Устройство для разъемного соединения инструмента со шпинделем станка - RU2085342C1
Код документа: RU2085342C1
Чертежи









Описание
Изобретение относится к устройству для разъемного соединения инструмента со шпинделем станка с концентричным отверстием. Указанное устройство содержит цапфу, размещенную в отверстии шпинделя, по крайней мере два зажимных пальца, расположенных в отверстиях цапфы с возможностью радиального перемещения и фиксации, установленный в отверстии шпинделя с возможностью осевого перемещения от механизма зажима зажимной элемент с двумя клиновыми поверхностями, выполненными на одном из его концов и предназначенными для взаимодействия с клиновыми поверхностями зажимных пальцев.
Устройства этого типа известны из "Werkstatt und Betrieb, 119 (1986), с 797-801) и предназначены для металлообрабатывающих станков с автоматической заменой инструмента, в частности для обрабатывающих центров с центральным вводом инструмента. Этот ввод инструмента, предусмотренный главным образом для крепления инструмента с конусом, осуществляется в случае большинства обрабатывающих центров посредством пакета тарельчатых пружин с гидравлическим разжимом, причем палец с головкой, расположенный на крутом конусе, вводится в шпиндель посредством цангового захвата при зажатии конуса. Путь зажима, требующийся в случае соединения конусом, составляет в зависимости от размера шпинделя 6-10 мм. Чтобы достичь при заданном размере шпинделя повышенной жесткости по отношению к соединению конусом, крепление конусом было заменено на цилиндрическое крепление с торцевым упором инструмента с одновременным использованием в качестве зажимного механизма центрального ввода инструмента.
Известные устройства, особенно в случае использования больших инструментов, наряду с повышенным зажимным усилием требуют также большего хода перемещения зажимных пальцев. Поэтому, прежде всего, в случае использования больших инструментов со скреплением торцевых поверхностей не могут быть беспроблемно использованы известные зажимные механизмы с пакетами тарельчатых пружин. Хотя вместо них уже используются гидравлические инструментальные зажимы, которые делают возможным больший путь перемещения. Однако необходимое для этого дорогостоящее переоснащение металлообрабатывающих станков и обрабатывающих центров ограничивает область применения инструментов со скреплением торцевых поверхностей.
Технический результат изобретения состоит в том, чтобы создать соединительное устройство, которое даже для больших инструментов обеспечивает надежное скрепление торцевых поверхностей с большим зажимным усилием и несмотря на это требует относительно малого осевого пути зажима центрального вводящего и зажимного механизма, находящегося со стороны шпинделя.
Это достигается тем, что на клиновых поверхностях соответственно зажимного элемента и зажимных пальцев выполнены поперечные пазы, образованные боковыми наклонными поверхностями и разделяющие соответствующие клиновые поверхности на клиновые участки, которые с одной стороны ограничены боковыми наклонными поверхностями поперечного паза, а с другой поперечными наклонными поверхностями, выполненными соответственно на зажимном элементе и зажимных пальцах, при этом боковые наклонные поверхности поперечных пазов пальцев предназначены для взаимодействия с ответными поверхностями поперечных пазов зажимного элемента, причем угол наклона боковых поверхностей поперечных пазов больше угла наклона клиновых поверхностей.
Согласно одному варианту осуществления изобретения боковые наклонные поверхности поперечных пазов выполнены с переменным углом наклона. Например, по меньшей мере одна из боковых наклонных поверхностей поперечных пазов может быть выполнена выпукло изогнутой и при определенных условиях плавно переходить в клиновую поверхность.
Для удержания по возможности минимально опрокидывающего момента, передаваемого во времени процесса зажима через зажимной орган на зажимной палец, боковые наклонные поверхности поперечных пазов зажимных пальцев расположены вблизи поперечной оси зажимных пальцев. На поперечных наклонных поверхностях зажимных пальцев, предназначенных для взаимодействия с боковыми наклонными поверхностями поперечных пазов зажимного элемента, выполнена по меньшей мере одна фаска или эти поверхности выполнены выпукло изогнутыми.
Согласно другому варианту осуществления изобретения каждая клиновая поверхность зажимных пальцев может быть ограничена двумя боковыми направляющими выступами.
Согласно еще одному варианту осуществления изобретения на торце поперечного паза каждого зажимного пальца могут быть выполнены ограничительные поверхности ступенчатой формы, выступающие над боковыми направляющими выступами.
