Станок для механической обработки - RU2567636C2
Код документа: RU2567636C2
Чертежи



Описание
Область техники
В целом, изобретение относится к области станков для механической обработки.
Уровень техники
Станки для механической обработки используются для обработки резанием деталей, например деталей из металла, для придания им требуемой формы и конфигурации, например, сверлением или растачиванием отверстий в деталях и (или) срезанием кромок для придания им требуемой формы, например фаски. Например, механическая обработка шатуна, соединяющего поршень с коленчатым валом в двигателе с возвратно-поступательным движением поршня, включает несколько различных операций, которые могут быть выполнены на одном станке или последовательно на разных станках, которые могут отличаться друг от друга, либо которые могут иметь аналогичную конструкцию, но оборудованы различными инструментами, приспособленными для выполнения конкретных операций. Например, механическая обработка подобного шатуна может обычно включать несколько или все из перечисленных шагов:
- черновое шлифование поверхностей заготовки,
- черновое растачивание отверстия для поршневого пальца и отверстия под шатунную шейку,
- вырезание отверстий и посадочных поверхностей под болты,
- расщепление сборки шатуна (стержня и крышки головки) и болтов,
- чистовое шлифование поверхностей,
- фрезерование трапеции и получистовая обработка отверстия под шатунную шейку,
- чистовое растачивание отверстий для поршневого пальца и шатунной шейки.
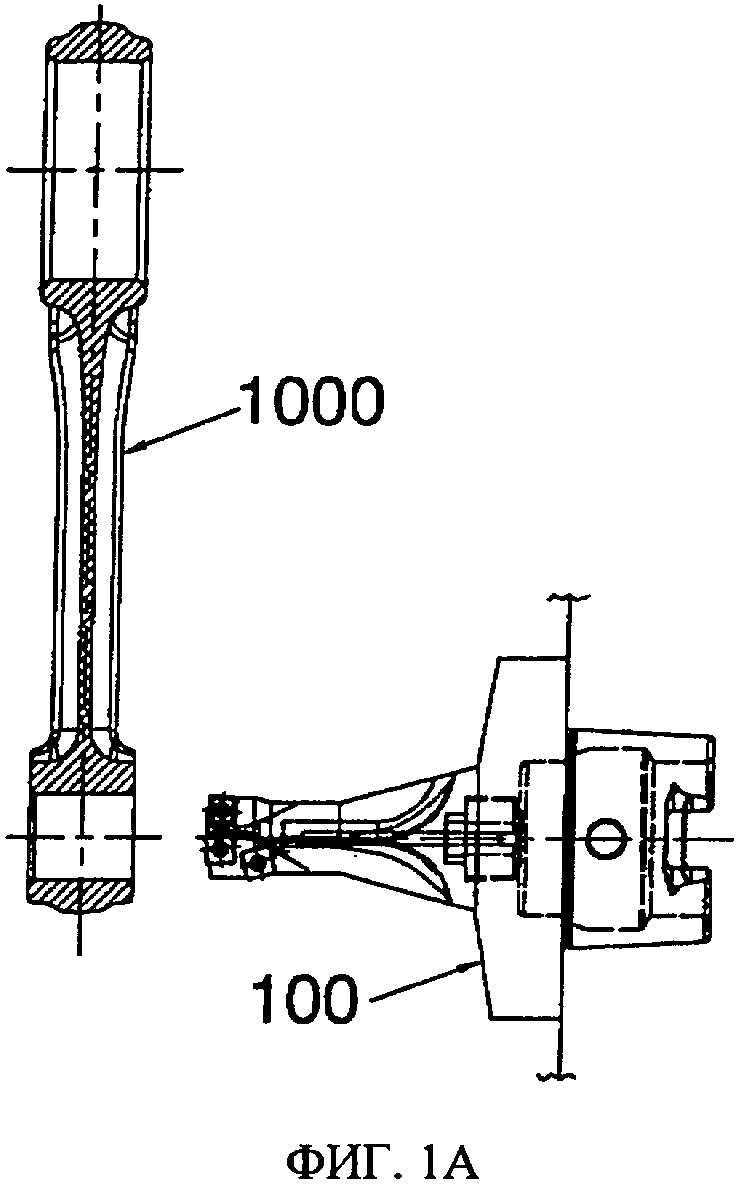
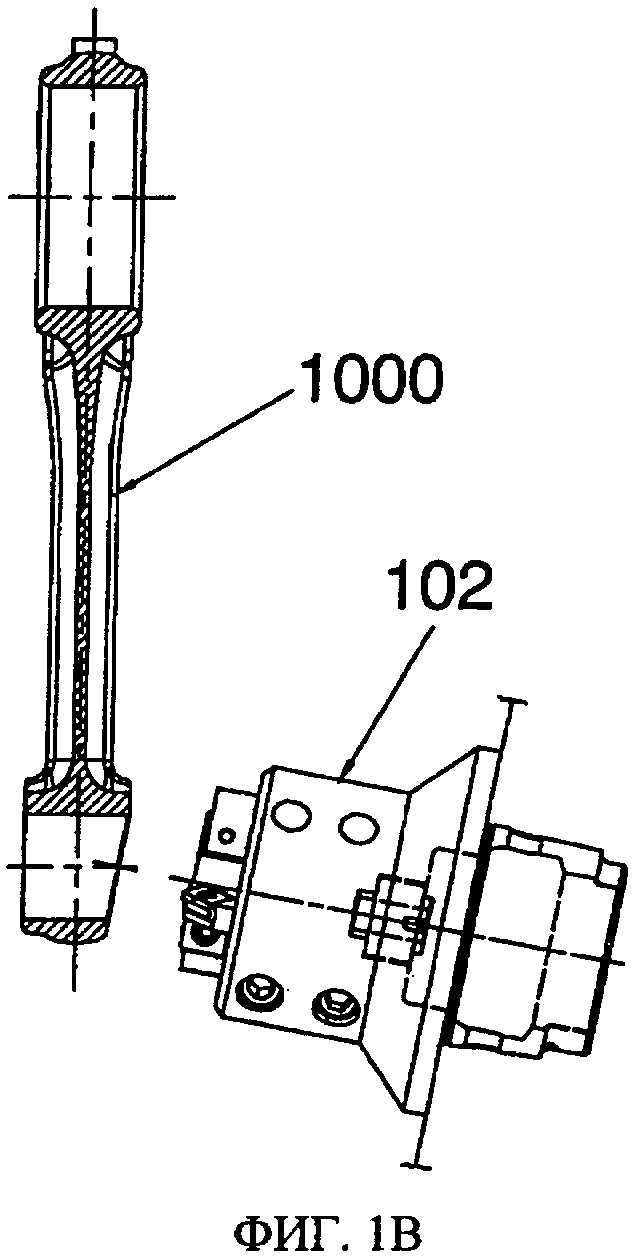
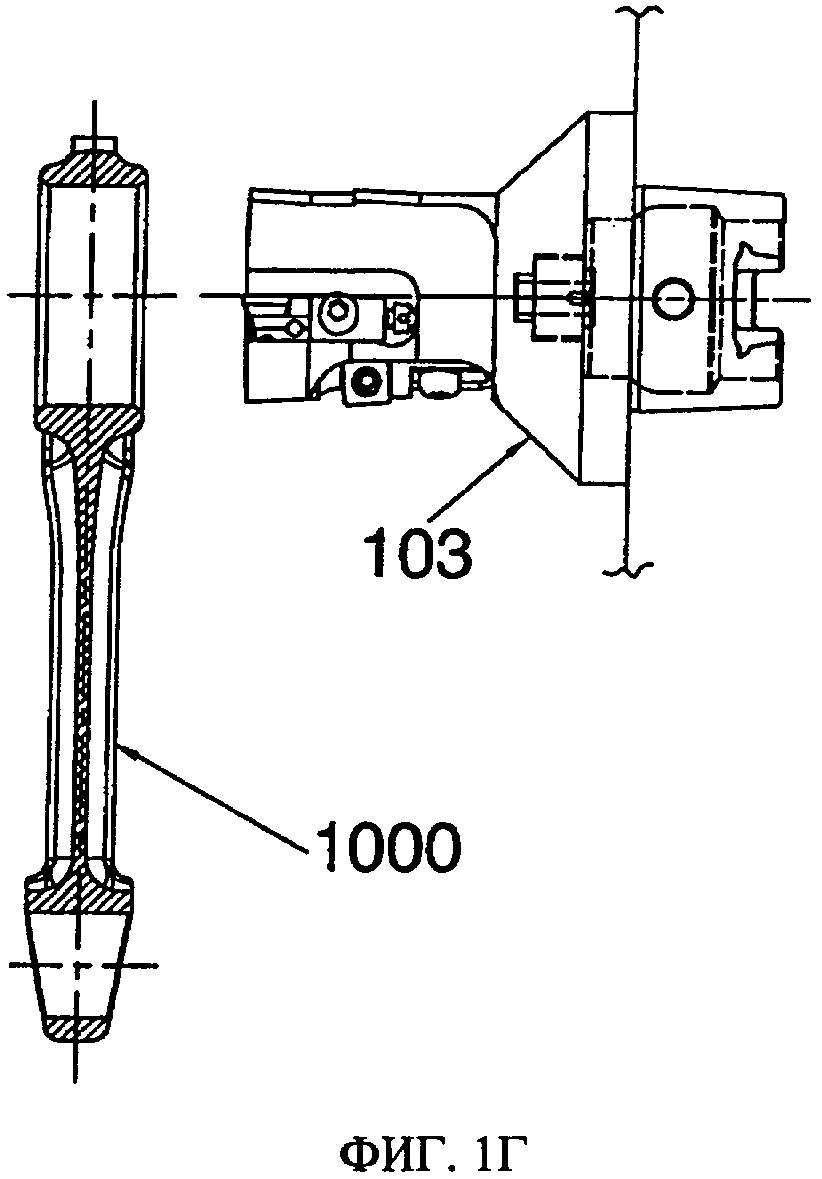
