Системы и способы формирования отверстия в стопе - RU2675878C2
Код документа: RU2675878C2
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ
Некоторые изделия, например воздушный летательный аппарат или узлы воздушного летательного аппарата, могут содержать компоненты из материалов различных типов. Наличие различных материалов в слоях стопы, в отношении которых используется режущий инструмент для формирования отверстия (например, для просверливания отверстия), может усложнить процесс сверления и привести к высоким затратам на инструменты и обрабатывающие операции для завершения просверливания перед сборкой. Различные инструменты или различные покрытия инструментов могут быть необходимы для эффективного и/или экономичного просверливания различных слоев. Например, незащищенные твердосплавные инструменты обычно изнашиваются относительно быстро при их использования для сверления усиленного углеродным волокном пластика (CFRP). Инструменты с алмазными покрытиями могут быть использованы для улучшения характеристик износа для сверления усиленного углеродным волокном пластика (CFRP), однако алмазные покрытия вступают в химическую реакцию с железом в слоях стали, что делает алмазные покрытия непригодными для использования со сталью.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Соответственно, для решения вышеописанных проблем представляется целесообразным создать режущий инструмент для формирования отверстий в стопе, имеющей множество слоев,.
Один пример настоящего изобретения относится к режущему инструменту для формирования окончательного отверстия в стопе, которая содержит по меньшей мере два слоя и направляющее отверстие, имеющее размер направляющего отверстия и проходящее по меньшей мере через один из указанных по меньшей мере двух слоев. Режущий инструмент содержит хвостовик. Режущий инструмент также содержит первую часть, содержащую первое покрытие и/или первое покрытие и второе покрытие, причем первое покрытие по меньшей мере частично покрывает первую часть. Режущий инструмент также содержит вторую часть, расположенную между хвостовиком и первой частью, причем вторая часть содержит второе покрытие, которое по меньшей мере частично покрывает вторую часть.
Один пример настоящего изобретения относится к способу обработки стопы, которая содержит по меньшей мере два слоя. Способ включает обеспечение наличия режущего инструмента, содержащего хвостовик, первую часть, содержащую первое покрытие и/или первое покрытие и второе покрытие, причем первое покрытие по меньшей мере частично покрывает первую часть, вторую часть, расположенную между хвостовиком и первой частью, причем хвостовик, первая часть и вторая часть имеют продольную ось симметрии, вторая часть содержит второе покрытие, которое по меньшей мере частично покрывает вторую часть. Способ также включает вращение режущего инструмента вокруг продольной оси симметрии и его продвижение через стопу для формирования окончательного отверстия, имеющего диаметр окончательного отверстия и проходящего по меньшей мере через два слоя, причем первая часть меньше, чем направляющее отверстие, имеющее размер направляющего отверстия и проходящее по меньшей мере через один из указанных по меньшей мере двух слоев, диаметр окончательного отверстия по существу равен размеру направляющего отверстия или больше него, а окончательное отверстие выполнено по существу соосным с направляющим отверстием.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Таким образом, при наличии описания примеров настоящего изобретения в общих терминах, будет приведена ссылка на прилагаемые чертежи, которые не обязательно показаны в масштабе, причем схожие ссылочные обозначения определяют те же самые или схожие части на всех различных видах.
На фиг. 1 показана структурная схема режущего инструмента согласно одному аспекту настоящего изобретения.
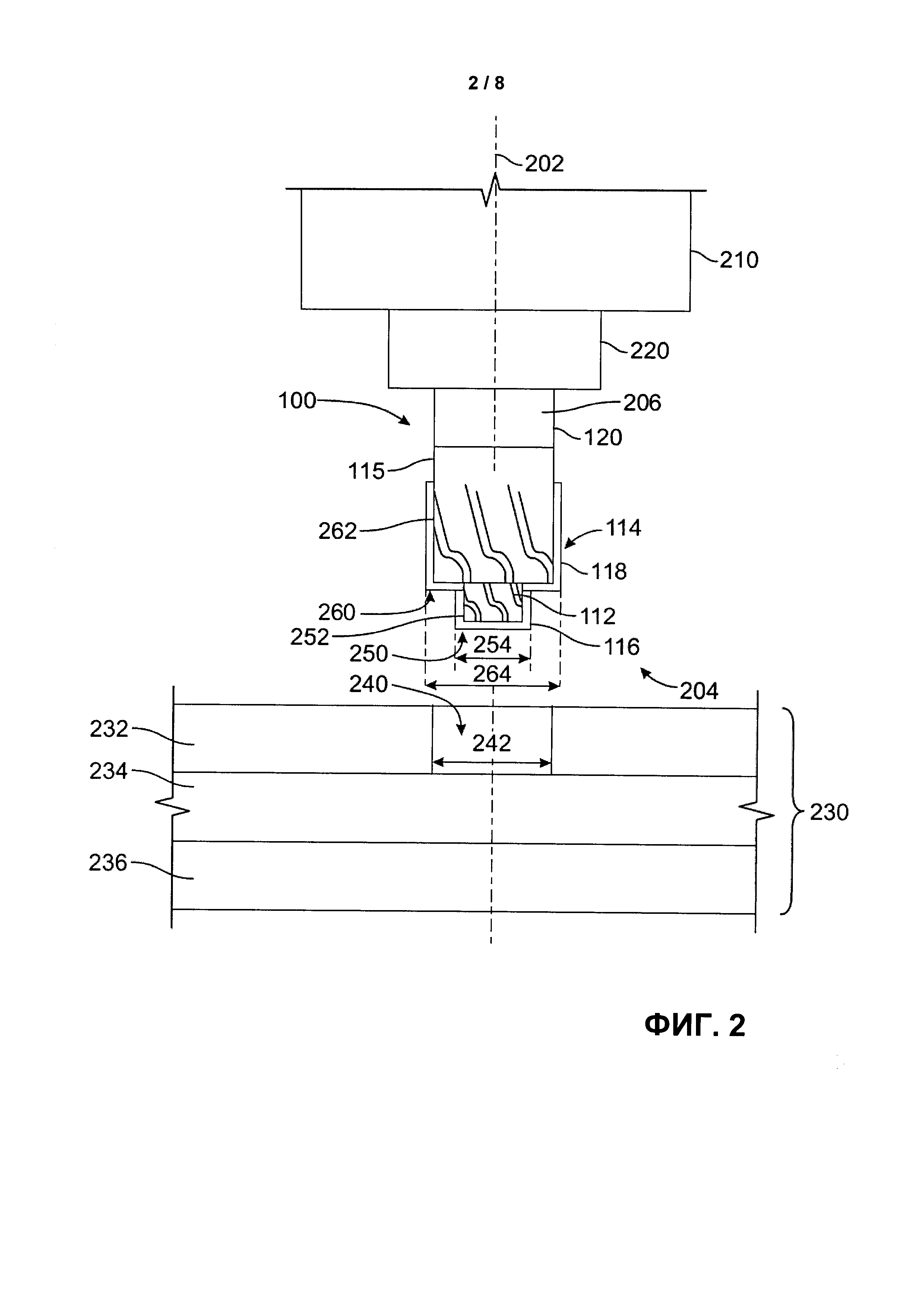
На фиг. 2 схематически показан вид в разрезе режущего инструмента по фиг. 1 и стопы из частей, которые должны быть просверлены режущим инструментом, согласно одному аспекту настоящего изобретения.
На фиг. 3 схематически показан перспективный вид режущего инструмента по фиг. 2 согласно одному аспекту настоящего изобретения.
На фиг. 4 схематически показан вид сбоку режущего инструмента по фиг. 1, имеющего сужающуюся поверхность, согласно одному аспекту настоящего изобретения.
На фиг. 5-7 схематически показан вид в разрезе, иллюстрирующий примеры режущего инструмента по фиг. 1, имеющего различные конфигурации покрытий.
На фиг. 8-10 схематически показаны виды в разрезе, иллюстрирующие различные расположения направляющих отверстий.
На фиг. 11a-11d схематически показаны виды в разрезе, иллюстрирующие формирование отверстий в стопе из частей.
На фиг. 12а и 12b показаны виды, иллюстрирующие орбитальное перемещение режущего инструмента по фиг. 2 согласно одному или большему количеству аспектов настоящего изобретения.
