Сверлильная головка инструмента для глубокого сверления, в частности, для глубокого сверления по технологии вта, и инструмент для глубокого сверления - RU2570269C2
Код документа: RU2570269C2
Чертежи




Описание
Область техники, к которой относится изобретение
Изобретение относится к сверлильной головке инструмента для глубокого сверления по технологии BTA/STS или по эжекторной технологии в соответствии с ограничительной частью пункта 1 формулы и к инструменту для глубокого сверления в соответствии с ограничительной частью пункта 12 формулы.
Уровень техники
Глубокое сверление представляет собой специальный способ сверления, применяемый главным образом для выполнения отверстий диаметром от 1 мм до 1500 мм на глубину, более чем в три раза превышающую диаметр, хотя могут выполняться даже сверхглубокие отверстия с отношением глубины к диаметру более 200. Инструмент для глубокого сверления обычно состоит из стебля, в случае инструмента для глубокого сверления представляющего собой трубу и выполняющего роль удлинителя, и из головки, крепящейся на переднем торце стебля и имеющей одну или несколько режущих пластин.
Отличительным признаком глубокого сверления является непрерывный подвод смазывающе-охлаждающей жидкости (СОЖ) под давлением и непрерывный отвод стружки без осуществления специального рабочего хода для ее удаления. Это означает, что способом глубокого сверления за один заход могут быть выполнены даже отверстия на большую глубину, при этом сверло не потребуется извлекать из выполняемого отверстия для удаления стружки. По сути, различают три способа глубокого сверления, а именно однокромочное сверление, которое далее не рассматривается в данной заявке, глубокое сверление по технологии ВТА, также обозначаемой аббревиатурой STS ("Single lube System" - однотрубная система), и эжекторное глубокое сверление, также известное как глубокое сверление с двухтрубной системой. Эти способы отличаются друг от друга используемым инструментом для глубокого сверления, движением смазочно-охлаждающей жидкости и движением стружки.
При глубоком сверлении по технологии ВТА или STS смазывающе-охлаждающая жидкость подается снаружи посредством специального устройства подачи СОЖ. В этом случае СОЖ под давлением подается в кольцевой зазор между сверлильным инструментом и внутренней стенкой отверстия. Стружка и СОЖ возвращаются через полый канал внутри инструмента для глубокого сверления.
Эжекторное глубокое сверление представляет собой вариант глубокого сверления по технологии ВТА. Сверло для эжекторного глубокого сверления имеет стебель с двумя концентрическими трубами, внутренней и внешней. Смазывающе-охлаждающая жидкость устройством подачи СОЖ подается в кольцевой зазор между наружной и внутренней трубами. Смазывающе-охлаждающая жидкость протекает по стеблю в кольцевом зазоре, сначала попадая в выполняемое отверстие перед сверлильной головкой, а затем выходя с краев и омывая сверлильную головку с внешней стороны. Затем смазывающе-охлаждающая жидкость течет обратно вместе со стружкой, конкретно по внутренней трубе, образующей полый канал.
Для глубокого сверления по технологии ВТА требуется специальный инструмент для глубокого сверления, значительно отличающийся по своей конструкции и от обычного сверлильного инструмента, такого как, например, спиральное сверло, и от однокромочного инструмента для глубокого сверления.
Инструмент для глубокого сверления по технологии ВТА имеет сверлильную головку с корпусом, выполненным с возможностью вращения вокруг оси вращения, и на одной стороне имеющую режущую область с режущим торцом. Внутри имеется полый канал для возврата СОЖ и стружки, ведущий в соответствующий канал внутри стебля. На режущем торце корпуса сверлильной головки имеется одна или несколько режущих пластин, установленных асимметрично относительно оси вращения.
Режущая пластина в данном случае составляет часть сверлильного инструмента, первой проникающую в обрабатываемую на станке заготовку и создающую действие по механическому отделению материала. Известны как сменные режущие пластины, обычно крепящиеся к корпусу сверлильной головки зажимным или винтовым креплением, так и режущие пластины, стационарно закрепленные на корпусе сверлильной головки. В случае малых диаметров сверлильной головки характерно использование припайных режущих вставок. Режущая пластина имеет клинообразную форму, образующую лезвие для создания высокого давления от прилагаемых усилий и обычно имеет главную режущую кромку и вспомогательную режущую кромку. В данном случае главной режущей кромкой называется та часть режущей пластины, на которой выполняется наибольший объем резания. Область, где смыкаются главная и вспомогательная режущая кромки, называется вершиной резца, которая в действительности имеет некоторый радиус. Главная и вспомогательная режущие кромки или их скосы образуют переднюю поверхность, представляющую собой поверхность, по которой сходит стружка, образовавшаяся в результате перемещения инструмента относительно заготовки. Скосом режущей кромки называется скос, на котором сходятся передняя и задняя режущие поверхности.
В процессе сверления механическая обработка производится за счет резательного движения по окружности, то есть взаимного перемещения по окружности инструмента и заготовки при наличии движения подачи в направлении оси вращения. Режущие пластины в инструменте для глубокого сверления по технологии ВТА всегда располагаются таким образом, чтобы их передняя поверхность прилегала к стружкоприемному отверстию. Стружка собирается в это отверстие и вместе с СОЖ выносится из этого отверстия в полый внутренний канал и возвращается или удаляется через него.