Например, на фиг.1А-1Г показано, как могут быть выполнены некоторые из этих операций на заготовке 1000 шатуна обычным путем с использованием различных инструментов 100, 101, 102, 103, которые могут быть присоединены к соответствующим шпиндельным головкам для приведения их во вращение шпинделем, например, вокруг горизонтальной оси Z (не показана на фиг.1). Например, на фиг.1А показана расточка отверстия для поршневого пальца первым инструментом 100, на фиг.1Б показана обработка отверстий под болты с использованием второго инструмента 101, на фиг.1В показано фрезерование трапециевидного конца заготовки с использованием третьего инструмента 102, и на фиг.1Г показана расточка отверстия под шатунную шейку с использованием четвертого инструмента 103. Все эти шаги могут быть выполнены одним станком, в котором разные инструменты устанавливаются одновременно или последовательно. Также возможно, конечно, выполнять все шаги на разных станках.
Станки этого типа обычно имеют какой-либо держатель инструмента, в котором инструмент может заменяться в зависимости от задачи, выполняемой станком в данное время или в течение определенного периода времени. В настоящем описании термин “инструмент” следует понимать обобщенно, и он может охватывать, хотя и не обязательно, соответствующую шпиндельную головку.
Станки для выполнения операций механической обработки, например сверления и фрезерования, например, вращением инструмента, например, для придания формы и расточки шатунов для двигателей с возвратно-поступательным движением поршня хорошо известны в уровне техники, и поэтому нет необходимости описывать работу привода инструмента или зажимного механизма для инструмента, поскольку специалисту известны способы разработки таких приспособлений, а соответствующие приспособления имеются на рынке.
