Кулачковый патрон - SU1227362A1
Код документа: SU1227362A1
Чертежи

Описание
Изобретение относится к металлообработке и может быть использовано для закрепления кольцевых деталей по внутренней сферической поверхности, например наружных колец сферических роликоподшипников.
Цель изобретения - повышение точности закрепления посредством уменьшения деформаций закрепляемых деталей.
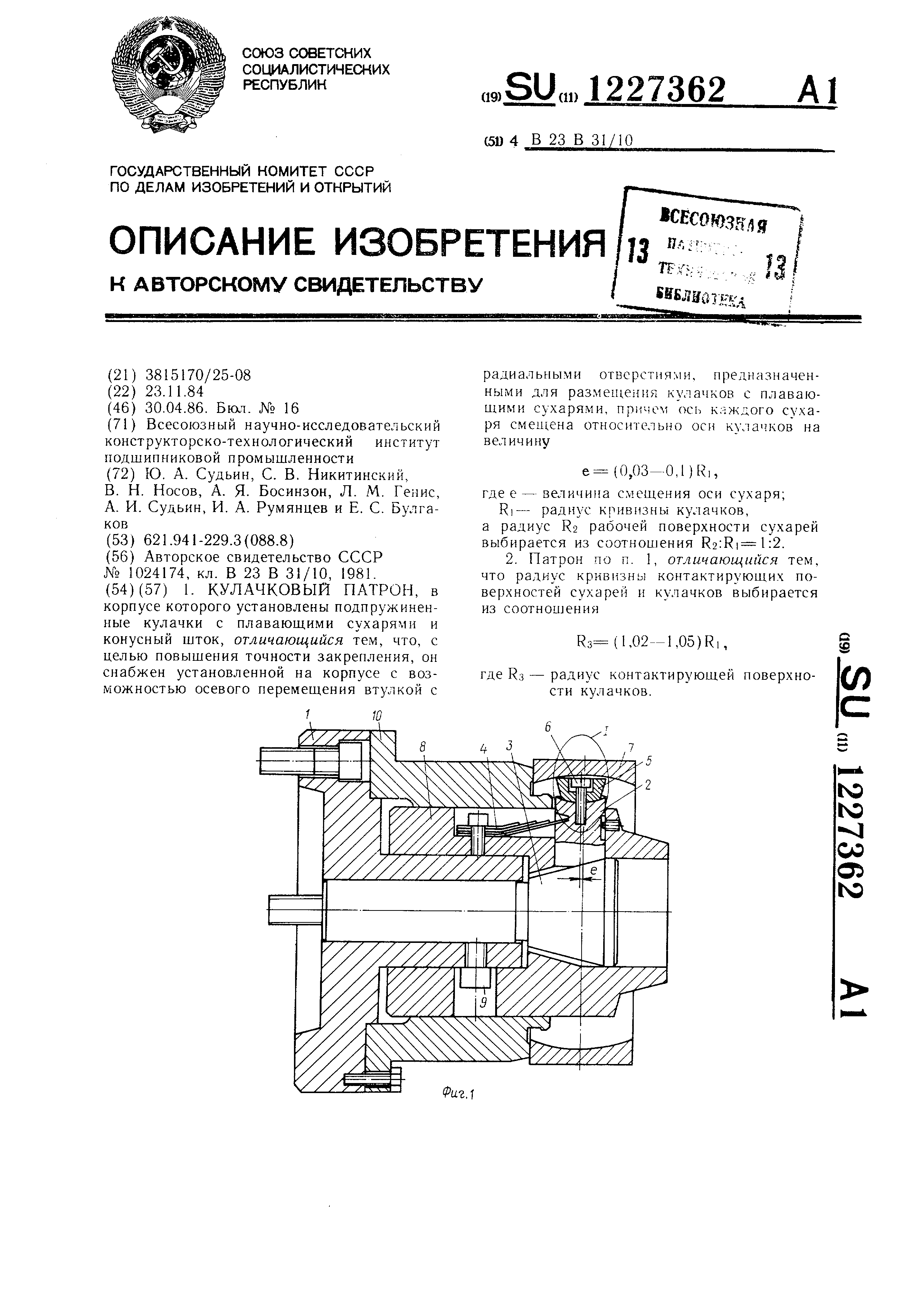
На фиг. I изображен патрон, общий вид. продольный разрез; на фиг. 2 - узел I на фиг. 1.
Патрон (фиг. 1) состоит из корпуса 1, в котором размещены кулачки 2, перемещающиеся при помощи каждого щтока 3, связанного с приводом (не показан). Для удер- жания кулачков 2 предусмотрены рессорные пружины 4. На кулачках 2 установлены сухари 5, соединенные при помощи винтов 6, при этом ось каждого сухаря 5 смещена относительно оси кулачков 2 на величину в. Контактирующие поверхности кулачков 2 и сухарей 5 выполнены сферическими , что позволяет сухарям 5 самоустанавливаться в процессе закрепления детали.
Рабочая поверхность сухарей 5, взаимодействующая с внутренней сферической по- верхностью детали 7, имеет, цилиндриче- ску форму с тороидальной фаской ж (фиг. 2) что обеспечивает надежный контакт сухарей 5 со сферической поверхностью детали 7. На корпусе 1 paa.weuieHa с возможностью осе- Еюго перемещения втулка 8, в радиаль- ных отверстиях которой установлены кулачки 2.
Для ограничения осевого .перемещения втулки 8 в пазу последней расположен упорный винт 9. Упор 10, жестко прикрепленный к корпусу 1, ограничивает осевое пере-
j
Q
5
5 о
0
мещение детали 7 в процессе ее базирования и закрепления.
Патрон работает следующим образом.
В исходном положении конусный шток 3 отодвинут в правое крайнее положение, детали предварительно базируются на кулачках 2. После включения привода зажима ко- нуспый щток 3 перемещается влево, кулачки 2, преодолевая действие рессорных пружин 4, раздвигаются в радиальном направлении . После осуществления первоначального контакта сухарей 5 с внутренней сферической поверхностью детали 7 под действие.м осевого усилия, действующего со стороны кулачков 2 на втулку 8, происходит осевое пе- ремен;ение системы шток 3 - кулачки 2,. втулка 8 -- деталь. Процесс закрепления заканчивается в момент жесткого плотного контакта базового торна детали с упором 10. Таким образом, при закреплении детали в предлгаемом патроне всегда обеспечен надежный и стабильный контакт ее с vnopoM 10 патроца, что исключает погрешность ус- гановки в осевом направлении.
Проведенные испытания показывают, что наиболее высокая точность закрепления при минимальных деформациях от сил зажима обеспечивается, если ось каждого сухаря 5 смещена относительно оси кулачков 2 на величину е (0,03-0,l)Ri, где Ri -- радиус кривиз 1ы кулачка 2, а соотношение радиусов рабочей поверхности сухаря 5 Ry и сферической поверхности кулачка 2 Ri определяется зависимостью R2:Ri 1:2, при этом радиус сферической поверхности сухаря 5 R3(l,02-l,05)Ri (фиг. 2).
Применение предлагаемого патрона повышает точность закрепления и уменьщает деформации обрабатываемых деталей. 1
Фиг г
Составт-ель А. Грибков
Редактор Е. КопчаТехред И. Вет)есКорректор В. Бутягз
Заказ 1990/12Тираж 1001Подписное
ВНИИПИ Государетвеиного комитета СССР
по делам изобретений и открытий
113035, Моеква, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Уд город, ул. Проектная. 4
Реферат
Формула
Комментарии