На фиг. 13 показана блок-схема способа использования режущего инструмента по фиг. 1 для формирования отверстия в стопе из частей согласно одному аспекту настоящего изобретения.
На фиг. 14 показана блок-схема методики изготовления и обслуживания воздушного летательного аппарата.
На фиг. 15 схематически показан перспективный вид воздушного летательного аппарата.
В вышеописанной структурной схеме или вышеописанных труктурных схемах сплошные линии, соединяющие различные элементы и/или компоненты, могут представлять механическое соединение, электрическое соединение, соединение посредством текучей среды, оптическое соединение, электромагнитное соединение и другие соединения и/или их сочетания. Как использовано в настоящей заявке, «соединенный» означает связанный напрямую, а также косвенно. Например, элемент А может быть прямо связан с элементом В или может быть косвенно связан с ним, например посредством другого элемента С.Могут также существовать соединения, отличные от соединений, показанных в структурной схеме или структурных схемах. Штриховая пунктирная линия, при наличии таковой, соединяющая различные элементы и/или компоненты, представляет соединения, схожие по функции и назначению с элементами и/или компонентами, представленными сплошными линиями, однако соединения, представленные штриховыми пунктирными линиями, выполнены выборочно или относятся к альтернативным или необязательным аспектам настоящего изобретения. Аналогичным образом, любые элементы и/или компоненты, представленные штриховая пунктирными линиями, указывают на альтернативные или необязательные аспекты настоящего изобретения. Окружающие элементы, при наличии таковых, представлены точечными пунктирными линиями.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В приведенном далее разделе «Осуществление изобретения» многие конкретные подробные сведения изложены для обеспечения полного понимания раскрытых идей, которые могут быть реализованы без некоторых или всех из этих подробностей. В других примерах подробные сведения об известных устройствах и/или обрабатывающих операциях были опущены для предотвращения чрезмерного завуалирования настоящего изобретения. Несмотря на то, что некоторые принципы будут описаны в сочетании с конкретными примерами, следует понимать, что эти примеры не следует считать ограничивающими.
Ссылка в настоящей заявке на «один пример» или «один аспект» означает, что один или большее количество признаков, конструкций или характеристик, описанных по отношению к примеру или аспекту, включены по меньшей мере в одну реализацию. Выражение «один пример» или «один аспект» в различных местах заявки может или не может представлять собой ссылку на тот же самый пример или аспект.
Как показано на фиг. 1-12 и, в частности, согласно фиг. 2, один пример настоящего изобретения относится к режущему инструменту 100 для формирования окончательного отверстия 1104 (фиг.11d) в стопе 230, которая содержит по меньшей мере два слоя (например, железосодержащий слой 232 и композиционный слой 234) и направляющее отверстие 240, имеющее размер 242 направляющего отверстия и проходящее по меньшей мере через один из указанных по меньшей мере двух слоев (например, железосодержащий слой 232). Режущий инструмент 100 содержит хвостовик 120. Режущий инструмент 100 также содержит первую часть 112, содержащую первое покрытие 116 и/или первое покрытие 116 и второе покрытие 118, причем первое покрытие 116 по меньшей мере частично покрывает первую часть 112. Режущий инструмент 100 также содержит вторую часть 114, расположенную между хвостовиком 120 и первой частью 112, причем вторая часть 114 содержит второе покрытие 118, которое по меньшей мере частично покрывает вторую часть 114. Размер 242 направляющего отверстия может представлять собой диаметр. Как использовано в настоящей заявке, если не указано иное, термины «первый», «второй», «третий» и т.д. используются по существу в виде обозначений и не предназначены для задания однозначных позиционных требований к элементам, к которым эти термины принадлежат. Например, «первый» и «второй» объекты не обязательно должны быть расположены вплотную друг к другу или в конкретном порядке по отношению друг к другу или другим объектам по существу посредством их обозначения как «первый» и «второй». Кроме того, использование «первого» и «второго» объектов не обязательно требует или исключает использование «третьего» объекта, «четвертого» объекта и т.д.
Согласно фиг. 2, первая часть 112 и вторая часть 114 могут быть выполнены в виде режущих частей или могут содержать эти режущие части, используемые для удаления материала из одного или большего количества слоев стопы 230. Например, первая часть 112 и/или вторая часть 114 может содержать один или большее количество зубцов, выемок или каналов, выполненных для удаления материала или т.п.В целом первая часть 112 и вторая часть 114 выполнены с возможностью их вращения вокруг продольной оси 202 симметрии режущего инструмента 100 и с возможностью продвижения через стопу 230 для удаления материала из этой стопы 230. «Вращение», как использовано в настоящей заявке, возникает, когда ось вращения корпуса проходит через центр масс этого корпуса, причем корпус совершает вращение на себя или совершает вращение. В некоторых примерах в дополнение к вращению режущий инструмент 100 может быть также перемещено с орбитальным движением. Режущий инструмент 100 в различных примерах может быть выполнено с возможностью использования в осевом сверлении и/или орбитальном сверлении. В альтернативном варианте или дополнительно режущий инструмент 100 может быть выполнен с возможностью использования с дополнительными или другими операциями. В одном примере режущий инструмент 100 может быть применен для сверления. Хвостовик 120 имеет размер, подходящий для обеспечения поверхности, или выполнен для обеспечения этой поверхности для скрепления режущего инструмента 100 с устройством 210 для приведения в действие, используемым для вращения или вращения и орбитального перемещения режущего инструмента 100 и продвижения режущего инструмента 100 в стопу 230. В примере, показанном на фиг. 2, хвостовик 120 используется для скрепления режущего инструмента 100 с держателем 220 устройства 210 для приведения в действие. Хвостовик 120, например, может иметь размер и форму, которые должны быть приняты отверстием держателя 220. Хвостовик 120 в различных примерах может иметь круглое, квадратное или многоугольное сечение и/или может быть выполнен супенчатым. Держатель 220 (например, зажим) может быть выполнен с возможностью разъемного приема хвостовика 120 режущего инструмента 100. В целом, устройство 210 для приведения в действие выполнено с возможностью вращения или с возможностью вращения и орбитального перемещения режущего инструмента 100 и/или с возможностью продвижения режущего инструмента 100 в стопу 230 для удаления материала (например, формирования и/или удлинения отверстия) в стопе 230. В различных примерах устройство 210 для приведения в действие может быть выполнено, помимо прочего, в виде осевой дрели или орбитальной дрели.
Покрытия, как описано в настоящей заявке (например, первое покрытие 116 и второе покрытие 118), могут содержать один или большее количество различных материалов по сравнению с нижележащей подложкой (например, внешней поверхностью первой части 112 и/или второй части 114), на которую наносят эти покрытия. В некоторых примерах первая часть 112 и/или вторая часть 114 режущего инструмента 100 может быть выполнена из карбидного материала, используемого в качестве подложки, на которую наносят одно или большее количество покрытий. Например, первое покрытие 116 и второе покрытие 118 могут быть образованы из материалов, выбранных для улучшения прочности, износостойкости, надежности и/или точности режущих операций. Первое покрытие 116 и/или второе покрытие 118 может быть нанесено с наличием в целом однородной толщины. Первое покрытие 116 и/или второе покрытие 118 может быть нанесено, например, с использованием процесса химического осаждения из паровой фазы (CVD). Еще в одном примере первое покрытие 116 и/или второе покрытие 118 может быть нанесено с использованием процесса нанесения покрытия осаждением из паров (PVD), такого как осаждение распылением. Конкретный состав покрытий, толщина покрытий и технология или технологии, используемые для нанесения покрытий, могут быть определены на основании конкретных требований заданного применения с учетом материала или материалов, которые должны быть обработаны режущим инструментом 100.
Как показано, например, на фиг. 2, режущий инструмент 100 может содержать корпус 110, который содержит первую часть 112, вторую часть 114 и хвостовик 120.
