Резцедержатель - RU2334593C2
Код документа: RU2334593C2
Чертежи






Описание
Перекрестная ссылка на родственные заявки
Эта заявка относится к предварительной патентной заявке США с серийным номером 60/407727, озаглавленной «Быстросменный резцедержатель», поданной 3 сентября 2002 г., содержание которой полностью включено в последующее описание в качестве ссылки.
Предпосылки создания изобретения
Область изобретения
Это изобретение относится к резцедержателю. Резцедержатель включает корпус, имеющий множество режущих пластин, при этом резцедержатель приспособлен для фиксирования во множестве неподвижных положений во время операции обработки вращающейся обрабатываемой детали, чтобы индивидуально подавать каждую режущую пластину к вращающейся обрабатываемой детали во время операции обработки. В одном примере реализации резцедержатель обеспечивает быструю смену радиально установленного резца, используемого в станочном инструменте с перемещением по оси Y. В другом примере реализации резцедержатель обеспечивает быструю смену горизонтально установленного резца, используемого в станочном инструменте с перемещением по оси Х и оси Z. Еще в одном примере реализации резцедержатель включает корпус, включающий множество режущих пластин, причем резцедержатель приспособлен для фиксирования во множестве неподвижных положений во время операции обработки вращающейся обрабатываемой детали посредством вращения и поступательного передвижения при перемещении станочного инструмента по меньшей мере по оси Y. Известный уровень техники
В настоящее время существуют фрезерные/токарные металлорежущие станки с возможностью перемещения по оси Y (над и под средней линией обрабатываемой детали), для выполнения обработки вращающимся режущим инструментом (фрезерования, сверления и тому подобного) со стороны обрабатываемой детали, удерживаемой в зажимном патроне станка. Снижение до минимума простоев станка в рабочих условиях имеет решающее значение для успешной работы производственного оборудования.
Исторически сложилось, что одним главным фактором, способствующим такому простою, являлось время, необходимое для смены поврежденных или изношенных режущих инструментов, которые используются в станках. Режущий инструмент удерживается резцедержателем, который обычно устанавливают внутри опорного элемента резца, закрепленного на станке. Когда режущий инструмент должен быть заменен, необходимо установить станок в положение замены режущего инструмента, что увеличивает время простоя.
Кроме того, обычные металлорежущие станки для токарных операций в направлении по осям Х и Z с постоянной инструментальной наладкой резца требуют приобретения основного корпуса резцедержателя для каждой установки. Затраты бывают значительными при приобретении постоянной инструментальной оснастки для каждой, возможно необходимой, установки. Кроме того, в случае аварии, приводящей к поломке резцедержателя и/или режущей пластины, весь корпус резцедержателя при постоянной инструментальной оснастке резца должен быть заменен или отремонтирован.