Согласно еще одному варианту осуществления изобретения в одном из боковых направляющих выступов может быть выполнено продольное отверстие, в то время как в другом боковом направляющем выступе может быть выполнено глухое поперечное отверстие по форме поперечного паза.
Поперечные пазы в основном выполнены с трапециевидным сечением с расходящимися наружу боковыми сторонами.
Для обеспечения достаточной смазки в каждом зажимном пальце выполнены горизонтальный и вертикальный смазочные каналы, причем вертикальный канал выходит в поперечный паз.
При замене инструмента зажимной палец при разжатом зажимном механизме автоматически перемещается в свое разжатое положение внутри цапфы вследствие подвода его конической вершины. Так как при снятии инструмент постепенно ускоряется устройством смены инструмента, силовые вершины, воздействующие при этом на зажимной палец, являются относительно малыми, так что принудительное направление зажимного пальца по зажимному механизму не требуется. Это соображение не является беспроблемно применимым к процессу оснащения, так как там цапфа вдвигается с относительно большой скоростью в прецизионное отверстие и в соответствии с этим выступающий зажимной палец нагружается большим усилием вершины. Поэтому согласно предпочтительному усовершенствованному варианту осуществления изобретения предлагается, чтобы зажимной палец в своем разжатом положении, введенном в прецизионную цапфу, мог разъемно фиксироваться. Это осуществляется тем, что устройство снабжено полым упорным винтом, размещенным в отверстии цапфы, подпружиненным шариком, расположенным внутри упорного винта и предназначенным для размещения в продольном глухом пазу, выполненном в каждом зажимном пальце. При этом фиксирующий шарик смещается против усилия пружины, которой в введенном разжатом положении зажимного пальца фиксируется в фиксирующем углублении, расположенном в области основания паза. Фиксаторное отделение между зажимным пальцем и цапфой, создаваемое таким образом в процессе замены инструмента, снова разъединяется без затраты больших усилий в процессе зажима посредством зажимного механизма.
Оптимальное соответствие данному зажимному механизму может быть достигнуто даже у больших инструментов за счет того, что угол наклона клиновых поверхностей зажимных пальцев и зажимного элемента к оси шпинделя равен 8-20o, а угол наклона боковых наклонных поверхностей поперечных пазов зажимного элемента и зажимных пальцев к оси шпинделя равен 40-70o.
Для прохождения смазки в одном из боковых направляющих выступов каждого зажимного пальца может быть выполнено по меньшей мере одно поперечное отверстие, выходящее в поперечный паз. Предпочтительно в каждом боковом направляющем выступе зажимных пальцев выполнено поперечное отверстие, выходящее в поперечный паз, причем в каждом боковом направляющем выступе зажимных пальцев в области каждой поперечной наклонной поверхности выполнены поперечные отверстия, выходящие в поперечный паз. Соосно с поперечным отверстием боковых направляющих выступов может быть выполнено глухое отверстие, открытое к поперечному пазу в противоположном боковом направляющем выступе. При этом по меньшей мере одна из поперечных наклонных поверхностей зажимных пальцев может быть ограничена частью поверхности поперечного отверстия, выполненного в боковом направляющем выступе, проходящей в области клиновых поверхностей. Боковые наклонные поверхности поперечных пазов зажимных пальцев могут быть выполнены в виде фасок и расположены на поперечных боковых сторонах, выполненных в зажимных пальцах параллельно их оси. Продольная ось основания поперечного паза каждого зажимного пальца может быть перпендикулярна оси пальца. В основании поперечного паза каждого зажимного пальца может быть выполнено центрирующее отверстие, ось которого совпадает с осью зажимного пальца, а одна из боковых наклонных поверхностей поперечного паза каждого пальца образована центрирующим отверстием.