Хвостовик 120 может быть размещен проксимально по отношению к концу 206 хвостовика, а первая часть 112 может быть размещена проксимально по отношению к режущему концу 204 инструмента 100, причем вторая часть 114 размещена между хвостовиком 120 и первой частью 112, как описано выше. В примере, показанном на фиг. 2, хвостовик 120 расположен непосредственно вплотную к (с прилеганием к) второй части 114, а вторая часть 114 расположена непосредственно вплотную к (с прилеганием к) первой части 112, однако в других примерах вышеописанные примыкания могут и не существовать и/или могут быть выполнены дополнительные части. Как описано в настоящей заявке, первая часть 112 и вторая часть 114 содержат части, выполненные с возможность разрезания, или содержат режущие части. В некоторых примерах первая часть 112 и/или вторая часть 114 может содержать по меньшей мере одну часть, не выполненную с возможностью разрезания. Например, как показано на фиг. 2, вторая часть 114 корпуса ПО режущего инструмента 100 может содержать нережущую часть 115, расположенную проксимально по отношению к концу 206 хвостовика. Нережущие части, такие как нережущая часть 115, могут быть выполнены с покрытием (например, первым покрытием 116 и/или вторым покрытием 118) в некоторых примерах и без покрытия в других примерах.
Согласно, например, фиг. 5-7, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первое покрытие 116 по существу полностью покрывает первую часть 112 режущего инструмента 100, а второе покрытие 118 по существу полностью покрывает вторую часть 114 инструмента. В других примерах первое покрытие 116 может не полностью покрывать первую часть 112 и/или второе покрытие 118 может не полностью покрывать вторую часть 114. Например, как показано на фиг. 2, показанная вторая часть 114 содержит нережущую часть 115, на которую не наносят второе покрытие 118.
Согласно, например, фиг. 2 и 5-7, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первое покрытие 116 отлично от второго покрытия 118 режущего инструмента 100. Например, первое покрытие 116 может содержать первый материал, который не подходит для использования в разрезании заданного материала и/или слоя в стопе 230, а второе покрытие 118 может содержать другой, второй материал, который подходит для использования в разрезании заданного материала и/или слоя в стопе 230. Как использовано в настоящей заявке, материал покрытия подходит для разрезании материала стопы, если этот материал покрытия применим с коммерческой точки зрения для обычного использования, под которым подразумевается разрезание материала стопы, например, если материал покрытия может быть использован для разрезания материала стопы с целесообразными или практическими уровнем износа, техническими характеристиками и реакционной способностью, что понятно специалистам в области техники. Как использовано в настоящей заявке, материал покрытия неподходит для разрезания материала стопы, если использование материала покрытия для разрезания материала стопы является невозможным или чрезмерно дорогостоящим, что понятно специалистам в области техники, вследствие неэффективным режущих свойств и/или нежелательных взаимодействий между материалами, например, засорения или загрязнения. Например, материал покрытия, который изнашивается быстрее, чем те, которые специалисты в области техники смогли бы предусмотреть при использовании заданного материала стопы, и не обеспечивает надлежащих технических характеристик (например, имеет меньшую, чем необходимая скорость удаления материала, или создает шероховатость нижней поверхности), не подходит для использования с заданным материалом стопы. В качестве еще одного примера, если материал покрытия химически реагирует с материалом стопы для засорения или повреждения материала покрытия и/или материала стопы, то этот материал покрытия не подходит для использования с материалом стопы.
В одном примере первое покрытие 116 инструмента 100 подходит для использования в разрезании первого (одного) слоя стопы 230, однако не подходит для использования в разрезании второго (другого) слоя стопы 230, причем второе покрытие 118 подходит для использования в разрезании второго слоя стопы 230. В данном примере направляющее отверстие 240 может быть выполнено во втором слое стопы 230 и иметь такой размер, что первое покрытие 116 не контактирует со вторым слоем стопы 230, причем второе покрытие 118 не имеет контакта со вторым слоем стопы 230 во время процесса разрезания для формирования отверстия в этом втором слое стопы 230.
Например, как показано, например, на фиг. 2, стопа 230 содержит железосодержащий слой 232, композиционный слой 234 и слой 236 без железа. Железосодержащий слой 232 может быть сформирован из материала, содержащего черный металл, например сплав черного металла, такой как углеродная сталь, или может содержать этот материал. Композиционный слой 234 может быть сформирован из композиционного материала, такого как усиленный углеродным волокном пластик (CFRP), или может содержать этот композиционный материал. Слой 236 без железа может быть сформирован, например, помимо прочего, из железосодержащего металла или сплава (такого как титан или алюминий), или стекловолокна, или может или содержать железосодержащий металл или сплав (такой как титан или алюминий), или стекловолокно. В отношении вышеописанного примера, композиционный слой 234 может представлять собой пример первого слоя, первое покрытие 116 которого подходит для разрезании, а железосодержащий слой 232 может представлять собой пример второго слоя, первое покрытие 116 которого не подходит для разрезания. Как показано на фиг. 2, размер 242 направляющего отверстия у направляющего отверстия 240 имеет значение для обеспечения просвета для прохождения первой части 112 таким образом, что первое покрытие 116 не контактирует с железосодержащим слоем 232, когда устройство 210 для приведения в действие функционирует с обеспечением удаления материала (например, формируют отверстие) в стопе 230. Направляющее отверстие 240 и вторая часть 114 имеют размер или выбраны таким образом, что второе покрытие 118 может контактировать с железосодержащим слоем 232 для удаления материала из этого железосодержащего слоя 232 (например, для увеличения направляющего отверстия 240 и/или обеспечения необходимой однородности или шороховатости направляющего отверстия 240).
Таким образом, в различных примерах первая часть 112 режущего инструмента 100 и направляющее отверстие 240 могут иметь размер или могут быть выполнены с возможностью предотвращения контакта первого покрытия 116 режущего инструмента с материалом, при котором первое покрытие 116 не подходит для использования, причем вторая часть 114 (и второе покрытие 118) используется для разрезания материала, при котором первое покрытие 116 не подходит для использования. Несмотря на то, что направляющее отверстие 240 на фиг. 2 показано проходящим только через железосодержащий слой 232, в других примерах направляющее отверстие 240 может проходить через один или большее количество других слоев (например, слой 236 без железа), и/или дополнительные направляющие отверстия могут быть представлены в других слоях. Кроме того или в альтернативном варианте по отношению к первому покрытию 116 и второму покрытию 118, содержащим различные материалы, первое покрытие 116 может быть нанесено на режущий инструмент 100 с использованием другой технологии, которая используется для нанесения второго покрытия 118. Например, технология CVD может быть использована для нанесения первого покрытия 116, а технология PVD может быть использована для нанесения второго покрытия 118.
Согласно, например, фиг. 2, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первое покрытие 116 режущего инструмента 100 содержит алмазный материал. Алмазный материал может представлять собой, например, алмазное покрытие, наносимое с использованием технологии CVD, и может быть нанесен на первую часть 112 режущего инструмента 100. Металлы или сплавы, например, могут быть использованы в качестве подложки, на которую наносится алмазное покрытие. Конкретные маталлы или сплавы могут требовать предварительной обработки перед нанесением алмазных покрытий. Алмазные покрытия могут быть использованы для разрезания материалов, таких как CFRP, стекловолокно, титан и аллюминий, однако могут и не подходить для использования в резрезании сталей или других железосодержащих материалов. Кроме того, следует отметить, что алмазные покрытия могут быть относительно неустойчивы к поверхностным загрязняющим веществам и дефектам на подложке, а недостаточное склеивание покрытия или покрытий с подложкой может возникать в результате наличия таких поверхностных загрязняющих веществ и дефектов и/или в результате использования неподходящей подложки. В различных примерах алмазное покрытие может быть выполнено относительно тонким, например приблизительно 0,0002 дюймов (приблизительно 0,005 мм). В других примерах огут быть нанесены более толстые покрытия. В различных примерах размеры частиц покрытий могут составлять приблизительно 0,00008 дюймов (приблизительно 2 микрометра). В других примерах могут быть использованы большие размеры частиц.
