на 180° от режущей кромки в кассете 204 с режущими пластинами ближе к оси сверла.
Первая и вторая торцевые поверхности 208 и 210 могут быть наклонными поверхностями, как описано в предшествующих примерах. Одна или обе торцевые поверхности 208 и 210 могут быть наклонены переменным образом, как в предшествующих примерах так, что они имеют нормальный вектор торцевой поверхности, который остается параллельным передней поверхности выемки, или, в альтернативном варианте, торцевые поверхности могут иметь ориентацию под углом.
Как в предшествующих примерах, первая и вторая торцевые поверхности 208 и 210 могут содержать приводной элемент для приведения в действие кассеты 204 и 206, такой как зубцы 214 по меньшей мере на части торцевых поверхностей, устройство с ведущей шпонкой или любую другую подходящую приводную конфигурацию. Кассеты 204 и 206 с режущими пластинами ближе к оси сверла и дальше от оси сверла могут иметь взаимодействующие конструкции или геометрию для зацепления с приводным элементом, связанным с торцевыми поверхностями 208, 210, такие как соответствующие зубцы, пазы под ведущую шпонку или другие пригодные конструкции или геометрию. Корпус 202 сверла может иметь отверстия, проходящие в корпус сверла, или отверстия 212 для приема винтов или крепежных средств, или могут использоваться другие пригодные приспособления для прикрепления кассет 204 и 206. Кассеты 204 и 206 могут быть съемно прикреплены к корпусу 202 сверла крепежными средствами, например, но не ограничиваясь, винтами или другими крепежными средствами. Эта конструкция позволяет избирательно заменять кассеты 204 и 206, допуская эффективную замену передних режущих поверхностей, например, связанных с узлом сверла. Конструкция, подобная предшествующим примерам, позволяет сохранять коротким расстояние от перехода корпуса сверла до гнезд 34 для режущих пластин для снижения любых изгибающих моментов, воздействующих на режущие пластины.
Кассета 204 с режущими пластинами ближе к оси сверла и кассета 206 с режущими пластинами дальше от оси сверла могут иметь отверстия 216 и 218, соответственно, в кассетах для прикрепления кассет к корпусу сверла. Как показано на фиг. 10A и 10D, отверстие 216 в кассете 204 с режущими пластинами ближе к оси сверла предусматривает ее расположение в зафиксированном положении. Отверстие 218 в кассете 206 с режущими пластинами дальше от оси сверла может обеспечивать подвижность кассеты смежно с торцевой поверхностью и ее избирательное перемещение или скольжение относительно оси инструмента. Отверстие 218 может быть прорезью, допускающей перемещение кассеты 206 с режущими пластинами, расположенными дальше от оси сверла, как в предшествующих примерах, с изменением величин предусмотренного перемещения. Другие аспекты кассет 204 и 206, режущих пластин 220 и держателя 202 могут быть подобны предшествующим примерам.