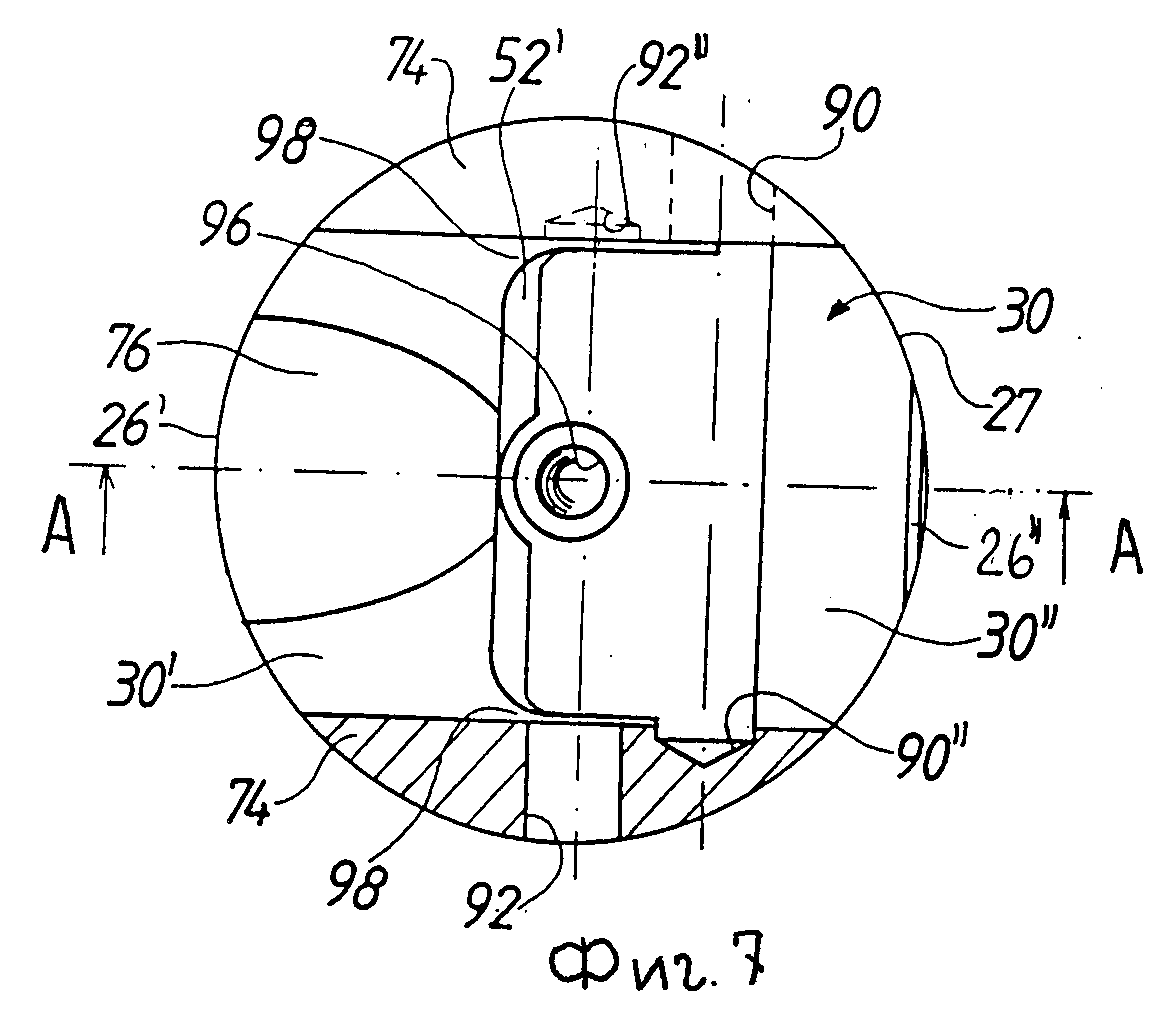
На фиг. 1 показано соединительное устройство между шпинделем станка и инструментом в зажатом положении, осевой разрез; на фиг. 2 то же в разжатом положении; на фиг. 3 увеличенное изображение части соединительного устройства, представленного на фиг. 1; на фиг. 4 фиксирующее устройство для зажимного пальца, разрез; на фиг. 5 зажимной палец с фрезерованным поперечным пазом в графическом представлении; на фиг. 6 то же, вариант выполнения; на фиг. 7 зажимной палец согласно фиг. 6, вид сверху; на фиг. 8 разрез А-А на фиг. 7; на фиг. 9 зажимной палец с фрезерованным поперечным пазом и эродированным скосом подвода в графическом представлении, другой вариант исполнения; на фиг. 10 то же, вид сверху; на фиг. 11 разрез Б-Б на фиг. 10.