Согласно одному аспекту настоящего изобретения автор настоящего изобретения понял необходимость снижения простоев металлорежущих станков и разработал резцедержатель, предназначенный для использования во фрезерном/токарном металлорежущем станке, и в частности в металлорежущем станке с возможностью перемещения по оси Y, который обеспечит многоинструментальные наладки с одной заменой резца, в результате чего уменьшаются простои.
Кроме того, автор настоящего изобретения понял необходимость обеспечения гибкой инструментальной наладки режущего инструмента в токарных металлорежущих станках с перемещением по оси Х и Z, что снижает затраты, связанные с приобретением отдельного корпуса резцедержателя для каждой требующейся инструментальной наладки резца.
Краткое описание изобретения
Согласно изобретению предложен резцедержатель, содержащий корпус, множество установленных на корпусе опорных элементов, каждый из которых выполнен с отверстием, и множество резцовых вставок со сменными пластинами, при этом каждая резцовая вставка имеет хвостовик, выполненный с возможностью установки в отверстие опорного элемента и извлечения из него, и гнездо для приема режущей пластины, причем резцедержатель выполнен с возможностью перемещения между фиксируемыми неподвижными положениями посредством вращения и поступательного перемещения по меньшей мере по оси, перпендикулярной нормальной плоскости резания (оси Y) станка для индивидуального подвода каждой режущей пластины к вращающейся обрабатываемой детали во время операции обработки.
В одном предпочтительном варианте реализации изобретения по меньшей мере один опорный элемент установлен радиально на боковой периферии корпуса.
В еще одном предпочтительном варианте реализации изобретения по меньшей мере один опорный элемент установлен горизонтально на торцевой поверхности корпуса.
Предпочтительно, резцовые вставки и соответствующие им режущие пластины образуют первый режущий инструмент и второй режущий инструмент, отличный от первого.
Предпочтительно, режущий инструмент выполнен в виде токарного резца, либо канавочного резца, либо контурного резца.
В другом предпочтительном варианте реализации изобретения предложен резцедержатель, приспособленный для фиксирования во множестве неподвижных положений во время операции обработки вращающейся обрабатываемой детали, содержащий корпус, множество установленных на корпусе опорных элементов, каждый из которых выполнен с отверстием, и множество резцовых вставок со сменными пластинами, при этом каждая резцовая вставка имеет хвостовик, выполненный с возможностью установки в отверстие опорного элемента и извлечения из него, и гнездо, при этом первый режущий инструмент образован одной из множества режущих пластин, установленной в одной из множества резцовых вставок, причем первый режущий инструмент имеет возможность обработки заготовки, и второй режущий инструмент образован второй режущей пластиной из множества режущих пластин, установленной в другой резцовой вставке из множества резцовых вставок, причем второй режущий инструмент выполнен с возможностью обработки заготовки посредством вращения резцедержателя вокруг его продольной оси, причем резцедержатель выполнен с возможностью перемещения между зафиксированными неподвижными положениями посредством вращения и поступательного перемещения по меньшей мере по оси, перпендикулярной нормальной плоскости резания (оси Y) станка для индивидуального подвода каждой режущей пластины к вращающейся обрабатываемой детали во время операции обработки.
