Инструмент для прорезки кольцевых канавок - SU1166905A2
Код документа: SU1166905A2
Чертежи
Описание
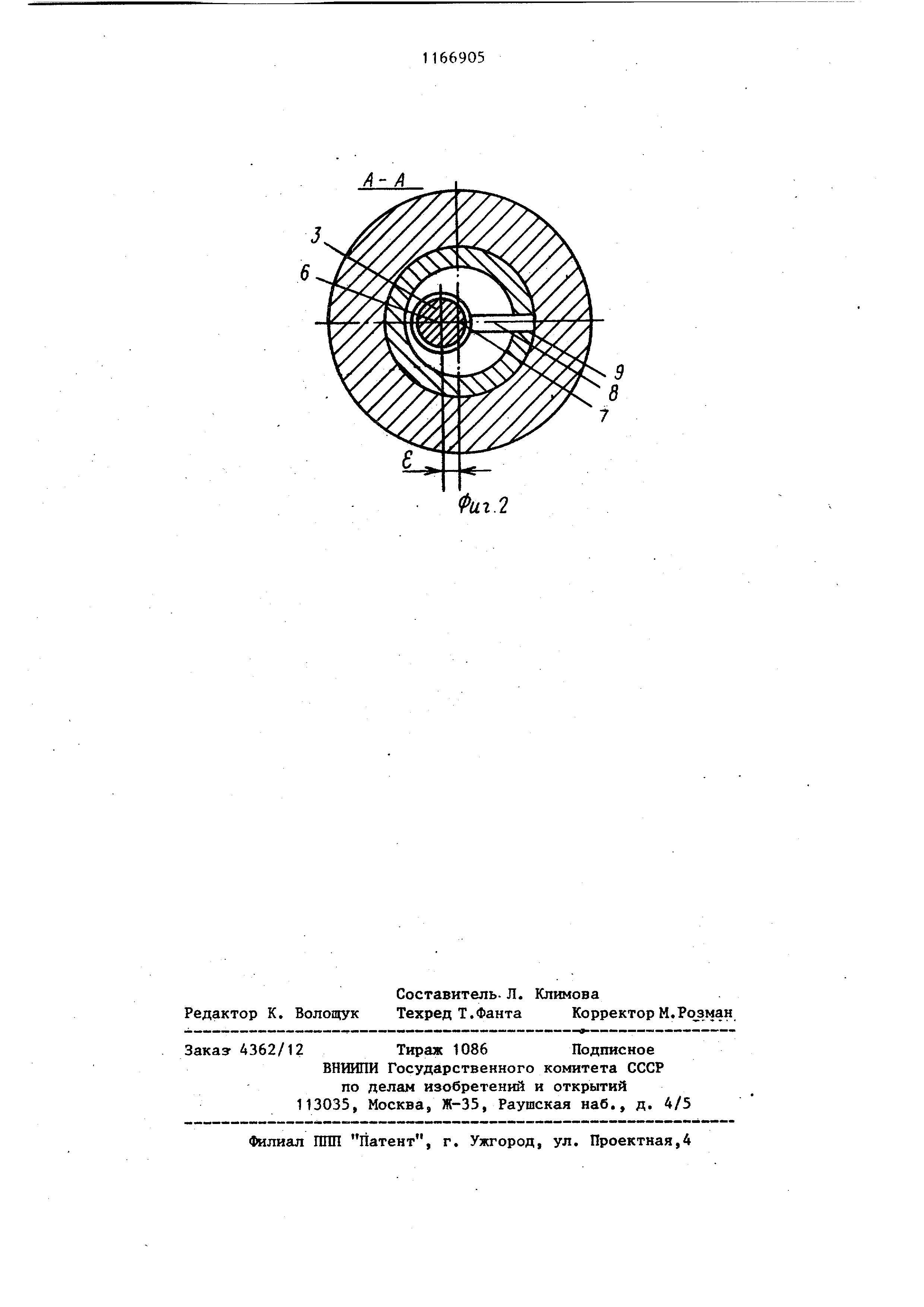
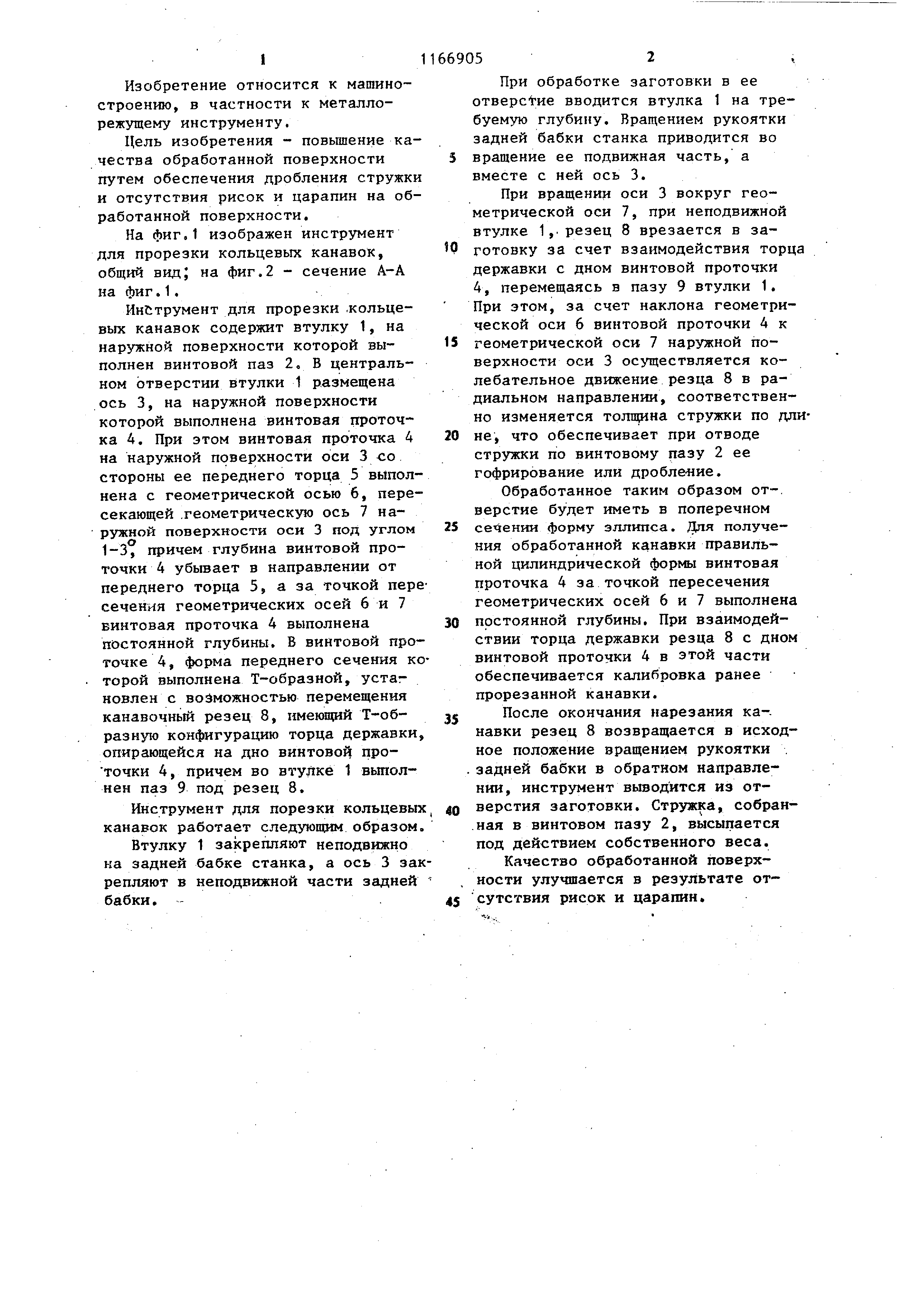
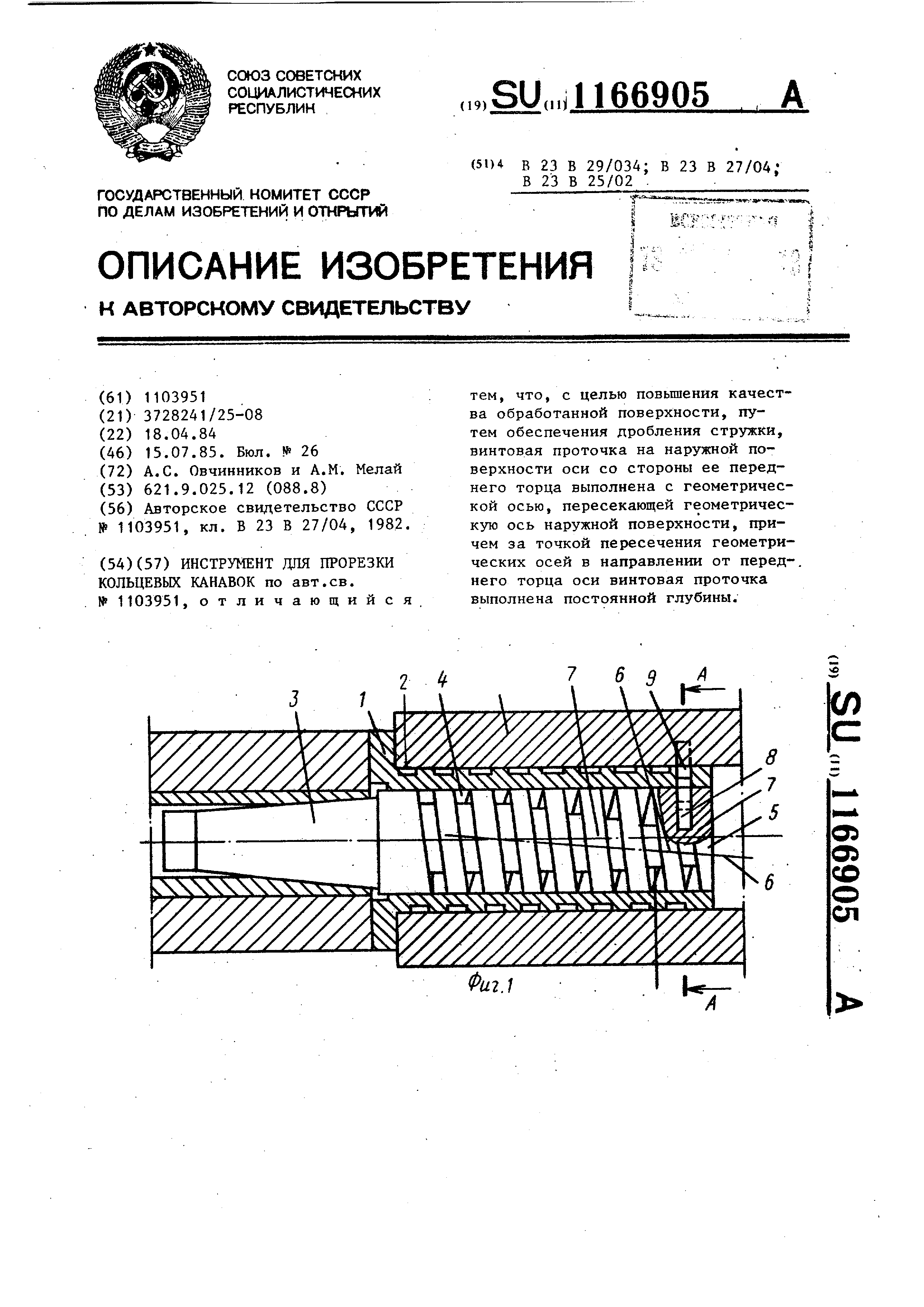
7 6 д Изобретение относится к машиностроению , в частности к металлорежущему инструменту. Цель изобретения - повьшение ка чества обработанной поверхности путем обеспечения дробления стружк и отсутствия рисок и царапин на об работанной поверхности. На фиг.1 изображен инструмент для прорезки кольцевых канавок, общий вид; на фиг.2 - сечение А-А на фиг.1. Инструмент для прорезки .кольцевых канавок содержит втулку 1, на наружной поверхности которой выполнен винтовой паз 2, В центральном отверстии втулки 1 размещена ось 3, на наружной поверхности которой выполнена винтовая проточка 4. При этом винтовая проточка 4 на наружной поверхности оси 3 со стороны ее переднего торца 5 выпол нена с геометрической осью 6, пере секающей .