Инструмент для глубокого сверления предназначен для самоустановки внутри выполняемого отверстия. Для этого в области сверления снаружи корпуса сверлильной головки он имеет направляющие планки или опорные пластины, установленные параллельно оси вращения, и обязательно имеющие внешнюю опорную зону. Имеющиеся внешние опорные зоны направляющих планок, которые также называются контактными зонами, упираются во внутренние стенки выполняемого отверстия и, вместе со вспомогательной режущей кромкой, или, по меньшей мере, с частью вспомогательной режущей кромки, первой по направлению подачи, обеспечивают направление сверлильной головки в выполняемом отверстии.
Известные сверлильные головки имеют вспомогательные режущие кромки и направляющие планки со специальной точеной частью, за счет которой минимизируются силы трения между вспомогательной режущей кромкой или направляющими планками и внутренней стенкой выполняемого отверстия. Вспомогательная режущая кромка в области, примыкающей к скосу вспомогательной режущей кромки, имеет область, известную как закругление, выточенное с радиусом, меньшим радиуса выполняемого отверстия. Закругление и/или направляющие планки могут также иметь затыловку с тем, чтобы они направляли сверлильную головку только в ее передней области, и с режущей стороны имеют конусность вовнутрь, противоположную направлению подачи. При установке двух направляющих планок они дают две точки опоры, а закругление дает третью точку опоры.
Известные по предшествующему уровню техники головки для глубокого сверления по технологии ВТА содержат две и более направляющие планки или дополнительные опорные и/или вспомогательные полосы. В данном случае одна из направляющих планок предназначена для поглощения усилий, действующих на режущую пластину по касательной. Эта направляющая планка обычно называется первой направляющей планкой. Как правило, она устанавливается со смещением от вершины резца на угол, измеряемый вдоль окружности от вершины резца и составляющий примерно от 85° до 90°, в полукруге корпуса сверлильной головки, направленном в сторону от передней поверхности. Другая направляющая планка устанавливается диаметрально напротив вершины резца для поглощения усилий, действующих на режущую пластину радиально. Эта планка называется второй направляющей планкой.
С помощью описанного выше способа глубокого сверления по технологии ВТА можно выполнить наиболее разнообразные по геометрии отверстия в максимально широком спектре материалов. Тем не менее, стало очевидным, что известный инструмент для глубокого сверления по технологии ВТА или сверлильные головки для этого инструмента при механической обработке некоторых материалов не имеют достаточного срока службы инструмента и/или не обеспечивают достаточного качества выполняемого отверстия по сравнению с другими материалами. В частности, при сверлении данных материалов по технологии ВТА закругление на вспомогательной режущей кромке, обеспечивающее трехточечный опорный контакт вместе с направляющими планками, испытывает тяжелые нагрузки, что заставляет производить преждевременную замену режущих пластин, что неблагоприятно сказывается на затратах. Короткий срок службы инструмента означает частую замену инструмента и потерю производительности. Помимо этого было показано, что при механической обработке некоторых материалов известный инструмент глубокого сверления по технологии ВТА проявляет тенденцию к вибрированию в ходе глубокого сверления, что может также неблагоприятно сказываться на качестве выполняемого отверстия.
Раскрытие изобретения
Задача настоящего изобретения заключается в предложении типовой головки для глубокого сверления по технологии BTA/STS или эжекторной технологии, позволяющей обеспечивать большой срок службы инструмента при механической обработке максимально возможного разнообразия материалов, и в меньшей степени проявляющую склонность к вибрированию в процессе сверления.
Кроме того, задачей настоящего изобретения является предложение соответствующего инструмента для глубокого сверления по технологии ВТА.
Для выполнения упомянутых и других задач в изобретении предлагается сверлильная головка инструмента для глубокого сверления по технологии BTA/STS или эжекторной технологии, имеющая отличительные признаки по п.1 формулы изобретения, а также предлагается инструмент для глубокого сверления, имеющий отличительные признаки по п.12 формулы изобретения. Предпочтительные разработки описаны в зависимых пунктах формулы изобретения. Формулировки всех пунктов формулы изобретения включены в описание посредством ссылки.
Сверлильная головка по изобретению отличается тем, что угол установки направляющей планки, измеряемый ее смещением относительно вершины резца в направлении вдоль окружности, составляет менее 70°. Инструмент для глубокого сверления со сверлильной головкой и стеблем отличается вышеупомянутой сверлильной головкой по изобретению.
В данном случае угол установки направляющей планки является углом, измеряемым вдоль окружности сверлильной головки и образуемым первой прямой линией, проходящей радиально через вершину резца и ось вращения, и второй прямой линией, также проходящей радиально через ось вращения, причем вторая прямая линия перпендикулярна касательной, имеющей точку касания в теоретической опорной точке внешней опорной зоны первой направляющей планки, упирающейся во внутреннюю стенку выполняемого отверстия.
В процессе механической обработки на режущую пластину, а, следовательно, и на сверлильную головку, воздействуют различные силы и моменты. Из них наиболее значительны усилия механической обработки на режущей пластине и силы трения, возникающие, в частности, на направляющих пластинах и закруглении. Усилие механической обработки представляет собой силу, воздействующую на режущую пластину или лезвие. Усилие механической обработки складывается из усилия резания (в направлении резания) и усилия подачи (в направлении подачи), причем эти силы действуют перпендикулярно друг другу. Усилие резания в данном случае зависит, кроме всего прочего, от свойств обрабатываемого материала и от геометрии режущей пластины. Пассивная сила действует перпендикулярно результирующей силе усилий резания и подачи. Пассивная сила, по сути, определяется углом атаки режущей пластины в направлении подачи. Пассивная сила не участвует в стружкообразовании, но, наоборот, выталкивает инструмент из материала.