Предпочтительно, хвостовик вставлен в отверстие опорного элемента с возможностью извлечения из него посредством исполнительного болта и исполнительной гайки.
Предпочтительно, вращение исполнительного болта обеспечивает закрепление резцовой вставки или ее извлечение из опорного элемента.
Согласно заявленному изобретению также предложен станок, содержащий патрон, имеющий возможность вращения и включающий зажимной кулачок для закрепления резцедержателя, содержащего корпус, множество установленных на корпусе опорных элементов, каждый из которых выполнен с отверстием, и множество резцовых вставок со сменными пластинами, при этом каждая резцовая вставка имеет хвостовик, выполненный с возможностью установки в отверстие опорного элемента и извлечения из него, и гнездо, при этом первый режущий инструмент образован одной из множества режущих пластин, установленной в одной из множества резцовых вставок, причем первый режущий инструмент имеет возможность обработки заготовки, и второй режущий инструмент образован другой режущей пластиной из множества режущих пластин, установленной в другой резцовой вставке из множества резцовых вставок, причем второй режущий инструмент выполнен с возможностью обработки заготовки посредством вращения резцедержателя вокруг его продольной оси в фиксированное положение, при этом резцедержатель выполнен с возможностью перемещения между зафиксированными неподвижными положениями посредством вращения и поступательного перемещения по меньшей мере по оси, перпендикулярной нормальной плоскости резания (оси Y) станка для индивидуального подвода каждой режущей пластины к вращающейся обрабатываемой детали во время операции обработки.
Согласно заявленному изобретению также предложен резцедержатель, предназначенный для фиксирования во множестве неподвижных положений во время операции обработки вращающейся обрабатываемой детали, содержащий корпус, включающий множество режущих пластин, причем резцедержатель выполнен с возможностью перемещения между зафиксированными неподвижными положениями посредством вращения и поступательного перемещения по меньшей мере по оси, перпендикулярной нормальной плоскости резания (оси Y) станка для индивидуального подвода каждой режущей пластины к вращающейся обрабатываемой детали во время операции обработки.
Предпочтительно, резцедержатель снабжен множеством опорных элементов и соответствующим количеством резцовых вставок.
Предпочтительно, одна из резцовых вставок и соответствующая режущая пластина образуют режущий инструмент, отличный от другого режущего инструмента, образованного другими резцовыми вставками и режущими пластинами.
Краткое описание чертежей
Другие признаки настоящего изобретения, а также преимущества, получаемые в результате, станут понятны из последующего подробного описания со ссылкой на чертежи, на которых:
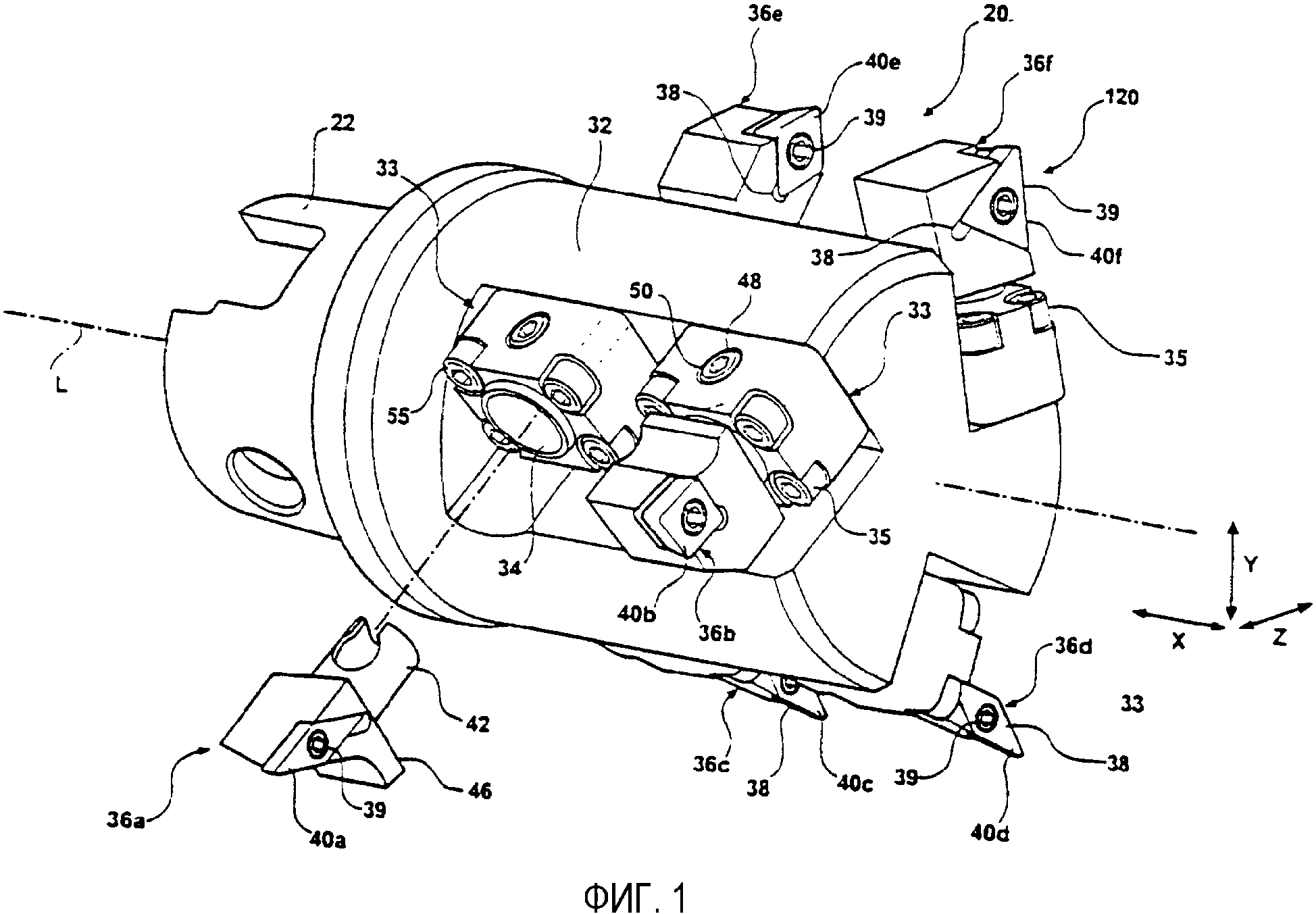
фиг.1 - вид в перспективе резцедержателя согласно одному примеру реализации изобретения;