В этом варианте осуществления изобретения также предусмотрена расположенная в центре система 230 сверления. Система 230 может содержать систему модульного типа 230, которая может избирательно устанавливаться в соответствующей установочной конфигурации, сформированной в держателе 202 в центральном положении между кассетами 204 и 206. В показанном варианте осуществления изобретения установочная конфигурация может быть каналом, таким как цилиндрическое отверстие 236, выполненное в держателе 202, но предусматриваются другие пригодные конфигурации, такие как прорезь, многоугольный канал или другая пригодная конфигурация для приема и удерживания системы 230. Система 230 может быть модульной системой, в которой могут использоваться различные системы сверления, принимаемые установочной конфигурацией 236. В примере, показанном на фиг. 10, система 230 включает сменный корпус 235 держателя, в который может быть избирательно установлена сменная режущая пластина 231, причем режущая пластина может быть пластиной множества типов или конфигураций. Система модульного типа обеспечивает получение системы сверления, которая обеспечивает существенную гибкость для изменения конфигурации системы с различными режущими пластинами 231, например, для оптимизации системы для использования в различных вариантах применения. Система 230 позволяет заменять режущую пластину 231 и/или сменный корпус 235 держателя для легкой модификации конфигурации сверления или установки новой режущей пластины 231 при износе режущей пластины в ходе операции сверления. Центральная режущая пластина 231 расположена так, что ее первая и вторая режущие кромки смежны с осью вращения сверла. Например, центральная режущая пластина 231 может быть режущей пластиной с режущей кромкой, или могут использоваться другие пригодные конфигурации режущей пластины. В альтернативном варианте, если необходимо, центральные режущие кромки могут быть сформированы за одно целое с корпусом сверла. Центральная режущая пластина 231 может облегчать операцию сверления, увеличивая стабильность режущего инструмента, в частности, когда отверстие становится более глубоким. Когда внешние поверхности инструмента 200 снабжены режущими пластинами 220, которые не имеют допуска резания, требуемая стабильность в течение операции сверления может быть увеличена посредством применения центральной системы 230 сверления и режущей пластины 231. Например, при увеличении глубины отверстия применение центральной режущей пластины 231 может придавать дополнительную стабильность инструменту во время сверления. Например, при глубине отверстия, равной одному-четырем диаметрам или больше, устойчивость, обеспечиваемая центральной режущей пластиной, может быть полезной. Центральная режущая пластина 231 может быть пластиной различных типов, например режущей пластиной перового типа. В примере, показанном на фиг. 10, центральная режущая пластина 231 может быть режущей пластиной Gen3sys, поставляемой Allied Machine & Engineering Corp. Такая режущая пластина имеет спиральную грань, изогнутые режущие кромки и уникальную геометрию резания для обеспечения высоких темпов проникновения, долговечности, качества отверстия, отделки поверхности, правильного положения и стабильности и других преимуществ. В таком примере режущий инструмент, снабженный центральной системой 230 резания этого или подобного типа, может представлять собой очень устойчивую систему, которая включает индексируемость кассет согласно указанным здесь примерам. Центральная режущая пластина 231 может быть установлена в канал или отверстие, выполненное в корпусе держателя 235, при этом держатель 235 может быть закреплен в положении стопорным винтом (не показан), расположенным в отверстии 232, выполненном в боковой стороне корпуса 202 сверла и смежном с каналом 236. Корпус 235 центральной режущей пластины может включать вырез 234, например, формирующий упорную поверхность для стопорного винта. Предусматриваются другие приспособления для крепления системы 230 центральной режущей пластины в необходимом положении.
На фиг. 11 показан альтернативный инструмент 240, имеющий характеристики, подобные характеристикам предшествующих примеров, и имеющий альтернативную центральную систему 242 резания. Центральная система 242 резания в этом примере может быть подобной цельному твердосплавному спиральному сверлу ASC, установленному в центре, например, поставляемому Allied Machine & Engineering Corp. На фиг. 12 показан альтернативный инструмент 250, имеющий характеристики, подобные характеристикам предшествующих примеров, и имеющий альтернативную центральную систему 252 резания. Центральная система 252 резания в этом примере может иметь сменную режущую пластину, подобную варианту осуществления изобретения, показанному на фиг. 10, такую как режущая пластина T-A или GEN2, поставляемая Allied Machine & Engineering Corp. Согласно изобретению, могут использоваться или предусматриваться режущие пластины других конфигураций, например, поставляемые Allied Machine & Engineering Corp. или другими изготовителями, или другие центральные системы резания или конфигурации.