Обычно алмазные покрытия обеспечивают улучшение прочности, износостойкости и сопротивления истиранию по отношению к непокрытым режущим поверхностям (например, карбидным поверхностям) или другим покрытиям (например, покрытиям из нитрид-хром аллюминия (AlCrN)). Алмазные покрытия, однако, могут быть более дорогими, чем другие покрытия. Кроме того, алмазные покрытия могут быть несовместимы или могут не подходить для разрезания конкретных материалов, таких как железосодержащие материалы. Засорение и/или загрязнение режущей поверхности с алмазным покрытием и/или разрезаемого железосодержащего материала может происходить в результате использования режущей поверхности с алмазным покрытием для разрезания железосодержащего материала. Например, трение и тепло от разрезания железосодержащих материалов может привести к химической реакции, которая вызывает возникновение углерода в алмазном покрытии для переноса в железосодержащий материал, что приводит к загрязнению или засорению и/или ускоренному или преждевременному износу или разрушению покрытия.
В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, второе покрытие 118 режущего инструмента 100 содержит материал из AlCrN. Покрытия из AlCrN могут быть нанесены, например, с использованием процесса PVD. Покрытие из AlCrN может обеспечивать большую жесткость и износостойкость, чем непокрытая поверхность (например, карбид), однако меньшую жесткость и износостойкость, чем алмазное покрытие. Покрытия из AlCrN могут подходить для разрезания железосодержащих и других материалов (например, композиционных) и, таким образом, могут быть нанесены на первую часть 112 и вторую часть 114, когда режущий инструмент 100 используется для формирования отверстия в железосодержащих и слоях без железа. Например, покрытие из AlCrN путем технологии PVD может подходить для разрезания сталей или других железосодержащих материалов, а также CFRP, стекловолокна, титана и аллюминия. Таким образом, в некоторых примерах первое покрытие 116 может не подходить для разрезания материала, которое во втором покрытии 118 подходит для разрезании. Несмотря на то, что покрытие из AlCrN может в целом подходить для разрезания CFRP, специалистам в области техники будет очевидно, что алмазные покрытия имеют характеристики износа, предпочтительные по сравнению с покрытиями из AlCrN, для использования с CFRP. В различных примерах одно или большее количество различных покрытий могут быть нанесены альтернативным образом или дополнительно на алмазное покрытие и/или покрытие из AlCrN.
Таким образом, в случаях, в которых первое покрытие 116 режущего инструмента 100 содержит алмазный материал, а стопа 230 содержит по меньшей мере один слой, содержащий железосодержащий материал, режущий инструмент 100 и стопа 230 должны быть выполнены таким образом, что во время обработки стопы 230 с использованием режущего инструмента 100 только второе покрытие 118, подходящее для разрезания железосодержащих материалов, контактирует с железосодержащим материалом, а первое покрытие 116 не контактирует с железосодержащим материалом. Например, как показано, например, на фиг. 2, первое покрытие 116 может быть ограничено первой частью 112 режущего инструмента 100, направляющее отверстие 240 может быть выполнено в железосодержащем слое 232, а первая часть 112 и направляющее отверстие 240 могут иметь такой размер, что первая часть 112 и первое покрытие 116 не контактируют с железосодержащим материалом, когда режущий инструмент 100 продвигают через стопу 230. Таким образом, например, первое покрытие 116 (например, алмазное покрытие) может быть нанесено для того, чтобы воспользоваться преимуществом предпочтительных характеристик износа первого покрытия 116 для разрезания одного или большего количества материалов (например, CFRP) в стопе 230, а второе покрытие 118 (например, покрытие из AlCrN) используется для разрезания другого материала (например, стали), при котором первое покрытие 116 не подходит для разрезания, а также других материалов.
Как показано, например, на фиг. 5, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, вторая часть 114 инструмента 100 по существу лишена первого покрытия 116. Например, вторая часть 114 может быть скрыта, когда первое покрытие 116 наносится на режущий инструмент 100. Как также показано на фиг. 5, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первая часть 112 инструмента 100 по существу лишена второго покрытия 118, а вторая часть 114 инструмента 100 по существу лишена первого покрытия 116.
В различных примерах, описанных выше, первое покрытие 116 и/или второе покрытие 118 может быть по существу ограничено только первой частью 112 или второй частью 114. Однако, в некоторых примерах одно или большее количество покрытий могут быть нанесены на более, чем одну из частей.
Как показано на фиг. 6, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первое покрытие 116 и второе покрытие 118 режущего инструмента 100 по меньшей мере частично перекрываются вдоль первой части 112 инструмента. Как показано на фиг. 6 и 7, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, второе покрытие 118 покрывает первое покрытие 116. Согласно, например, фиг. 7, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, второе покрытие 118 по существу полностью покрывает первую часть 112. В некоторых примерах первое покрытие 116 содержит алмазный материал, а второе покрытие 118 содержит материал из AlCrN.
Специалистам в области техники будет очевидно, что покрытие из AlCrN может приклеиваться надлежащим образом к алмазному материалу для нанесения поверх алмазного покрытия, однако алмазный материал может и не приклеиваться надлежащим образом к покрытию из AlCrN для нанесения поверх покрытия из AlCrN. Поскольку материал из AlCrN подходит для разрезания железосодержащих материлов и композиционных материалов, и поскольку покрытие из AlCrN может быть практически или надлежащим образом нанесено поверх алмазного покрытия, то второе покрытие 118 из AlCrN может по существу полностью покрывать первую часть 112, на которую уже было нанесено первое покрытие 116 (алмазное). Поскольку покрытие из AlCrN изнашивается, алмазное покрытие может быть подвержено воздействию и использовано для обработки композиционных или, в противном случае, материалов без железа (например, титана). Однако, в некоторых вариантах реализации, поскольку алмазное покрытие может и не быть практически или надлежащим образом нанесено поверх покрытия из AlCrN, и поскольку алмазное покрытие может и не подходить для обработки железосодержащих материалов, то алмазное покрытие может быть и не нанесено поверх второго покрытия 118. Таким образом, в некоторых вариантах реализации в случаях, в которых первое покрытие 116 и второе покрытие 118 перекрываются, покрытия могут быть нанесены на режущий инструмент 100 только в конкретном порядке на основании характеристик приклеивания покрытий (например, первое покрытие 116 может быть нанесено до нанесения второго покрытия 118).
Согласно, например, фиг. 2, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первое покрытие 116 имеет сопротивление износу, которое больше, чем сопротивление износу второго покрытия 118. Например, как также описано выше, первое покрытие 116 может содержать алмазный материал, который имеет сопротивление износу, которое больше, чем сопротивление износу второго покрытия 118, которое может содержать материал из AlCrN. Следует отметить, что сопротивление износу может и не быть обязательно определено прочностью материала. Например, даже если два материала имеют одинаковую прочность, то их сопротивления износу могут быть различными. Специалистам в области техники будет очевидно, что существуют различные типы сопротивления износу. Один тип сопротивления износу представляет собой истирание при низком напряжении или истирание царапанием. Один способ измерения сопротивления материала к истиранию царапанием представляет собой испытание с использованием сухого песка и/или резинового колеса или ASTM G65. Испытание с использованием сухого песка и/или резинового колеса характеризует материалы в терминах потери веса при регулируемой совокупности лабораторных условий. Корреляция с фактическими полевыми условиями может быть подвержена влиянию других параметров износа, таких как, среди прочего, величина воздействия, коррозия или истирание, однако понимание эксплуатационных характеристик материала может быть приобритено путем проверки результатов испытания с использованием сухого песка и/или резинового колеса в зависимости от химии материала и микроструктуры материала. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, по меньшей мере часть (например, хвостовик 120 и/или нережущая часть 115) режущего инструмента 100 имеет сопротивление износу, которое меньше, чем сопротивление износу первого покрытия 116 и второго покрытия 118.
Как указано выше, в различных примерах режущий инструмент 100 может быть выполнен таким образом, что первое покрытие 116 и первую часть 112 не приводят в контакт с одним или большим количеством слоев стопы 230, контактирующих с направляющим отверстием 240 (например, железосодержащим слоем 232) по мере того, как стопу 230 обрабатывают с использованием режущего инструмента 100. Согласно фиг. 2, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первая часть 112 содержит первую концевую поверхность 250 и первую боковую поверхность 252. Первая боковая поверхность 252 имеет максимальный диаметр 254 первой боковой поверхности, который меньше, чем размер 242 направляющего отверстия. Первое покрытие 116 по существу полностью покрывает первую концевую поверхность 250. Вторая часть 114 содержит вторую концевую поверхность 260 и вторую боковую поверхность 262. Вторая боковая поверхность 262 имеет по меньшей мере один диаметр 264 второй боковой поверхности, который больше, чем максимальный диаметр 254 первой боковой поверхности. Второе покрытие 118 содержит материал, отличный от материала первого покрытия 116, и покрывает по меньшей мере часть второй концевой поверхности 260.