фиг.2 - вид сбоку резцедержателя по фигуре 1;
фиг.3 - вид с торца резцедержателя по фигуре 1;
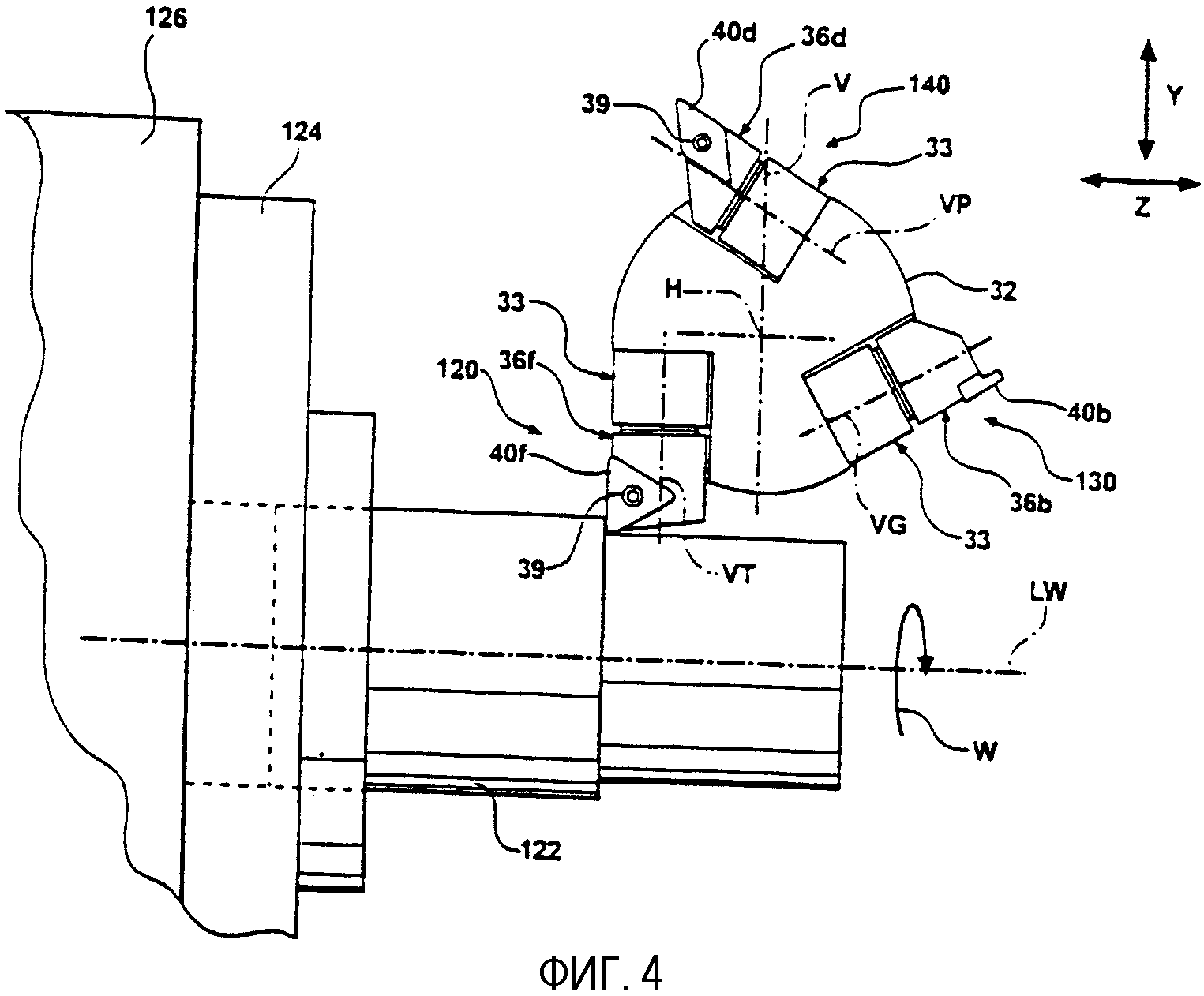
фиг.4 - вид с торца резцедержателя по фигуре 1, выполняющего токарную операцию;
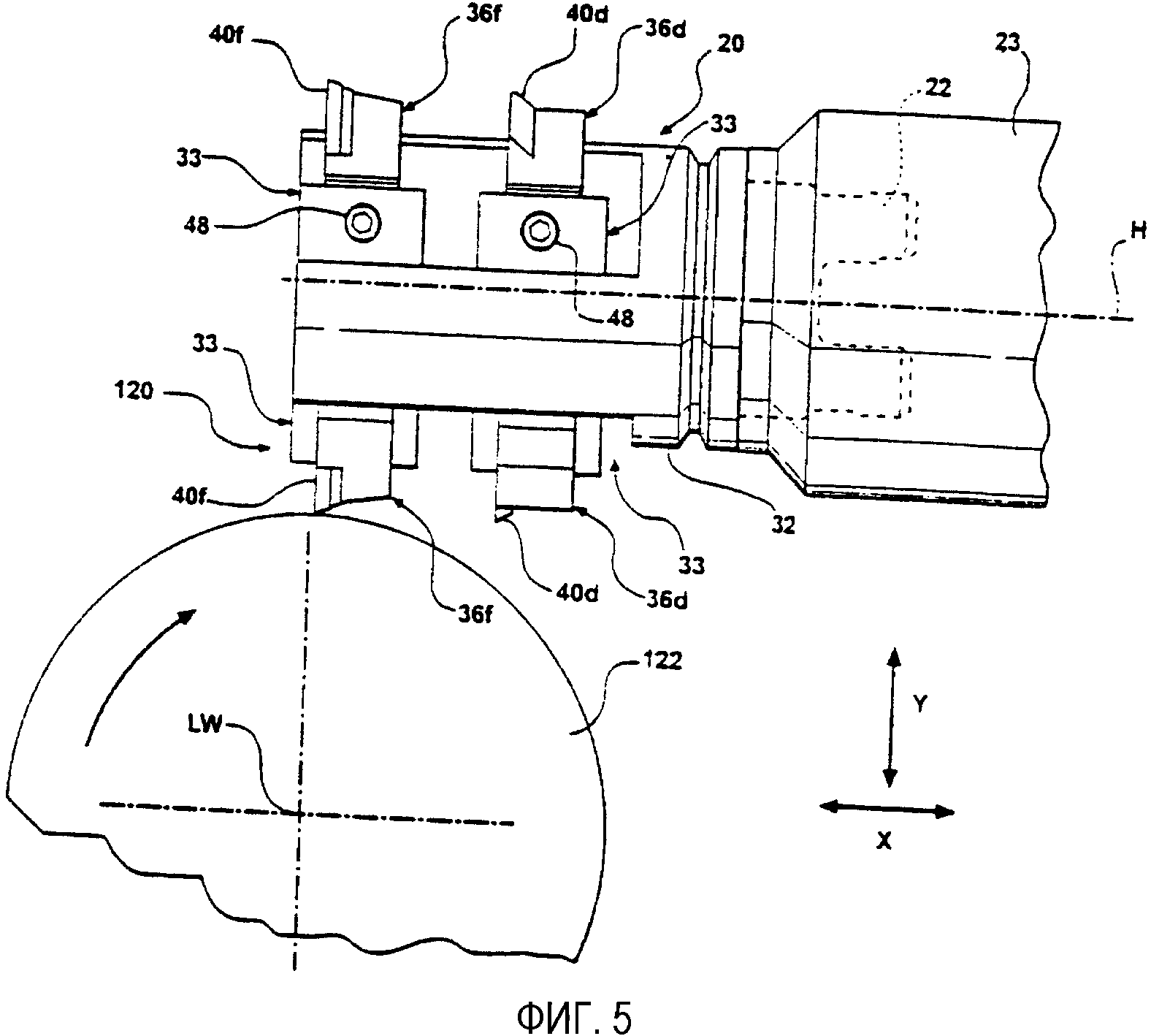
фиг.5 - вид сбоку резцедержателя фигуры 1, выполняющего токарную операцию;
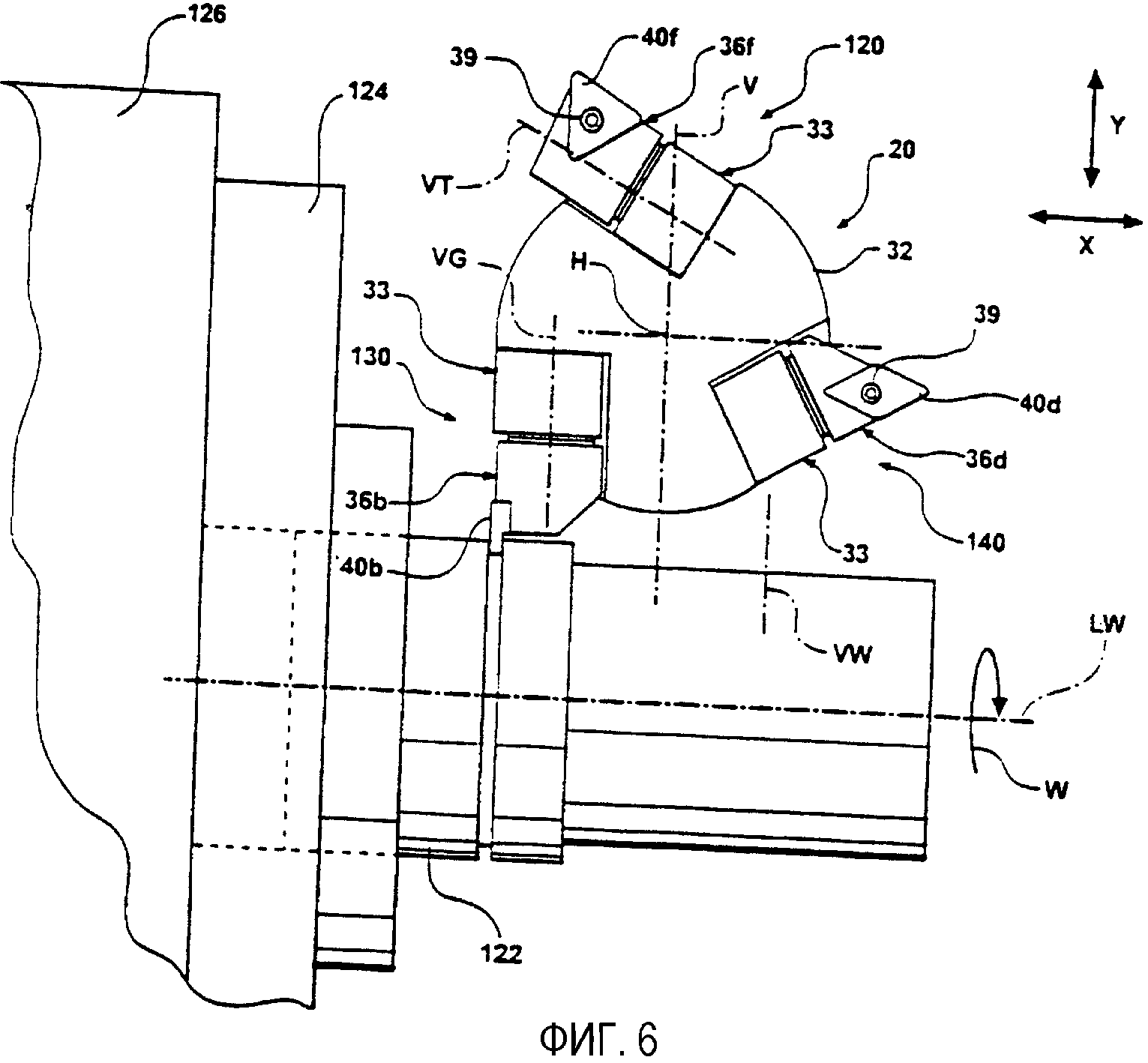
фиг.6 - вид с торца резцедержателя по фигуре 1, выполняющего операцию прорезания канавок;
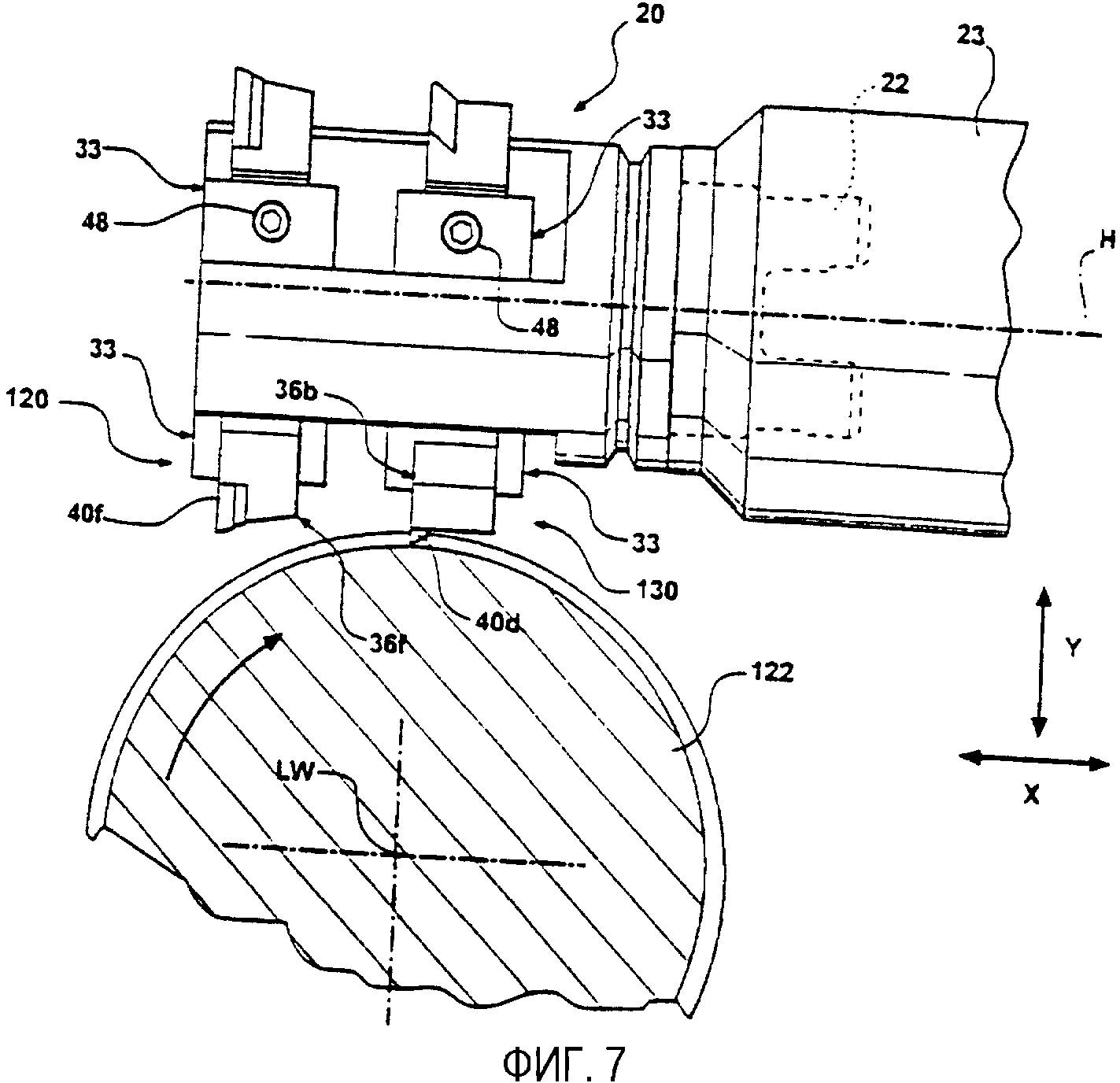
фиг.7 - вид сбоку резцедержателя по фигуре 1, выполняющего операцию прорезания канавок с обрабатываемой деталью, изображенной в местном разрезе;
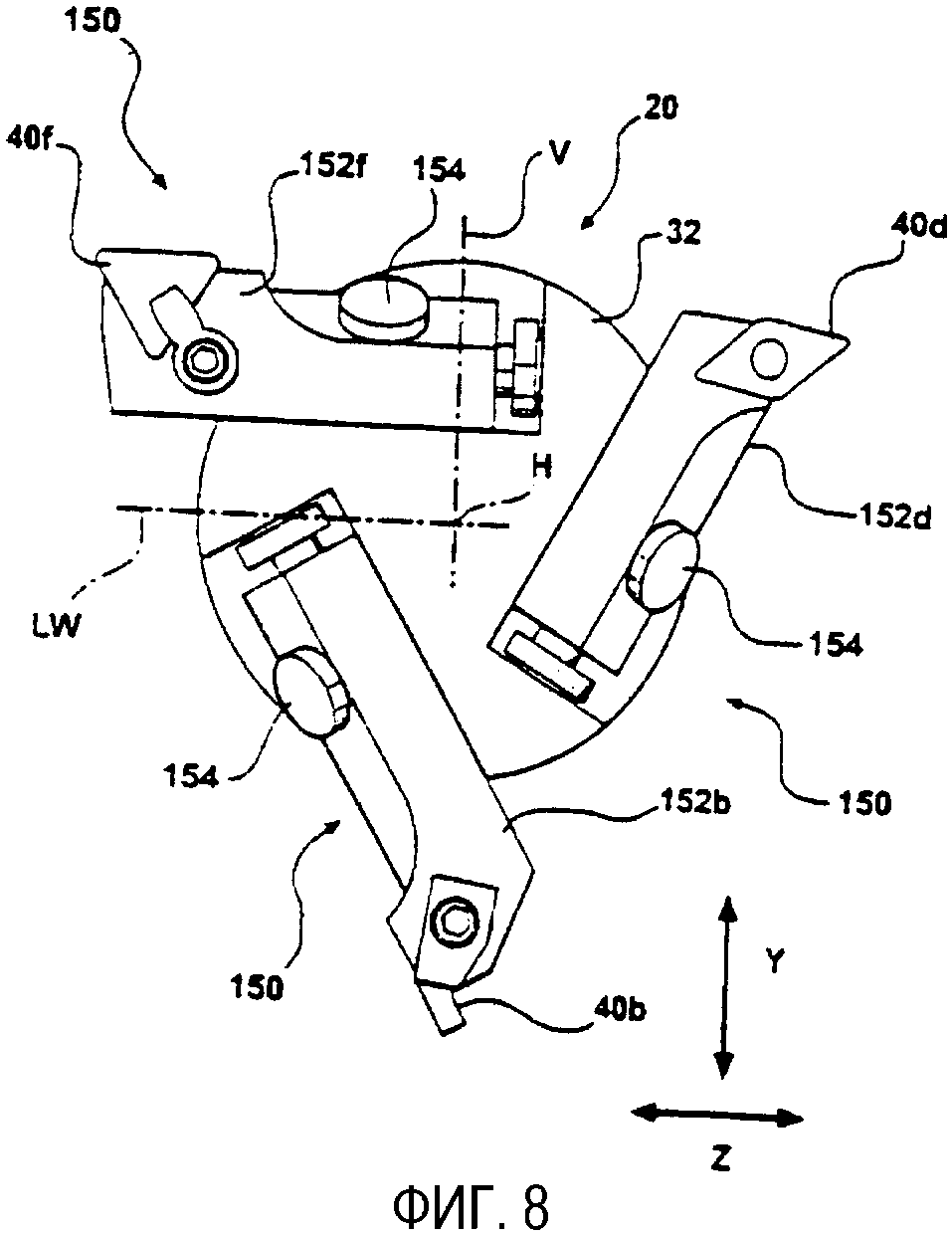
фиг.8 - вид с торца резцедержателя по фигуре 1 с комбинацией режущих пластин, удерживаемых специальными вставными резцовыми патронами для приема пластин, изготовленными по стандарту ИСО Американского Национального Института Стандартов;
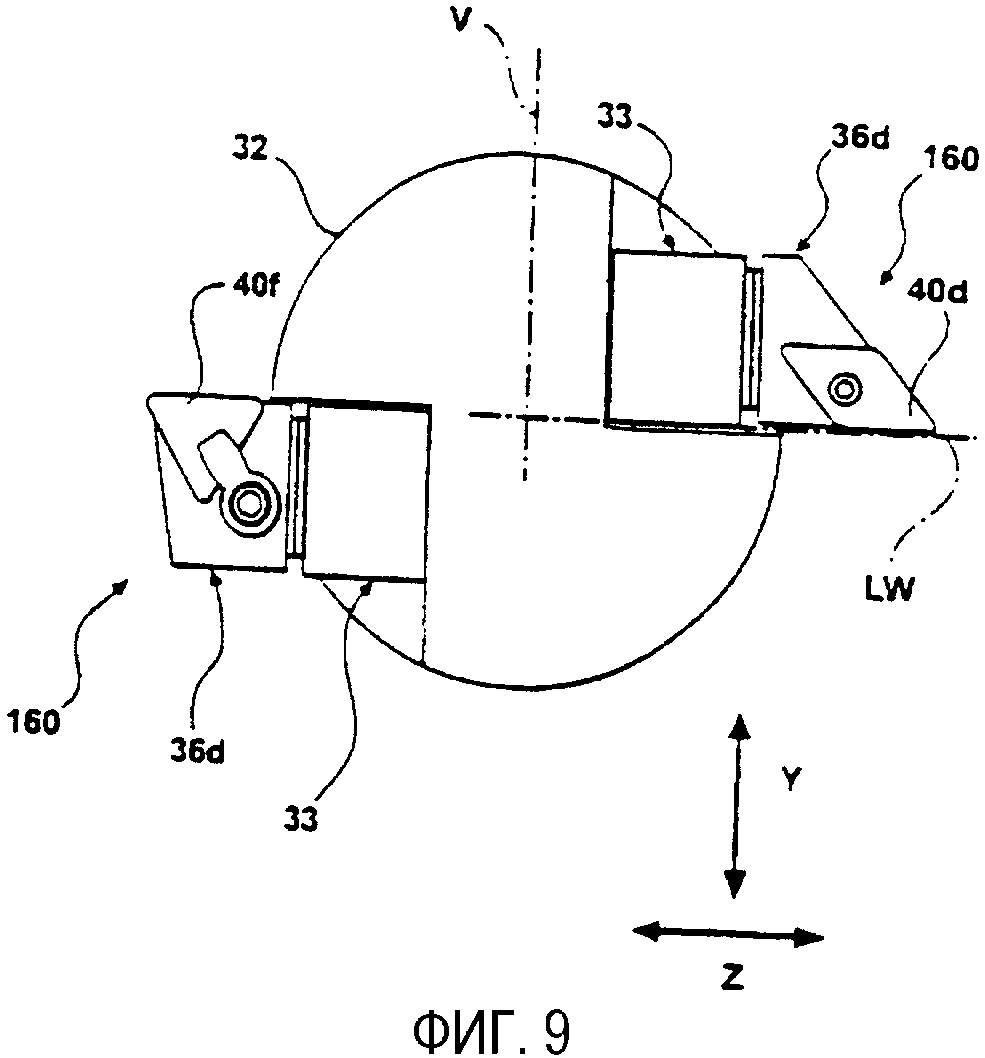
фиг.9 - вид с торца резцедержателя по фигуре 1 с комбинацией режущих пластин, удерживаемых в точном радиальном положении;
фиг.10 - вид в перспективе резцедержателя согласно другому примеру реализации изобретения;
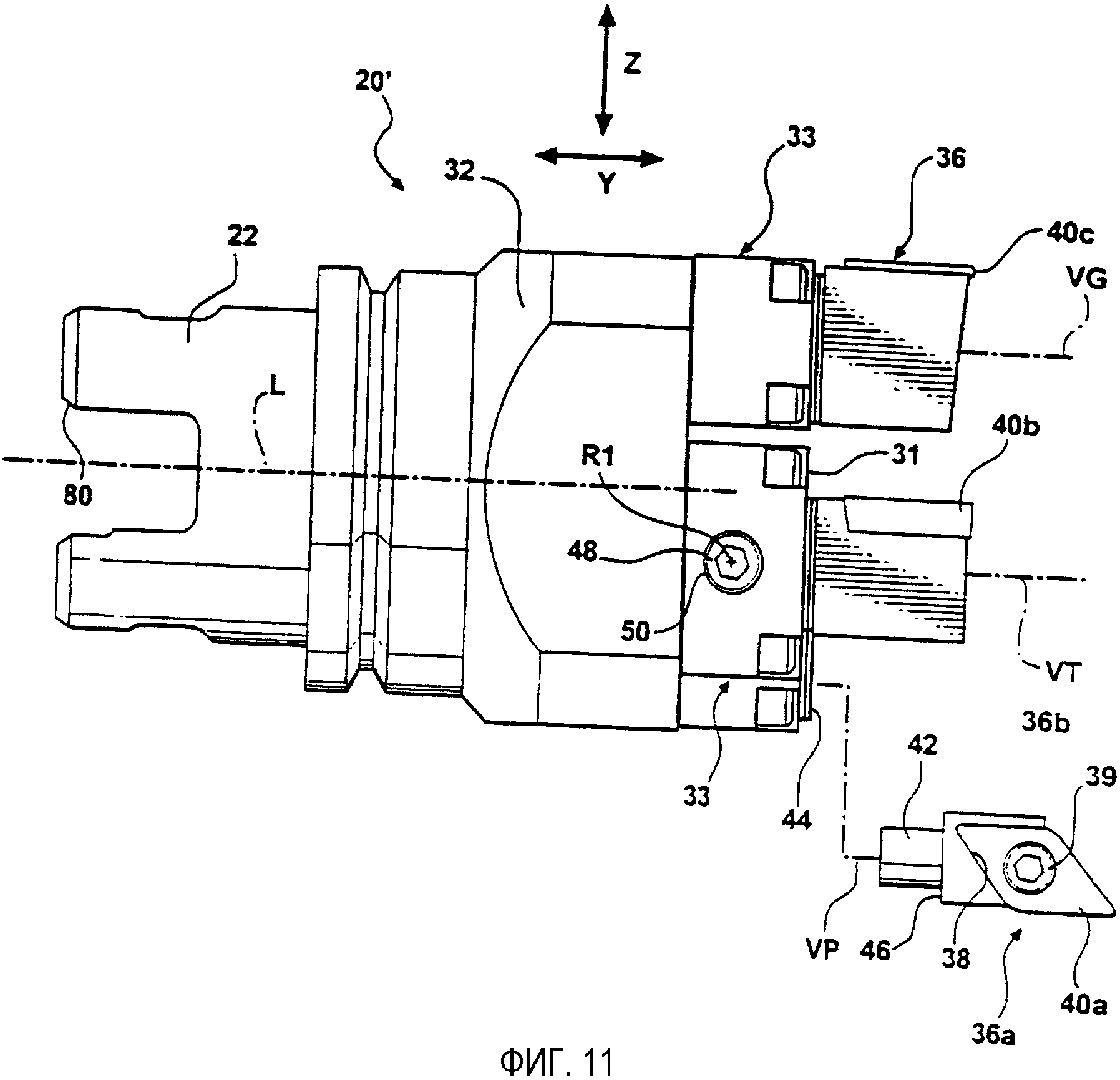
фиг.11 - вид сбоку резцедержателя по фигуре 10;
фиг.12 - вид с торца резцедержателя по фигуре 10;
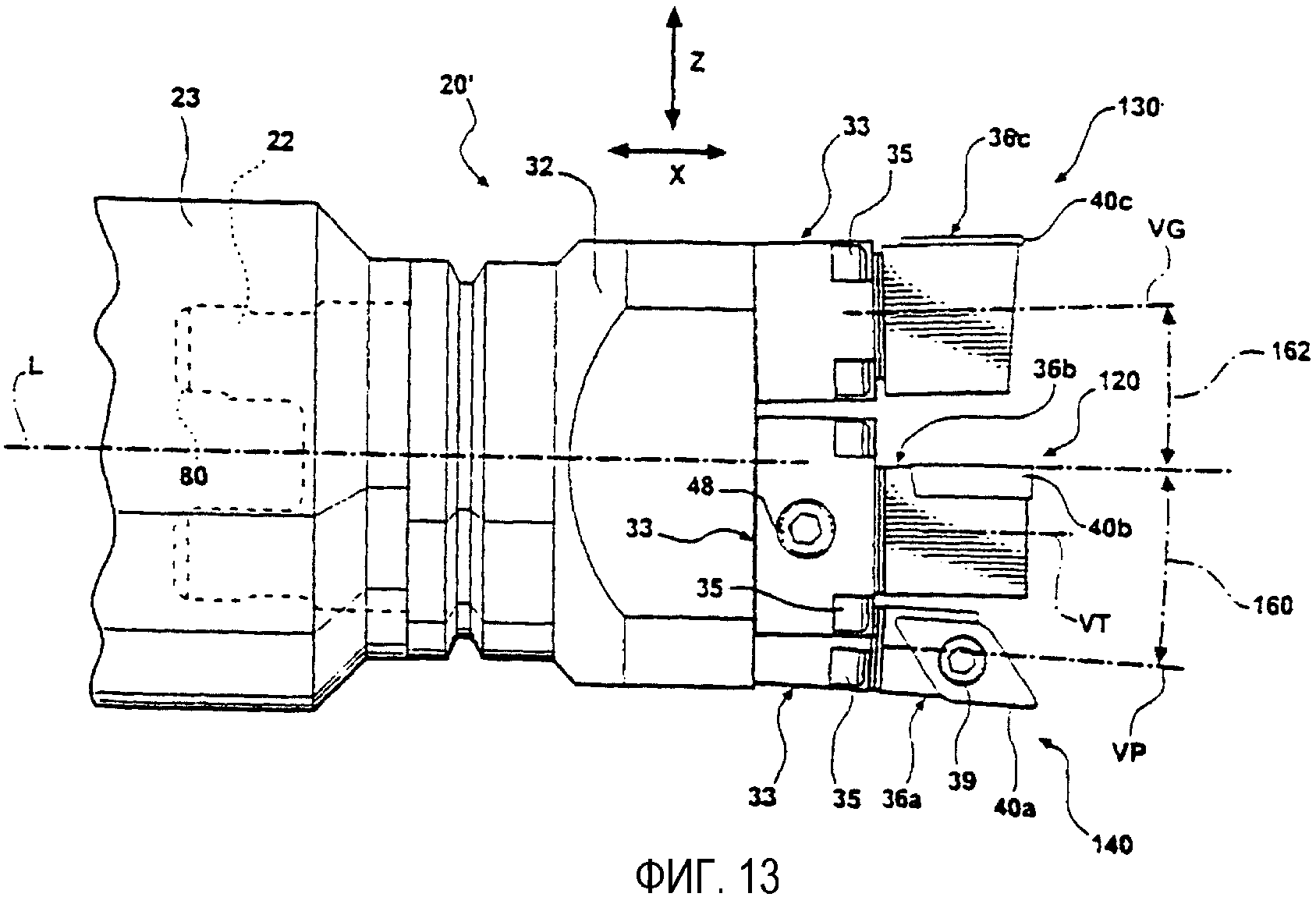
фиг.13 - вид сбоку резцедержателя согласно альтернативному примеру реализации резцедержателя по фигуре 10, в котором некоторые из режущих инструментов имеют уклон относительно продольной оси резцедержателя;
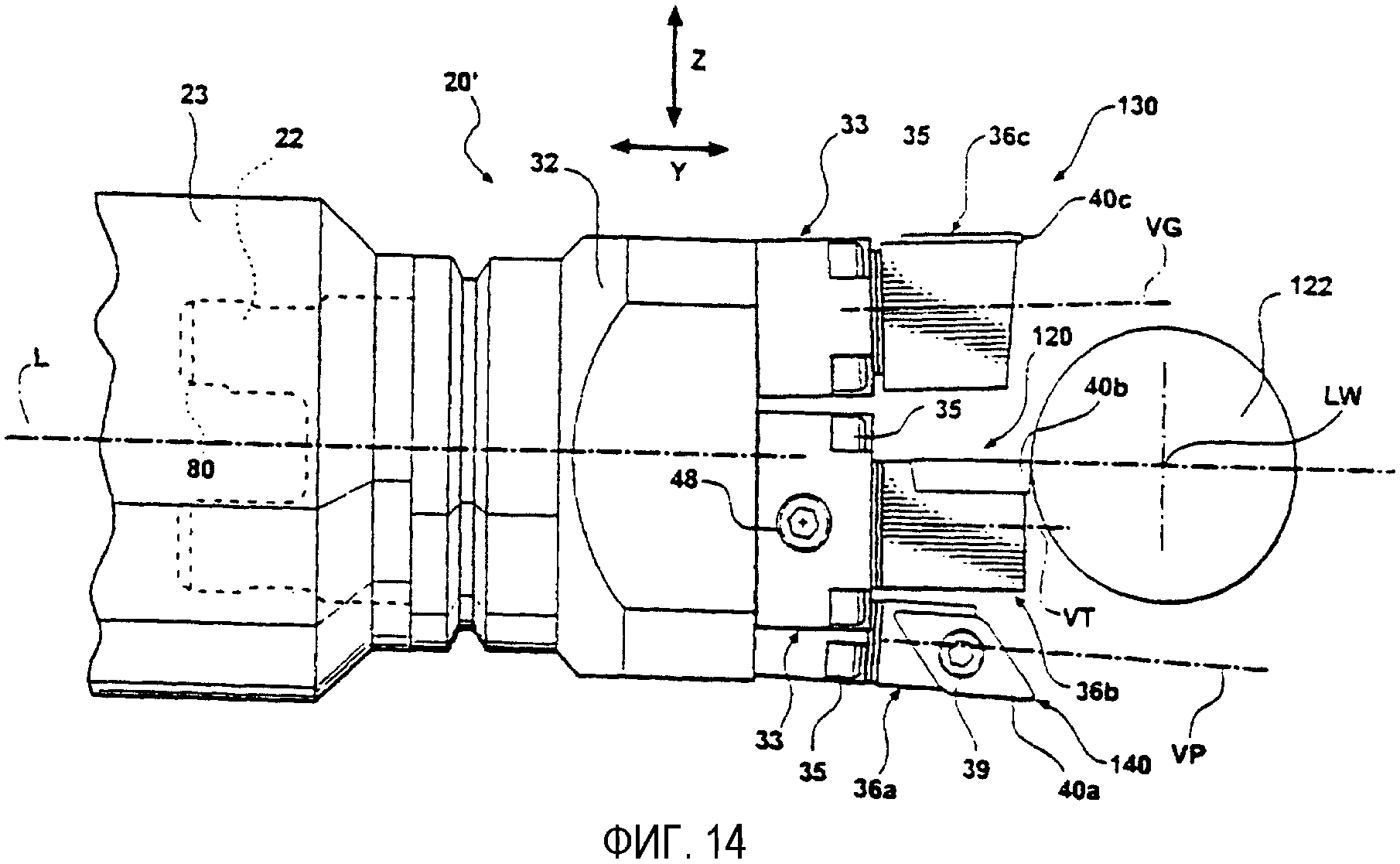
фиг.14 - вид сбоку резцедержателя по фигуре 10, выполняющего токарную операцию;
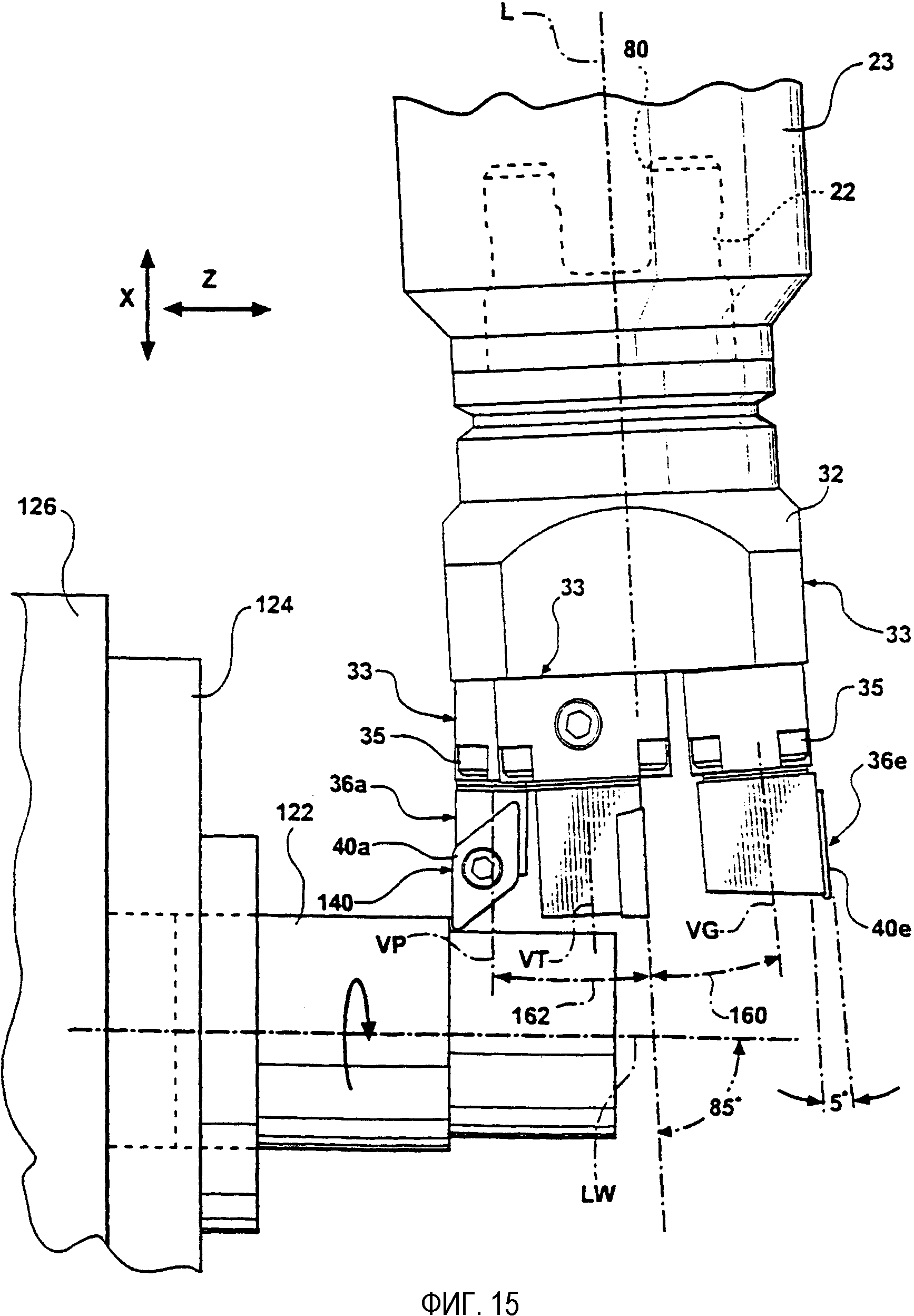
фиг.15 - вид сбоку резцедержателя по фигуре 10, выполняющего операцию контурной обработки;
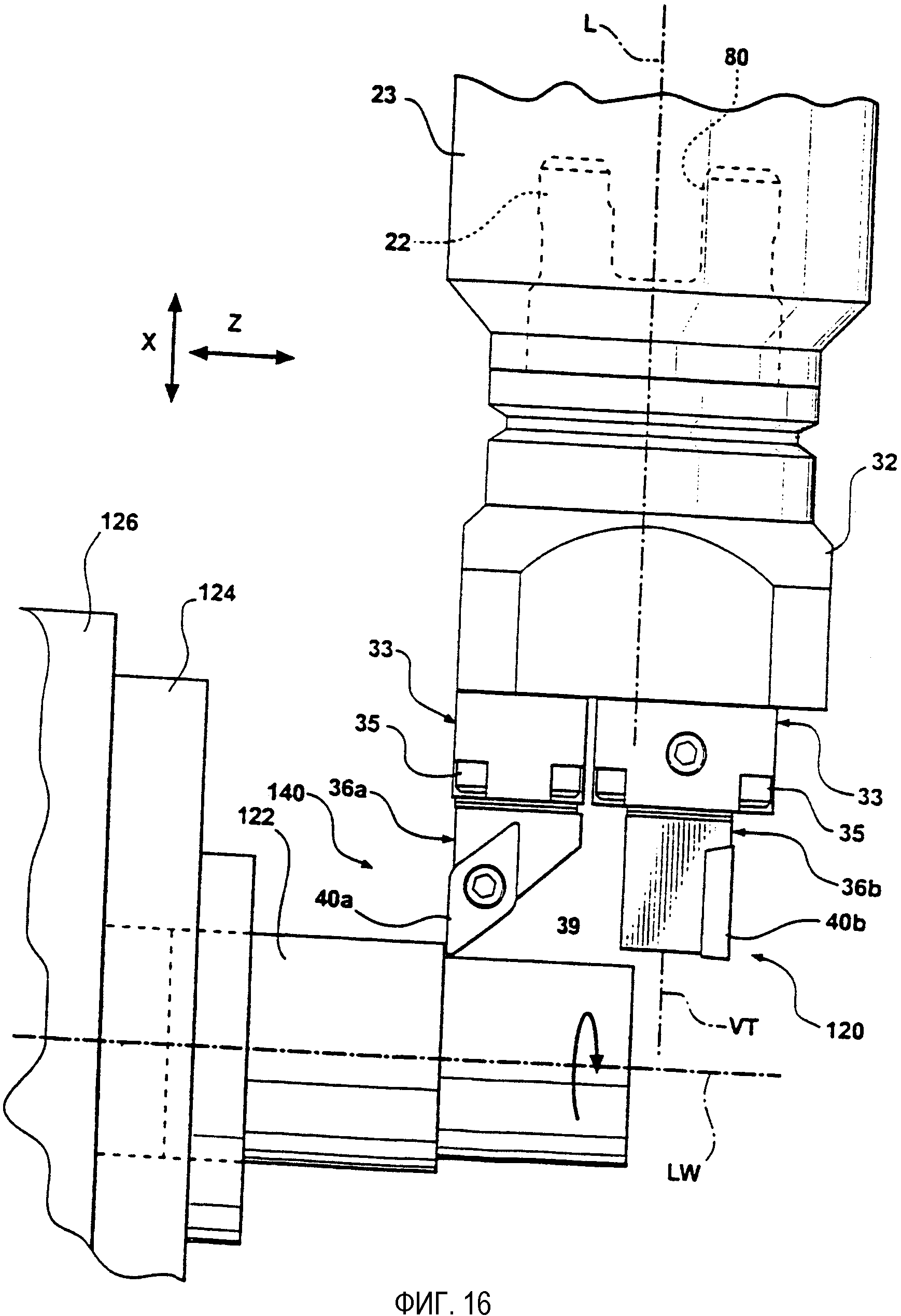
фиг.16 - вид сбоку резцедержателя с нечетным количеством режущих пластин, выполняющих операцию контурной обработки согласно альтернативному примеру реализации изобретения; и
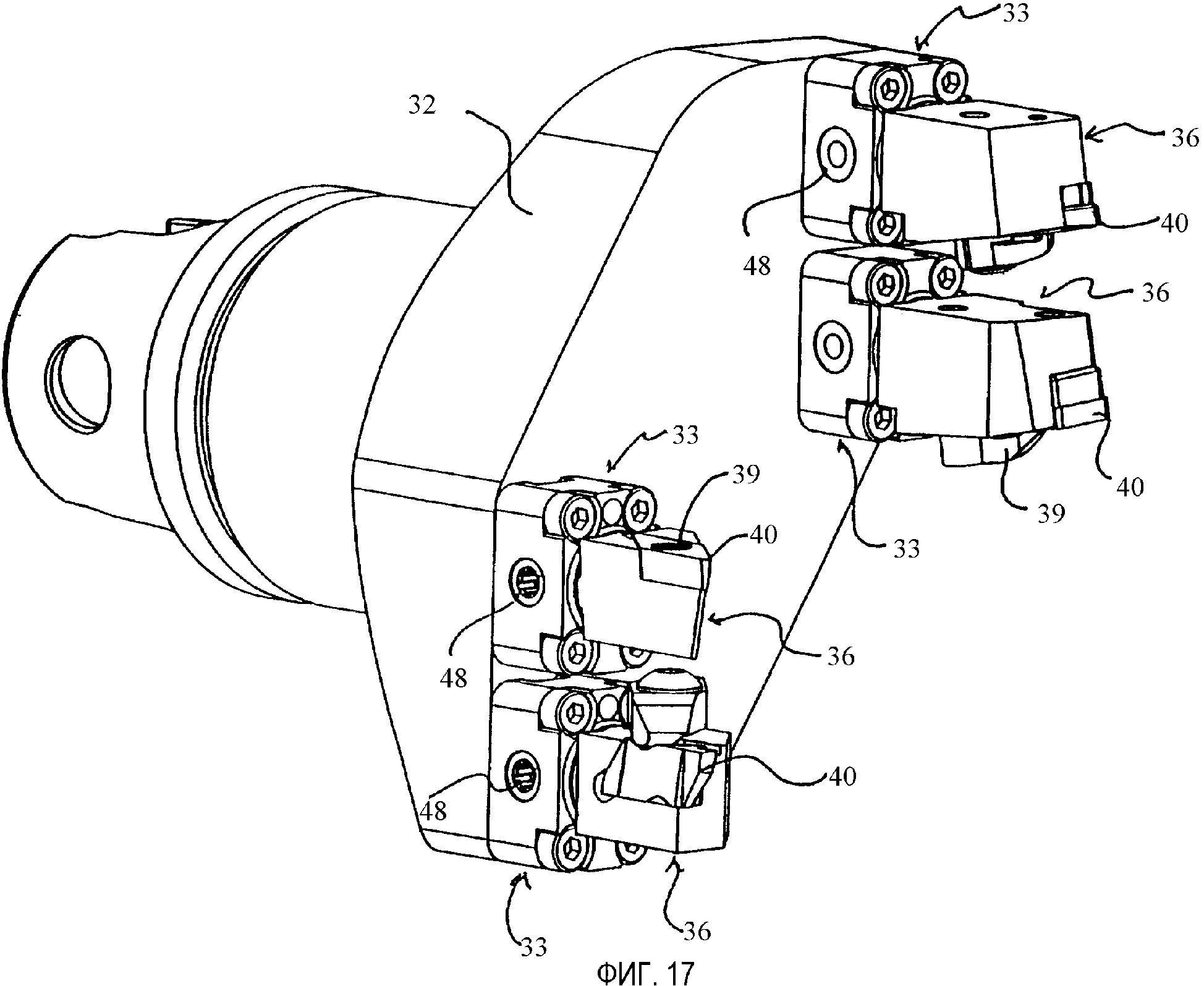
фиг.17 - вид в перспективе резцедержателя согласно альтернативному примеру реализации изобретения;
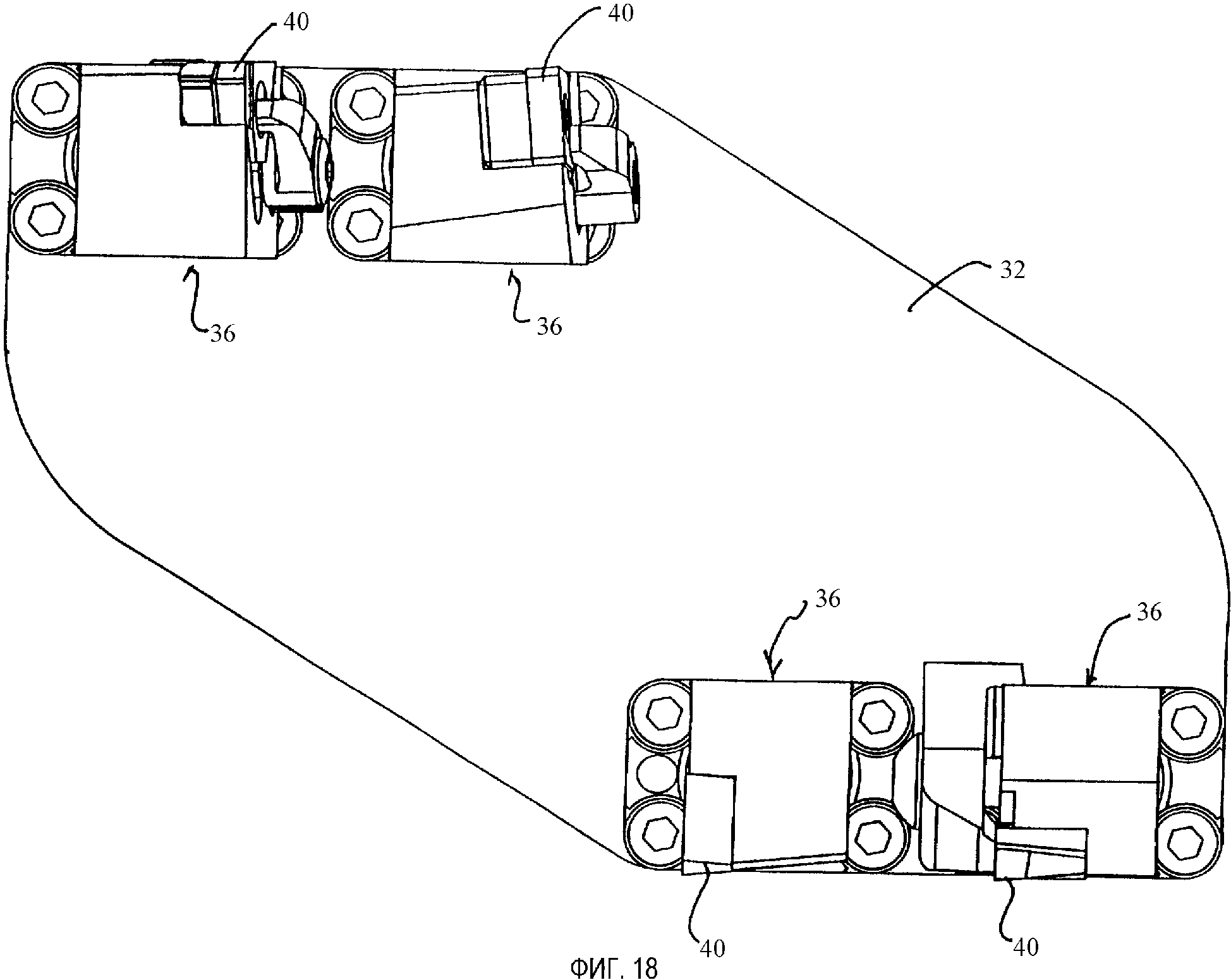
фиг.18 - вид спереди резцедержателя по фигуре 17;
фиг.19 - вид в перспективе резцедержателя согласно альтернативному примеру реализации изобретения;
фиг.20 - вид спереди резцедержателя по фигуре 19;
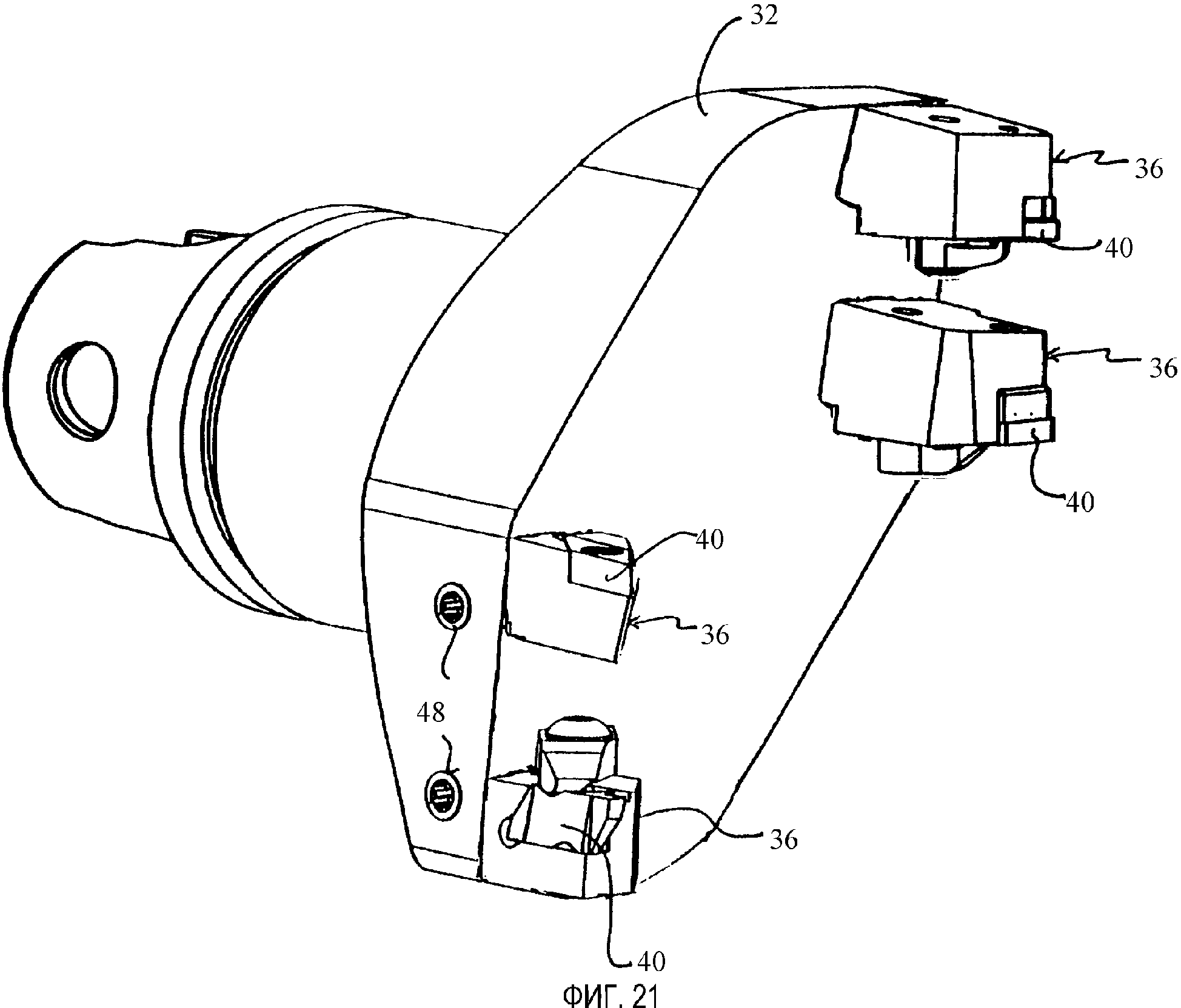
фиг.21 - вид в перспективе резцедержателя согласно альтернативному примеру реализации изобретения;
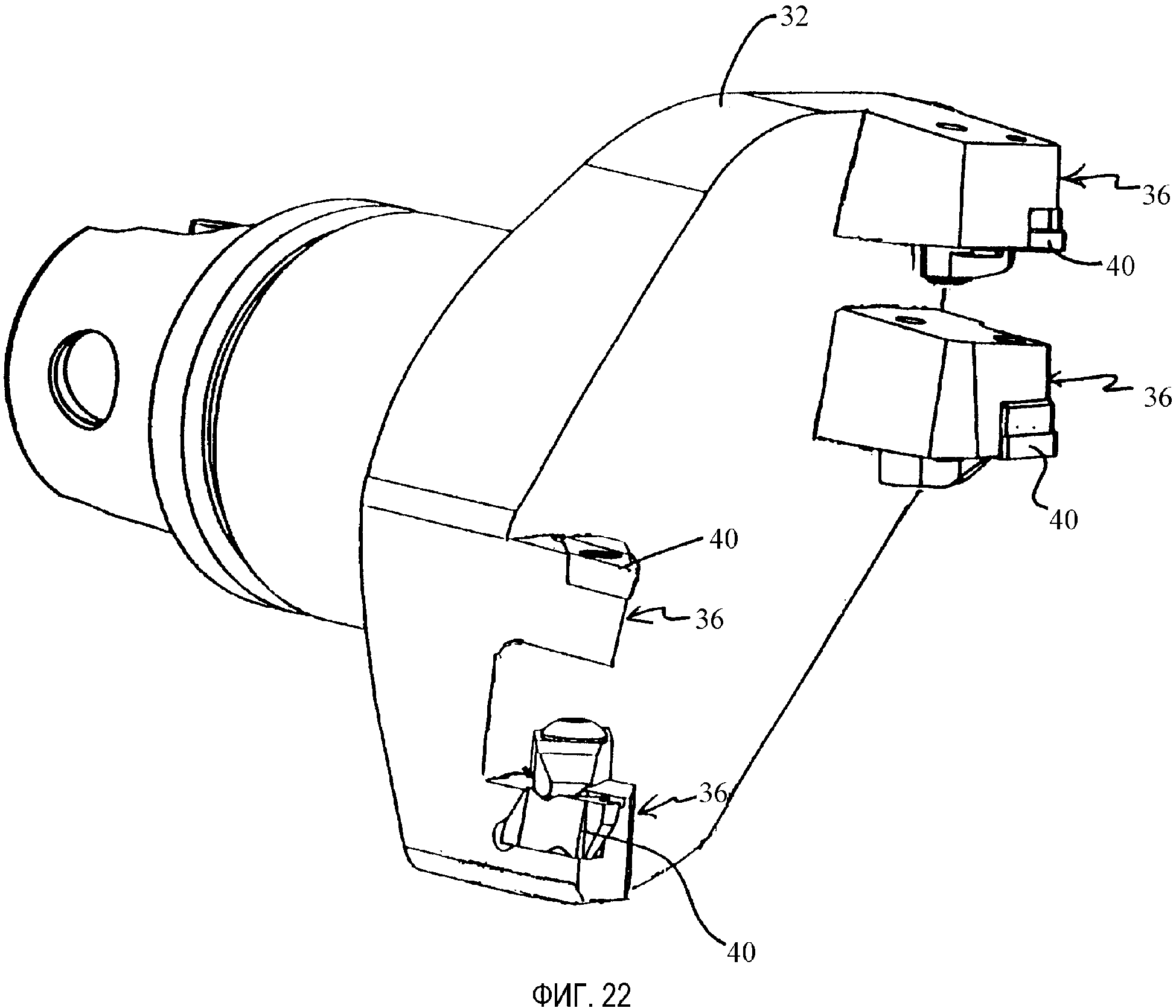
фиг.22 - вид в перспективе резцедержателя согласно альтернативному примеру реализации изобретения;
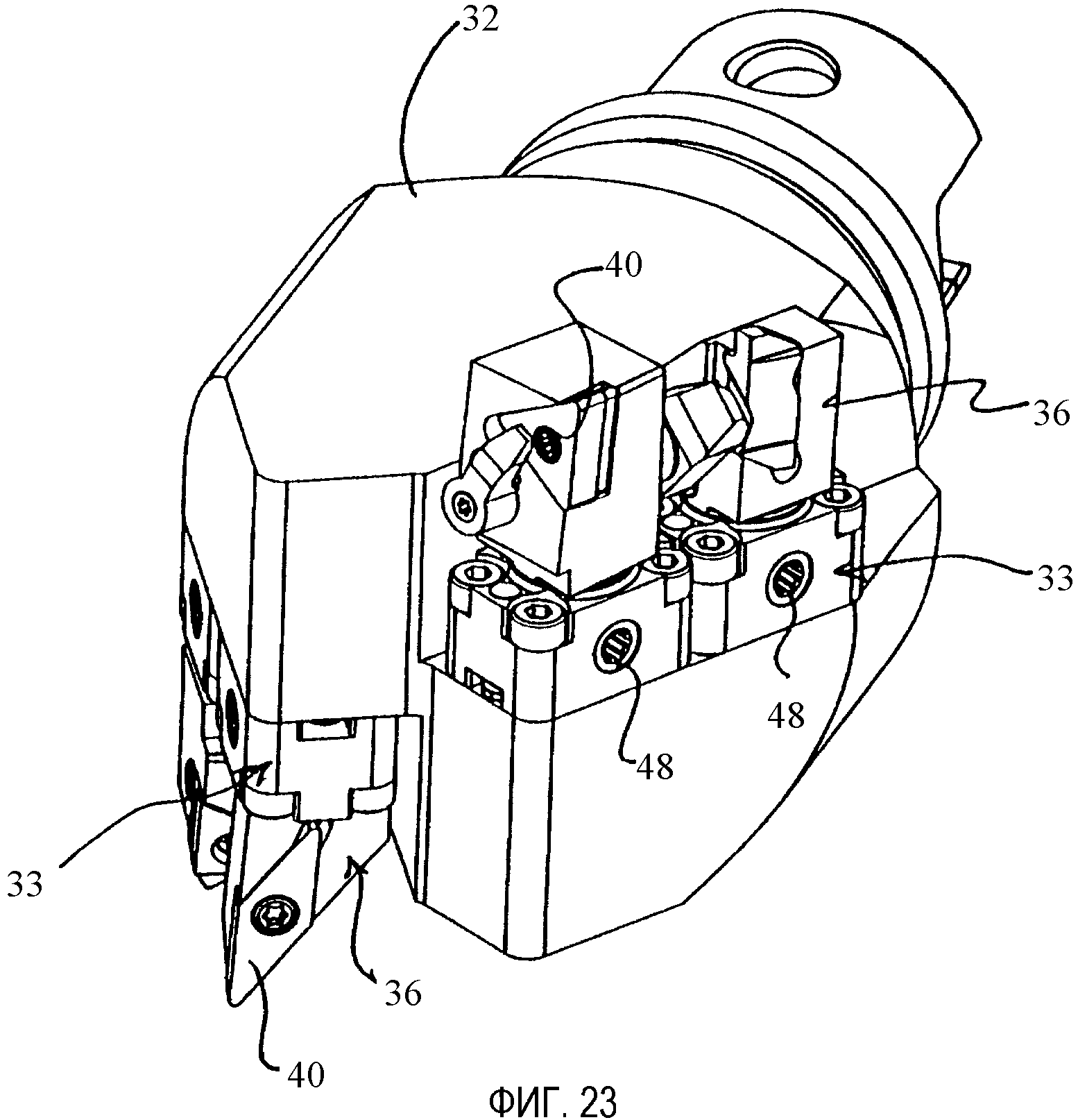
фиг.23 - вид в перспективе резцедержателя согласно альтернативному примеру реализации изобретения;
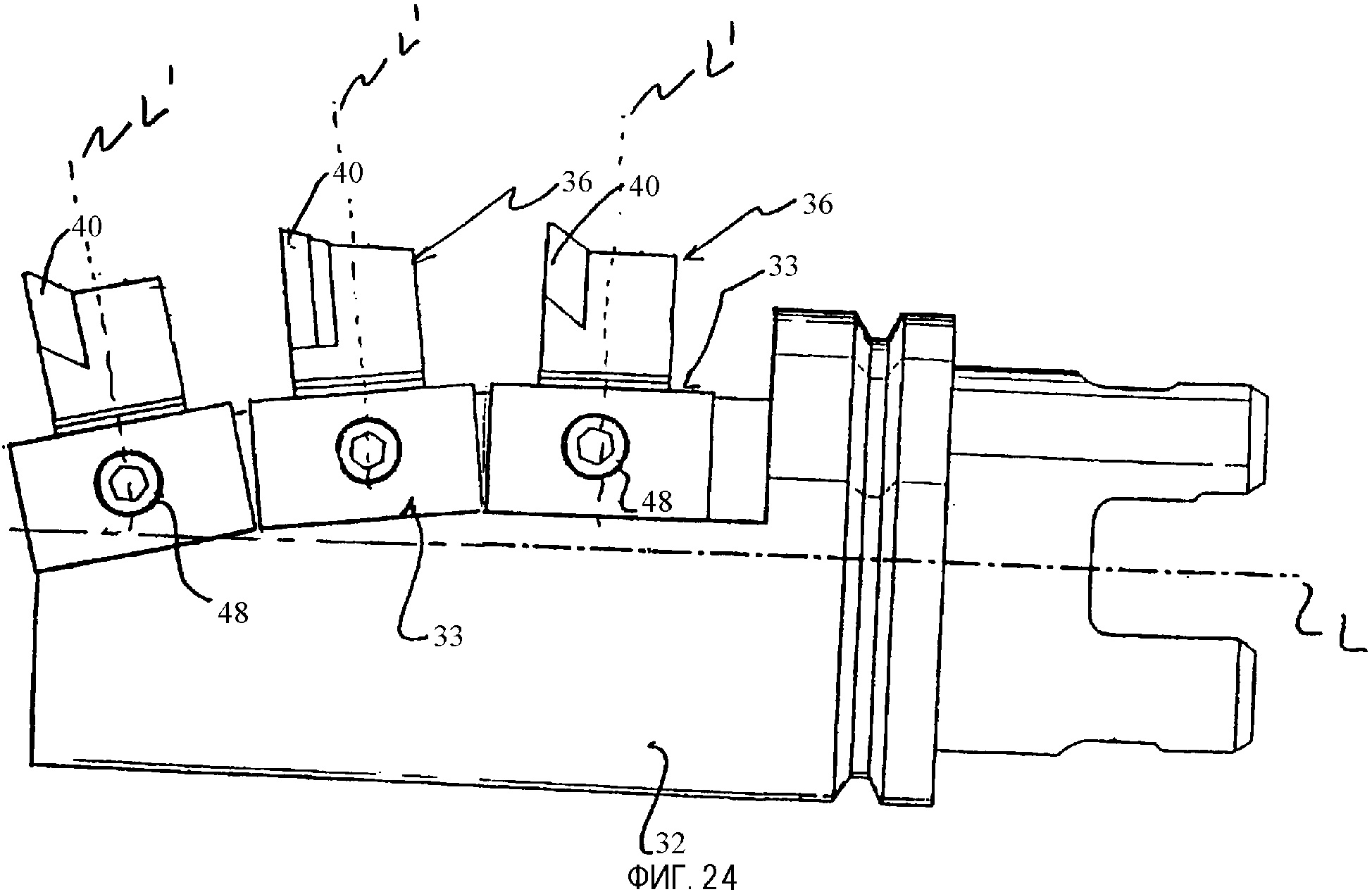
фиг.24 - вид в перспективе резцедержателя согласно альтернативному примеру реализации изобретения;
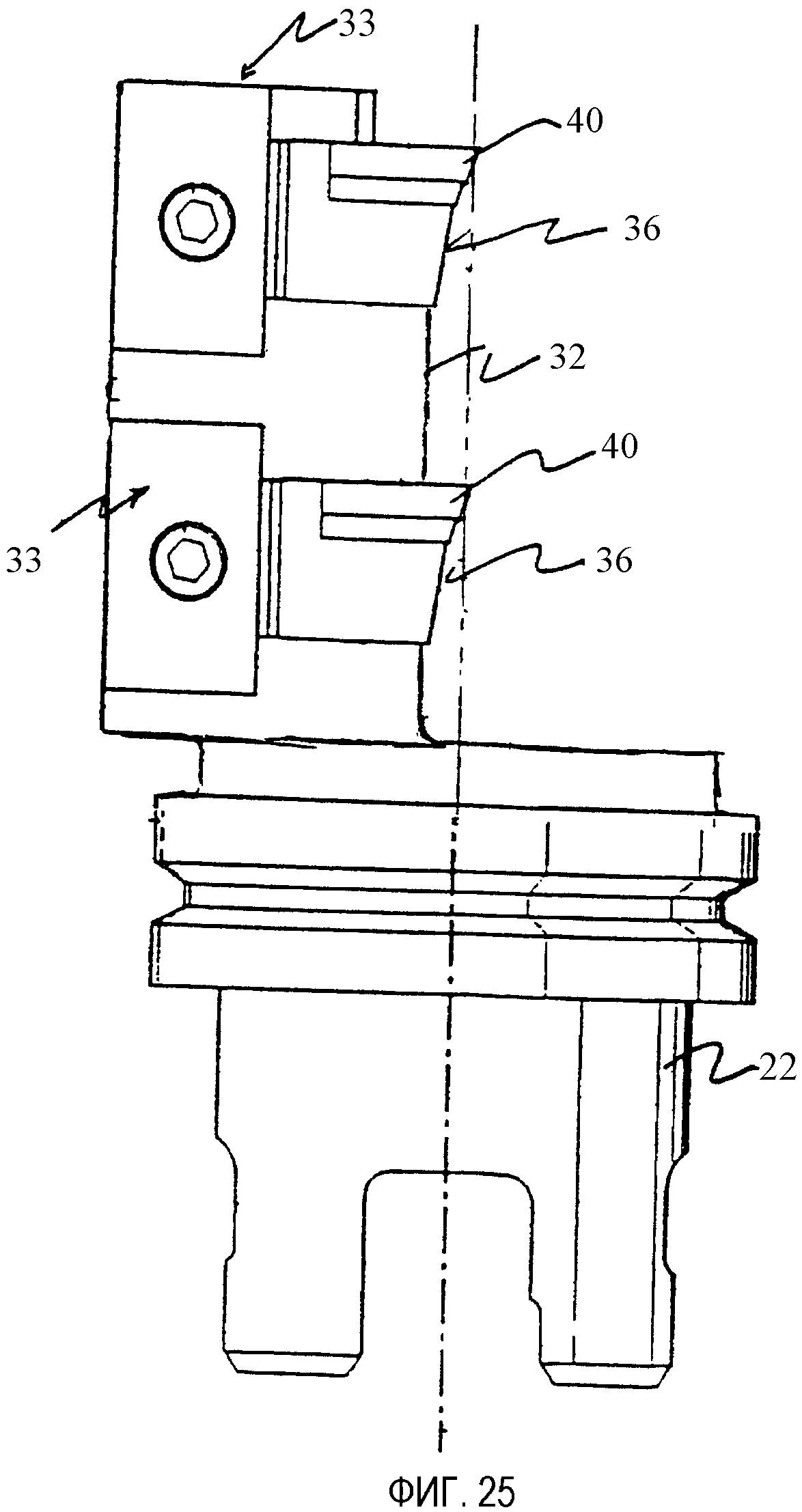
фиг.25 - вид в перспективе резцедержателя согласно альтернативному примеру реализации изобретения; и
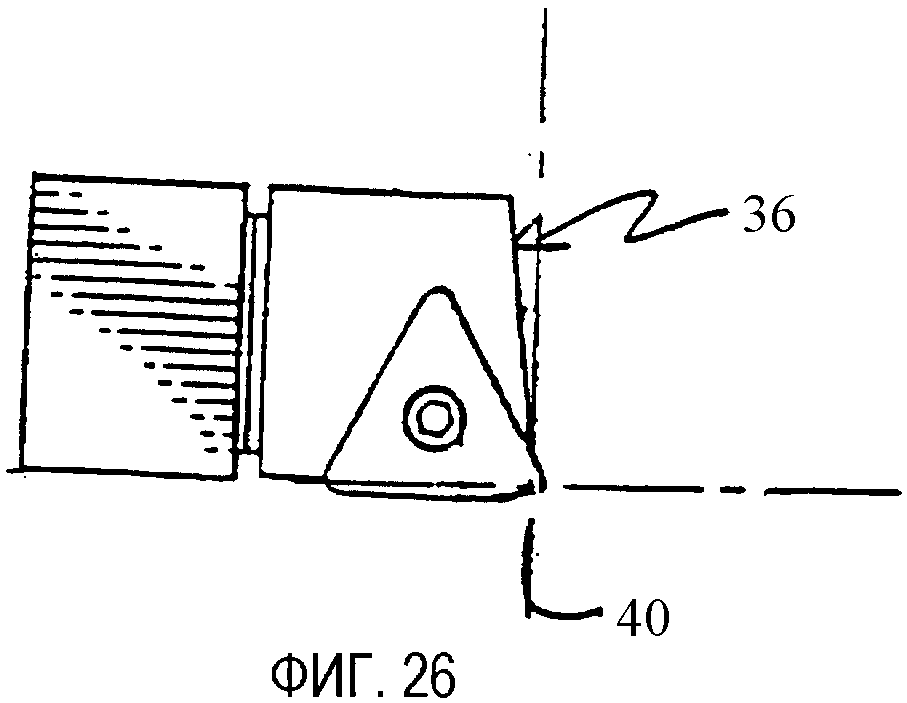