Обычно обрабатывающие станки имеют цифровое управление, и в станках с вращающимся инструментом обработка выполняется с использованием управляемого относительного перемещения детали и соответствующего инструмента. Например, известно использование станка с одним или более неподвижными инструментами и перемещением одной или более деталей, например детали или заготовки, из которых должен быть получен шатун, относительно неподвижного инструмента, например, параллельно горизонтальной оси Z (осью Z может быть ось, вокруг которой вращается инструмент, или ось, параллельная этой оси), параллельно оси X, которая может быть горизонтальной осью, перпендикулярной оси Z, и параллельно оси Y, которая может быть вертикальной осью.
В US-B-7442154 раскрывается станок, имеющий раму, на которой могут быть установлены инструменты в держателях инструмента, в качестве которых могут использоваться инструментальные шпиндели. Разные инструменты могут быть установлены на разной высоте рамы. В станке используется держатель деталей, который может перемещать деталь в трех разных, ортогональных направлениях, т.е. в вертикальном направлении “Y” и двух перпендикулярных горизонтальных направлениях, обозначаемых как “X” и “Z”. Держатель деталей также могут вращать вокруг оси “Z”.
Другой пример станка такого типа известен из WO-A-2008/089751, где раскрывается станок, основой которого является рама сетчатой конструкции, в которой могут быть закреплены инструменты. Станок включает держатель деталей, который может перемещаться по трехкоординатной направляющей.
В обоих этих станках держатели инструмента расположены на консоли, см., например, фиг.1 в US-B-7442154 и фиг.12 в WO-A-2008/089751.
Представляется, что по меньшей мере в некоторых случаях это может создавать трудности, например, когда на держатель инструмента воздействуют значительные усилия, которые могут возникать, например, при обработке шатунов. При этом следует уделять внимание стабильности положения и жесткости держателя инструмента (включая его направляющую конструкцию), т.е., например, стабильности положения и жесткости выдвижного шпинделя, показанного в WO-A-2008/089751.
Кроме того, отмечается, что при замене инструмента в US-A-7442154 оператор должен иметь доступ к пространству внутри рамы зажимного приспособления. Аналогично, для замены инструмента в станке, как это известно из WO-A-2008/089751, оператору необходимо иметь доступ к пространству внутри сетчатой рамы. Это пространство, однако, весьма ограниченно, в том числе за счет присутствия выдвижного шпинделя и инструментов. Аналогичные проблемы возникают при доступе к держателю деталей для замены самой детали, или для замены самого держателя деталей, или его частей.
По меньшей мере часть этих проблем может оказаться еще более серьезной, когда инструменты и (или) держатель деталей высоко расположены. В станках, известных из US-A-7442154 и WO-A-2008/089751, гибкость может быть повышена введением в раму инструментов различного типа, которые распределяются по раме по вертикали. Этим может, однако, подразумеваться, что по меньшей мере часть инструмента может быть помещена на значительной высоте над поверхностью, где будет находиться оператор, выполняющий манипуляции с инструментом, например, при его обслуживании или замене, и (или) что по меньшей мере некоторые инструменты могут быть расположены очень низко. В обоих случаях оператору придется принимать эргономически неблагоприятное положение, выполняя манипуляции с инструментом.
Описание изобретения
Первая особенность настоящего изобретения относится к станку для механической обработки, включающему:
узел держателя(ей) деталей (например, конструктивно прочный, устойчивый и (или) жесткий суппорт), включающий держатель деталей для закрепления по меньшей мере одной детали (узел держателя деталей может представлять собой, например, конструкцию, например металлическую конструкцию, обеспечивающую достаточную стабильность положения и жесткость для предотвращения нежелательного смещения держателя деталей и деталей во время обработки; держатель деталей может быть приспособлен для закрепления нескольких деталей, например 4-8 деталей);
станину держателя деталей, на которой закреплен узел держателя деталей для горизонтального перемещения в первом направлении по станине держателя деталей, при этом первое направление параллельно горизонтальной оси Z;
по меньшей мере первый держатель инструмента, выполненный с возможностью закрепления на нем по меньшей мере одного инструмента для механической обработки по меньшей мере одной детали вращением этого инструмента вокруг оси, параллельной оси Z (держатель инструмента обычно может включать один или более шпинделей и шпиндельных головок, приспособленный для вращения одного или более инструментов);
станину держателей инструмента, на которой закреплен первый держатель инструмента для горизонтального перемещения во втором направлении по станине держателей инструмента, при этом второе направление параллельно горизонтальной оси X, а ось X перпендикулярна оси Z (таким образом, например, можно считать, что узел держателя деталей с держателем деталей может перемещаться возвратно-поступательно вдоль станины держателя деталей, а держатель инструмента может перемещаться в поперечном направлении, вдоль станины держателей инструмента);
при этом первый держатель инструмента может перемещаться по станине держателей инструмента во втором направлении между рабочей позицией, в которой этот первый держатель инструмента обращен к узлу держателя деталей (с тем, чтобы при работе станка один или более инструментов, закрепленных в этом первом держателе инструмента, могли взаимодействовать с одной или более деталями, закрепленными в держателе деталей, для их обработки при перемещении держателя деталей и (или) инструмента или инструментов), и нерабочей позицией, в которой первый держатель инструмента не обращен к узлу держателя деталей.
Таким образом, когда первый держатель инструмента не обращен к узлу держателей деталей, а фактически смещен вбок относительно узла держателя деталей, не составляет труда выполнить замену инструмента у передней части первого держателя инструмента (т.е. на конце, обращенном к узлу держателя деталей, когда первый держатель инструмента находится в рабочей позиции). При этом оператор имеет доступ к инструментам с лицевой стороны, без необходимости входить или получать доступ в пространство между узлом держателя деталей и держателем инструмента. Тем самым конструкция обеспечивает эргономичность и гибкость использования. Кроме того, возможность смещения держателя инструмента в поперечном направлении обеспечивает дополнительную гибкость в процессе производства, поскольку может быть использовано несколько держателей инструмента, которые по выбору могут быть перемещены в рабочую позицию, в зависимости от конкретных операций обработки, которые должны быть выполнены.