геометрическую ось 7 наружной поверхности оси 3 под углом 1-3 причем глубина винтовой проточки 4 убьшает в направлении от переднего торца 5, а за точкой пер сечения геометрических осей 6 и 7 винтовая проточка 4 выполнена постоянной глубины. В винтовой про точке 4, форма переднего сечения к торой выполнена Т-образной, устаг новлен с возможностью перемещения канавочный резец 8, имеюпщй Т-образную конфигурацию торца державки опирающейся на дно винтово проточки 4, причем во втулке 1 вьтолнен паз 9 под резец 8. Инструмент для порезки кольцевы канавок работает следующим образом Втулку 1 закрепляют неподвижно на задней бабке станка, а ось 3 за репляют в неподвижной части задней бабки. 52 , При обработке заготовки в ее отверстие вводится втулка 1 на требуемую глубину. Вращением рукоятки задней бабки станка приводится во вращение ее подвижная часть, а вместе с ней ось 3. При вращении оси 3 вокруг геометрической оси 7, при неподвижной втулке 1,. резец 8 врезается в заготовку за счет взаимодействия торца державки с дном винтовой проточки 4, перемещаясь в пазу 9 втулки 1. При этом, за счет наклона геометрической оси 6 винтовой проточки 4 к геометрической оси 7 наружной поверхности оси 3 осуществляется колебательное движение резца 8 в радиальном направлении, соответственно изменяется толщина стружки по длине , что обеспечивает при отводе стружки по винтовому пазу 2 ее гофрирование или дробление. Обработанное таким образом отверстие будет иметь в поперечном сечении форму эллипса. Для получения обработанной канавки правильной цилиндрической формы винтовая проточка 4 за точкой пересечения геометрических осей 6 и 7 выполнена постоянной глубины. При взаимодействии торца державки резца 8 с дном винтовой проточки 4 в этой части обеспечивается калибровка ранее прорезанной канавки. После окончания нарезания ка-. навки резец 8 возвращается в исходное положение вращением рукоятки . задней бабки в обратном направлении , инструмент выводится из отверстия заготовки. Стружка, собранная в винтовом пазу 2, высыпается под действием собственного веса. Качество обработанной поверхности улучшается в результате отсутствия рисок и царапин.
A:LA
Фиг.2
Реферат
ИНСТРУМЕНТ ДЛЯ ПРОРЕЗКИ КОЛЬЦЕВЫХ КАНАВОК по авт.св. № 1103951, отличающийся тем, что, с целью повышения качества обработанной поверхности, путем обеспечения дробления стружки, винтовая проточка на наружной поверхности оси со стороны ее переднего торца выполнена с геометрической осью, пересекающей геометрическую ось наружной поверхности, причем за точкой пересечения геометрических осей в направлении от переднего торца оси винтовая проточка выполнена постоянной глубины.
Комментарии