фиг.26 - вид сверху резцедержателя по фигуре 25.
Описание предпочтительного примера реализации изобретения
Теперь со ссылкой на чертежи, на которых одинаковые цифровые позиции относятся к подобным или соответствующим элементам, показан резцедержатель 20 согласно изобретению. Резцедержатель 20 включает корпус 32, имеющий множество гнезд 38, при этом каждое из гнезд удерживает режущую пластину 40. Понятно, что гнезда 38 могут быть выполнены внутри вставного резцового патрона для приема пластин, закрепляемого внутри узла 33 опорного элемента, как показано на фигурах 1-20 и 23-25, или они могут быть установлены внутри посадочного отверстия, выполненного в корпусе, и закреплены с использованием подходящей крепежной детали по фигуре 21, или гнезда могут быть выполнены заодно с корпусом 32, как показано в фигуре 22, с использованием известных производственных технологий.
Резцедержатель 20 включает хвостовик 22, который может крепиться с возможностью освобождения в зажимном устройстве 23 шпинделя станочного инструмента (фиг.5), как описано в патенте США №6415696, содержание которого полностью включено сюда посредством ссылки. Однако изобретение не ограничено средством, в котором резцедержатель закрепляется в зажимном устройстве 23, и резцедержатель может быть закреплен любым средством, хорошо известным в данной области.
Как показано на фигурах 1-5, узел 33 опорного элемента оперативно связан с корпусом. Каждый узел 33 опорного элемента включает отверстие 34 для приема вставного резцового патрона для пластин, показанного в основном цифровой позицией 36a-f. Узлы 33 опорных элементов могут, по существу, иметь идентичную форму, или каждый из них может иметь разную форму. Отверстия 34 выполнены внутри опорного элемента 33 и выступают из корпуса 32, и, по существу, перпендикулярны продольной оси L, которая проходит вдоль оси Х резцедержателя 20.
В показанном на фиг.1 примере реализации изобретения резцедержатель 20 включает в общей сложности шесть узлов 33 опорных элементов, установленных по периферии или наружной поверхности корпуса 32 для приема соответствующего количества вставных резцовых патронов 36a-f для пластин. Однако понятно, что изобретение не ограничено количеством узлов 33 опорных элементов и вставных резцовых патронов 36a-f для приема пластин, а также то, что изобретение может применяться с любым требующимся количеством опорных элементов и вставных резцовых патронов для приема пластин, причем единственным ограничением являются размеры корпуса 32 резцедержателя 20. Каждый вставной резцовый патрон 36a-f для приема пластин включает гнездо 38 для жесткого крепления пластины 40a-f к ее соответствующему патрону 36a-f для приема пластин посредством подходящего крепежного средства 39, например резьбовой крепежной детали.
