Долбежный инструмент - RU2739744C1
Код документа: RU2739744C1
Чертежи
Описание
[0001] Настоящее изобретение относится к корпусу для долбежного инструмента и такому долбежному инструменту.
[0002] Долбление - это способ механической обработки резанием для нанесения на заготовку продольных пазов самых разнообразных форм. При долблении долбежный инструмент выполняет линейное поступательное движение - рабочий ход. Вслед за этим происходит удаление долбежного инструмента из заготовки и обратный ход без обработки. Движение подачи для снятия материала происходит путем постепенного перемещения долбежного инструмента до тех пор, пока не будет достигнута требуемая глубина профиля и/или ширина профиля.
[0003] Подобный долбежный инструмент известен из ЕР 2212041 А1. Долбежный инструмент содержит режущая пластина, имеющий режущую кромку, и корпус для крепления режущей пластины. Корпус содержит зажимную часть для зажима в станке и крепежную часть для крепления режущей пластины. Крепежная часть на конце, обращенном от зажимной части, содержит гнездо для режущей пластины, например в виде концевого углубления, которое выполнено и расположено таким образом, что, когда режущая пластина установлен в гнезде, его режущая кромка выступает за пределы окружной поверхности крепежной части. Крепежная часть на своей окружной поверхности обеспечена опорой для режущей пластины, которая амортизирует силы, действующие на режущую пластину в процессе обработки, и таким образом поддерживает режущая пластина.
[0004] Охлаждение и смазка процесса станочной обработки также важны и при долблении. Однако подача смазочно-охлаждающего вещества (именуемого далее охлаждающем веществом) в точку станочной обработки при долблении внутренних пазов в отверстиях особенно затруднена. В этом случае часто используемая внешняя подача охлаждающего вещества по шлангам и трубкам не обеспечивает в достаточной мере попадания охлаждающего вещества в точку станочной обработки. Поэтому долбежные инструменты с внутренней подачей охлаждающего вещества используются также для долбления внутренних пазов. Однако известные решения не предлагают достаточного и надежного охлаждения/смазки.
[0005] Задачей настоящего изобретения является создание корпуса для долбежного инструмента и такого долбежного инструмента, которые обеспечивают большую эффективность и надежность охлаждения/смазки.
[0006] Задача решается с помощью корпуса, описанного в пункте 1 формулы изобретения, для долбежного инструмента, который характеризуется тем, что канал для охлаждающего вещества проходит во внутренней части корпуса, причем канал для охлаждающего вещества содержит два выходных отверстия, которые, если смотреть в направлении вдоль окружной поверхности, расположены в боковом направлении возле опоры и/или в боковых поверхностях опоры.
[0007] Задача дополнительно решается благодаря долбежному инструменту с режущей пластиной, имеющим режущую кромку, и корпусом, который в соответствии с изобретением предлагается для крепления режущей пластины.
[0008] В корпусе в соответствии с изобретением поток охлаждающего вещества проходит сквозь корпус, при этом направление охлаждающего вещества по каналу для охлаждающего вещества таково, что охлаждающее вещество выходит сбоку рядом с опорой и/или на опору, т.е. в непосредственной близости от режущей пластины. Таким образом, с одной стороны, обеспечивается условие, что охлаждающее вещество может не преодолевать большое расстояние до точки станочной обработки резанием после выхода из выходных отверстий и, следовательно, надежно попадает на режущая пластина. Более того надежное охлаждение и смазка могут также быть обеспечены для обработки отверстий большой глубины. Охлаждающее вещество также надежно попадает в точку обработки в начале процесса станочной обработки, т.е., например, когда долбежный инструмент начинает процесс станочной обработки в начале отверстия, а не только после того, как отверстие было обработано на определенную длину. Наконец, этим также предотвращается проблема образования стружки между точкой станочной обработки и выходным отверстием, препятствующей попаданию охлаждающего вещества в точку станочной обработки, поскольку охлаждающее вещество попадает на режущая пластина с боковых направлений, где, как правило, ниже риск образования стружки.
[0009] В предпочтительном усовершенствовании предлагается, что расстояние до гнезда от выходных отверстий меньше, чем расстояние до гнезда от зажимной части. В результате обеспечивается максимально возможное охлаждение и смазка, т.е. на выходе охлаждающее вещество наиболее точно попадает в точку станочной обработки.
[0010] В дополнительном усовершенствовании предлагается выполнить и расположить канал для охлаждающего вещества и/или выходные отверстия таким образом, что охлаждающее вещество на выходе попадает на режущую кромку и/или боковые кромки, прилегающие к режущей кромке (также называемой главной режущей кромкой), и/или вершины режущей пластины, расположенные между режущей кромкой и боковыми кромками. Таким образом, можно в частности определить, на какие точки режущей пластины должна попадать смазка. Таким образом, в отличие от известных инструментов, может быть обеспечено, что охлаждающее вещество, в частности, попадает на боковые кромки (также называемые вспомогательными режущими кромками) и/или на вершины режущей пластины для быстрого их охлаждения, что способствует увеличению срока службы и снижению износа.