Детальные исследования показали, что в инструменте для глубокого сверления по технологии ВТА предшествующего уровня техники из-за асимметричного расположения режущей пластины, а также из-за того, что скос ее главной режущей кромки движется как радиально, так и в направлении подачи, обычно под углом атаки, усилием резания на первой направляющей планке создается момент вращения вокруг оси, параллельной оси вращения инструмента. Наличие этого момента приводит к наклону или повороту сверлильного инструмента или передней части сверлильной головки относительно первой направляющей планки, а также к возникновению направленной радиально внутрь пассивной силы заметной величины как реакции опоры на вспомогательной режущей кромке или на закруглении в результате прижимания сверлильной головки вспомогательной режущей кромкой или закруглением к внутренней стенке выполняемого отверстия. Чем значительнее пассивная сила на вспомогательной режущей кромке или на закруглении, тем больше сила трения между вспомогательной режущей кромкой или закруглением и внутренней стенкой выполняемого отверстия а, следовательно, и износ вспомогательной режущей кромки или закругления.
При уменьшении угла установки направляющей планки до менее чем 70° сокращается эффективное плечо рычага, на котором усилие резания создает момент относительно первой направляющей планки. Уменьшение опрокидывающего момента в свою очередь имеет результатом ослабление реакции опоры и, соответственно, уменьшение трения в области скоса вспомогательной режущей кромки, что особенно благоприятно влияет на срок службы режущей пластины.
Более того, стало очевидным, что за счет значительного уменьшения пассивной силы в области вспомогательной режущей кромки можно ослабить тенденцию к вибрированию в процессе сверления, что в этих случаях ведет к значительному улучшению качества выполняемого отверстия.
Вторая направляющая планка располагается диаметрально напротив вершины резца. Термин «диаметрально» в данном применении означает, что соответствующий угол, измеряемый в направлении вдоль окружности от скоса режущей кромки, составляет порядка 180°. Положения в пределах небольших отклонений в диапазоне от ±10° до ±15° от угла 180° также называются «диаметральными».
В предпочтительной модификации изобретения угол установки направляющей планки, измеряемый ее смещением относительно вершины резца в направлении вдоль окружности, составляет от 30° до 70°. Желательно, чтобы этот угол составлял от 40° до 60°, конкретно, от 45° до 55°. Для большинства материалов оказывается особо оптимальным, если первая направляющая планка располагается в этом угловом диапазоне, так как для большинства материалов еще более уменьшается эффективное плечо рычага, что позволяет улучшить качество выполняемого отверстия.
В предпочтительной модификации изобретения угол установки направляющей планки для определенных параметров сверления выбирается таким образом, чтобы в случае, если усилие резания в процессе сверления прилагается к передней поверхности главной режущей кромки перпендикулярно, пассивная сила, действующая на вспомогательную режущую кромку в радиальном направлении, становилась приблизительной равной нулю. При этом вспомогательная режущая кромка остается слабо нагруженной радиально, что еще более улучшает срок службы инструмента по сравнению с уже ослабленной пассивной силой. Путем правильного подбора угла установки направляющей планки также можно снизить до минимума ее тенденцию к вибрированию, что дает еще более заметное улучшение качества выполняемого отверстия.
Если угол установки направляющей планки в соответствии с требуемыми параметрами сверления выбирается так, чтобы пассивная сила, действующая на вспомогательную режущую кромку в радиальном направлении, становилась примерно или точно равной нулю, это означает, что также становятся практически равными нулю силы трения на вспомогательной режущей кромке. В этом случае для подавления вибрирования особенно может быть полезным закругление.
При необходимости можно совсем обойтись без закругления. В разработке изобретения вспомогательная режущая кромка сверлильной головки не имеет закругления. Это особенно привлекательно, так как специальное стачивание или вытачивание специального профиля закругления чревато высокими затратами при изготовлении, которых можно избежать. Для гашения вибраций можно установить одну или несколько дополнительных направляющих планок, при этом предпочтительно, чтобы одна дополнительная направляющая планка устанавливалась в направлении вдоль окружности примерно в том же радиальном положении, что вершина резца, но позади вершины резца в направлении подачи.
Из предшествующего уровня техники известны сверлильные головки, имеющие режущие пластины, перемещаемые внутрь или наружу в радиальном направлении. Это позволяет изменять диаметр круга захвата или положение его центральной точки. В данном случае круг захвата представляет собой круг, определяющий результирующий контур сверления или соответствующий ему. Когда центральная точка круга захвата и ось вращения совпадают, то круг захвата также соответствует номинальному диаметру сверлильной головки. Тем не менее, регулируемые режущие пластины имеют недостаток, заключающийся в обычно менее надежном креплении регулируемой режущей пластины по сравнению с нерегулируемой. Кроме этого, затраты на производство режущей пластины с подвижной посадкой значительно выше, чем для пластины со стационарной посадкой, не регулируемой в радиальном направлении.
В противоположность этому, в некоторых вариантах осуществления предусмотрена возможность регулировки радиального удаления от оси вращения, по меньшей мере, внешней опорной зоны одной направляющей планки, а конкретно - второй направляющей планки. Благодаря тому, что на вторую направляющую планку действуют меньшие силы, чем на режущую пластину, особенно привлекательно осуществлять регулировку диаметра круга захвата или изменения положения центральной точки круга захвата путем изменения удаления внешней опорной зоны второй направляющей планки от оси вращения, вместо того чтобы изменять радиальное удаление от оси вершины резца. При изменении удаления второй направляющей планки от оси вращения происходит изменение круга захвата, определяемого двумя направляющими планками и вершиной резца.
Наличие регулировки посредством радиального перемещения направляющей планки позволяет крепить режущую пластину стационарно. В предпочтительном варианте осуществления изобретения режущая пластина установлена стационарно, и радиальное удаление вершины резца не регулируется.