Максимальный диаметр 254 первой боковой поверхности и диаметр 264 второй боковой поверхности могут быть измерены или определены для включения нижележащего материала или подложки корпуса 110 режущего инструмента 100 и толщины любого нанесенного покрытия. В некоторых примерах диаметр первой части 112 (первой боковой поверхности 252) может являться существу постоянным вдоль длины первой части 112, так что диаметр вдоль любой части длины первой части 112 можно понимать как максимальный диаметр 254 первой боковой поверхности. Аналогичным образом, диаметр второй части 114 (второй боковой поверхности 262) может являться по существу постоянным доль длины второй части 114, так что диаметр вдоль любой части длины второй части 114 можно понимать как диаметр 264 второй боковой поверхности. Следует дополнительно отметить, что, несмотря на то, что используется термин «диаметр», сечение первой части 112 и второй части 114 может и не быть идеально или непрерывно круглым. Например, вдоль первой боковой поверхности 252 и второй боковой поверхности 262 могут быть выполнены выемки, зубцы или другие признаки.
Диаметр 264 второй боковой поверхности режущего инструмента 100 может иметь по существу то же самое значение, что и размер 242 направляющего отверстия, или может быть больше него, так что диаметр 264 второй боковой поверхности может быть использован для удаления материала из одного или большего количества слоев стопы 230, содержащей направляющее отверстие 240 (например, железосодержащего слоя 232). В некоторых примерах диаметр 264 второй боковой поверхности может быть меньше, чем диаметр направляющего отверстия 240, однако все еще может быть использован для удаления материала из железосодержащего слоя 232 путем орбитального перемещения режущего инструмента 100. Поскольку максимальный диаметр 254 первой боковой поверхности меньше, чем направляющее отверстие 240, то первая часть 112 может быть продвинута через стопу 230 без контакта первого покрытия 116 с железосодержащим слоем 232. Кроме того, любое перемещение первой части 112 в направлении, поперечном по отношению к продольной оси 202 симметрии (например, вследствие орбитального перемещения режущего инструмента 100), может быть ограничено областью, которая меньше, чем направляющее отверстие 240 для предотвращения контакта между первым покрытием 116 и железосодержащим слоем 232.
Как показано на фиг. 2 и 3, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, вторая часть 114 расположена вплотную к первой части 112, первая концевая поверхность 250 имеет по существу форму диска, а вторая концевая поверхность 260 представляет собой по существу круглое кольцо. Согласно, например, фиг 3, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первая концевая поверхность 250 содержит содержит режущую кромку 256 первой концевой поверхности, а вторая концевая поверхность 260 содержит режущую кромку 266 второй концевой поверхности. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первая боковая поверхность 252 содержит режущую кромку 258 первой боковой поверхности, а вторая боковая поверхность 262 содержит режущую кромку 268 второй боковой поверхности. Режущая кромка поверхности, как использовано в настоящей заявке, не обязательно занимает всю поверхность или расположена на границе между двумя различными поверхностями. Режущая кромка может представлять собой часть поверхности. Кроме того, в некоторых примерах заданная поверхность может содержать более одной режущей кромки. Режущие кромки в различных примерах могут быть сформированы на поверхности, в месте соединения двух поверхностей и/или рядом с местом соединения двух поверхностей.
Как показано на фиг. 2 и 3, первая часть 112 и/или вторая часть 114 режущего инструмента 100 может иметь в целом цилиндрическую форму, однако в различных примерах могут быть применены другие формы. Как показано, например, на фиг. 4, в одном аспекте настоящего изобретения, которое может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, первая часть 112 и/или вторая часть 114 содержит сужающуюся поверхность. Например, первая часть 112 может содержать первую сужающуюся поверхность 402, а вторая часть 114 может содержать вторую сужающуюся поверхность 404. В некоторых примерах первая часть 112 и/или вторая часть 114 может иметь боковую поверхность, которая сужается вдоль по существу всей ее длины, или может иметь боковую поверхность, часть которой выполнена сужающейся, а часть нет. В некоторых примерах первая часть 112 и/или вторая часть 114 может быть выполнена сужающейся для обеспечения ее обычной конической формы или формы усеченного конуса. Сужающаяся боковая поверхность может иметь выемки, зубцы или другие признаки, расположенные вдоль этой поверхности. Могут быть применены формы, отличные от конической, например с различными диаметрами вдоль первой части 112 и/или второй части 114. Соответственно, в некоторых примерах первая часть 112 и/или вторая часть 114 может содержать ступенчатые части, имеющие различные диаметры.
Согласно, в целом, фиг. 1-12 и, в частности, фиг. 13, один пример настоящего изобретения относится к способу 1300 обработки стопы 230, которая содержит по меньшей мере два слоя (например, железосодержащий слой 232 и композиционный слой 234). Способ 1300 включает обеспечение наличия режущего инструмента 100 (операция 1308). Как показано, например, на фиг. 1 и 2) режущий инструмент 100 содержит хвостовик 120, первую часть 112, которая содержит первое покрытие 116 и/или первое покрытие 116 и второе покрытие 118, причем первое покрытие 116 по меньшей мере частично покрывает первую часть 112 и вторую часть 114, которая размещен между хвостовиком 120 и первой частью 112, хвостовик 120, первая часть 112 и вторая часть 114 имеют продольную ось 202 симметрии, а вторая часть 114 содержит второе покрытие 118, которое по меньшей мере частично покрывает вторую часть 114. Согласно фиг. 13 и фиг. 1-2, способ также включает вращение режущего инструмента 100 вокруг продольной оси симметрии 202 и продвижение режущего инструмента 100 через стопу 230 для формирования окончательного отверстия 1104 (см., например, фиг. lid), имеющего диаметр окончательного отверстия 1106 и проходящего по меньшей мере через два слоя, причем первая часть 112 меньше, чем направляющее отверстие 240, имеющее размер 242 направляющего отверстия и проходящее по меньшей мере через один из указанных по меньшей мере двух слоев, диаметр окончательного отверстия 1106 (см., например, фиг. lid) по существу равен размеру 242 направляющего отверстия или больше него, а окончательное отверстие 1104 выполнено по существу соосным с направляющим отверстием 240 (операция 1312).
Одно или большее количество отверстий (например, направляющее отверстие 240 и/или окончательное отверстие 1104) могут иметь по существу круглую форму. В других примерах могут быть применены отверстия, имеющие другие формы (например, среди прочего, форму овала или прорези). Направляющее отверстие 240 может проходить только через один слой или может проходить более чем через один слой. Кроме того, в некоторых примерах могут быть представлены более одного направляющего отверстия (например, первое направляющее отверстие в первом слое и второе направляющее отверстие во втором слое). Например, второе направляющее отверстие может быть расположено в слое, который не расположен вплотную к слою, в котором расположено первое направляющее отверстие, и/или второе направляющее отверстие может иметь размер, отличный от размера первого направляющего отверстия. Первое и второе направляющие отверстия могут быть выравнены.
Настоящее изобретение и фигуру или фигуры чертежей, описывающие операции способа или способов, заданных в настоящей заявке, следует интерпретировать как необходимость, определяющую последовательность таких операций. Несмотря на то, что показан один иллюстративный порядок, следует понимать, что последовательность операций может быть изменена, когда это целесообразно. Кроме того, в некоторых аспектах настоящего изобретения необходимо выполнять не все из операций, описанных в настоящей заявке.