Помимо этого в результате того, что как держатель инструмента, так и узел держателя деталей могут перемещаться на соответствующих станинах, обеспечивается стабильность положения и жесткость. Это может быть особенно желательно в связи с механической обработкой шатунов, поскольку обработка этого типа подразумевает, что на деталь воздействуют большие силы, и допуски на обработку очень малы. Кроме того, конструкционная прочность деталей этого типа часто мала. Поэтому очень важна стабильность положения и жесткость компонентов, участвующих в механической обработке, включая инструмент, держатели инструмента и держатели деталей.
Станок может также включать второй держатель инструмента, выполненный с возможностью закрепления на нем по меньшей мере одного инструмента для обработки по меньшей мере одной детали посредством вращения этого инструмента вокруг оси, параллельной оси Z, при этом второй держатель инструмента установлен на станине держателей инструмента для горизонтального перемещения во втором направлении между рабочей позицией, в которой этот второй держатель инструмента обращен к узлу держателя деталей, и нерабочей позицией, когда этот второй держатель инструмента не обращен к узлу держателя деталей.
Благодаря использованию двух (или более) отдельных держателей инструмента, которые могут по выбору перемещаться между рабочей позицией (или позициями) и соответствующими нерабочими позициями, могут быть получены дополнительные преимущества. Не только наличие нерабочей позиции обеспечивает большую гибкость и простоту доступа для замены инструмента, но и наличие двух (или более) держателей инструмента предусматривает, что один из них может быть использован для механической обработки, в то время как на другом (-их) может выполняться обслуживание или замена инструментов. Кроме того, использование нескольких держателей инструмента, например двух или более держателей инструмента, дает возможность иметь готовыми к использованию относительно большое разнообразие инструментов (например, установленных на соответствующих держателях инструмента), без какой-либо необходимости размещения инструментов в широком интервале высот. Предположим, например, что каждый держатель инструмента имеет N (например, 2) рядов инструментов, в каждом из которых находится М (например, 4) инструмента, тогда первый и второй держатели инструмента вместе могут нести 2×N×M (например, 16) инструментов. При этом, например, в каждый момент два (2) держателя инструмента вместе могут нести два (2) разных набора из N×M инструментов или четыре (4) разных набора из N×M/2 инструментов, распределенных вдоль только N рядов (например, двух (2) рядов) по вертикали). Это означает, что благодаря поперечному перемещению держателей инструмента, в состоянии готовности могут быть закреплены самые разные инструменты в разных держателях инструмента, при этом инструменты расположены в относительно небольшом интервале высот. Преимущество такого расположения состоит в том, что все инструменты могут находиться на такой высоте, что манипуляции с инструментами, например замена инструментов, могут выполняться оператором в эргономичных условиях, например, без необходимости слишком низко нагибаться или пользоваться лестницей и др.
Станина держателя деталей может подходить к центральной части станины держателей инструмента, а станина держателей инструмента может дополнительно включать две боковые части, причем нерабочая позиция первого держателя инструмента соответствует одной из этих боковых частей, а нерабочая позиция второго держателя инструмента соответствует другой боковой части. Таким образом, простым сдвиганием держателей инструмента на соответствующие боковые части станины держателей инструмента один набор инструментов может заменить другой набор инструментов во время работы станка. Например, после окончания некоторого цикла обработки рабочий держатель инструмента может быть сдвинут вбок в свою нерабочую позицию, а нерабочий держатель инструмента может быть сдвинут в свою рабочую позицию. Такая схема продемонстрировала свою практическую полезность и обеспечила гибкость использования держателей инструмента, в то время как полное необходимое пространство достаточно невелико. Общая длина станины держателей инструмента при использовании двух держателей инструмента может быть ограничена примерно трехкратной шириной каждого держателя инструмента, что позволяет иметь две нерабочих позиции и одну рабочую позицию.
Станина держателя деталей и станина держателей инструмента вместе могут образовывать Т-образную фигуру на виде сверху. Станина держателя деталей и станина держателей инструмента также могут вместе иметь, например, L-образную или ר-образную форму на виде сверху, например, при использовании только одного держателя инструмента.
В одном возможном варианте выполнения изобретения все инструменты, установленные на соответствующем держателе инструмента, могут быть размещены на высоте не менее 0,7 м, желательно не менее 1,1 м и не более 1,8 м, желательно не более 1,5 м над полом или аналогичной поверхностью, по которой ходит оператор при обслуживании станка, например замене инструментов, установленных на держателях инструмента. При этом оператор может проводить манипуляции с инструментами в удобном и эргономически правильном положении, без какой-либо необходимости использования лестницы и т.п.
Подобный первый держатель инструмента может иметь N рядов инструмента, 1≤N≤5, например N=2, или N=3, или N=4. При использовании небольшого числа рядов все инструменты могут быть размещены на такой высоте, чтобы работа с ними не вызывала затруднений у оператора.
Держатель деталей может быть установлен на узел держателя деталей так, чтобы держатель деталей можно было перемещать в вертикальном направлении, т.е. параллельно вертикальной оси Y. Благодаря этому в описанной выше схеме расположения обеспечивается относительное перемещение между инструментами и деталями вдоль осей Z, Х и Y.
Очевидно, что дополнительные степени свободы, например вращение держателя деталей вокруг оси, например оси, параллельной оси Z, не исключаются из области притязаний настоящего изобретения.
Станина держателя деталей и станина держателей инструмента могут быть установлены на полу или аналогичной опорной поверхности и создавать опору снизу для узла держателя деталей и держателей инструмента. В некоторых случаях может быть желательно, чтобы ни один из держателей инструмента или узел держателя деталей не свешивались с верхних несущих опор. Предпочтительно использование простых наземных опор, установленных на полу, например, благодаря простоте монтажа.