Оптимально, чтобы режущая пластина устанавливалась стационарно, а радиальное удаление опорной поверхности от оси вращения могло регулироваться только для второй направляющей планки. В результате сохраняется возможность регулировки диаметра круга захвата при стационарно установленных режущей пластине и первой направляющей планке. Такая комбинация конструктивных признаков может быть также полезной, независимо от других конструктивных признаков заявленного изобретения, и в других сверлильных головках, особенно в тех, где угол установки направляющей планки превышает 70°.
Возможность радиальной регулировки может быть достигнута тем, что, по меньшей мере, одна из направляющих планок снабжается регулировочным устройством для установки радиального удаления ее внешней опорной поверхности от оси вращения.
В разработке изобретения регулировочным устройством снабжается вторая направляющая планка, а предпочтительно - только вторая направляющая планка.
В предпочтительной модификации изобретения регулировочное устройство имеет, по меньшей мере, одну проставочную пластину. Использование проставочных пластин реализует преимущество их быстрой замены и возможности особенно быстро изменять величину удаления. В соответствующих случаях предшествующего уровня техники оптимально использовать направляющие планки с винтовым креплением, под которые устанавливаются проставочные пластины, имеющие длину и ширину как у соответствующей направляющей планки и скрепляемые с ней наподобие прокладки. Это не исключает возможности других способов крепления направляющих планок и проставочных пластин к корпусу сверлильной головки.
В альтернативной модификации изобретения возможно бесступенчатое регулирование радиального удаления. В этих целях предпочтительное регулировочное устройство содержит, по меньшей мере, один регулировочный клин. Тем не менее, регулировочное устройство может быть винтового типа или комбинировать в себе оба варианта регулировки. Использование регулировочных клиньев и/или винтового устройства имеет преимущество бесступенчатой регулировки радиального удаления, при том что использование проставочных пластин позволяет изменять удаление только дискретно, в зависимости от толщины проставочной пластины. В регулировочном устройстве могут использоваться один или два регулировочных клина, определенным образом установленных относительно друг друга. Всего один клин может использоваться при соответствующем исполнении паза направляющей планки или если сама направляющая планка выполнена в форме клина. Также возможен вариант, когда направляющая планка и паз образуют два противостоящих клина. Тем не менее, направляющая планка в своем пазу должна закрепляться дополнительно, например, с помощью винтов.
В разработке изобретения сверлильная головка содержит регулировочное устройство для регулировки, предпочтительно бесступенчатой, угла установки направляющей планки. В этом случает желательно, чтобы угол установки направляющей планки мог корректироваться, по меньшей мере, в пределах ±10° относительно номинального значения. Особо предпочтительна возможность бесступенчатой регулировки угла установки направляющей планки в пределах от 30° до 70°. При этом угол установки направляющей планки может подстраиваться под различные параметры сверления, например, в каждом случае так, чтобы уменьшать примерно до нуля или доводить точно до нуля или другого определенного значения пассивную силу, радиально воздействующую на вспомогательную режущую кромку. За счет регулировки угла установки направляющей планки значительно повышается универсальность применения сверлильной головки на различных материалах или с различными параметрами сверления. Это означает, что на предприятии, обрабатывающем самый широкий спектр возможных материалов, можно сократить складскую номенклатуру сверлильных головок, таким образом, значительно уменьшив капитальные затраты. Следует понимать, что в секторе регулировки угла установки направляющей планки в сверлильной головке должен иметься паз, ширина которого больше ширины направляющей планки, которая в него устанавливается и которая с помощью регулировочного устройства закрепляется на выбранном угле установки, измеряемом в направлении вдоль окружности. В данном случае регулировочное устройство может содержать, по меньшей мере, одну проставочную пластину, по меньшей мере, один регулировочный клин и/или иное средство регулировки.
В разработке изобретения сверлильная головка содержит многочастную режущую пластину, разделенную на некоторое число частных режущих пластин, каждая из которых имеет частный скос главной режущей кромки. В предпочтительном варианте в данном случае режущая пластина разделена на две или три частные режущие пластины, причем частные режущие кромки формируют общую главную режущую кромку и расположены так, что активные области их частных главных режущих кромок перекрываются в радиальном направлении, а общая длина скоса главной режущей кромки превышает половину диаметра сверлильной головки. Если общая длина скоса главной режущей кромки будет меньше половины диаметра сверлильной головки, то будет неосуществимо полное высверливание, так как материал не сможет сниматься по всему диаметру выполняемого отверстия. В случае выполнения отверстий большого диаметра особо желательно применение инструмента или сверлильных головок для глубокого сверления с многочастной режущей пластиной. Возможно даже использование режущих вставок, выполненных из различных режущих материалов или покрытых различными режущими материалами. Режущий материал можно выбирать в зависимости от нагрузки на соответствующую частную режущую пластину.
Этот и другие отличительные признаки могут быть выведены не только из формулы изобретения, но также из описания и чертежей, где индивидуальные признаки в каждом отдельном случае применяются отдельно или порознь в виде подкомбинаций в осуществлении изобретения и в других областях, и могут составить предпочтительные и независимо патентоспособные версии.
Краткое описание чертежей
Примеры осуществления изобретения иллюстрируются схематично на чертежах и описываются более подробно далее по тексту. На чертежах:
Фиг.1 изображает вид в перспективе примера осуществления сверлильной головки с режущей пластиной, разделенной на две части.
Фиг.2 изображает вид с режущего торца сверлильной головки предшествующего уровня техники с одночастной режущей пластиной.
Фиг.3 изображает вид с режущего торца сверлильной головки, показанной на Фиг.1.