Согласно, например, фиг. На, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, при применении способа 1300, по меньшей мере два слоя (например, железосодержащий слой 232 и композиционный слой 234) стопы 230 содержат первый слой (например, железосодержащий слой 232) и второй слой (например, композиционный слой 234), причем первый слой (например, железосодержащий слой 232) содержит материал, отличный от материала второго слоя (например, композиционного слоя 234). Как описано в настоящей заявке, один из слоев может содержать материал, из которого первое покрытие 116 или второе покрытие 118 инструмента 100 не подходит для разрезания. Например, первое покрытие 116 может содержать алмазный материал, который не подходит для разрезания железосодержащего слоя 232.
Согласно, например, фиг. 2, в одном аспекте настоящего изобретения, которое может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, по меньшей мере два слоя стопы 230 содержат композиционный слой 234, содержащий композиционный материал, и железосодержащий слой 232, содержащий железосодержащий материал, причем направляющее отверстие 240 проходит по меньшей мере через железосодержащий слой 232, а первое покрытие 116 не контактирует с железосодержащим материалом железосодержащего слоя 232, когда режущий инструмент 100 продвигают через стопу 230. Таким образом, например, если первое покрытие 116 (например, алмазное покрытие) инструмента 100 не подходит для разрезания железосодержащего слоя 232, то может быть предотвращено разрезание первого покрытия 116 и другой его контакт с железосодержащим материалом железосодержащего слоя 232. В одном аспекте настоящего изобретения (см., например, фиг. 8-10), направляющее отверстие 240 проходит через железосодержащий слой 232 и не проходит через композиционный слой 234. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, окончательное отверстие 1104 сформировано в композиционном слое 234 перед тем, как окончательное отверстие 1104 сформировано в железосодержащем слое 232. Например, как показано на фиг. 8-10, если режущий инструмент 100 продвигают в стопу 230 от нижней части стопы 230, то окончательное отверстие 1104 (см., например, фиг. 11d) может быть сформировано в композиционном слое 234 до формирования железосодержащего слоя 232. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, окончательное отверстие 1104 сформировано в железосодержащем слое 232 до того как, окончательное отверстие 1104 сформировано в композиционном слое 234. Например, как показано на фиг. 8-10, если режущий инструмент 100 продвигают в стопу 230 от верхней части стопы 230, как показано на фиг. 8-10, то окончательное отверстие 1104 может быть сформировано в железосодержащем слое 232 до композиционного слоя 234.
Согласно, например, фиг. 2 и 8-10, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, по меньшей мере два слоя содержат композиционный слой 234, содержащий композиционный материал, железосодержащий слой 232, содержащий железосодержащий материал, и по меньшей мере один дополнительный слой (например, слой 236 без железа), причем направляющее отверстие 240 проходит по меньшей мере через железосодержащий слой 232 и не проходит через композиционный слой 234. На фиг. 8-10 показаны примеры стопы 230, в котором направляющее отверстие 240 проходит через железосодержащий слой 232, а не через композиционный слой 234. Направляющее отверстие 240 может проходить только через железосодержащий слой 232 или может также проходить через один или большее количество других слоев. Например, на фиг. 8 и на фиг. 10, направляющее отверстие 240 проходит через железосодержащий слой 232 и не содержащий железа слой 236, но не через композиционный слой 234. На фиг. 9 направляющее отверстие 240 проходит только через железосодержащий слой 232. В некоторых примерах направляющее отверстие 240 может быть открыто (например, проходит через внешний слой стопы 230), как показано на фиг. 8 и 10. В других примерах направляющее отверстие 240 может быть скрыто (например, может проходить только через один или большее количество внутренних слоев), как показано на фиг. 9. Следует отметить, что, в примерах, в которых направляющее отверстие 240 скрыто, стопа 230 может быть удержана в предварительно определенном положении по мере того, как режущий инструмент 100 продвигают в эту стопу 230, и/или внешний слой может содержать метку или указатель, соответствующий положению направляющего отверстия 240 для оказания содействия в выравнивании этого направляющего отверстия 240 и режущего инструмента 100.
С использованием направляющего отверстия 240, проходящего через железосодержащий слой 232, а не через композиционный слой 234, первое покрытие 116 (например, алмазное покрытие) может быть предпочтительно применено для удаления композиционного материала, который может изнашиваться быстрее через второе покрытие 118, чем через первое покрытие 116, с одновременным предотвращением разрезания первого покрытия 116 или, в противном случае, контакта с железосодержащим слоем 232. Как описано в настоящей заявке, различные части режущего инструмента 100 могут быть выполнены с различными покрытиями для улучшения характеристик и/или срока службы режущего инструмента 100 с одновременным предотвращением взаимодействий материалов и покрытия, что может привести к засорению, загрязнению или другим дефектам. Таким образом, путем покрытия конкретных частей режущего инструмента 100 одним типом покрытия (например, алмазным покрытием) и других частей другим типом покрытия (например, износостойким PVD покрытием, таким как покрытие из AlCrN), резак со смешанным покрытием может быть выполнен для формирования отверстий в составных стопах (например, стопах, содержащих слои из различных материалов, такие как композитные слои и железосодержащие слои), с использованием режущего инструмента 100, имеющего изменяющееся значение целевого сопротивления износу в различных местах этого режущего инструмента 100. Использование режущего инструмента 100 может уменьшить, например, затраты на сборку и/или увеличить производительность и/или качество. Следует отметить, что различные стопы, показанные на фиг. 8-10, приведены посредством примера для иллюстративных целей, а не для ограничения. Различные количества, типы и расположения слоев в стопах могут быть применены в различных примерах.
В различных примерах может изменяться не только размещение (например, положение) направляющего отверстия 240 в стопе 230, но и время выполнения направляющего отверстия 240, например по отношению к узлу из одного или большего количества слоев для формирования стопы 230. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, способ 1300 также включает выполнение направляющего отверстия (операция 1304) до того, как по меньшей мере два слоя (например, железосодержащий слой 232 и композиционный слой 234) собраны для формирования стопы 230 (операция 1302). Например, в некоторых примерах железосодержащий слой 232 может быть выполнен с направляющим отверстием 240, уже сформированным в железосодержащем слое 232 до того, как железосодержащий слой 232 и композиционный слой 234 (а в некоторых примерах дополнительные слои) соединены для формирования стопы 230. В альтернативном варианте в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, способ 1300 также включает формирование направляющего отверстия (операция 1305) после того, как по меньшей мере два слоя (например, железосодержащий слой 232 и композиционный слой 234) собраны для формирования стопы 230 (операция 1302). Например, железосодержащий слой 232 (с направляющим отверстием 240, которое все еще должно быть сформировано в нем) и композиционный слой 234 (а в некоторых примерах дополнительные слои) могут быть соединены для формирования стопы 230 с направляющим отверстием 240, сформированным после соединения слоев (например, путем сверления стопы 230 на предварительно определенную глубину). В некоторых примерах направляющее отверстие 240 может также быть сформировано (операция 1306) в дополнительных слоях (например, не содержащем железа слое 236) до сборки стопы 230 или после этого.
На фиг. 11a-11d показан один пример формирования окончательного отверстия 1104 в стопе 230. Как показано на фиг. 11а, обеспечивают наличие стопы 230 (операция 1302), содержащей железосодержащий слой 232 на одной стороне стопы 230 и композиционный слой 234 на противоположной стороне стопы 230, со слоем 236 без железа, вставленным между железосодержащим слоем 232 и композиционным слоем 234. В других примерах могут быть нанесены другие или дополнительные слои, и/или может изменяться конкретный порядок или ориентация слоев. Как показано на фиг. 11а, в примере стопа 230 собрана до формирования направляющего отверстия 240. В других различных примерах, например в которых направляющее отверстие 240 выполняется только в одном или большем количестве внутренних слоев (см., например, фиг. 9), направляющее отверстие 240 может быть создано до сборки слоев для формирования стопы 230.
Как показано на фиг. lib, в одном примере направляющее отверстие 240 сформировано в железосодержащем слое 232 (операция 1304) и в слое 236 без железа (операция 1306). Направляющее отверстие 240 может быть сформировано с наличием глубины, проходящей через железосодержащий слой 232 и слой 236 без железа, а не через композиционный слой 234. В других примерах направляющее отверстие 240 может быть сформировано через железосодержащий слой 232, но не через слой 236 без железа. С использованием сформированного направляющего отверстия 240, режущий инструмент 100 может быть продвинут через стопу 230 для формирования окончательного отверстия 1104.