Станина держателя деталей и станина держателей инструмента могут иметь высоту не более 1,1 м, желательно не более 0, 6 м. При этом держатели инструмента могут быть размещены достаточно низко, что упрощает доступ к инструментам.
Станок может представлять собой станок для механической обработки шатунов для двигателя с возвратно-поступательным движением поршня, желательно для двигателя такого типа легкового автомобиля или грузовика. Механическая обработка шатуна для двигателя с возвратно-поступательным движением поршня, например поршневого двигателя внутреннего сгорания для легкового автомобиля или грузовика, включает решение ряда определенных задач, для чего традиционно использовались специальные станки. Станок для механической обработки в соответствии с настоящим изобретением позволит получить преимущество в отношении стабильности положения и жесткости, как это было упомянуто выше.
Другая особенность изобретения относится к способу механической обработки шатунов для двигателя с возвратно-поступательным движением поршня для легкового автомобиля или грузовика. При выполнении способа заготовку шатуна подвергают нескольким шагам механической обработки, при этом по меньшей мере один из них выполняют на станке, описанном выше. Например, несколько из упомянутых шагов обработки могут быть выполнены на одном станке. В одном из возможных вариантов выполнения изобретения между по меньшей мере двух упомянутых шагов механической обработки первый держатель инструмента передвигают из его рабочей позиции в нерабочую позицию, либо из его нерабочей позиции в рабочую позицию. При наличии второго держателя инструмента он может быть передвинут соответствующим образом. Например, для механической обработки шатуна инструменты, установленные на первом держателе инструмента, могут быть использованы для выполнения одного или более шагов механической обработки, а инструменты, установленные на втором держателе инструмента, могут быть использованы для выполнения одного или более других шагов механической обработки.
Краткое описание чертежей
Для полноты описания изобретения и лучшего его объяснения используется комплект чертежей. Эти чертежи образуют неотъемлемую часть описания и иллюстрируют вариант выполнения изобретения, который не ограничивает области притязаний изобретения и должен восприниматься только как частный пример его реализации. Чертежи включают следующие фигуры, на которых:
на фиг.1А-1Г схематически показаны некоторые операции, которые могут быть выполнены при изготовлении шатуна из заготовки механической обработкой, с использованием разного инструмента;
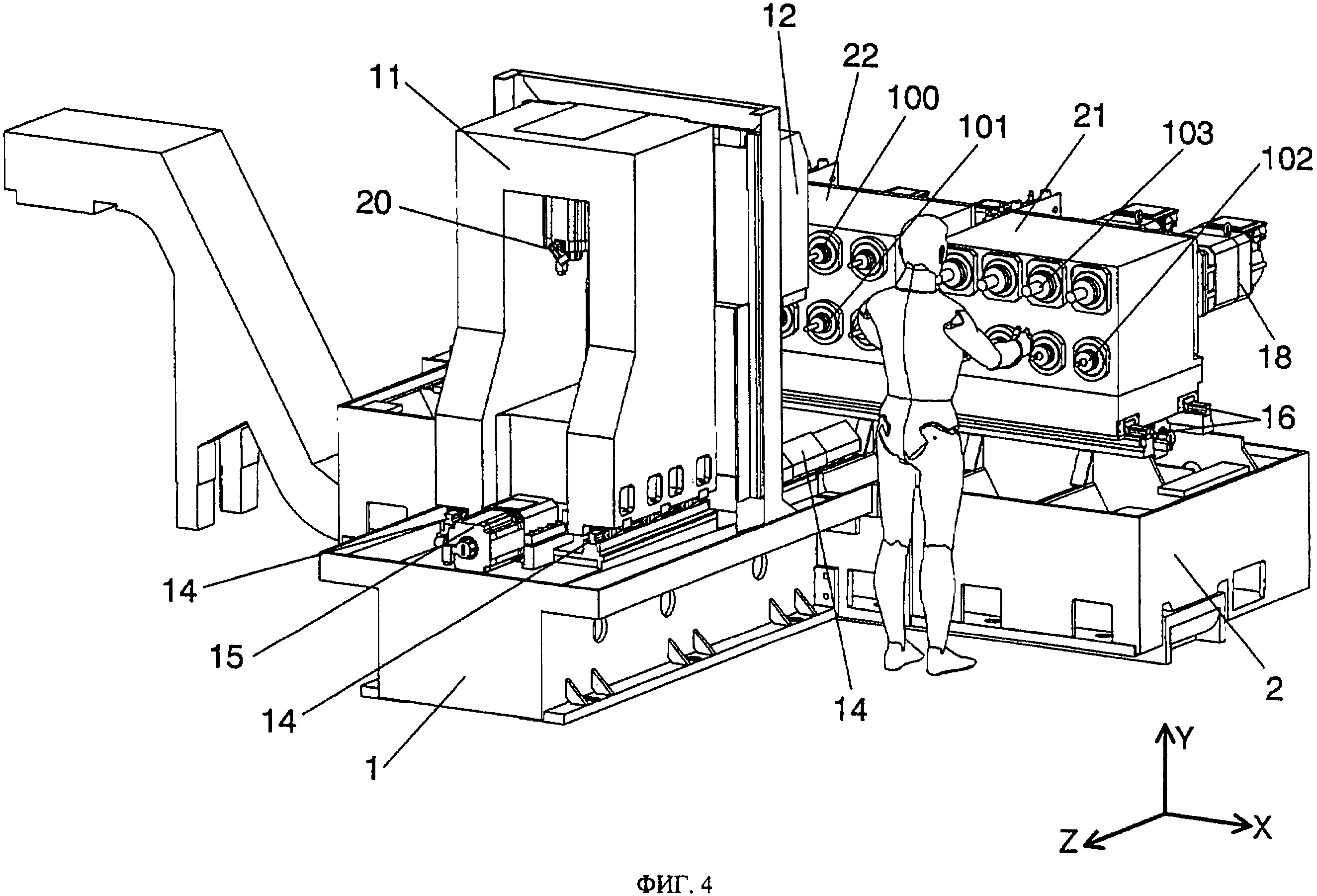
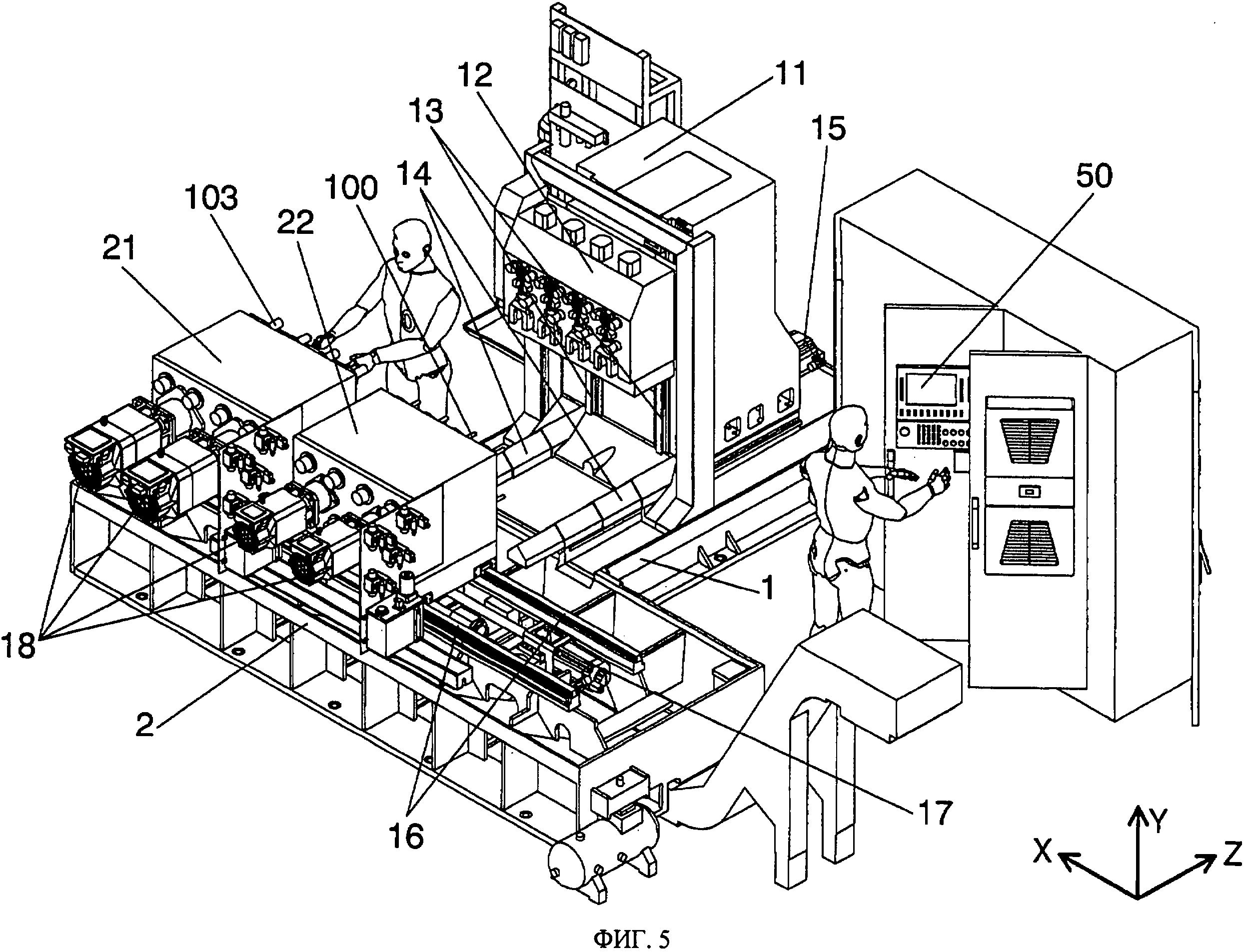
на фиг.2-5 схематически представлен в перспективе вид станка в соответствии с вариантом выполнения изобретения;
на фиг.6 схематически в перспективе представлен вид держателя деталей, который может быть использован в варианте выполнения изобретения.
Перечень ссылочных обозначений, использованных в описании
1 - станина держателя деталей,
2 - станина держателей инструмента,
11 - узел держателя деталей,
12 - держатель деталей,
13 - вертикальные направляющие рельсы на узле держателя деталей для придания направления движения держателю деталей при его вертикальном перемещении,
14 - горизонтальные направляющие рельсы станины держателя деталей для придания направления движения узлу держателя деталей при его горизонтальном перемещении,
15 - система привода для перемещения узла держателя деталей,
16 - горизонтальные направляющие рельсы для держателей инструмента,
17 - система приводов для перемещения держателей инструмента,
18 - ротор электродвигателя,
19 - запирающие элементы,
20 - система привода для перемещения держателя деталей,
21, 22 - держатели инструмента,
50 - компьютер,
100, 101, 102, 103 - инструменты,
1000 - шатун (заготовка).
Описание варианта выполнения изобретения
На фиг.2-5 показан один из возможных вариантов выполнения изобретения. Станок включает узел 11 держателя деталей, на котором установлен держатель 12 деталей таким образом, что он может перемещаться параллельно вертикальной оси Y по направляющим рельсам 13. Это вертикальное перемещение держателя деталей вдоль направляющих рельсов 13 может быть осуществлено обычными способами, например системой 20 привода с серводвигателем, которая может управляться компьютером 50 станка (схематически показан на фиг.5). Посредством вертикального перемещения держатель 12 деталей может быть установлен на требуемой высоте для приема деталей от устройства подачи (не показано), для выдачи обработанных деталей, для размещения деталей на нужной высоте для взаимодействия с инструментом для механической обработки и для вертикального перемещения деталей во время механической обработки.