Фиг.4 изображает вид с режущего торца альтернативного примера осуществления сверлильной головки с одночастной режущей пластиной.
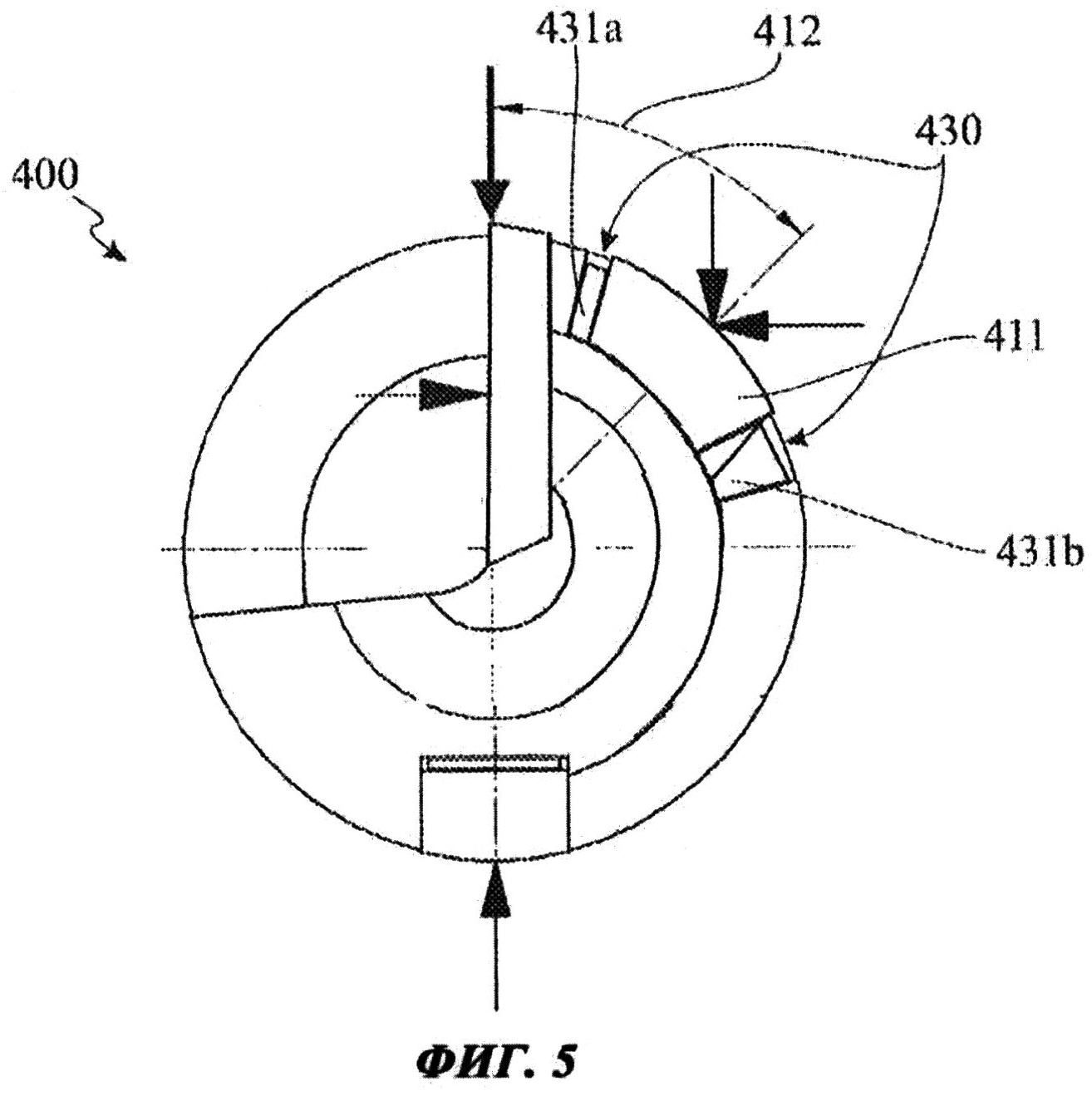
Фиг.5 изображает вид с режущего торца сверлильной головки в другом варианте осуществления с регулируемым углом установки направляющей планки, и
Фиг.6 изображает другой вид в перспективе сверлильной головки, показанной на Фиг.1 со схематическим подробным изображением внешней области режущей пластины.
Осуществление изобретения
На Фиг.1 показан вид в перспективе примера осуществления сверлильной головки 100 с режущей пластиной 109, разделенной на две частные режущие пластины 109а и 109b. Показанная сверлильная головка 100 имеет существенно цилиндрический корпус 101 сверлильной головки, способный вращаться вокруг оси вращения 113 и имеющий головную режущую часть 102 и хвостовик 103. Хвостовик 103 предназначен для соединения со стеблем, не показанным здесь. В показанном примере осуществления для прикрепления сверлильной головки 100 к стеблю предусмотрена специальная соединительная резьба 104. Эта резьба может быть обычной однозаходной или четырехзаходной соединительной резьбой для сверлильных головок ВТА. В случае чрезвычайно малых диаметров сверления примерно в пределах от 7 мм до 12 мм, сверлильная головка может быть даже встроена прямо в стебель. В случае крупногабаритного инструмента для глубокого сверления сверлильная головка может присоединяться на фланцевом креплении.
