Токарный инструмент - SU1727522A3
Код документа: SU1727522A3
Чертежи
Описание
Изобретение относится.к обработке металлов резанием, в частности к режущему инструменту для наружной обработки вра- щательно-симметричных изделий.
Цель изобретения - расширение технологических возможностей за счет осуществления черновой и прецизионной наружной обработки одним инструментом симметричной заготовки.
На фиг. 1 показан токарный инструмент, у которого направляющая снабжена по меньшей мере одной направляющей планкой; на фиг. 2 - вариант токарного инструмента , у которого направляющая снабжена концентричным направляющим кольцом.
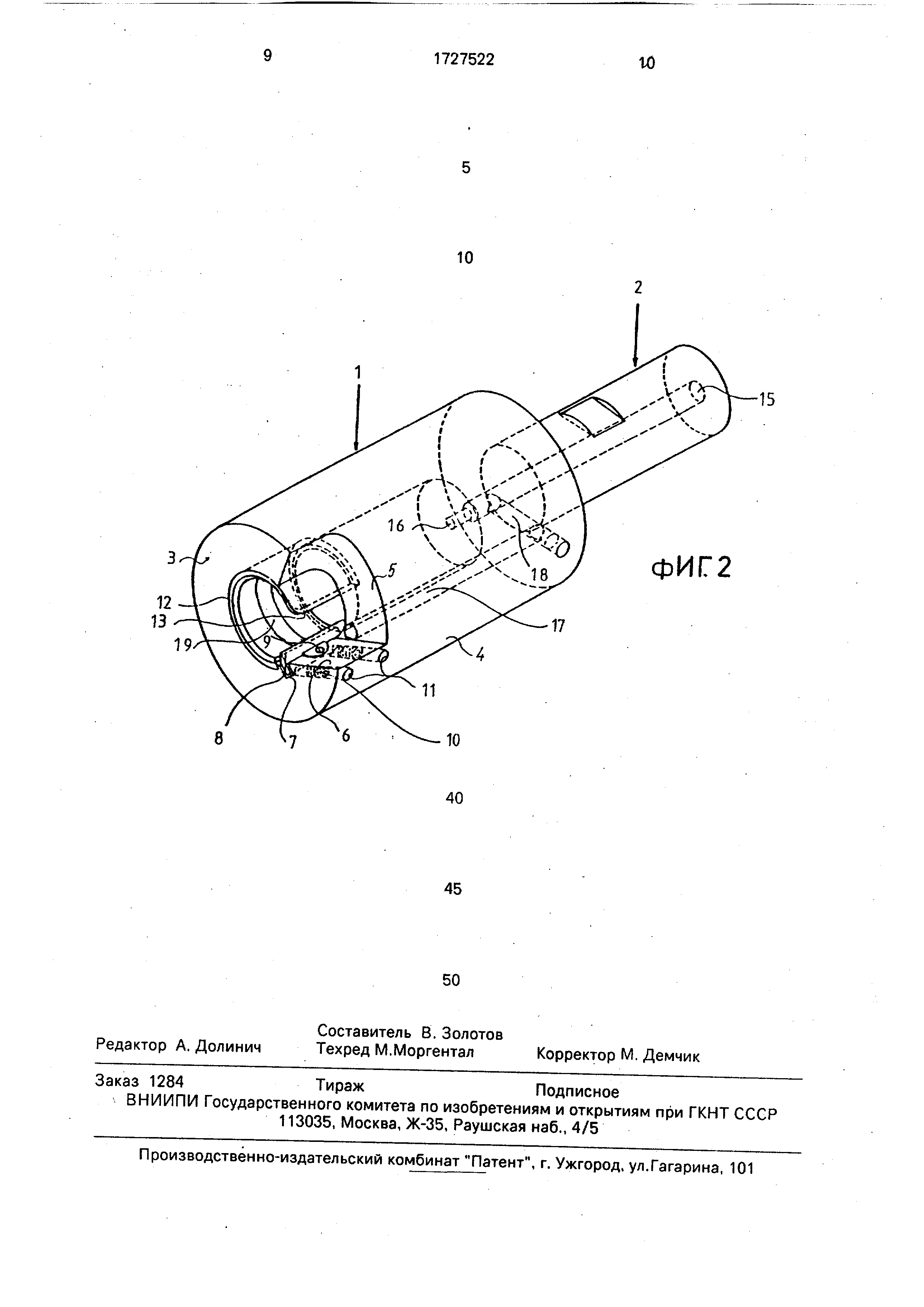
На фиг. 1 схематично показан токарный инструмент с режущей головкой 1, выполненной как пустотелый цилиндр, и хвостовиком 2. Начиная от торцовой стороны 3 режущей головки 1 в ее боковой стенке 4
сделана выемка 5 в форме сектора. В боковой стороне 6 выемки 5 выбран паз 7, в который вставлена пластина резца 8, режущая кромка которого выступает во внутреннее пространство режущей головки 1. Прихват 9 вставлен в стенку режущей головки 1 таким образом, что он с помощью зажимного винта прижимает пластину резца 8 к обратной направлению вращения стороне паза 7. При этом прихват 9 прилегает к передней грани пластины резца 8. Для точной установки пластины резца 8 служат не изображенные на фиг. 1 регулировочные части, выполненные клинообразно на своем переднем конце потайных винтов или пальцев с резьбой 10, служащих в качестве регулирующего органа. Пальцы с резьбой ввернуты в имеющие внутреннюю резьбу установочные отверстия 11 режущей головки 1.
VI
ГО
VJ ел
N Ю
CJ