Узел 11 держателя деталей представляет собой суппорт, предназначенный для обеспечения стабильности положения и жесткости с тем, чтобы положение деталей могло сохраняться с большой точностью в процессе взаимодействия с инструментами. Суппорт опирается на станину 1 держателя деталей, включающую горизонтальные рельсы 14 (см. фиг.4), проходящие вдоль или параллельно горизонтальной оси Z. Направляющие рельсы обеспечивают опору и придают направление движению узла держателя деталей или суппорта при его горизонтальном перемещении параллельно оси Z. Станок включает систему 15 привода, например систему привода с серводвигателем, для управляемого перемещения узла 11 держателя деталей вдоль направляющих рельсов 14, например, под управлением компьютером 50. Благодаря возможности горизонтального перемещения узел держателя деталей может, например, быть помещен в определенную позицию для загрузки/разгрузки деталей, в позицию для начала механической обработки (посредством взаимодействия инструментов с деталями) и может передвигаться по горизонтали во время механической обработки для смещения деталей относительно инструментов.
В этом варианте выполнения узел 11 держателя деталей или суппорт опирается на станину 1 держателя деталей, т.е. не висит над ней. Такая конструкция позволяет улучшить стабильность положения, жесткость и также может упростить монтаж станка по сравнению с агрегатами, имеющими, например, консольное расположение выдвижных шпинделей. Жесткость имеет особенно большое значение, когда выполняется обработка заготовок для шатунов, где допуски очень малы, в то время как конструкционная жесткость заготовки часто относительно невелика.
Станок также включает два держателя 21 и 22 инструмента, опирающихся на станину 2 держателей инструмента, проходящую вдоль или параллельно горизонтальной оси X, которая перпендикулярна оси Z. Станина 2 держателей инструмента размещена у одного конца станины 1 держателя деталей, которая соединяется со станиной 2 держателей инструмента примерно в ее середине, при этом станина держателей инструмента и станина держателя деталей образуют Т-образную конфигурацию на виде сверху. Станина 2 держателей инструмента на своей верхней поверхности имеет два горизонтальных направляющих рельса 16, на которые установлены два держателя 21 и 22 инструмента, и вдоль которых они перемещаются параллельно оси X под управлением системы 17 приводов, например системы привода с серводвигателями, управляемой компьютером 50.
Первый держатель 21 инструмента может перемещаться вдоль станины 2 держателей инструмента между рабочей позицией (в которой он обращен к узлу 11 держателя деталей, и в которой инструменты, установленные в держателе инструмента, могут воздействовать на заготовки детали, установленные в держателе 12 деталей), и нерабочей позицией, в которой он не обращен к узлу держателя деталей, а смещен вбок относительно этого узла держателя деталей. На фиг.2-5 первый держатель 21 инструмента находится в нерабочей позиции. В этой позиции оператор может выполнять манипуляции с инструментом, например проверять или заменять инструменты 102 и 103, установленные на первом держателе 21 инструмента, не вторгаясь в пространство между узлом 11 держателя деталей и держателем 21 инструмента. Таким образом, как видно на фиг.2-5, упрощается обслуживание инструментов. Можно заметить, что первый держатель 21 инструмента, находясь в нерабочей позиции, располагается вблизи первого конца станины 2 держателей инструмента.
Второй держатель 22 инструмента можно перемещать между рабочей позицией, в которой он обращен к узлу 11 держателя деталей, и нерабочей позицией, смещенной вбок от рабочей позиции. На фиг.2, 4 и 5 второй держатель 22 инструмента находится в рабочей позиции (в центральной части станины держателей инструмента), а на фиг.3 второй держатель 22 инструмента находится в нерабочей позиции, вблизи второго конца станины 2 держателей инструмента.
Кроме того, конструкция держателей 21 и 22 инструмента обеспечивает стабильность их положения и жесткость, и они устойчиво установлены на станине 2 держателей инструмента.
Поперечное смещение держателей 20, 21 инструмента параллельно оси Х не только позволяет по выбору устанавливать держатели инструмента в рабочую позицию и выводить их из рабочей позиции, но и позволяет устанавливать держатели инструмента (и инструменты) в нужное положение (относительно оси X) для начала механической обработки и перемещать держатели инструмента (а, значит, и инструментов) вдоль оси Х в ходе механической обработки.
Перемещение держателя инструмента и держателя деталей в направлениях “X”, “Y” и “Z” может быть одновременным. Одновременное перемещение вдоль более чем одной оси в ходе механической обработки может быть полезно при выполнении некоторых операций.
Каждый держатель инструмента имеет на его переднем конце несколько рядов инструментов, например два (2) ряда инструментов, при этом каждый ряд содержит несколько инструментов, например четыре (4) инструмента. Например, один держатель 21 инструмента может иметь один ряд инструментов с инструментами 103 первого типа и один ряд инструментов с инструментами 102 второго типа, в то время как другой держатель 22 инструмента может иметь один ряд инструментов с инструментами 100 третьего типа и второй ряд инструментов с инструментами 101 четвертого типа. Например, каждый ряд инструментов может содержать четыре (4) инструмента одного типа. Держатель деталей может быть приспособлен для установки на нем четырех (4) заготовок 1000 детали.