Режущая пластина 109 с двумя частными режущими пластинами 109а и 109b, то есть периферической режущей пластиной 109а и центральной режущей пластиной 109b соответственно расположена на режущем торце 160 корпуса 101 сверлильной головки. В соответствии с изобретением сверлильная головка также может иметь некоторое число режущих пластин или одну одночастную режущую пластину, что показано на Фиг.4 и 5. Режущая пластина также может быть разделена более чем на две частные режущие пластины, например на три частные режущие пластины. Однако согласно иллюстрациям с Фиг.1 по Фиг.6 отличительной особенностью инструмента для глубокого сверления является асимметричное расположение режущей пластины 109 или частных режущих пластин 109а и 109b относительно оси вращения 113. В этом случае в процессе сверления возникают силы, которые будут рассмотрены более подробно далее, асимметрично действующие на сверлильную головку или на весь инструмент для глубокого сверления в целом.
В процессе сверления материал от обрабатываемой заготовки отделяется лезвием на главной режущей кромке 104 или скосах 114а и 114b главной режущей кромки или на вспомогательной режущей кромке или ее скосе 115. Скос 114а главной режущей кромки и скос 115 вспомогательной режущей кромки 115 периферийной режущей пластины 109а образуют вершину 120 резца, выступающую радиально наружу за границы корпуса 101 сверлильной головки. Кроме того, скос 114а главной режущей кромки и скос 115 вспомогательной режущей кромки периферийной режущей пластины 109а образуют переднюю поверхность 108а. Соответственно также образуется передняя поверхность 108b центральной режущей пластины 109b. Аналогичным образом стружка снимается лезвием центральной режущей пластины 109b. В иллюстрируемом примере осуществления скос 114а периферийной режущей пластины 109а проходит радиально существенно в продольной срединной плоскости, проходящей через ось вращения сверлильной головки, что наглядно показано на Фиг.3. При этом скос 114а главной режущей кромки не проходит под прямыми углами к оси вращения в радиальной плоскости, но, наоборот, идет наискосок в аксиальном направлении снаружи внутрь в направлении подачи под углом атаки.
Кроме этого, пример осуществления, иллюстрируемый Фиг.1, имеет стружкоприемное отверстие 106а, расположенное у передней поверхности 108а периферийной режущей пластины 109а, а также стружкоприемное отверстие 106b, расположенное у передней поверхности 108b. Наглядно показан полый канал 107 для возврата стружки и СОЖ, проходящий внутри сверлильной головки 100 или внутри корпуса 101 сверлильной головки от режущего торца 160 сквозь хвостовик 103. Стружка, снятая соответствующей частной режущей пластиной, поднимается с соответствующей передней поверхности 108а или передней поверхности 108b в соответствующее стружкоприемное отверстие 106а или 106b, откуда вместе с СОЖ, омывающей сверлильную головку 100 снаружи, подается в полый канал 107.
На выходе из сверлильной головки 100 эта смесь 121 СОЖ и стружки подается далее в подсоединенный стебель, не показанный здесь, и начинающийся с выходного отверстия. Важно, чтобы было обеспечено беспрепятственное удаление стружки и СОЖ.
Показанная на данной иллюстрации сверлильная головка 100 в основном подходит как для глубокого сверления по технологии ВТА, так и для эжекторного глубокого сверления. Единственно, необходимо обеспечить возможность присоединения сверлильной головки к стеблю соответствующей конструкции и надлежащую подачу СОЖ.
Направляющие планки 110 и 111 в каждом отдельном случае имеют внешнюю опорную зону или контактную зону 170а и 170b, которые хорошо видны на Фиг.6. Эти опорные зоны 170а и 170b обязательно имеются для того, чтобы упираться во внутреннюю стенку выполняемого отверстия, и предназначены для этой цели. В данном случае особенно предпочтительным будет специальное вытачивание направляющих планок 110 и 111 конкретно для минимизации силы трения между направляющими планками 110 и 111 и внутренней стенкой выполняемого отверстия.
Для направления в выполняемом отверстии в дополнение к направляющим планкам 110 и 111 с их внешними опорными зонами 170а и 170b имеется периферийная режущая пластина 109а, образующая первую опорную область со своей вершиной 120 резца. В данном случае показанного примера осуществления одна из направляющих планок расположена точно диаметрально напротив вершины 120 резца, другими словами - под углом 180° относительно вершины 120 резца. Эта направляющая планка называется второй направляющей планкой 110 и принимает на себя силы, действующие существенно радиально на режущую пластину 109 как показано на Фиг.3. Другая направляющая планка 111 называется первой направляющей планкой и принимает на себя, наоборот, силы, действующие по касательной, разгружая этим вспомогательную режущую кромку, что также показано на Фиг.3. В этом случае первая направляющая планка 111 расположена в полукруге, направленном в сторону от передней поверхности 108а периферийной режущей пластины 109а на корпусе 101 сверлильной головки или на сверлильной головке 100 для того, чтобы, помимо прочего, принимать на себя усилие 113 резания, прилагаемое по касательной к периферийной режущей пластине 109а.
На данной иллюстрации наглядно показано то, как определяется угол 112 установки направляющей планки. Он образуется первой прямой линией, радиальной проходящей через вершину 120 резца и ось 113 вращения, и второй прямой линией, также проходящей радиально через ось 113 вращения. В данном случае вторая прямая линия перпендикулярна касательной линии, имеющей точку касания в теоретической опорной точке внешней опорной зоны 170 первой направляющей планки 111, упирающейся во внутреннюю стенку выполняемого отверстия. Прямые линии в данном случае лежат в плоскости, перпендикулярной оси 113 вращения, причем вершина 120 резца также лежит в этой плоскости. Вершина угла 112 установки направляющей планки находится в точке пересечения двух прямых линий и лежит на оси 113 вращения.