Как показано на фиг. 13A-13D, в совокупности с приведенными или другими примерами с использованием центральной системы 260 резания, инструмент все же обеспечивает возможность регулирования в связи с операцией резания подобно предшествующим примерам. Как можно видеть на этих чертежах, кассета 206 с режущими пластинами дальше от оси сверла может быть регулируемой с самым малым диаметром сверла, показанным на фиг. 13A и 13B, и наибольшим диаметром сверла, показанным на фиг. 13C и 13D. На фиг. 13B и 13D показано перекрытие различных режущих пластин 220 на одной стороне центральной системы 260 для ясности. Режущие пластины 220 могут также быть индексируемыми для получения новых режущих поверхностей, как описано выше. Как можно видеть на фиг. 13D, даже с наибольшим диаметром, когда кассета 206 с режущими пластинами дальше от оси сверла полностью выдвинута, существует перекрытие между центральной режущей пластиной 260 и смежной режущей пластиной 220 в кассете 206.
В совокупности с примерами, соответствующими изобретению, также может применяться модульная конфигурация корпуса сверла, как показано, например, на фиг. 14-18. В этом примере корпус сверла или держатель обозначен ссылочной позицией 300 и может включать множество секций, включая хвостовик 302, по меньшей мере одну удлиненную часть 304 и головку 306, образующие требуемую конфигурацию корпуса сверла. Модульная система позволяет легко выполнять различные конфигурации хвостовика 302, легко получать различные длины корпуса 300 сверла при помощи по меньшей мере одной удлиненной части 304 и менять альтернативные конфигурации 306 головки. В этом примере показан хвостовик Cat 50, представляющий стандартную конфигурацию хвостовика держателя инструмента, используемую со сверлами в сочетании с патронами для крепления сверла. Другие конфигурации хвостовика могут включать, но не ограничены ими, конфигурацию хвостовика Cat 40 держателя инструмента, конфигурации держателя ВТ инструмента, конфигурации держателя инструмента с плавающим патроном, конфигурации держателя прямого хвостовика инструмента, конфигурации держателя R8 инструмента, конфигурации держателя HSK инструмента, конфигурации держателя инструмента типа конуса Морзе, конфигурации Кайзера, фланцевые прямые конфигурации и другие. В этом примере хвостовик 302 предназначен для сопряжения с конкретной приводной системой и имеет связанную с ним соединительную часть 310. Соединительная часть может сопрягаться и соединяться с удлиненной частью 304, как показано, или непосредственно соединяться с головкой 306, если необходимо. В этом примере удлиненная часть 304 имеет заднюю сопрягающуюся часть 312 и переднюю сопрягающуюся часть 314. Задняя сопрягающаяся часть 312 может иметь уменьшенный диаметр, который может входить в соединительную часть 310 хвостовика 302 (или, например, другую удлиненную часть) и избирательно прикрепляться к ней. В этом примере сопрягающаяся часть 312 может включать паз 316, расположенный так, что он соответствует отверстиям 318 в сопрягающейся части 310 хвостовика 302. Могут использоваться упорные винты (не показаны) в сочетании с отверстиями 318 для зацепления с пазом 316 и удерживания удлиненной части 304 относительно хвостовика 302, или, согласно изобретению, могут использоваться и предусматриваться другие пригодные приспособления. Выравнивание удлиненной части 304 относительно хвостовика 302 может также обеспечиваться приводными или шпоночными элементами 320, применяемыми в сочетании со шпоночными канавками 322 и 334, которые обеспечивают ориентацию элементов и направляют модульное соединение между элементами. Шпоночные канавки 322 и 334 выполнены, например, в сочетании с хвостовиком 302 и удлиненной частью 304 соответственно. Аналогично, передняя сопрягающаяся часть 314 может представлять собой выемку для приема соединительной части 328 головки 306 аналогичным образом при помощи отверстий 326, соответствующих пазу 330, выполненному в соединительной части 328, для удерживания головки 306 при помощи системы, например, показанной на фиг. 17 и 18, или другой пригодной системы. Приводные элементы 320 в сочетании со шпоночными канавками 322 и 334, сформированными в удлиненной части 304 и головке, соответственно, облегчают соединение головки 306 с необходимой ориентацией. Согласно изобретению, могут использоваться и предусматриваться другие приспособления для соединения или выравнивания.