Как показано на фигурах 1-21, вставной резцовый патрон может крепиться к корпусу 33 с использованием признака быстрой смены, какой показан и описан в патенте США №6270293, включенном сюда посредством ссылки. При использовании признака быстрой смены, показанного в патенте США №6270293, становится понятно, что вставные резцовые патроны 36a-f могут быть быстро и легко извлечены из резцедержателя 20, в результате чего намного уменьшается время простоев при смене режущей пластины 40a-f. Конкретно, каждый вставной резцовый патрон 36a-f включает хвостовик 42 (на фиг.1 показан только один хвостовик), который может быть выполнен трубчатым (пустотелым), конусообразной формы. Каждый вставной резцовый патрон 36a-f для приема пластин устанавливается радиально в корпусе 32 введением хвостовика 42 в его соответствующее отверстие 34. Узел 33 опорного элемента имеет переднюю поверхность 44, которая может быть сопряжена с противоположной поверхностью упора 46 на вставном резцовом патроне 36a-f для приема пластин. Поверхности 44, 46 могут иметь, помимо других, коническую или плоскостную форму для сопряженного контакта друг с другом.
Исполнительный болт 48 устанавливается в корпусе 32 вдоль радиальной оси R1 (фиг.1), которая расположена радиально и, по существу, перпендикулярно продольной оси L резцедержателя 20, для фиксации вставного резцового патрона 36a-f для приема пластин в его соответствующем узле 33 опорного элемента или для извлечения вставного резцового патрона 36a-f из его соответствующего узла 33 опорного элемента. Исполнительный болт 48 устанавливается внутри канала 50, проходящего через корпус 32 по оси R1. Исполнительная гайка 60 взаимодействует с исполнительным болтом 48, позволяя вставному резцовому патрону 36a-f для пластин быстро устанавливаться или выходить из соответствующего узла 33 опорного элемента. Несмотря на то, что хвостовик 42 и отверстие 34 соответствующего узла 33 опорного элемента инструмента были показаны как трубчатые, изобретение не должно быть ограничено такой формой. Хвостовик 42 и отверстие 34 могут иметь любое количество различных форм, включая цилиндрическую, квадратную, прямоугольную, треугольную и трохоидальную, достаточную для размещения исполнительного болта 48. Кроме того, хвостовик 42 может быть установлен с натягом внутри отверстия 34.
Как описано выше, вставные резцовые патроны 36a-f для приема пластин, в которых крепятся пластины 40a-f могут быстро и легко удаляться или вставляться в их соответствующие узлы 33 опорных элементов резцедержателя 20 вращением соответствующего исполнительного болта 48, обеспечивая таким образом быструю смену режущей пластины. Кроме того, комбинация индивидуальной пластины 40a-f и ее соответствующего вставного резцового патрона 36a-f для приема пластин может выполнять различные операции обработки. Например, комбинация пластины 40f и ее соответствующего вставного резцового патрона 36f для приема пластин может образовать токарный резец, показанный, в основном, цифровой позицией 120, для использования в операции токарной обработки, как показано на фиг.4.
В операции токарной обработки, показанной на фиг.4, обрабатываемая деталь 122 установлена в кулачке 124 зажимного патрона 126 для вращения в направлении W таким образом, как это известно в данной области. Как лучше всего видно на фиг.9, обрабатываемая деталь 122 имеет продольную ось LW, вдоль ее средней линии, которая, по существу, параллельна горизонтальной оси L, в направлении по оси Х (внутрь страницы) резцедержателя 20. Другими словами, продольная ось LW обрабатываемой детали 122, по существу, перпендикулярна вертикальной оси V в направлении оси Y резцедержателя 20. Как видно на фигурах 4 и 5, горизонтальная ось L резцедержателя 20 не находится в той же плоскости, что и продольная ось LW обрабатываемой детали.