В данном примере осуществления первая направляющая планка 111 установлена со смещением относительно вершины 120 резца на угол 112, примерно равный 45°. Однако угол 112 установки направляющей планки может быть 30°, или 70°, или между этими значениями, хотя он не должен превышать 70°. Это существенно зависит от геометрии и расположения режущей пластины, а также от свойств обрабатываемого материала, что критически определяет требуемые параметры сверления.
Сверлильная головка оснащена регулировочным устройством 118, предназначенным для установки радиального удаления внешней опорной зоны 170а второй направляющей пластины 110 от оси 113 вращения. Регулировочное устройство 118 имеет проставочную пластину 119, хотя для изменения радиального удаления внешней опорной зоны 170а также может использоваться некоторое число проставочных пластин 119 или проставочные пластины различной толщины, которые устанавливаются одна за другой сзади направляющей планки 110. Также целесообразно вместо проставочных пластин использовать регулировочные клинья. В таком случае оптимальной будет установка двух регулировочных клиньев друг напротив друга, которые показаны компонентом с позиционным номером 431b на Фиг.5. При этом радиальное удаление можно регулировать бесступенчато, сдвигая или раздвигая клинья. Тем не менее, регулировочным устройством 118 может быть также оснащена и первая направляющая планка 111 или обе направляющие планки 110 и 111 и/или другие опорные и/или вспомогательные полосы. Предпочтительно, чтобы оно было установлено только для второй направляющей планки 110.
Для лучшего понимания, на Фиг.2 со стороны режущего торца показана головка 200 для глубокого сверления по технологии ВТА предшествующего уровня техники, имеющая одночастную режущую пластину 209. Эта иллюстрация наглядно демонстрирует проблему головок для глубокого сверления по технологии ВТА предшествующего уровня техники, касающуюся нагрузки на вспомогательную режущую кромку с последующим ее износом и сокращением срока службы инструмента. На иллюстрации показано усилие 223 резания, направленное перпендикулярно передней поверхности 208 и действующее на скос 214 главной режущей кромки, а также расположение направляющих планок 210 и 211 относительно режущей пластины 209 или вершины 220 резца. Первая направляющая планка 211 установлена со смещением относительно вершины 220 резца на угол, примерно равный 88° в полукруге сверлильной головки 200, направленным в сторону от передней поверхности 208. Вторая направляющая планка 210 расположена точно диаметрально напротив вершины 220 резца. Стружка удаляется через стружкоприемное отверстие 206 в полый канал 207. Так как имеется только одна одночастная режущая пластина 209, то требуется только одно стружкоприемное отверстие 206. Также на иллюстрации показана общая длина 227 скоса главной режущей кромки, превышающая номинальный радиус 228 выполняемого отверстия, что необходимо для удаления материала по всему диаметру выполняемого отверстия так, чтобы не оставалось сердцевины. Явным образом показано эффективное плечо 226 рычага, посредством которого усилие 223 резания создает опрокидывающий момент 271 относительно опорной зоны 270 первой направляющей планки 211. Этим создается реакция опоры или пассивная сила 224 на вспомогательной режущей кромке или вершине 220 резца.
На Фиг.3 показан вид с режущего торца 160 сверлильной головки 100, представленной на Фиг.1. На иллюстрации четко видно, что при расположении первой направляющей планки 111 относительно вершины 120 резца под углом 112, составляющим менее 70°, например, около 45°, эффективное плечо рычага соответствующего результирующего усилия 123 резания может быть заметно уменьшено по сравнению с предшествующим уровнем техники, показанным на Фиг.2, на величину, зависящую от выбранных параметров сверления. Это означает, что путем подбора соответствующего угла 112 установки направляющей планки в зависимости от сил, действующих в процессе сверления, можно уменьшить практически до нуля пассивную силу 124, действующую радиально на вспомогательную режущую кромку, явным образом на иллюстрации не показанную. Следовательно, реакция опоры распределяется, по сути, на две направляющих планки 110 и 111. При этом первая направляющая планка 111 амортизирует как силы, действующие по касательной, такие как, например, усилие 123 резания, так и силы, действующие радиально относительно вспомогательной режущей кромки, которые представлены здесь силой 180. При еще большем уменьшении угла 112 установки направляющей планки можно достичь даже опрокидывающего момента, действующего против часовой стрелки, что зависит от сил, действующих в процессе сверления.
На иллюстрации видно, что центральная режущая пластина 109b имеет скос 114b главной режущей кромки, повернутый на угол 140 относительно диаметральной линии 191. Тем не менее, скос 114b главной режущей кромки может быть также ориентирован вдоль диаметральной линии 191. Ориентация скоса 119b главной режущей кромки центральной режущей пластины под углом к диаметральной линии 191 может быть благоприятной для изменения нагрузки на направляющую планку. Скос 114а главной режущей кромки периферической режущей пластины и скос 114b главной режущей кромки центральной режущей пластины суммой своих индивидуальных длин 127а и 127b составляют общую длину скоса главной режущей кромки, которая должна быть больше номинального радиуса 128 выполняемого отверстия. Также на Фиг.3 для каждой режущей пластины четко показаны два стружкоприемных отверстия 106а и 106b, которые оба сообщаются с общим полым каналом 107. В примере осуществления, показанном на данной иллюстрации, также имеется регулировочное устройство 118 для установки радиального удаления внешней опорной зоны 170 направляющей планки 110 от оси 113 вращения.
На Фиг.4 показан вид с режущего торца примера альтернативного осуществления сверлильной головки 300. В отличие от примера осуществления, показанного на Фиг.1, эта сверлильная головка 300 имеет одночастную режущую пластину 309. Показанный пример осуществления также оснащен регулировочным устройством 318 для установки радиального удаления внешней опорной зоны 370а второй направляющей планки 310 от оси 313 вращения.