В передней части режущей головки 1 на ее внутренней стенке предусмотрена выполненная как гильза направляющая 12, простирающаяся по меньшей мере на длину пластины резца 8, изготовленная из износостойкого материала, например из твердого сплава. Она служит для направления изделия , подлежащего обработке, и соединена с боковой стенкой 4 режущей головки 1 так, что она не может проворачиваться внутри режущей головки. Для обеспечения выхода стружки в гильзе предусмотрена продольная выемка 13. Угол раствора продольной выемки меньше, чем угол раствора выемки 5 в боковой стенке 4 режущей головки 1. Внутренняя стенка гильзы, которая имеет заданный внутренний радиус, может иметь гладкую цилиндрическую поверхность или минимум один продольный выступ, служащий в качестве направляющей планки 14. Предпочтительно предусматриваются две направляющие планки, из которых одна размещена на 40 после пластины резца в направлении вращения инструмента, в то время как другая расположена против пластины резца.
Внутренняя стенка направляющей 12 может быть выполнена как и внутренняя стенка остальной режущей головки 1 конической . В этом случае режущая кромка пластины резца 8 направлена таким образом, что она проходит параллельно внутренней стенке и выступает в полое пространство режущей головки 1, как это имеет место также и в примере по фиг. 1 и 2.
Цилиндрический хвостовик 2 (фиг. 1) имеет осевое первое отверстие 15 для подвода охлаждающей жидкости, которое введено до полого пространства режущей головки 1. Входной канал 16, диаметр которого меньше,-чем диаметр первого отверстия 15, соединяет полое пространство с первым отверстием 15. Для подвода охлаждающей жидкости непосредственно к пластине резца 8 в стенке 4 режущей головки 1 предусмотрено второе отверстие 17, проходящее в основном параллельно центральной оси токарного инструмента и соединяющее первое отверстие 15 через радиальное отверстие 18.
