Приспособление для обработки отверстий - SU1583225A1
Код документа: SU1583225A1
Чертежи
Описание
ся в разных продольных сечениях втулки от 90° до величин, больших или меньших 90°) что зависит от соотношения геометрических размеров втулки и радиуса опорной рабочей поверхности . Одна из опор жестко установлена на самоустанавливающихся шайбах 6 с радиальным зазором. В другой опоре выполнены сквозные отверстия для удаления стружки, оси этих отверстий расположены тангенциально к поверхности отверстия кондукторной втулки.
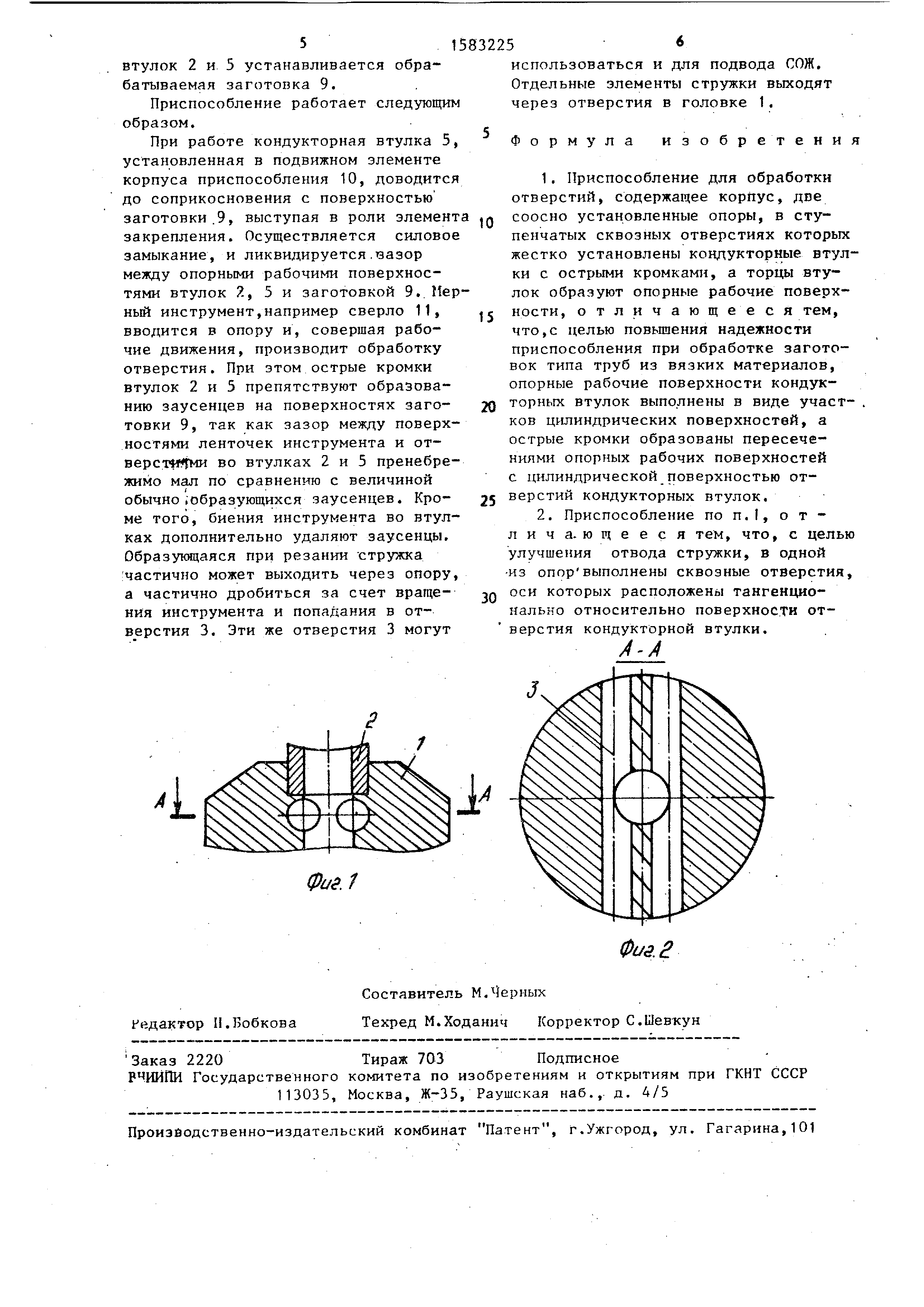
При работе ликвидируется зазор между опорными рабочими поверхностями втулок 2 и 5 и заготовкой 9. При обработке отверстия инструментом, например сверлом 11, острые кромки втулок 2 и 5 препятствуют образованию заусенцев на поверхности заготовки 9, так как зазор между поверхностью ленточек инструмента и отверстиями во втулках 2 и 5 мал по сравнению с величиной обычно образующихся заусенцев. 1 з.п. ф-лы, 3 ил.

Реферат
Изобретение относится к машиностроению и может быть использовано в станочных приспособлениях для обработки отверстий сверлением, зенкерованием и развертыванием в заготовках из вязких материалов типа труб, стаканов и др., имеющих развитые цилиндрические поверхности. Целью изобретения является повышение надежности приспособления при обработке заготовок типа труб из вязких материалов. Приспособление содержит две жестко установленные кондукторные втулки 2 и 5 с опорными рабочими поверхностями, выполненными ответными к обрабатываемым поверхностям заготовок и имеющими острые кромки в месте пересечения с отверстием во втулке. Острая кромка предполагает отсутствие фаски в месте пересечения указанных поверхностей. Угол заострения кромки незначительно изменяется в разных продольных сечениях втулки от 90° до величин, больших или меньших 90°, что зависит от соотношения геометрических размеров втулки и радиуса опорной рабочей поверхности. Одна из опор жестко установлена на самоустанавливающихся шайбах 6 с радиальным зазором. В другой опоре выполнены сквозные отверстия для удаления стружки, оси этих отверстий расположены тангенциально к поверхности отверстия кондукторной втулки. При работе ликвидируется зазор между опорными рабочими поверхностями втулок 2 и 5 и заготовкой 9. При обработке отверстия инструментом, например сверлом 11, острые кромки втулок 2 и 5 препятствуют образованию заусенцев на поверхности заготовки 9, так как зазор между поверхностью ленточек инструмента и отверстиями во втулках 2 и 5 мал по сравнению с величиной обычно образующихся заусенцев. 1 з.п. ф-лы, 3 ил.

Формула
Комментарии