[0011] Еще в одном усовершенствовании предлагается, что канал для охлаждающего вещества содержит третье выходное отверстие, которое расположено на верхней стороне опоры. Это третье выходное отверстие предпочтительно выполнено и расположено таким образом, что выровнено с режущей кромкой так, что выходящее там охлаждающее вещество предпочтительно напрямую охлаждает режущую кромку, в то время как два боковых выходных отверстия выровнены с боковыми кромками/вспомогательными режущими кромками и/или вершинами между боковыми кромками и режущей кромкой.
[0012] В одном усовершенствовании предлагается, что канал для охлаждающего вещества содержит один основной канал, проходящий через зажимную часть, и два боковых канала, ответвляющихся от основного канала в крепежной части и ведущих в боковые выходные отверстия. Это представляет собой простое усовершенствование канала для охлаждающего вещества, которое может быть исполнено экономически эффективным способом.
[0013] В дополнительных усовершенствованиях предлагается, что основной канал соединяется с третьим боковым каналом, ведущим в третье выходное отверстие на верхней стороне опоры.
[0014] Переход между основным каналом и боковыми каналами может быть выполнен различными способами. В одном усовершенствовании предлагается, что боковые каналы проходят от основного канала, расположенного по центру внутри, к соответствующему выходному отверстию под углом через крепежную часть. Альтернативно может быть предложено, что между основным каналом и боковыми каналами расположен поперечный канал, который расположен в поперечном направлении, в частности перпендикулярно продольной оси корпуса или основного канала, и в который ведет основной канал, и от которого ответвляются боковые каналы. По конструктивным соображениям может быть целесообразно, например, предложить поперечный канал для выравнивания направления выхода потока охлаждающего вещества из боковых каналов с боковыми кромками / вспомогательными режущими кромками. Если диаметр