Таким образом, в данном варианте выполнения используется шестнадцать инструментов четырех различных типов. Благодаря тому, что имеется два держателя инструмента, которые могут быть по выбору перемещены в рабочую позицию, требуется только два ряда для размещения 4×4=16 инструментов. Если бы использовался только один неподвижный держатель инструмента, для размещения этих инструментов при условии обеспечения взаимодействия с одним рядом из четырех (4) деталей потребовалось бы четыре ряда инструментов, вследствие чего увеличилось бы расстояние по вертикали, вдоль которого размещаются инструменты. В конструкции, показанной на фиг.2-5, весь инструмент может быть размещен в очень малом интервале по вертикали, например самый нижний ряд инструментов на держателях инструмента может быть размещен на высоте не менее 0,7 м, например, не менее 1,1 м, и не более 1,8 м, например не более 1,5 м над полом или поверхностью, на которой будет стоять оператор, выполняя манипуляции с инструментами. При этом манипуляции с инструментами могут выполняться в эргономически благоприятных условиях: высота, на которой размещены инструменты, делает манипуляции удобными, и поскольку держатели инструмента смещены вбок от держателя 12 деталей и узла 11 держателей деталей, когда должно производиться обслуживание инструментов оператором, оператору не мешает держатель 12 деталей или узел 11 держателя деталей.
В такой установке над деталями, например заготовками шатунов, могут выполняться несколько различных операций без смены инструмента путем использования инструментов из различных рядов держателей инструмента и при необходимости путем перестановки вбок держателей инструмента так, чтобы держатель инструмента, находившийся в нерабочей позиции, переходил в рабочую позицию, и наоборот. Кроме того, если требуются дополнительные инструменты, или если необходима замена инструмента, это может быть легко выполнено оператором, например, как показано на фиг.2, путем манипуляций с инструментами неработающего держателя инструмента, в то время как другой держатель инструмента работает (или не работает).
Кроме этого, высота станины (1) держателя деталей и станины (2) держателей инструмента может быть сделана небольшой, например менее 1,1 м или менее 0,6 м. В некоторых вариантах выполнения изобретения все направляющие рельсы могут находиться на высоте менее 1,1 м, 0,8 м, 0,7 м, 0,6 м или 0,5 м.
В описанном варианте выполнения отсутствие выдвижных шпинделей и аналогичных консольных структур может давать преимущество в отношении стабильности положения и простоты монтажа. В описанном варианте выполнения как узел держателя деталей, так и держатели инструмента передвигаются вдоль и поверх неподвижных и устойчивых станин. Все инструменты могут быть расположены на такой высоте, где их обслуживание оператором может выполняться в эргономически удовлетворительных условиях.
Инструмент может приводиться во вращение роторами 18 двигателей, например, посредством нескольких шпиндельных головок. Такие приводные механизмы хорошо известны и здесь рассматриваться не будут. Может быть использован любой обычный или необычный вид приводного механизма. Кроме того, держатели инструмента также могут быть оборудованы средствами охлаждения, например форсунками для подачи охлаждающей жидкости или текучей среды для охлаждения инструмента и (или) заготовки во время работы.
Инструменты могут быть расположены для вращения вокруг оси, параллельной оси Z.
Может быть использован держатель деталей любого типа.
На фиг.6 приводится только частный пример возможной компоновки держателя деталей с гидравлическим или пневматическим приводом и шарнирными запирающими элементами 19 для фиксации деталей 1000 в требуемом положении для механической обработки.
В настоящем описании термин “включает” и его производные (например, “включающий” и др.) не должны восприниматься в смысле исключения, т.е. эти термины не должны интерпретироваться как исключающие возможности того, что описываемое и определяемое может включать другие элементы, шаги и т.д.
С другой стороны, изобретение, очевидно, не сводится к описанному здесь конкретному варианту (-ам) выполнения, а также охватывает любые изменения, которые могут быть предложены специалистом (например, в части выбора материалов, размеров, компонентов, конфигурации и т.д.), в пределах общей области притязаний изобретения, определяемой формулой.
Реферат
Изобретение относится к области станкостроения. Станок для механической обработки деталей содержит узел (11) держателя деталей, включающий держатель (12) деталей, при этом узел (11) держателя деталей установлен на станине (1) с возможностью горизонтального перемещения по оси Z. Первый (21) и второй (22) держатели инструмента с закрепленными в них инструментами установлены на станине (2) держателей инструмента с возможностью горизонтального перемещения во втором направлении по оси Х, перпендикулярной оси Z, между рабочей позицией, в которой указанные держатели инструмента обращены к узлу (11) держателя деталей, и нерабочей позицией, в которой они не обращены к узлу (11) держателя деталей. 9 з.п. ф-лы, 9 ил.
Формула
узел (11) держателя деталей, включающий в себя держатель (12) деталей для закрепления по меньшей мере одной детали (1000);
станину (1) держателя деталей, на которой установлен узел (11) держателя деталей с возможностью горизонтального перемещения по ней в первом направлении, параллельном горизонтальной оси Z;
первый держатель (21) инструмента, выполненный с возможностью закрепления в нем по меньшей мере одного инструмента (102, 103) для механической обработки по меньшей мере одной детали посредством вращения этого инструмента вокруг оси, параллельной оси Z;
станину (2) держателей инструмента, на которой установлен первый держатель (21) инструмента с возможностью горизонтального перемещения по ней во втором направлении, параллельном горизонтальной оси X, перпендикулярной оси Z,
при этом первый держатель (21) инструмента выполнен с возможностью перемещения по станине (2) в указанном втором направлении между рабочей позицией, в которой этот первый держатель (21) инструмента обращен к узлу (11) держателя деталей, и нерабочей позицией, в которой он не обращен к узлу (11) держателя деталей;
второй держатель (22) инструмента, выполненный с возможностью закрепления на нем по меньшей мере одного инструмента (100, 101) для механической обработки по меньшей мере одной детали посредством вращения этого инструмента вокруг оси, параллельной оси Z,
при этом второй держатель (22) инструмента установлен на станине (2) держателей инструмента с возможностью горизонтального перемещения в указанном втором направлении между рабочей позицией, в которой этот второй держатель (22) инструмента обращен к узлу (11) держателя деталей, и нерабочей позицией, в которой он не обращен к узлу (11) держателя деталей.
Комментарии