Следует понимать, что модульное устройство держателя инструмента или корпуса сверла допускает большую гибкость конфигурирования держателя инструмента по-разному для разных вариантов применения или разной окружающей среды.
В варианте осуществления изобретения соединение между головкой 306 и удлиненной частью 304 или хвостовиком 302 показано на фиг. 17 и 18. В этом примере соединительная часть 310 хвостовика (или удлиненная часть) может включать выемку 348, в которую установлено удлинение 350 держателя головки 306 (или удлиненная часть). Может применяться принимающее отверстие 352, с которым входят в зацепление смещенные конические элементы. Например, конические выемки могут быть расположены в центральном пальце 354, как показано на чертеже, как конус 344 на одном конце и перевернутый конус 342 на другом конце, которые взаимодействуют и блокируются друг относительно друга в принимающем отверстии 352. Могут использоваться другие пригодные приспособления для соединения частей блочной системы и может использоваться любая пригодная система. Соединительная система, показанная в этом примере, может использоваться для крепления пальца 350 в положении внутри выемки 348. Выравнивающий или ориентирующий штифт 355 может взаимодействовать с отверстием 346 в хвостовике 302 и соответствующим отверстием (не показано) в головке 306 для выравнивания этих элементов. Согласно изобретению, могут использоваться и предусматриваться другие приспособления для соединения или выравнивания.
Следует понимать, что можно легко получать различные модульные конфигурации. Как показано на фиг. 19, например, количество удлиненных частей 304 может быть выбрано для требуемой глубины отверстия. Возможны другие варианты, такие как модификации хвостовика 302 и/или изменение головки 306, если необходимо.
Для предложения идеи выполнения различных конфигураций хвостовика, пригодных для использования с держателем или корпусом сверла в различных примерах осуществления изобретения, на фиг. 20-22 показаны различные пригодные конфигурации. На фиг. 20 для примера показана конфигурация Cat 50 как цельная или немодульная деталь. На фиг. 21 показан хвостовик и на фиг. 22 показан хвостовик типа Кайзер. Эти конфигурации и другие, как можно видеть, могут использоваться в модульных или немодульных конфигурациях. Добавление регулируемой режущей головки, таким образом, дает существенные преимущества, указанные выше относительно примеров осуществления изобретения.
Хотя изобретение было проиллюстрировано и описано подробно на приведенных выше чертежах и в описании, его описание следует считать как иллюстративное и не ограничивающее, и следует понимать, что показаны и описаны только иллюстративные варианты его осуществления, и что все изменения и дополнения, которые соответствуют сущности изобретения, описанной в нижеследующей формуле изобретения, должны быть защищены. Дополнительные признаки изобретения станут очевидными для специалистов в данной области техники при ознакомлении с описанием. Могут быть сделаны дополнения, не выходящие за рамки сущности и объема изобретения.
Реферат
Сверло содержит корпус с продольной осью, включающий по меньшей мере одну торцевую поверхность, содержащую приводной элемент, образованный в соединении с по меньшей мере одной торцевой поверхностью, по меньшей мере одну кассету, смежную торцевой поверхности и избирательно перемещаемую относительно по меньшей мере одной торцевой поверхности и взаимодействующую с приводным элементом для приведения ее в действие, при этом по меньшей мере одна кассета включает режущую поверхность, содержащую по меньшей мере одно гнездо для режущей пластины, расположенное смежно краю корпуса сверла, крепежную систему для съемного прикрепления по меньшей мере одной кассеты к корпусу сверла и по меньшей мере одну режущую пластину, съемно закрепленную в гнезде для режущей пластины. По другому варианту по меньшей мере одна кассета включает в себя режущую поверхность, содержащую по меньшей мере одно гнездо для режущей пластины и по меньшей мере одну режущую пластину, съемно закрепленную в гнезде для режущей пластины, а сверло имеет центральную систему резания. Технический результат: расширение технологических возможностей. 2 н. и 23 з.п. ф-лы, 22 ил.
Комментарии