основного канала не превышает ширины опоры, то боковые каналы, соединенные напрямую с основным каналом, будут создавать направленный наружу поток охлаждающего вещества, который не попадает на боковые кромки, примыкающие сбоку к главной режущей кромке. Поперечный канал обеспечивает здесь гибкость при определении направления выхода. Однако принцип действия по существу одинаков для обоих вариантов.
[0015] Разумеется, признаки, упомянутые выше и те, что будут описаны ниже, применимы не только в комбинации, приведенной в каждом конкретном случае, но и в других комбинациях или сами по себе, без выхода за рамки настоящего изобретения.
[0016] Примеры вариантов осуществления изобретения проиллюстрированы на чертежах и более подробно описаны ниже. На чертежах представлены:
Фиг. 1 - вид в перспективе долбежного инструмента в соответствии с изобретением в разобранном состоянии;
Фиг. 2 - вид в перспективе долбежного инструмента в соответствии с изобретением в собранном состоянии;
Фиг. 3 - вид спереди в перспективе долбежного инструмента в соответствии с изобретением;
Фиг. 4 - вид в перспективе долбежного инструмента в соответствии с изобретением с внутренним изображением первого усовершенствования охлаждающего канала;
Фиг. 5 - вид сбоку поперечного сечения варианта осуществления показанного на Фиг. 4 долбежного инструмента в соответствии с изобретением;
Фиг. 6 - вид сверху варианта осуществления показанного на Фиг. 4 долбежного инструмента в соответствии с изобретением; и
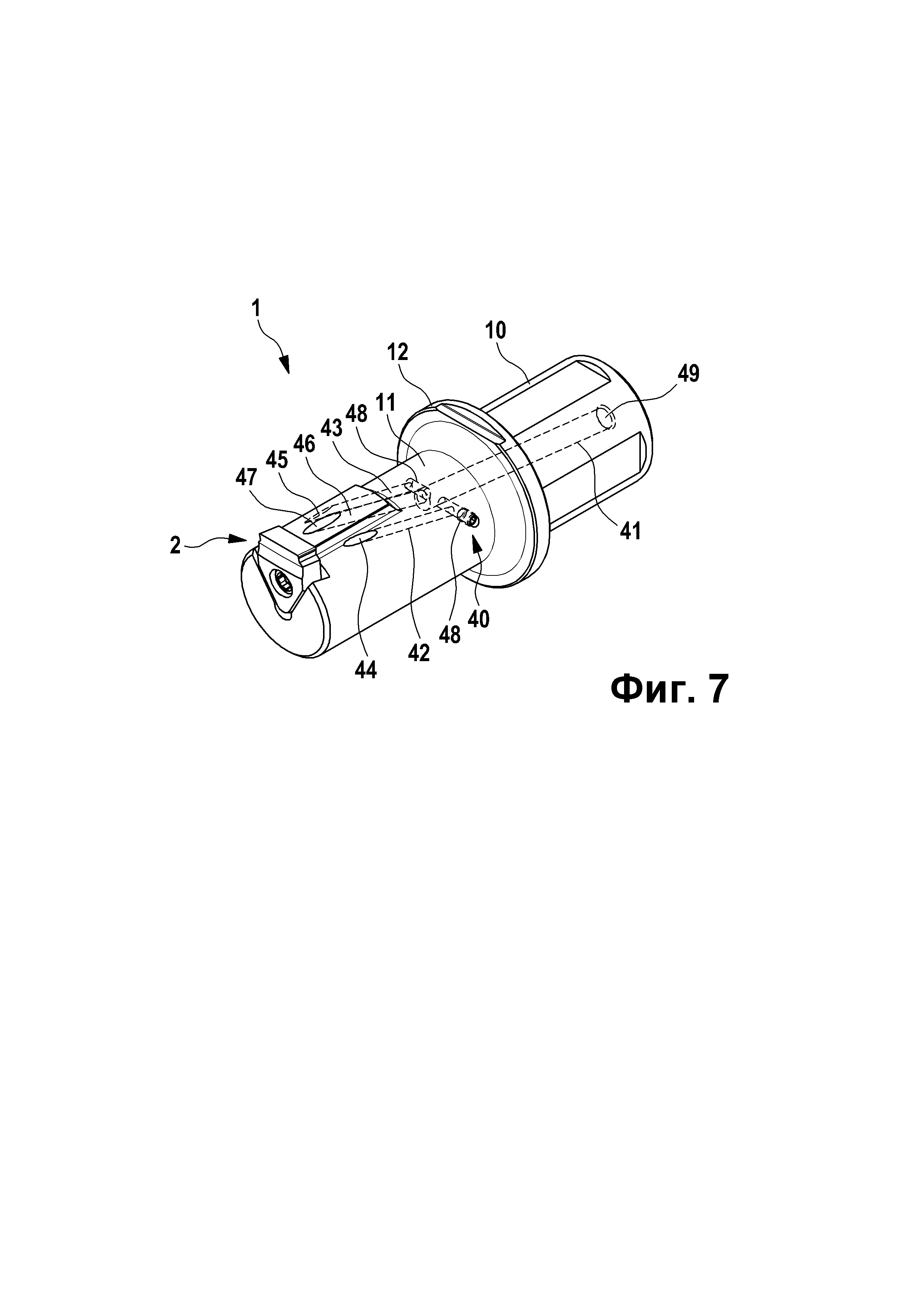
Фиг. 7 - вид в перспективе долбежного инструмента в соответствии с изобретением с внутренним изображением второго усовершенствования охлаждающего канала.
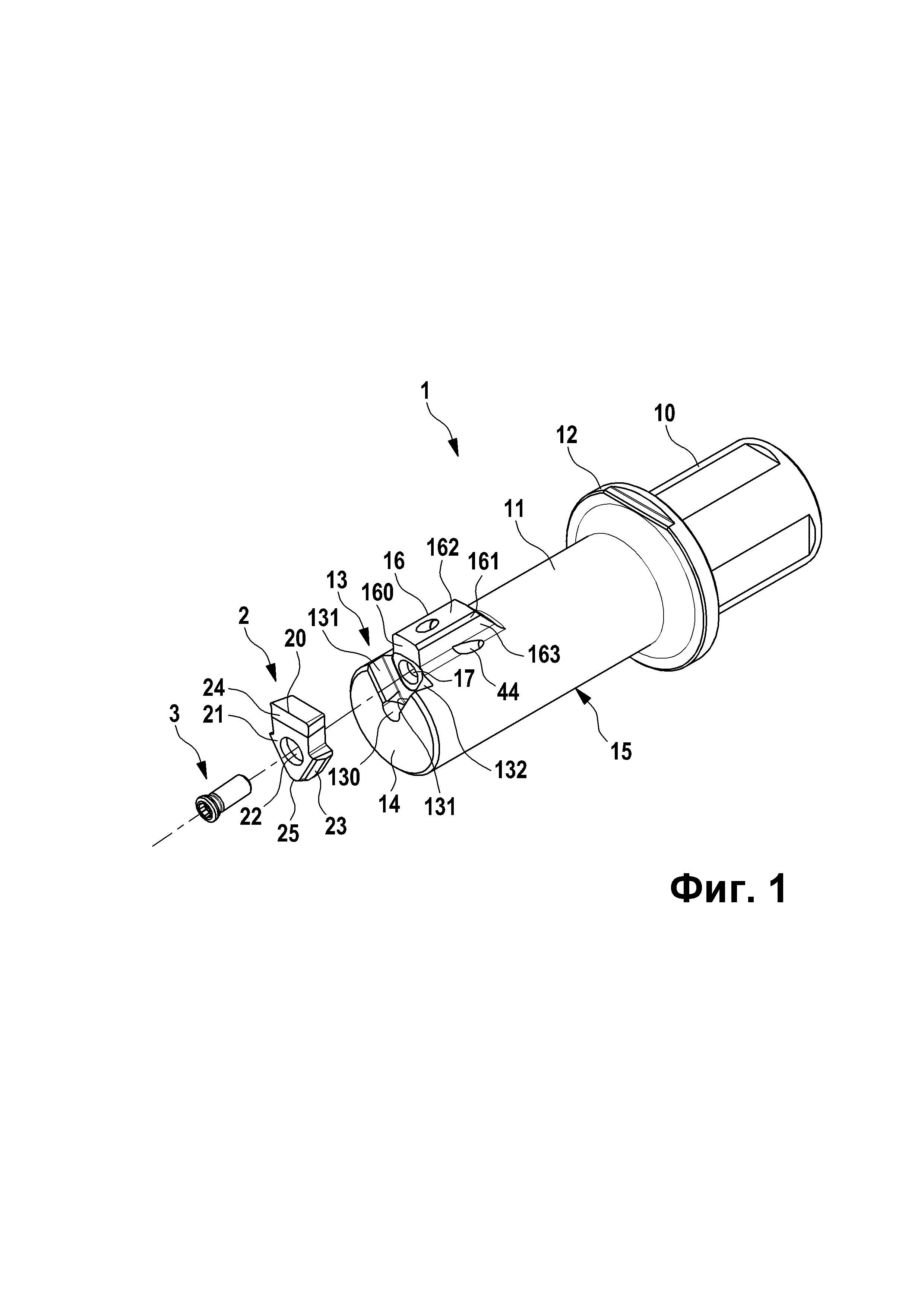
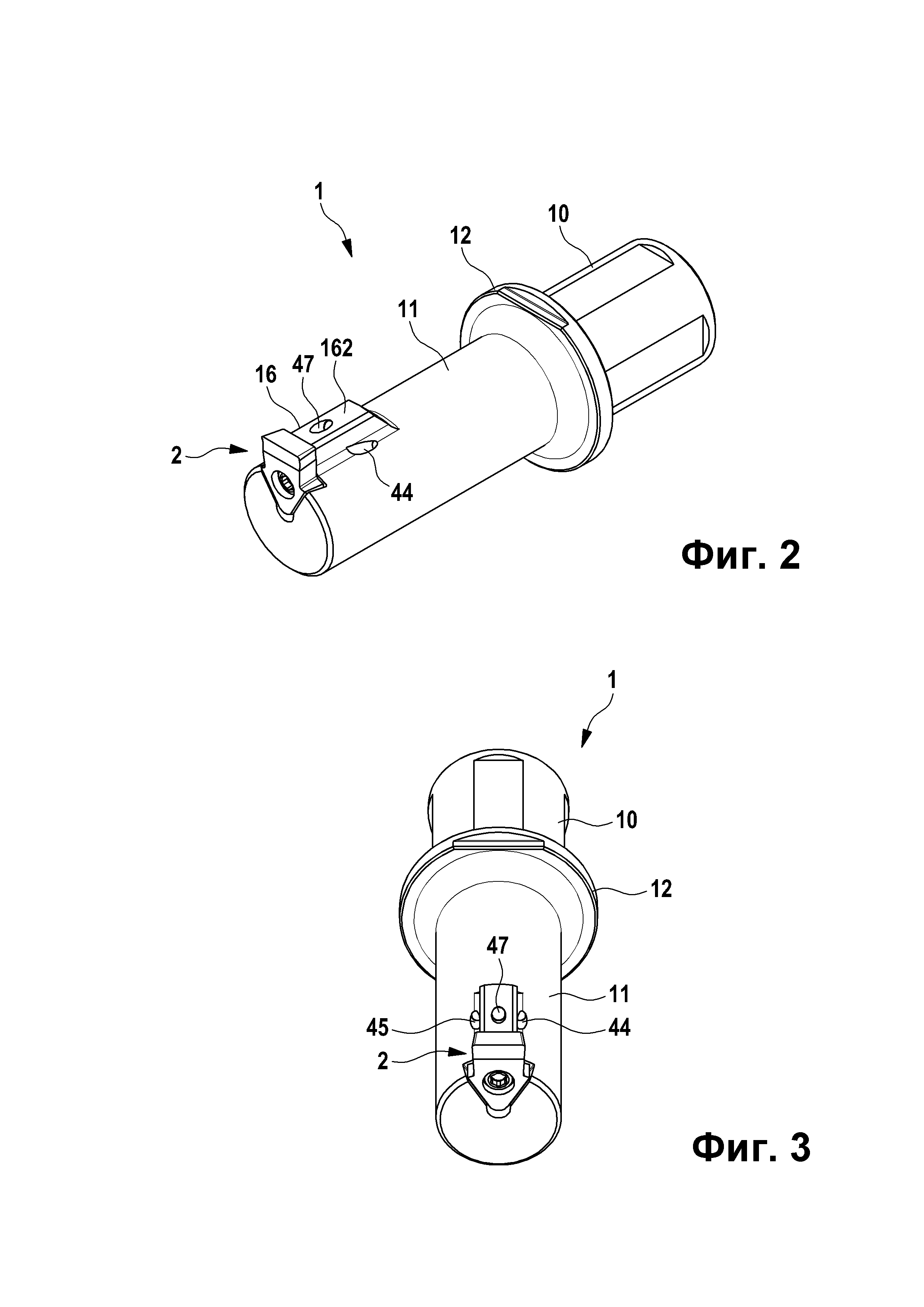