Как видно из фиг. 1 и 2, к установленному с возможностью вращения шпинделю 10 металлообрабатывающего станка (не показан), например обрабатывающего центра, присоединяется с возможностью замены с помощью соединительного устройства 14 инструмент 12, например борштанга (не показана). С этой целью шпиндель 10 имеет отверстие 16, являющееся концентричным по отношению к оси шпинделя, в которое в осевом направлении вводится цилиндрическая цапфа 18, расположенная на инструменте. В зажатом состоянии соединительного устройства кольцевая торцевая поверхность 20, ограничивающая со стороны торца прецизионное отверстие 16, и торцевая поверхность 22, кольцеобразно окружающая прецизионную цапфу у ее основания, прижимаются друг к другу в осевом направлении. Это скрепление торцевых поверхностей осуществляется посредством нижеописываемого механизма скрепления.
В радиальном отверстии 24 цапфы 18 расположены с возможностью радиального перемещения два диаметрально противолежащих друг другу зажимных пальца 26. Зажимные пальцы 26 имеют по существу цилиндрическую боковую поверхность 27, радиально направленную наружу, вершину 28 в форме конуса, а также направленную внутрь клиновую поверхность 30. Между повернутыми друг к другу клиновыми поверхностями 30 обоих зажимных пальцев 26 находится зажимной орган 32, выполненный в качестве двойного клина, который жестко соединен с тягой 34, выступающей в осевом направлении за свободный конец цапфы 18 и перемещаемой в осевом направлении по отношению к цапфе. Тяга 34 несет сцепной элемент 36, который может быть клещеобразно захвачен зажимным механизмом (не показан), находящимся со стороны шпинделя. В теле инструмента 12 расположено полое пространство 38 для приема зажимного органа 32 в разжатом положении. В шпиндель 10 в области отверстия 16 в две диаметрально противоположные друг другу внутренние резьбы 40 ввинчены винты 42, которые имеют направленные внутрь конические углубления 44 для приема вершины 28 в форме усеченного конуса соответственно соседнего зажимного пальца 26. Если тяга 34 смещается в осевом направлении с помощью зажимного механизма (не показан) в направлении стрелки 46, то это движение смещения преобразуется с помощью пальца 26. При этом вершины 28 в форме усеченного конуса входят в конические углубления 44 винтов 42 до тех пор, пока не произойдет скрепление прилегающих друг к другу конических поверхностей, а также вследствие смещения оси названных поверхностей скрепление торцевых поверхностей 20, 22.
Зажимной орган 32 и зажимные пальцы 26 имеют в областях их повернутых друг к другу клиновых поверхностей 48 и соответственно 30 по одному поперечному пазу 50, 52, ограниченному проходящими поперек боковыми сторонами 50', 50", соответственно 52', 52", посредством которых клиновые поверхности 30, соответственно 48, разделяются соответственно на две расположенные друг от друга на некотором расстоянии частичные поверхности 30', 30", соответственно 48', 48", ограниченные с одной стороны одной из боковых сторон, а с другой стороны внешней поперечной кромкой 26', 26", соответственно 32', 32". В разжатом положении (фиг. 2) соответственно одна из частичных поверхностей 30', соответственно 48", взаимодействует с противоположным поперечным пазом 52, соответственно 50, в то время как в зажатом положении (фиг. 1, 3) обе частичные поверхности 30', 48', соответственно 30", 48", попарно прилегают друг к другу. Попарно упирающиеся друг в друга в процессе зажима поперечные боковые стороны 52' поперечного паза 52 и расположенные со стороны тяги поперечные кромки 32' зажимного органа 32 образуют больший угол наклона клиновой поверхности (угол β), чем клиновая поверхность 30, 48 (угол a), относительно оси 31 шпинделя, так что в переходной области осевое движение смещения тяги 34 преобразуется в относительно большой ход зажимного пальца 26. Это возможно потому, что в этой области преобразование хода происходит почти без усилия. Боковые наклонные поверхности поперечных пазов могут быть выполнены с переменным углом наклона и при этом, в частности, по меньшей мере одна из боковых наклонных поверхностей поперечных пазов может быть выполнена выпукло прогнутой с тем, чтобы плавно перейти в клиновую поверхность. Собственный процесс зажима начинается лишь тогда, когда клиновые поверхности 30', соответственно 48', с одной стороны и 30", соответственно 48", с другой стороны смещаются по отношению друг к другу своим малым клиновым углом и при этом обеспечивают соответственно большое преобразование усилия. Поперечными пазами 50 и 52 базовая поверхность клиновой передачи в зажатом состоянии не изменяется. Выемка в клиновой поверхности, возникающая вследствие поперечных пазов, является даже преимуществом в случае процесса зажима, когда учитывают неточности обработки при изготовлении торцевых поверхностей.