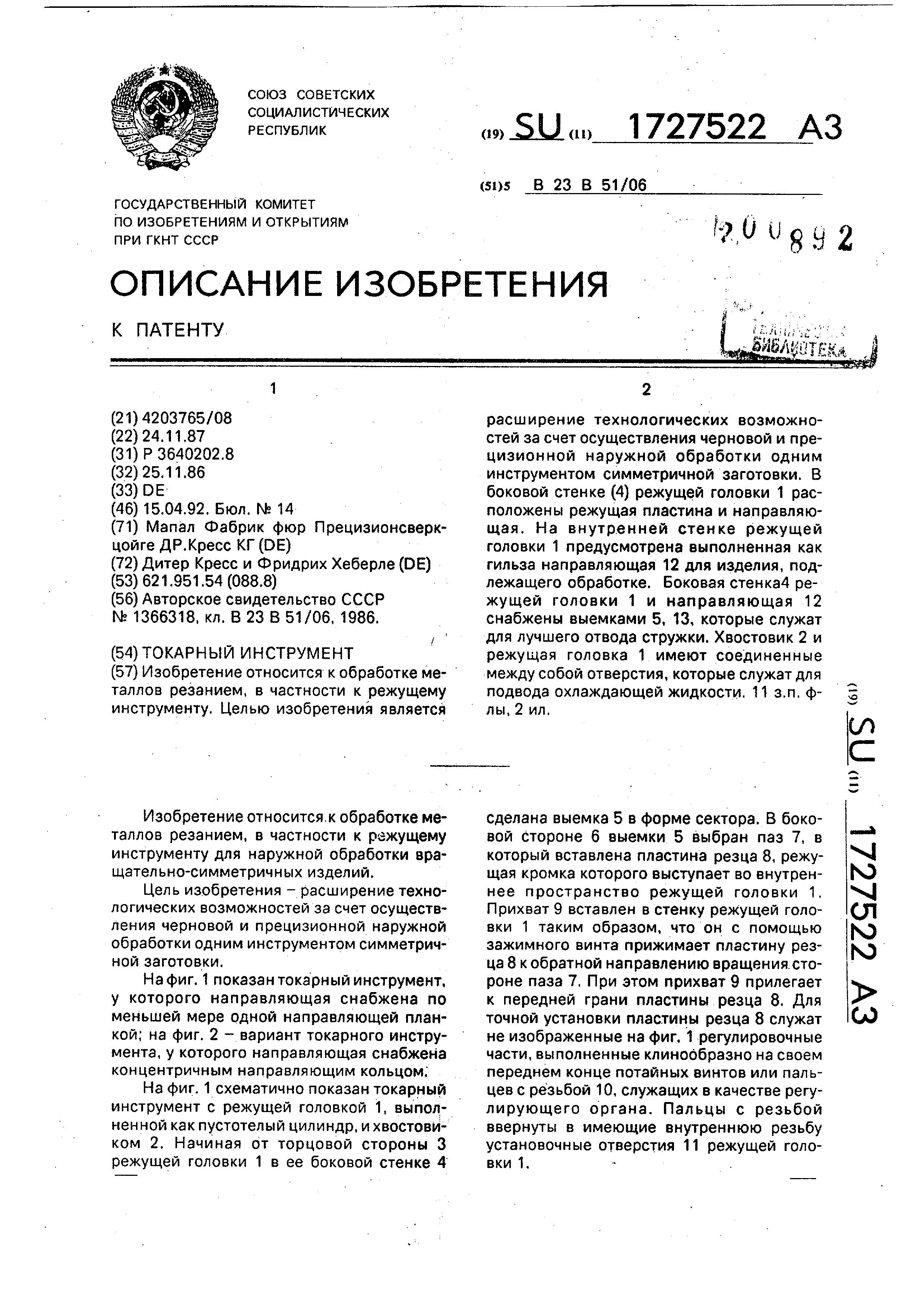
На фиг. 2 показан второй пример выполнения токарного инструмента, у которого одинаковые детали снабжены одинаковыми позициями.
Внутренняя сторона направляющей 12, выполненной также как гильза, имеет проходящее концентрично к центральной оси токарного инструмента направляющее кольцо 19, которое служит для направления изделия, подлежащего обработке. Вместо
одного направляющего кольца могут также предусматриваться несколько направляющих колец. При этом примере осуществления можно выполнять внутреннюю стенку
направляющей гильзы 12 конической. Внутренний радиус направляющей 12 на участке , расположенном в направлении вращения инструмента режущего приспособления больше, чем на остальных участ0 ках. Благодаря этому улучшаются подвод
охлаждающей жидкости и отвод стружки.