[0017] Фиг. 1 показывает чертеж в перспективе варианта осуществления долбежного инструмента в соответствии с изобретением в разобранном состоянии. Фиг. 2 и 3 показывают этот вариант осуществления в собранном состоянии как вид в угловой перспективе (Фиг. 2) и вид в перспективе спереди (Фиг. 3). Долбежный инструмент по существу содержит корпус 1 и режущая пластина 2. Корпус 1 содержит зажимную часть 10 для зажима в станке, например, шпиндель, крепежную часть 11 для крепления режущей пластины 2 и фланец 12, расположенный между ними. На своем конце, обращенном от зажимной части 10, крепежная часть 11 содержит гнездо 13, в которое может быть установлен и закреплен режущая пластина 2. Гнездо 13 образовано открытой выемкой в конце 14 и в окружной поверхности 15 крепежной части 11. Эта выемка содержит, начиная с основания 130 выемки, стенки 131 гнезда, которые, от основания 130 выемки, проходят с взаимным расхождением к окружной поверхности 15 крепежной части 11. Таким образом, в показанном варианте осуществления приемное пространство гнезда 13 для режущей пластины 2 имеет V-образное поперечное сечение.
[0018] Задняя концевая поверхность 132 гнезда 13 расположена в одной плоскости с опорной поверхностью 160 опоры 16 (также называемой опорным элементом) таким образом, что опорная поверхность 160 образует прямое продолжение задней концевой поверхности 132 гнезда 13. Таким образом, для режущей пластины 2, закрепленного в гнезде 13, имеется непрерывная плоская контактная поверхность, которая радиально продолжается за пределами наружной окружной поверхности крепежной части 11 с опорной поверхностью 160 опоры 16.
[0019] Опора 16 образована на окружной поверхности 15 крепежной части 11 в виде цельного радиально выступающего опорного элемента. В этом случае опора 16 в данном варианте осуществления имеет форму блока, который немного скошен к своей верхней или внешней стороне и, который, за исключением скосов 161, имеет поперечное сечение приблизительно квадратной формы с верхней стороной 162 и боковыми поверхностями 163. Эта опора служит, в частности, для переноса сил резания и возникающих моментов в крепежную часть 11 через выступающую опору в непосредственной близости отточки приложения, что способствует уменьшению действующих на режущая пластина 2 моментов нагрузки.