На поперечных наклонных поверхностях зажимных пальцев 26, предназначенных для взаимодействия с боковыми наклонными поверхностями поперечных пазов зажимного элемента, выполнена по меньшей мере одна фаска или эти поверхности выполнены выпукло изогнутыми.
Для предотвращения выпадения по недосмотру зажимных пальцев 26 из цапфы 18 ход зажимных пальцев 26 ограничивается в обоих направлениях продольным пазом 60, закрытым на обоих своих концах, с которым взаимодействует своей вершиной 64 упорный винт 62, ввинченный в цапфу 18 (фиг. 4). Упорный винт 62 имеет на своем стержне цилиндрическое отверстие 66, являющееся открытым в направлении к вершине, в котором расположены пружина 68 сжатия и фиксирующий шарик 70. Фиксирующий шарик 70 входит в положении зажимного пальца 26, введенном во внутрь цапфы в его разжатом положении, в фиксирующее углубление 72, расположенное в основании паза, так что зажимной палец при манипуляции инструментом 12 вне шпинделя 10 стакана не может оказаться в своем смещенном наружу положении. Фиксированное соединение лишь тогда разъединяется, когда начинается процесс зажима при инструменте, надетом на шпиндель 10.
Клиновая поверхность 30 каждого зажимного пальца сбоку ограничена направляющими выступами 74, между которыми сбоку направляется зажимной орган 32. Цилиндрическое гнездо 76 служит для того, чтобы тяга 34 в разжатом положении входила между зажимными пальцами, введенными в цапфу.
В случае зажимного пальца, показанного на фиг. 3, поперечный паз 52 изготавливается способом фрезерования. С этой целью один из боковых выступов 74 прежде всего снабжается продольным отверстием 80, через которое может быть сбоку введен фрезеровочный инструмент в область клиновой поверхности 30. При фрезеровании продолговатое отверстие 80 приобретает трапециевидный контур поперечного паза 52. В ходе процесса фрезерования на стороне, противоположной продольному отверстию 80, фрезеруется подобное глухому отверстию углубление 82 с контуром поперечного паза 52, которое обеспечивает то, что на боковых выступах зажимного органа 32 не требуется съема материала.
Кроме того, в зажимном пальце 26 предусмотрены смазочные отверстия 84, 86, ведущие от боковой поверхности 27 к клиновой поверхности, конец 88 которых, находящийся со стороны клиновой поверхности, заканчивается внутри поперечного паза 52.
На фиг. 6 8 показан другой пример исполнения зажимного пальца 26, измененный по отношению к фиг. 3 поперечный паз которого изготовлен способом фрезерования. С этой целью в штангообразной заготовке прежде всего выполняются с противоположных друг другу сторон два поперечных отверстия 90, 92, расположенные на некотором расстоянии друг от друга и не проходящие полностью насквозь. Если затем в заготовке фрезеруется клиновая поверхность 30 между обоими боковыми выступами 74, то отверстие 90 выходит к наклонной поверхности. Затем из вскрытого отверстия 90 может быть выполнен поперечный паз 52 с помощью фрезы, введенной со стороны торца в промежуточное пространство между направляющими выступами 74, при вскрытии поперечного отверстия 92, причем остающаяся часть 90' стенки образует поперечную боковую сторону 52" поперечного паза 52. Поперечная боковая сторона 52' получает при процессе фрезерования вертикальный участок 93, который выполняется путем снятия фаски при образовании угла наклона к клиновой поверхности 30. В основании 94 поперечного паза 52, являющемся вертикальным по отношению к оси пальца, выполнено соосное центрирующее отверстие 96 в качестве технологического вспомогательного средства, которое своей краевой областью надрезает поперечную боковую сторону 52. Краевые ступени 98, остающиеся при процессе фрезерования, должны быть учтены путем соответствующего съема материала на теле клина 32, чтобы обе части смогли взаимодействовать в области своих поперечных пазов. Сквозные участки 90, 92, остающиеся в боковых выступах 74, образуют в готовом зажимном пальце отверстие для смазочного материала, ведущее от боковой поверхности 27 к клиновой поверхности 30. Остающиеся затем глухие отверстия 90", 92" имеют лишь малую глубину, равную приблизительно 0,1 мм, и должны обеспечивать, чтобы на этом месте при процессе обработки не оставалось выступа материала во внутрь выступов 74.