На Фиг.5 показан вид с режущего торца сверлильной головки 400, представляющей собой еще один вариант осуществления изобретения. В данном осуществлении угол 412 установки первой направляющей планки 411 может выставляться предпочтительно бесступенчато, по меньшей мере, в определенном угловом диапазоне. Регулировка выполняется регулировочным устройством 430. Данное устройство в качестве средств регулировки может иметь проставочную пластину 431а и/или регулировочные клинья 431b. Регулировочные клинья 431b особо подходят для бесступенчатой регулировки угла 412 установки направляющей планки. Показанные средства регулировки могут также применяться одновременно, или же могут иметься только клинья. Также целесообразно устанавливать первую направляющую планку 411 на рельсе, установленном и работающем вдоль окружности, по которому перемещается первая направляющая планка 411, которую можно закрепить винтом или другим средством крепления в необходимом положении по углу 412 установки направляющей планки. В данном случае важно, чтобы первая направляющая планка 411 в процессе сверления была закреплена и выставлена так, чтобы она могла надежно принимать прилагаемые к ней силы, не смещаясь, не вращаясь и не меняя своего положения иным образом. Особо предпочтительно наличие корректировки положения первой направляющей планки 412 на окружности примерно в пределах ±10°, а при возможности - в еще большем диапазоне, чтобы на той же сверлильной головке 400 с номинальным углом 412 установки направляющей планки, равным 45°, можно было бесступенчато выставлять направляющую планку на углы 412 в пределах от 35° до 55°, и в частном случае от 30° до 70°.
Аналогично по типу действия, схематично показанному здесь для клиньев, позволяющих бесступенчато выполнять регулировку углового положения, можно использовать клинья, применяемые по этому же принципу в качестве средств регулировки радиального удаления внешней опорной зоны направляющей планки 410.
На Фиг.6 показана сверлильная головка 100 с Фиг.1 в перспективном виде с другой точки и с детальным изображением вершины 120 резца. Показано расположение направляющих планок 110 и 111, параллельных оси 113 вращения, на периметре корпуса 101 сверлильной головки. На детальном изображении наглядно показана вершина 200 резца, образуемая скосом 114а главной режущей кромки и скосом 115 вспомогательной режущей кромки 115 периферической режущей пластины 109а. Со скосом 115 вспомогательной режущей кромки смыкается область 150, которая в случае сверлильных головок для глубокого сверления по технологии ВТА, известных из предшествующего уровня техники, обычно имеет закругление с выточенным радиусом, как у внешних опорных зон 170 и 370 направляющих планок 110 и 111.
Однако у иллюстрируемой сверлильной головки 100 в этой области 150 закругления не имеется. При подходящей конфигурации сверлильной головки закругления может быть также не иметься и в других вариантах осуществления изобретения, отличных от показанных здесь.
В показанных примерах осуществления имеется только две направляющие планки, хотя может иметься и больше направляющих планок, а также другие опорные или вспомогательные полосы. В предпочтительном варианте для гашения вибраций аксиально параллельно устанавливается еще одна направляющая планка, в направлении вдоль окружности примерно в том же радиальном положении, что и вершина резца, но позади режущей пластины в направлении подачи.
Реферат
Группа изобретений относится к машиностроению и может быть использована при сверлении глубоких отверстий по технологии ВТА или по эжекторной технологии. Сверлильная головка содержит корпус, выполненный с возможностью вращения вокруг оси вращения и имеющий режущий торец и полый канал со стружкоприемным отверстием на режущем торце, на котором расположена режущая пластина, выполненная со скосами на главной и вспомогательной режущих кромках, которые формируют вершину резца и образуют переднюю поверхность. Корпус имеет направляющие планки. Первая направляющая планка расположена в полукруге корпуса сверлильной головки, направленном в сторону от передней поверхности, а вторая - диаметрально напротив вершины резца. Первая направляющая планка расположена со смещением относительно вершины резца на величину угла установки направляющей планки, измеряемого в направлении вдоль окружности сверлильной головки и составляющего менее 70°. Возможность регулирования угла установки направляющей планки обеспечивает универсальность использования сверлильной головки для различного вида материалов для различных параметров сверления. Повышается качество обработки глубокого отверстия. 2 н. и 10 з.п. ф-лы, 6 ил.
Формула
корпус (101), выполненный с возможностью вращения вокруг оси (113, 313) вращения и имеющий режущий торец (160) и внутренний полый канал (107) для возврата стружки и смазывающе-охлаждающей жидкости по меньшей мере с одним стружкоприемным отверстием (106) на режущем торце (160);
режущую пластину (109, 309), расположенную на режущем торце (160) и имеющую главную режущую кромку со скосом (114) и вспомогательную режущую кромку со скосом (115), причем вспомогательная режущая кромка находится на радиальной внешней поверхности режущей пластины, а скос (114) главной режущей кромки и скос (115) вспомогательной режущей кромки формируют вершину (120) резца и образуют переднюю поверхность (108), находящуюся рядом со стружкоприемным отверстием (106); и
направляющие планки (110, 111, 310, 311, 410, 411), причем первая направляющая планка (111, 311, 411) установлена со смещением относительно вершины (120) резца на величину угла (112, 412), измеряемого в направлении вдоль окружности сверлильной головки (100, 300, 400) в полукруге корпуса (101) сверлильной головки, направленном в сторону от передней поверхности (108), а вторая направляющая планка (110, 310, 410) расположена диаметрально напротив вершины (120) резца,
отличающаяся тем, что угол (112, 412) установки первой направляющей планки составляет менее 70°.
Комментарии