Участок с большим внутренним диаметром
простирается, например, по сектору в 30 .
Для обработки длинных изделий хво5 стовик 2 токарного инструмента может быть выполнен так же, как полое тело. В таком случае наружный диаметр хвостовика должен быть соответственно увеличен по сравнению с примерами выполнения,
0 изображенными на фиг. 1 и 2,
Ф о р м у л а и з о б р е т е н и я
1.Токарный инструмент, содержащий хвостовик и выполненную в виде полого цилиндра режущую головку, в пазу боковой
5 стенки которой расположены по меньшей мере одна режущая пластина и направляющая , отличающийся тем, что, с целью расширения технологических возможностей за счет осуществления черновой и пре0 цизионной наружной обработки одним инструментом осимметричной заготовки, режущая кромка пластины размещена внутри полого цилиндра, а направляющая выполнена в виде гильзы с продольной
5 выемкой, размещена в полом цилиндре на всей длине режущей кромки пластины и жестко соединена со стенкой цилиндра, а на боковой стенке последнего от его торца выполнена секторная выемка, проходящая
0 в продольном направлении режущей головки .
2.Инструмент по п. 1, от л и ч а ю щи й- с я тем, что на внутренней поверхности гильзы выполнен по меньшей мере один
5 продольный выступ, расположенный параллельно центральной оси режущей головки.
3.Инструмент по п. 1, отличающий- с я тем, что на внутренней стороне гильзы расположены концентрично оси режущей
0 головки, введенные в инструмент направляющие кольца с выемками в зоне режущей кромки пластины.
4.Инструмент по п. 1,отличающий- с я тем, что секторная выемка простирается
5 в продольном направлении режущей головки по меньшей мере на длину режущей пластины.
5.Инструмент по пп. 1-4, отличающийся тем, что внутренняя поверхность гильзы выполнена конической.
6.Инструмент по пп. 1-5, о т л и ч а ю- щ и и с я тем, что в стенке режущей головки выполнены резьбовые отверстия с выходом в паз для размещения введенных в инструмент винтов для радиальной регулировки режущей пластины.
7.Инструмент по пп. 1 -6, о т л и ч а ю- щ и и с я тем, что в хвостовике режущей головки выполнено первое отверстие для подвода СОЖ с входным каналом, выходящим в полость цилиндра.
8.Инструмент по пп. 1-7, отличающийся тем, что в боковой стенке режущей головки выполнено второе отверстие, соединенное с первым с входом к режущей пластине.
9.Инструмент по пп. 1-8, отличающийся тем, что второе отверстие, простирающееся в боковой поверхности режущей головки до режущей пластины, выполнено диаметром большим, чем впадающий в полость цилиндра режущей головки входной канал первого отверстия.
10.Инструмент по пп. 1-9, отличающийся тем, что в хвостовике выполнено концентричное продольной оси инструмента отверстие диаметром, равным диаметру полости цилиндра режущей головки.
11.Инструмент по пп. 1-10, отличающийся тем, что режущая пластина в пазу закреплена введенным в инструмент прихватом .
Реферат
Изобретение относится к обработке металлов резанием, в частности к режущему инструменту. Целью изобретения является расширение технологических возможностей за счет осуществления черновой и прецизионной наружной обработки одним инструментом симметричной заготовки. В боковой стенке (4) режущей головки 1 расположены режущая пластина и направляющая . На внутренней стенке режущей головки 1 предусмотрена выполненная как гильза направляющая 12 для изделия, подлежащего обработке. Боковая стенка4 режущей головки 1 и направляющая 12 снабжены выемками 5, 13, которые служат для лучшего отвода стружки. Хвостовик 2 и режущая головка 1 имеют соединенные между собой отверстия, которые служат для подвода охлаждающей жидкости. 11 з.п. ф- лы, 2 ил, со
Формула
Комментарии