Как показано на фиг.4, вертикальная ось VT токарного резца 120, по существу, параллельна вертикальной оси V резцедержателя 20, и таким образом, по существу, перпендикулярна горизонтальной оси LW (внутрь страницы) обрабатываемой детали 122, когда токарный резец 120 находится в зацеплении с обрабатываемой деталью 122 во время операций токарной обработки. Следует заметить, что направление резания, как показано стрелкой, проходит по оси Z и, по существу, параллельно как горизонтальной оси LW обрабатываемой детали 122, так и горизонтальной оси L резцедержателя 20. Как показано на фиг.5, направление резания обращено к смотрящему (вне страницы).
В другом примере резцедержателя 20 согласно изобретению комбинация пластины 40b и ее соответствующего вставного резцового патрона 36b для приема пластин может образовать канавочный резец, показанный в основном цифровой позицией 130, для использования в операции прорезания канавок, как показано на фигурах 6 и 7. В показанном примере реализации изобретения по фигуре 6 канавочный резец 130 расположен как наружный инструмент, находящийся на расстоянии от хвостовика 22 резцедержателя 20. Однако понятно, что канавочный резец 120 может быть расположен как внутренний инструмент, находящийся вблизи хвостовика 22 резцедержателя 20, как показано на фиг.7, в зависимости от количества режущих инструментов, установленных на резцедержателе 20. Следует заметить, что при вращении показанного резцедержателя 20 согласно изобретению приблизительно на 120 градусов из положения операции токарной обработки, показанного на фиг.4, резцедержатель 20 может обеспечить быструю смену операции станочного инструмента.
В операции прорезания канавок обрабатываемая деталь 122 имеет продольную ось LW вдоль своей средней линии, которая, по существу, параллельна горизонтальной оси L в направлении оси Х (внутрь стр.Фиг.6) резцедержателя 20 во время операции прорезания канавок. Другими словами, продольная ось LW обрабатываемой детали 122, по существу, перпендикулярна вертикальной оси V в направлении оси Y резцедержателя 20 во время операции прорезания канавок. Как видно на фигурах 6 и 7, горизонтальная ось Н резцедержателя 20 не находится в той же плоскости, что и продольная ось LW обрабатываемой детали.
Как показано на фиг.6, вертикальная ось VG канавочного резца 130, по существу, параллельна вертикальной оси V резцедержателя 20, и, таким образом, по существу, перпендикулярна горизонтальной оси LW (внутрь страницы) обрабатываемой детали 122, когда канавочный резец 130 находится в зацеплении с обрабатываемой деталью 122 во время операций прорезания канавок. Следует также заметить, что направление резания, показанное стрелкой, проходит по оси Y и, по существу, параллельно как вертикальной оси VW обрабатываемой детали 122, так и вертикальной оси V резцедержателя 20. Как показано на фиг.7, направление резания, если смотреть от зажимного патрона 126, проходит вдоль поверхности страницы.