[0020] Режущая пластина 2 имеет главную режущую кромку 20, с помощью которой, например, внутри отверстия может быть выдолблен внутренний паз. Режущая пластина 2 на задней стороне, противоположной главной режущей кромке 20, имеет плоскую контактную поверхность, которая упирается с геометрическим замыканием в заднюю концевую поверхность 132 и радиально продолжающуюся опорную поверхность 160, когда режущая пластина 2 установлен в гнезде 13. Как видно на Фиг. 1, резьбовое отверстие 17 для зажимного винта 3 расположено в переходной части между концевой поверхностью 132 и опорной поверхностью 160, причем зажимной винт выполнен в виде винта с потайной головкой, который при этом проходит через сквозное отверстие 22 в режущей пластине 2 и с помощью которого режущая пластина 2 может быть прочно зажат в гнезде 13. Затем прикрепляемая часть 21 режущей пластины 2 располагается таким образом, что ее боковые стенки 23 оказываются в боковом контакте с боковыми стенками 131, а режущая часть 24 режущей пластины 2, примыкающая к главной режущей кромке 20, упирается в опорную поверхность 160 опоры 16.
[0021] Как показано также на Фиг. 1-3, прикрепляемая часть 21 режущей пластины 2, выполненного в форме блока, по существу имеет клиновидную форму, которая подходит к V-образному посадочному поперечному сечению гнезда 13, при этом клиновидная форма в настоящем варианте осуществления закруглена в нижней вершинной части 25. Боковые стенки 23 прикрепляемой части 21, которые расходятся от вершинной части 25, имеют части поверхности, которые отклоняются от плоской конфигурации или имеют некоторую сферическую конструкцию для оптимального контакта со стенками 131 гнезда. Концы стенок 131 гнезда у основания 130 углубления отделены друг от друга выемкой в форме неполного отверстия таким образом, что в основании 130 углубления образуется зазор между корпусом 1 и нижней вершинной частью 25 режущей пластины 2, установленного в гнездо 13.