Согласно, например, фиг. 2, 3, 11 с и 13, по мере того, как режущий инструмент вращают и продвигают через стопу 230, происходит удалением материала. Например, режущий инструмент 100 продвигают через стопу 230 от верхней части стопы. Первая часть 112 режущего инструмента 100 имеет размер, подходящий для прохождения через направляющее отверстие 240 без контакта с железосодержащим слоем 232 или со слоем 236 без железа, через который проходит направляющее отверстие 240. Когда первая часть 112 сталкивается с композиционным слоем 234, режущая кромка 256 первой концевой поверхности контактирует с композиционным слоем 234 и удаляет материал из композиционного слоя 234 для формирования отверстия 1102 первого слоя (операция 1310). В примере отверстие 1102 первого слоя меньше, чем направляющее отверстие 240, что предотвращает контакт между первым покрытием 116 и слоем или слоями стопы 230, через которые проходит направляющее отверстие 240. Таким образом, первое покрытие 116 может содержать алмазный материал, который используется для удаления композиционного материала без наличия контакта с алмазным материалом, и может химически реагировать с железосодержащим слоем 232.
Согласно, например, фиг 2, 3, 11d и 13, по мере того, как режущий инструмент 100 вращают и дополнительно продвигают через стопу 230, вторая часть 114 режущего инструмента контактирует с различными слоями стопы, что обеспечивает удаление материала и формирование окончательного отверстия 1104 (операция 1312). В примере, показанном на фиг. 11d, окончательное отверстие 1104 имеет диаметр 1106 окончательного отверстия, который больше, чем размер 242 направляющего отверстия. В других примерах диаметр 1106 окончательного отверстия и размер 242 направляющего отверстия могут иметь по существу те же самые значения. На фиг. 11с и 11d, отверстия, сформированные первой частью 112 и второй частью 114 режущего инструмента 100, показаны как сформированные в отдельные моменты времени для ясности иллюстрации, однако следует отметить, что вторая часть 114 и первая часть 112 могут удалять материал из слоев параллельно или одновременно в различных примерах (например, вторая часть 114 формирует окончательное отверстие в железосодержащем слое 232, а первая часть 112 формирует первое отверстие в композиционном слое 234). Например, длина первой части 112 и толщина, и расположение слоев стопы 230 могут быть выбраны по отношению к толщине слоев для обеспечения формирования отверстия 1102 первого слоя и окончательного отверстия 1104 по существу в тот же самый момент времени или в различные моменты времени по мере того, как режущий инструмент 100 продвигают через стопу 230. Пример, показанный на фиг. 11a-d, приведен для иллюстративных целей, а не для ограничения. В различных примерах могут быть применены различные количества, типы и расположения слоев в стопах.
Согласно, например, фиг. 12а и 13, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, способ 1300 также включает орбитальное перемещение режущего инструмента 100 вокруг рабочей оси 1204 по мере того, как режущий инструмент 100 вращают вокруг продольной оси симметрии 202 и продвигают через стопу 230 (операция 1314). Как использовано в настоящей заявке, рабочая ось 1204 представляет собой ось симметрии направляющего отверстия 240 и/или окончательного отверстия 1104 (фиг. 11d). Орбитальное перемещение может быть выполнено в сочетании с формированием окончательного отверстия 1104 и/или отверстия 1102 первого слоя. Во время орбитального перемещения, режущий инструмент 100 может быть повернут вокруг продольной оси 202 симметрии также с обеспечением одновременного вращения вокруг рабочей оси 1204. Продольная ось 202 симметрии и рабочая ось 1204 отделены расстоянием 1202 смещения. Таким образом, отверстие, которое больше, чем диаметр заданной части режущего инструмента 100, может быть сформировано с использованием заданной части режущего инструмента 100. Как показано на фиг. 12b, выполненное неорбительным сверлением отверстие 1206, сформированное режущим инструментом 100 с использованием неорбитального сверления, меньше, чем выполненное орбительным сверлением отверстие 1208, сформированное режущим инструментом 100 с использованием орбитального сверления. Обычно увеличение расстояния 1202 смещения представлет собой увеличение разницы в размере между выполненным неорбительным сверлением отверстием 1206 и выполненным орбительным сверлением отверстием 1208. В качестве одного примера, окончательное отверстие 1104 может иметь диаметр 1106 окончательного отверстия, который больше, чем диаметр 264 второй боковой поверхности режущего инструмента 100, используемого для формирования окончательного отверстия 1104. В качестве еще одного примера отверстие 1102 первого слоя может быть сформировано с диаметром, который больше, чем максимальный диаметр 254 первой боковой поверхности режущего инструмента 100, используемого для формирования отверстия 1102 первого слоя. При использовании орбительного сверления, множество размеров и/или форм отверстий могут быть сформированы с использованием одного размера режущего инструмента. Орбитальное перемещение режущего инструмента 100 может управляться для обеспечения некруговой орбиты таким образом, что может быть сформировано некруглое отверстие. Размер направляющего отверстия 240, расстояние 1202 смещения и максимальный диаметр 254 первой боковой поверхности могут быть выбраны для предотвращения контакта первого покрытия 116 режущего инструмента 100 с одним или большим количеством слоев стопы 230, таким как железосодержащий слой 232.
В одном аспекте настоящего изобретения (см., например, фиг. 11d), который может содержать по меньшей мере часть сущности любого из приведенных выше и/или далее примеров и аспектов, окончательное отверстие 1104 сформировано через каждый слой стопы 230. В других примерах, однако, окончательное отверстие 1104 может и не быть сформировано через каждый слой стопы (например, окончательное отверстие 1104 может быть сформировано в виде глухого отверстия или в виде отверстия с постоянной глубиной).
Иллюстративные неисчерпывающие примеры, которые могут или не могут быть заявлены, сущности согласно настоящему изобретению приведены в описанных далее пунктах 1-х:
А1. Режущий инструмент 100 для формирования окончательного отверстия в стопе 230, которая содержит по меньшей мере два слоя и направляющее отверстие 240, имеющее размер направляющего отверстия и проходящее по меньшей мере через один из указанных по меньшей мере двух слоев, содержащий:
хвостовик 120,
первую часть 112, содержащую первое покрытие 116 и/или первое покрытие 116 и второе покрытие 118, причем первое покрытие 116 по меньшей мере частично покрывает первую часть 112, и
вторую часть 114, расположенную между хвостовиком 120 и первой частью 112 и содержащую второе покрытие 118, которое по меньшей мере частично покрывает вторую часть 114.
А2. Режущий инструмент 100 по пункту А1, в котором:
первая часть 112 содержит первую концевую поверхность 250 и первую боковую поверхность 252, имеющую максимальный диаметр первой боковой поверхности, который меньше, чем размер направляющего отверстия,
первое покрытие 116 по существу полностью покрывает первую концевую поверхность 250,
вторая часть 114 содержит вторую концевую поверхность 260 и вторую боковую поверхность 262, имеющую по меньшей мере один диаметр второй боковой поверхности, который больше, чем максимальный диаметр первой боковой поверхности, и
второе покрытие 118 содержит материал, отличный от материала первого покрытия 116, и покрывает по меньшей мере часть второй концевой поверхности 260.
A3. Режущий инструмент 100 по пункту А2, в котором вторая часть 114 расположена вплотную к первой части 112, причем первая концевая поверхность 250 имеет по существу форму диска, а вторая концевая поверхность 260 представляет собой по существу круглое кольцо.
А4. Режущий инструмент 100 по пункту A3, в котором первая концевая поверхность 250 содержит режущую кромку 256 первой концевой поверхности, а вторая концевая поверхность 260 содержит режущую кромку 266 второй концевой поверхности.
А5. Режущий инструмент 100 по любому из пунктов А1-А4, в котором первое покрытие 116 имеет сопротивление износу, которое больше, чем сопротивление износу второго покрытия 118.
А6. Режущий инструмент 100 по любому из пунктов А1-А5, в котором первое покрытие 116 содержит алмазный материал.
А7. Режущий инструмент 100 по пункту 6, в котором второе покрытие 118 содержит материал из AlCrN.