В случае поперечного на фиг. 9 11 примера исполнения зажимного пальца 26 глубокая часть поперечного паза 52 между боковыми выступами 74 выполняются способом фрезерования после того, как перед этим будет отфрезерован клиновый скос 30. При процессе фрезерования поперечная боковая сторона 52' получает вертикальный участок 93, при котором затем снимается фаска способом электроэрозионной обработки с образованием угла наклона к клиновой поверхности 30. Угол наклона во всех областях достигает боковых выступов 74, так что не образуются угловые радиусы с краевыми ступенями 98, возникающие в случае примера исполнения согласно фиг. 6 8. Кроме того, в случае этого способа изготовления обходятся без поперечных отверстий 90, 92, соответственно отверстия 80, в боковых выступах.
Устройство работает следующим образом.
Предусмотренные два зажимных пальца перемещаются диаметрально наружу посредством зажимного органа, выполненного в качестве вытяжной шпонки и перемещающегося в осевом направлении посредством зажимного механизма, расположенного со стороны шпинделя. В своем наружу смещенном зажатом положении зажимные пальцы взаимодействуют вершиной в форме усеченного конуса с коническим углублением в области стенки отверстия крепления, чтобы притянуть кольцеобразную торцевую поверхность, прилегающую к цапфе, к торцевой поверхности, прилегающей к отверстию, и скрепить с нею. В разжатом положении зажимные пальцы так глубоко вводятся в цапфу, чтобы при замене инструмента прецизионная цапфа могла быть выведена из отверстия.
Большая часть хода необходима для почти свободного от усилия перемещения зажимного пальца из его разжатого положения, введенного в цапфу, в его зажатое положение, и что собственный процесс зажима осуществляется за очень малый ход. Чтобы с другой стороны обеспечить передачу усилия без передачи момента должно быть обеспечено, чтобы клиновые поверхности в самом процессе зажима прилегали друг к другу по большой базовой поверхности.
Зажимное усилие, передаваемое на соединение инструмента при заданном усилии ввода центрального зажимного механизма, тем больше, чем меньше клиновый угол передачи, образованной клиновыми поверхностями зажимного органа и зажимного пальца. С другой стороны, клиновый угол известного соединения инструмента не может быть произвольно уменьшен, так как тем самым одновременно уменьшается также и радиальный ход зажимных пальцев при заданном осевом пути перемещения зажимного механизма.
Реферат
Использование: в машиностроении для разъемного соединения инструмента со шпинделем металлообрабатывающего станка с прецизионным отверстием, являющимся концентричным по отношению к оси шпинделя. Сущность изобретения: устройство содержит прецизионную цапфу, входящую в прецизионное отверстие, с двумя зажимными пальцами, установленными в прецизионной цапфе с возможностью перемещения в радиальном направлении в противоположные стороны, с зажимным органом, перемещаемым в осевом направлении с помощью зажимного механизма, расположенного со стороны шпинделя, и с двумя клиновыми поверхностями, расположенными с одной стороны на зажимном органе, а с другой стороны на зажимном пальце, наклонно установленными по отношению к оси шпинделя и попарно прилегающими друг к другу, для радиального смещения зажимного пальца между разжатым положением, введенным в прецизионную цапфу, и зажатым положением, смещенным радиально наружу. Для обеспечения возможности присоединения больших инструментов с большим зажимным усилием даже при относительно малом осевом пути перемещения вводящего и зажимного механизма, расположенного со стороны шпинделя, согласно изобретению предлагается, чтобы зажимной орган и зажимной палец имели в области их повернутых друг к другу клиновых поверхностей поперечный паз, ограниченный поперечными боковыми сторонами, посредством которого клиновые поверхности разделяются соответственно на две частичные поверхности, находящиеся друг от друга на некотором расстоянии. В разжатом положении соответственно одна частичная поверхность взаимодействует по типу зубчатого зацепления с противоположным поперечным пазом, в то время как в зажатом положении обе частичные поверхности попарно прилегают друг к другу. 23 з.п. ф-лы, 11 ил.

Комментарии