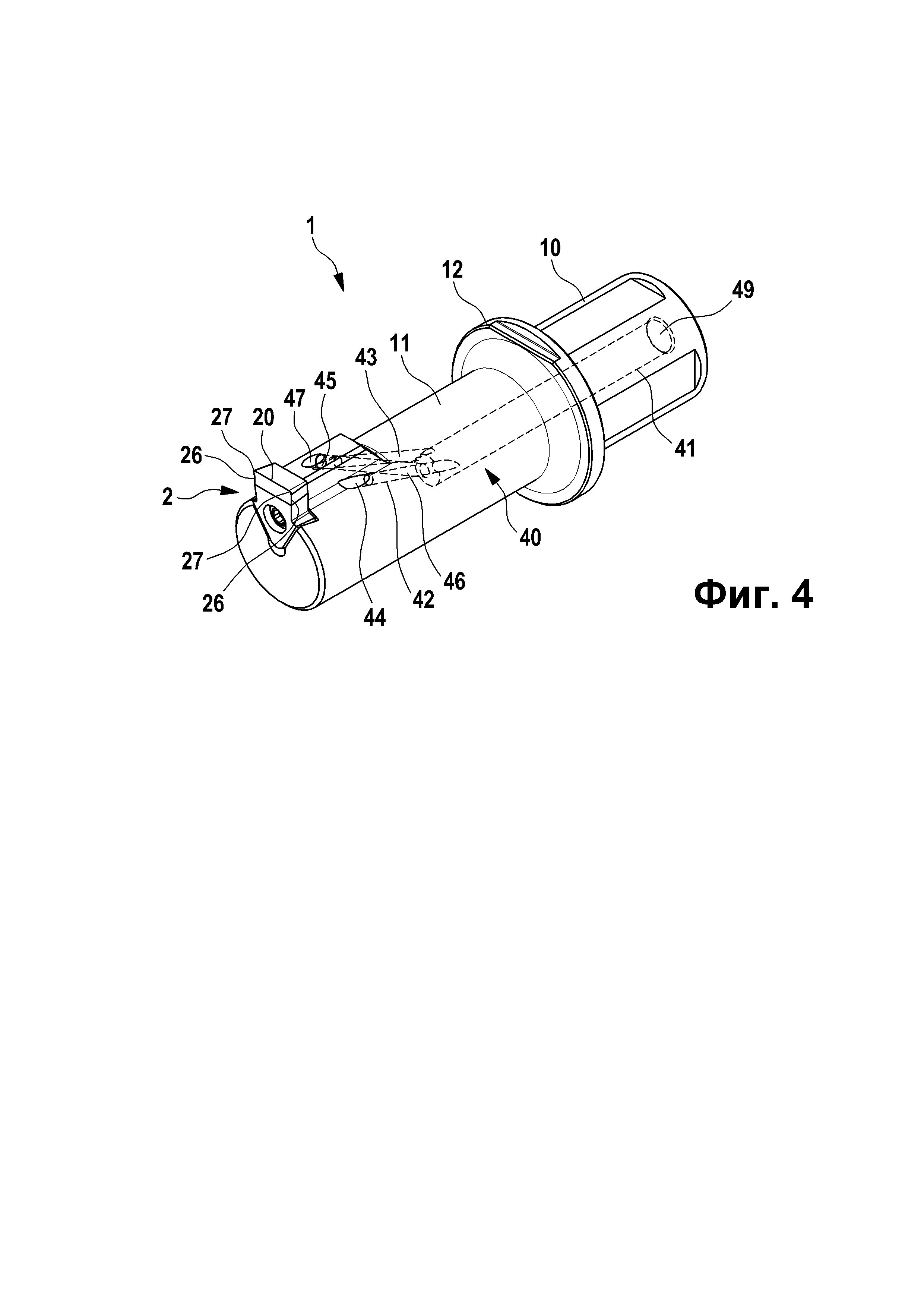
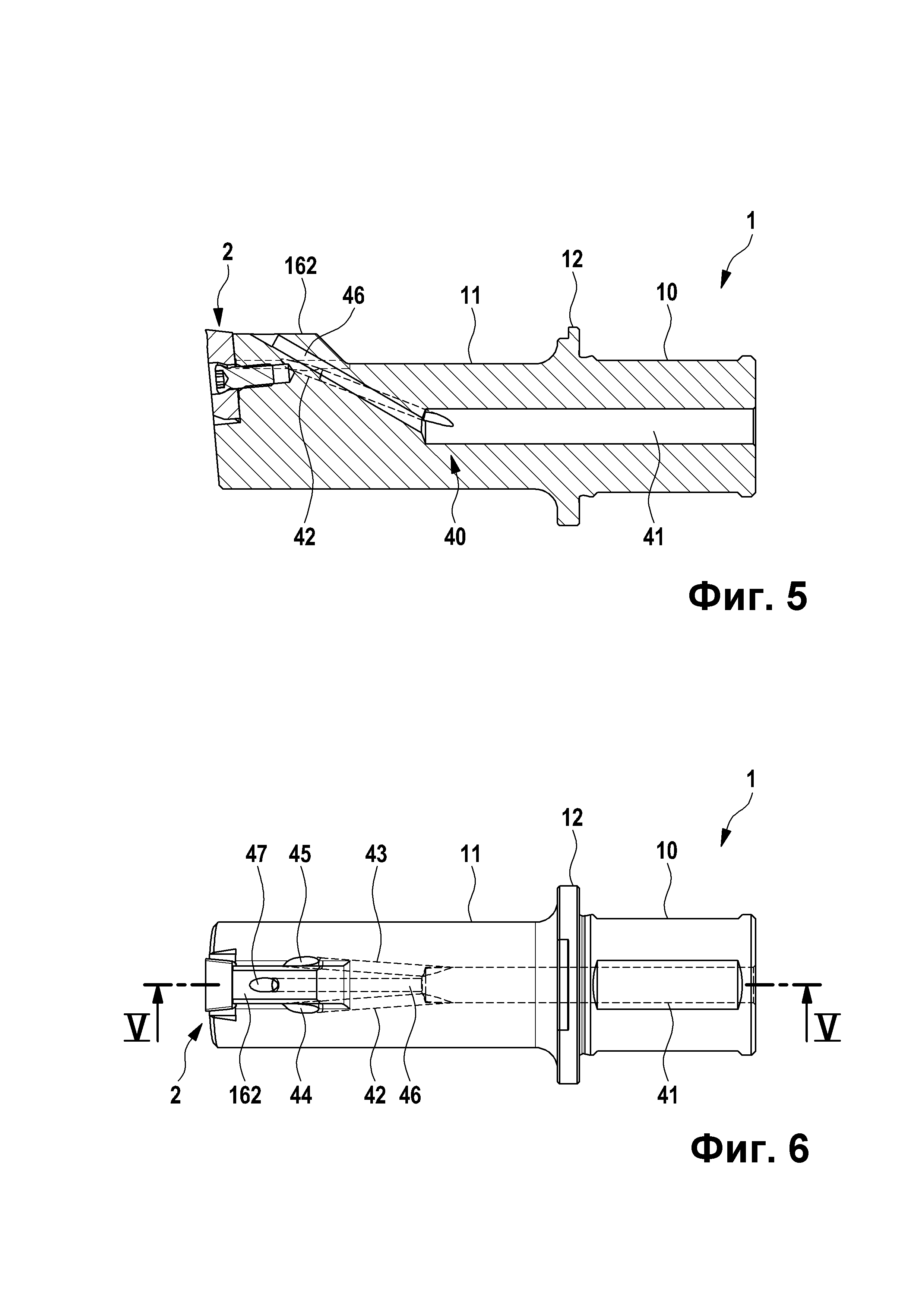
[0022] В соответствии с изобретением предлагается, что канал 40 для охлаждающего вещества проходит во внутренней части корпуса 1. Этот канал 40 для охлаждающего вещества показан в первом варианте осуществления на Фиг. 4-6 как вид в угловой перспективе (Фиг. 4), как вид сбоку поперечного сечения (Фиг. 5) и как вид сверху (Фиг. 6). На Фиг. 7 в угловой перспективе показан второй вариант осуществления канала 40 для охлаждающего вещества. Канал 40 для охлаждающего вещества содержит основной канал 41 и по меньшей мере два боковых канала 42, 43. Основной канал 41 проходит центрально через зажимную часть 10 и предпочтительно на небольшое расстояние в крепежную часть 11. Здесь два боковых канала 42, 43 ответвляются от основного канала 41. Два боковых канала 42, 43 проходят под углом через крепежную часть до выходных отверстий 44, 45, которые, в соответствии с изобретением, расположены, если смотреть в направлении окружной поверхности, в боковом направлении возле опоры 16 и/или в боковых поверхностях 163 упомянутой опоры. Поэтому выходные отверстия 44, 45 предпочтительно расположены полностью возле опоры 16 (в окружной поверхности 15 крепежной части 11) или полностью в боковых поверхностях 163. Однако также может быть предусмотрено, что выходные отверстия 44, 45 расположены частично возле опоры 16, т.е. в окружной поверхности 15 крепежной части 11, и частично возле боковой поверхности 163 опоры 16 (или на ней).