А8. Режущий инструмент 100 по любому из пунктов А1-А7, в котором вторая часть 114 по существу лишена первого покрытия 116.
А9. Режущий инструмент 100 по любому из пунктов А1-А8, в котором первое покрытие 116 и второе покрытие 118 по меньшей мере частично перекрываются вдоль первой части 112.
А10. Режущий инструмент 100 по любому из пунктов А1-А9, в котором второе покрытие 118 покрывает первое покрытие 116.
АН. Режущий инструмент 100 по любому из пунктов А1-А10, в котором второе покрытие 118 по существу полностью покрывает первую часть 112.
А12. Режущий инструмент 100 по любому из пунктов А1-А11, в котором первая часть 112 и/или вторая часть 114 содержит сужающуюся поверхность.
А13. Режущий инструмент 100 по любому из пунктов А1-А7, в котором первая часть 112 по существу лишена второго покрытия 118, а вторая часть 114 по существу лишена первого покрытия 116.
В14. Способ обработки стопы 230, которая содержит по меньшей мере два слоя, включающий:
обеспечение наличия режущего инструмента 100, содержащего:
хвостовик 120,
первую часть 112, содержащую первое покрытие 116 и/или первое покрытие 116 и второе покрытие 118, причем первое покрытие 116 по меньшей мере частично покрывает первую часть 112, и
вторую часть 114, расположенную между хвостовиком 120 и первой частью 112, причем хвостовик 120, первая часть 112 и вторая часть 114 имеют продольную ось симметрии, вторая часть 114 содержит второе покрытие 118, а второе покрытие 118 по меньшей мере частично покрывает вторую часть 114, вращение режущего инструмента 100 вокруг продольной оси симметрии и продвижение его через стопу 230 для формирования окончательного отверстия, имеющего диаметр окончательного отверстия и проходящего через указанные по меньшей мере два слоя, причем первая часть 112 меньше, чем направляющее отверстие 240, имеющее размер направляющего отверстия и проходящее по меньшей мере через один из указанных по меньшей мере двух слоев, диаметр окончательного отверстия по существу равен размеру направляющего отверстия или больше него, а окончательное отверстие выполняют по существу соосным с направляющим отверстием 240.
B15. Способ по пункту В14, согласно которому указанные по меньшей мере два слоя стопы 230 содержат первый слой и второй слой, причем первый слой содержит материал, отличный от материала второго слоя.
B16. Способ по любому из пунктов В14-В15, согласно которому указанные по меньшей мере два слоя стопы 230 содержат композиционный слой 234, содержащий композиционный материал, и железосодержащий слой 232, содержащий железосодержащий материал, причем направляющее отверстие 240 проходит по меньшей мере через железосодержащий слой 232, а первое покрытие 116 не контактирует с железосодержащим материалом железосодержащего слоя 232, когда режущий инструмент 100 продвигают через стопу 230.
B17. Способ по пункту В16, согласно которому направляющее отверстие 240 проходит через железосодержащий слой 232 и не проходит через композиционный слой 234.
B18. Способ по любому из пунктов В14-В17, дополнительно включающий выполнение направляющего отверстия 240 до того, как по меньшей мере два слоя собраны для формирования стопы 230.
B19. Способ по любому из пунктов В14-В17, дополнительно включающий формирование направляющего отверстия 240 после того, как по меньшей мере два слоя собраны для формирования стопы 230.
B20. Способ по любому из пунктов В14-В19, дополнительно включающий орбитальное перемещение режущего инструмента 100 вокруг рабочей оси по мере того, как этот режущий инструмент вращают и продвигают через стопу 230.
Примеры настоящего изобретения могут быть описаны в контексте способа 1400 изготовления и обслуживания воздушного летательного аппарата, который показан на фиг. 14, и воздушного летательного аппарата 1402, который показан на фиг. 15. Во время подготовки к изготовлению иллюстративный способ 1400 может включать проработку и проектирование 1404 воздушного летательного аппарата 1402 и материальное снабжение 1406. Во время производства происходит изготовление 1408 компонентов и подблоков и интеграция 1410 систем. Соответственно, воздушный летательный аппарат 1402 может проходить через сертификацию и поставку 1412 для его помещения на обслуживание 1414. При нахождении на обслуживании заказчиком для воздушного летательного аппарата 1402 составляют расписание планового технического обеспечения и обслуживания 1416 (которое может также включать модификацию, перенастройку, восстановление и т.п.).
Каждый из процессов иллюстративного способа 1400 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). Для целей данного описания, системный интегратор может содержать, без ограничения, любое количество из производителей воздушных летательных аппаратов и субподрядчиков по основным системам, третья сторона может содержать, без ограничения, любое количество продавцов, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.п.
Как показано на фиг. 15, воздушный летательный аппарат 1402, изготовленный иллюстративным способом 1400, может содержать корпус 1418 с множеством высокоуровневых систем 1420 и внутреннюю часть 1422. Примеры высокоуровневой системы 1420 включают одну или большее количество из движительной системы 1424, электрической системы 1426, гидравлической системы 1428 и климатической системы 1430. Может быть включено любое количество других систем. Несмотря на то, что пример показан для аэрокосмической промышленности, принципы настоящего изобретения могут быть применены к другим отраслям промышленности, таким как, помимо прочего, автомобильная и судостроительная промышленности.
Устройство и способы, показанные и описанные в настоящей заявке, могут быть применены во время любого одного или большего количества этапов способа 1400 изготовления и обслуживания. Например, компоненты и подблоки, соответствующие изготовлению 1408 компонентов и подблоков, могут быть произведены или изготовлены способом, схожим со способом изготовления компонентов или подблоков во время нахождения воздушного летательного аппарата 1402 на обслуживании. Кроме того, один или большее количество аспектов устройства, способа или их сочетания могут быть использованы во время этапов 1408 и 1410 изготовления, например путем по существу ускорения сборки или уменьшения стоимости воздушного летательного аппарата 1402. Аналогичным образом, один или большее количество аспектов реализаций устройства или способа, или их сочетания могут быть использованы, например и без ограничения, во время нахождения воздушного летательного аппарата 1402 на обслуживании, например техническом обеспечении и обслуживании 1416.
В настоящей заявке раскрыты различные примеры и аспекты устройства и способов, которые содержат множество различных компонентов, признаков и функциональных возможностей. Следует понимать, что различные примеры и аспекты устройства и способов, раскрытых в настоящей заявке, могут содержать любые из компонентов, признаков и функциональных возможностей любого из других примеров и аспектов устройства и способов, раскрытых в настоящей заявке, в любом сочетании, причем все такие возможности находятся в пределах сущности и объема настоящего изобретения.
При наличии преимущества идей, представленных в приведенном выше описании и соответствующих чертежах, многие модификации раскрытого объекта патентования будут очевидны специалисту в области техники, к которой относится данное изобретение. Таким образом, следует понимать, что настоящее изобретение не ограничено приведенными конкретными примерами и аспектами и что его модификации находятся в пределах объема приложенной формулы изобретения. Кроме того, несмотря на то, что приведенное выше изобретение и соответствующие чертежи описывают конкретные иллюстративные сочетания элементов и/или функций, следует понимать, что могут быть реализованы различные сочетания элементов и/или функций без выхода за рамки объема прилагаемой формулы изобретения.
Реферат
Режущий инструмент (100) предназначен для формирования окончательного отверстия в стопе (230), которая содержит по меньшей мере два слоя и направляющее отверстие (240), имеющее размер направляющего отверстия и проходящее по меньшей мере через один из указанных по меньшей мере двух слоев. Режущий инструмент (100) содержит хвостовик (120), первую часть (112), содержащую первое покрытие (116) и/или первое покрытие (116) и второе покрытие (118), причем первое покрытие (116) по меньшей мере частично покрывает первую часть (112). Режущий инструмент (100) также содержит вторую часть (114), расположенную между хвостовиком (120) и первой частью (112), причем вторая часть (114) содержит второе покрытие (118), которое по меньшей мере частично покрывает вторую часть (114). Достигается повышение стойкости режущего инструмента. 2 н. и 18 з.п. ф-лы, 15 ил.
Комментарии