Также следует заметить, что вертикальная ось VG канавочного резца 130, по существу, параллельна вертикальной оси V резцедержателя 20, и, таким образом, по существу, перпендикулярна горизонтальной оси LW обрабатываемой детали 122 во время операций прорезания канавок. Также следует заметить, что направление резания, обозначенное стрелкой, проходит по оси Y и, по существу, параллельно как горизонтальной оси LW обрабатываемой детали 122, так и горизонтальной оси L резцедержателя 20.
Резцедержатель 20 способен обеспечить быструю смену широкого диапазона режущих инструментов. В другом примере резцедержатель 20 включает контурный резец, показанный в основном цифровой позицией 140 (фигуры 4 и 6), содержащий комбинацию режущей пластины 40d, установленной на вставном резцовом патроне 36d для приема пластин. Согласно изобретению контурный резец 140 установлен на узле 33 опорного элемента, чтобы обеспечить быструю смену станочного инструмента, подобного другим станочным инструментам, установленным на резцедержателе 20 изобретения. Понятно, что вертикальная ось VP контурного резца 140, по существу, параллельна вертикальной оси V резцедержателя 20, и, таким образом, по существу, перпендикулярна горизонтальной оси LW (внутрь страницы) обрабатываемой детали 122 во время операций контурной обработки, подобно токарному и канавочному резцам 120, 130.
Как было упомянуто выше, станочный инструмент 10 с резцедержателем 20 изобретения позволяет устанавливать широкий диапазон режущих инструментов. Например, резцедержатель 20 согласно изобретению может разместить такой же тип режущих инструментов, какие показаны на фигурах 1-7, однако режущие пластины 40a-f удерживаются в специальных вставных резцовых патронах 152a-f (выполненных по стандарту ИСО Американского Национального Института Стандартов) для приема пластин, чтобы образовывать режущие инструменты 150, показанные на фиг.8. В этом показанном примере реализации изобретения узел 33 опорного элемента не требуется, поскольку вставные резцовые патроны 152а-f для приема пластин установлены непосредственно на корпусе 32 резцедержателя 20 с использованием хорошо известного средства, например резьбовой крепежной детали 154.
В другом примере изобретения, показанном на фиг.9, резцедержатель 20 может включать режущие инструменты 160, установленные радиально в резцедержателе 20 таким образом, чтобы снизить погрешности, связанные с радиальным положением кулачка 124 зажимного патрона и/или зажимного патрона 126 (вдоль продольной оси LW обрабатываемой детали). В этом примере реализации изобретения достигается точная радиальная ориентация режущих инструментов 160, так что станочный инструмент 10 может функционировать надлежащим образом.
Со ссылкой на фигуры 10-12 показан резцедержатель 20' согласно другому примеру реализации изобретения. Подобно резцедержателю 20, резцедержатель 20' включает корпус 32 с одним или более узлов 33 опорных элементов, установленных на нем с возможностью извлечения. Узлы 33 опорных элементов могут быть установлены с возможностью извлечения на торцевой поверхности 31 корпуса 32 с использованием любого подходящего крепежного средства 35, например винтов, болтов и тому подобного. Торцевая поверхность 31 может включать скошенные углы 31а. Каждый узел 33 опорного элемента включает отверстие 34 (условно показанное на фиг.12) для приема вставного резцового патрона для пластин, обозначенного в основном цифровой позицией 36a-d. Узлы 33 опорных элементов могут быть, по существу, идентичны по форме, или же каждый из них может иметь разную форму. Отверстия 34 расположены в горизонтальном направлении наружу и, по существу, параллельны продольной оси L, которая проходит вдоль ось Y резцедержателя 20'.
В показанном примере реализации изобретения, резцедержатель 20' включает в целом четыре узла 33 опорных элементов, установленных горизонтально на торцевой поверхности 31 корпуса 32 для приема соответствующего количества вставных резцовых патронов 36a-d для пластин. Однако понятно, что изобретение не ограничивается количеством узлов 33 опорных элементов и вставных резцовых патронов 36a-d для приема пластин, и что изобретение может быть использовано на практике с любым требующимся количеством опорных элементов и вставных резцовых патронов для приема пластин, при этом единственным ограничением являются размеры корпуса 32 резцедержателя 20'. Каждый вставной резцовый патрон 36a-d для приема пластин включает гнездо 38 для жесткого крепления пластины 40a-d в ее соответствующем вставном резцовом патроне 36a-d подходящим крепежным средством 39, например резьбовой крепежной деталью.
Подобно резцедержателю 20, резцедержатель 20' способен обеспечить возможность быстрой смены для широкого диапазона режущих инструментов, таких как токарный резец 120, содержащий комбинацию режущей пластины 40b и вставного резцового патрона 36b для приема пластин, канавочный резец 130, содержащий комбинацию режущей пластины 40с и вставного резцового патрона 36с, контурный резец 140 содержащий комбинацию режущей пластины 40а, установленной на вставном резцовом патроне 36а для приема пластин. Согласно изобретению резцы 120, 130 и 140 установлены на своих соответствующих узлах 33 опорных элементов, чтобы обеспечить быструю смену станочного инструмента, подобного станочным инструментам, установленным на резцедержателе 20 согласно изобретению. Следует заметить, что в показанном примере реализации изобретения резцедержатель 20' включает нечетное количество резцов 120, 130 и 140, но резцедержатель 20' может включать четное количество резцов. Использование нечетного количества резцов, например три, пять и тому подобное, создает зазор между обрабатываемой деталью и неиспользуемыми резцами.
Поскольку резцы 120, 130 и 140 установлены горизонтально на торцевой поверхности 31 корпуса 32, а не радиально, как в резцедержателе 20, вертикальная ось VT токарного резца 120, по существу, параллельна горизонтальной оси L резцедержателя 20', и, таким образом, по существу, перпендикулярна вертикальной оси V обрабатываемой детали во время операций токарной обработки, как показано на фиг.11. Подобно этому, вертикальная ось VG канавочного резца 130 и вертикальная ось VP (Фиг.12) контурного резца 140, по существу, параллельны горизонтальной оси L резцедержателя 20', и, таким образом, по существу, перпендикулярна вертикальной оси V обрабатываемой детали соответственно во время операций прорезания канавок и контурной обработки.
Следует заметить, что направление резания резцедержателя 20' проходит по оси Х и оси Z, а не по оси Y, как в резцедержателе 20'. Помимо этого, применение нечетного количества резцов в резцедержателе 20' обеспечивает диаметральный зазор с обрабатываемой деталью.
Со ссылкой на фигуры 13 и 14 показан другой пример резцедержателя 20' согласно изобретению. В этом примере вертикальная ось VP контурного резца 140 имеет уклон наружу под углом 160 градусов в пределах приблизительно от 0 до 10 градусов относительно продольной оси L резцедержателя 20'. Кроме того, вертикальная ось VG канавочного резца 130 также имеет уклон наружу под углом 162 градуса в пределах приблизительно от 0 до 10 градусов относительно продольной оси L резцедержателя 20'. Уклон резцов 130, 140 обеспечивает зазор для резцов на обратной стороне резцедержателя 20', особенно во время операций токарной обработки. Следует заметить, что вертикальная ось VT для токарного резца 120 не имеет уклона и, по существу, параллельна продольной оси L. Понятно, что угол уклона каждого резца 120, 130 и 140 может быть отдельным и отличающимся один от другого.
Как показано на фиг.14, вертикальная ось VT токарного резца 120, по существу, параллельна горизонтальной оси L резцедержателя 20, и, таким образом, по существу, параллельна горизонтальной оси LW (внутрь страницы) обрабатываемой детали 122, но в другой плоскости, когда токарный резец 120 находится в зацеплении с обрабатываемой деталью 122 во время операций токарной обработки. Следует заметить, что горизонтальная ось L резцедержателя 20' находится в той же плоскости, что и горизонтальная ось LW обрабатываемой детали 122. Таким образом, режущая кромка пластины 40b лежит надлежащим образом вдоль горизонтальной оси LW и средней линии обрабатываемой детали 122. Следует также заметить, что направление резания (в направлении изображения) проходит вдоль оси Z, и по существу, параллельно как горизонтальной оси LW обрабатываемой детали 122, так и горизонтальной оси L резцедержателя 20'. Как видно на фиг.14, уклон резцов 130, 140 обеспечивает зазор для резцов на обратной стороне резцедержателя 20', особенно во время операций токарной обработки.
В операции контурной обработки, показанной на фиг.15, обрабатываемая деталь 122 имеет продольную ось LW вдоль своей средней линии, которая, по существу, перпендикулярна горизонтальной оси L в направлении оси Х резцедержателя 20', когда резцедержатель 20' находится в зацеплении с обрабатываемой деталью 122 во время операций контурной обработки. Как видно на фиг.15, уклон резцов 130, 140 обеспечивает зазор для резца 130 на обратной стороне резцедержателя 20', даже во время операций контурной обработки.
Как указывалось выше, резцедержатель 20, 20' согласно изобретению не ограничивается количеством режущих пластин, которые могут быть установлены на своем соответствующем опорном элементе. Как показано на фиг.16, например, резцедержатель 20 включает три узла 33 опорных элементов (на фиг.16 видно только два) и соответствующее количество вставных резцовых патронов для приема пластин и режущих пластин. Было обнаружено, что наладка нечетного количества, например трех, пяти, семи и т.д., узлов 33 опорных элементов обеспечивает зазор для резцов 120, 130, 140, которые не используются. Как показано на фиг.16, резцы 130, 140 имеют адекватный зазор, когда в операции контурной обработки используется контурный резец 120.
Как было описано выше, резцедержатель 20, 20' согласно изобретению обеспечивает признак быстрой смены, который позволяет быстро устанавливать или извлекать вставные резцовые патроны с режущими пластинами из их соответствующих узлов опорных элементов. Этот признак уменьшает затраты, связанные с обычными резцедержателями, в которых требуется замена всего вставного резцового патрона при износе или повреждении. Кроме того, этот признак снижает простои, когда режущая пластина изнашивается или получает повреждение, поскольку обеспечивается возможность быстро извлекать и/или устанавливать вставной резцовый патрон для приема пластин и соответствующую пластину во время работы станка.
Со ссылкой на фигуры 17-22 показан резцедержатель 20, способный фиксироваться во множестве неподвижных положений во время операции обработки вращающейся обрабатываемой детали. Резцедержатель 20 включает корпус 32, имеющий множество пазов 38. Внутри каждого паза 38 удерживается режущая пластина 40. Резцедержатель 20 перемещается между зафиксированными неподвижными положениями посредством вращения и поступательного движения по меньшей мере по оси, перпендикулярной нормальной секущей плоскости (ось Y) станочного инструмента, чтобы индивидуально подавать каждую режущую пластину 40 к вращающейся обрабатываемой детали во время операции обработки.
На фиг.17 и 18 показан резцедержатель 20, включающий узлы 33 опорных элементов, разнесенных на 180 градусов. Два узла 33 опорных элементов расположены на одинаковом расстоянии от секущей плоскости, но на 180 градусов порознь один от другого. Другие узлы 33 опорных элементов расположены таким образом, что режущие инструменты и пластины 40 находятся над и под первыми двумя узлами опорных элементов. Для доступа к этим пластинам 40 необходимо движение по оси Y, а также угловое перемещение шпинделя на 180 градусов для доступа к другой стороне резцедержателя 20.
Резцедержатель 20, показанный на фигурах 17 и 18, особенно целесообразен для таких операций обработки, где расстояния между гнездами инструментального магазина известного типа небольшое. Расположение гнезд может быть относительно узким в одном измерении. Это обеспечивает зазор в цепных инструментальных магазинах. Резцедержатель 20 может быть подведен к обрабатываемой заготовке либо перпендикулярно, либо с уклоном. Резцедержатель 20 также особенно целесообразен для станков, которые имеют угловую ориентацию основного шпинделя только на 180 градусов.
Как показано на фиг.24, резцедержатель 20 может включать множество вставных резцовых патронов 36, расположенных таким образом, что продольная ось L' патронов не параллельна. Понятно, что располагая продольные оси вставных резцовых патронов 36 как показано, можно увеличить расстояние между соответствующими режущими кромками, в результате чего увеличивается количество режущих инструментов на корпус 33.
Документы, патенты и патентные заявки, касающиеся изобретения, включены сюда посредством ссылки.
Несмотря на то, что изобретение было описано конкретно с различными примерами его реализации, понятно, что оно имеет целью проиллюстрировать, а не ограничивать его, и объем прилагаемой формулы изобретения должен трактоваться настолько широко, насколько это позволяет предшествующий уровень техники.
Реферат
Резцедержатель относится к области обработки материалов резанием и содержит корпус, множество установленных на корпусе опорных элементов, каждый из которых выполнен с отверстием, и множество резцовых вставок со сменными пластинами. При этом каждая резцовая вставка имеет хвостовик, выполненный с возможностью установки в отверстие опорного элемента и извлечения из него, и гнездо для приема режущей пластины. Для повышения эффективности использования станка он выполнен с возможностью перемещения между фиксируемыми неподвижными положениями посредством вращения и поступательного перемещения по меньшей мере по оси, перпендикулярной нормальной плоскости резания (оси Y) станка для индивидуального подвода каждой режущей пластины к вращающейся обрабатываемой детали во время операции обработки. 4 н. и 19 з.п. ф-лы, 26 ил.
Комментарии