[0023] Поэтому охлаждающее вещество, введенное в основной канал 41 по входному отверстию 49, протекает по основному каналу 41 и боковым каналам 42, 43 до выхода в выходные отверстия 44, 45. Поскольку эти выходные отверстия 44, 45 расположены в непосредственной близости от режущей пластины 2, охлаждающее вещество надежно попадает на режущую часть 24 инструмента, чтобы обеспечить там желаемое охлаждение или смазку в точке обработки.
[0024] В этом случае предпочтительно обеспечить наиболее близкое расположение выходных отверстий 44, 45 к гнезду 13. Кроме того, предпочтительно обеспечить выполнение и расположение боковых каналов 42, 43 и/или выходных отверстий 44, 45 таким образом, что, например, путь их прохождения через крепежную часть 11 и конфигурация отверстий обеспечивает попадание выходящего охлаждающего вещества на режущую кромку 20 и/или боковые кромки 26, прилегающие к режущей кромке 20 (или к расположенные там вспомогательные режущие кромки), и/или вершины 27 режущей пластины 2, которые расположены между режущей кромкой 20 и боковыми кромками 26. Это обеспечивает хорошее охлаждение и смазку боковых кромок (вспомогательных режущих кромок) и режущих вершин/радиусов режущей пластины 2 даже для обработки отверстий большой глубины.
[0025] Также предпочтительно предлагается, что канал 40 для охлаждающего вещества содержит третий боковой канал 46, который ведет в третье выходное отверстие 47. Третий боковой канал 46 предпочтительно таким же образом ответвляется от основного канала 41 и проходит под углом через крепежную часть 11, при этом он предпочтительно ведет в третье выходное отверстие 47 на верхней стороне 162 опоры 16. В этом случае третий боковой канал 46 и/или третье выходное отверстие 47 предпочтительно выполнены и расположены таким образом, что охлаждающее вещество при выходе предпочтительно попадает на режущую кромку 20, чтобы обеспечить там опосредованное охлаждение и смазку в точке обработки.
[0026] В отличие от варианта осуществления, показанного на Фиг. 4-6, боковые каналы 42, 43 в варианте исполнения канала 40 для охлаждающего вещества, показанного на Фиг. 7, не ответвляются непосредственно от основного канала 41; вместо этого предложен поперечный канал 48, который проходит поперечно (предпочтительно перпендикулярно) к основному каналу 41 (и поперек продольного направления корпуса 1) и ответвляется от основного канала 41, и от которого, в свою очередь, ответвляются по меньшей мере боковые каналы 42, 43. Это не приводит к каким-либо существенным изменениям с точки зрения функциональности, но делает возможным альтернативный вариант выхода канала 40 для охлаждающего вещества в корпусе 1 и, возможно, является лучшим вариантом для определения направления боковых каналов 43, 44 и, следовательно, направления выхода охлаждающего вещества из боковых каналов 42, 43.
[0027] С помощью корпуса, предложенного в соответствии с изобретением, и долбежного инструмента с таким корпусом, предложенным в соответствии с изобретением, достигается улучшенное охлаждение и смазка режущей пластины, в частности его режущей кромки и боковых кромок (вспомогательных режущих кромок), прилегающих к режущей кромке, и режущих вершин или радиусов при режущей вершине.
[0028] Безусловно, изобретение не ограничивается приведенными в качестве примера вариантами осуществления. Определенно допустимо множество различных вариаций, например, относительно усовершенствования режущей пластины, таких, как расположение, конфигурация и количество режущих кромок и режущих вершин. Соответственно, для достижения желаемой цели количество и расположение каналов для охлаждающего вещества или их выходных отверстий также может быть изменено. Путь всего канала для охлаждающего вещества внутри корпуса также может быть выполнен различным образом, как показано на чертежах.
Реферат
Долбежный инструмент предназначен для обработки пазов и содержит режущую пластину (2), содержащую режущую кромку (20), и корпус (1) для крепления режущей пластины (2). Корпус (1) имеет зажимную часть (10) и крепежную часть (11), причем крепежная часть (11) на конце, обращенном от зажимной части (10), содержит гнездо (13) для режущей пластины (2), которое выполнено и расположено таким образом, что, когда режущая пластина (2) установлена в гнезде (13), его режущая кромка (20) выступает за окружную поверхность крепежной части (11). Кроме того, крепежная часть (11) содержит на своей окружной поверхности (15) опору (16) для режущей пластины. Внутри корпуса (1) проходит канал (40) для охлаждающего вещества, содержащий два боковых выходных отверстия (44, 45), которые, если смотреть в направлении вдоль окружной поверхности, расположены в боковом направлении возле опоры (16) и/или в боковых поверхностях (161, 163) опоры (16). Достигается повышение надежности смазки и охлаждения режущей пластины. 8 з.п. ф-лы, 7 ил.
Комментарии