Устройство для механической обработки внутренних каналов и соответствующий способ механической обработки - RU2754218C1
Код документа: RU2754218C1
Чертежи

Описание
Область техники изобретения
В настоящей заявке описываются устройство для механической обработки внутренних каналов и соответствующий способ эксплуатации.
Предыдущий уровень техники
В документе US 2017266731 раскрываются способ и устройство для механической обработки внутренней поверхности корпуса дифференциала. Токарный станок с револьверной головкой и парой шпинделей электрически подключены к программируемому вычислителю. К револьверной головке изнутри подсоединен узел зажима резца, имеющий возможность выборочного сцепления с резцом с зажимом. Корпус дифференциала горизонтально установлен в монтажном узле на верхней поверхности стола токарного станка. При сцеплении узла зажима с резцом револьверную головку перемещают в сторону корпуса дифференциала до тех пор, пока резец не окажется в начальном положении в пределах полой части корпуса, отцентрованной с отверстиями в первой и второй трубчатой частях корпуса и парой шпинделей. После этого пара шпинделей сцепляется с резцом с возможностью передачи приводного усилия, и по мере своего перемещения из первого режущего положения во второе этот резец обеспечивает механическую обработку первой и второй внутренних поверхностей механической обработки.
В документе CN 202155542 раскрывается встроенный расточной резец для грубой и тонкой механической обработки крупногабаритных деталей неправильной формы. Встроенный расточной резец отличается тем, что его корпус фиксируется на его шпинделе фиксирующим болтом этого шпинделя расточного резца; в центре неподвижного фланца имеется отверстие для шпинделя; с левого края корпуса расточного резца несколькими болтами зафиксирована левая подвижная регулировочная пластина; на левой подвижной регулировочной пластине болтом зафиксирована расточная головка для грубой механической обработки; с правого края корпуса расточной головки несколькими болтами с потайной головкой зафиксирована правая подвижная регулировочная пластина, оснащенная пазом типа «ласточкин хвост»; на подвижной регулировочной пластине паза типа «ласточкин хвост» расположена расточная головка для тонкой механической обработки; и на расточной головке для тонкой механической обработки расположены кнопка для тонкой регулировки и резец для тонкой механической обработки. При применении встроенного расточного резца расширяется диапазон механической обработки, ускоряется выполнение грубой механической обработки, повышается эффективность тонкой механической обработки, а также встроенный расточной резец обладает удобством и быстротой при использовании, низкой стоимостью и отсутствием необходимости частых замен.
Ни в одном из вышеприведенных документов не решается задача наделения механического сверлильного устройства способностью выполнять механическую обработку внутренних каналов.
Сущность изобретения
В настоящей заявке описываются устройство для механической обработки внутренних каналов, отличающееся тем, что оно включает:
- соединительную конструкцию для соединения со станком;
- резец для механической обработки внутренних каналов, соединяемый со станком посредством соединительной конструкции;
- блок управления, включающий вычислительные средства, приспособленные для приведения станка и резца в действие;
При этом соединительная конструкция включает:
- вращающийся переходник для соединения со станком;
- крутящую конусную головку, соединяющуюся с вращающимся переходником;
- управляющий стержень, сцепляющийся с крутящей конусной головкой и задействующий резец.
В конкретном варианте осуществления устройства резец включает режущую поверхность, оснащенную как минимум одним выдвижным ножом, задействуемым управляющим стержнем.
В конкретном варианте осуществления устройства режущая поверхность резца имеет изменяемую длину.
В другом конкретном варианте осуществления устройства режущая поверхность резца имеет цилиндрическую геометрическую форму.
В другом конкретном варианте осуществления устройства длина управляющего стержня определяется длиной режущей поверхности резца.
В другом конкретном варианте осуществления устройства блок управления включает модуль связи, предназначенный для установления взаимодействия с контроллером станка.
В другом конкретном варианте осуществления устройства блок управления включает как минимум одно периферийное устройство ввода и как минимум одно периферийное устройство вывода данных.
В другом конкретном варианте осуществления устройства периферийное устройство ввода данных - клавиатурного типа.
В еще одном конкретном варианте осуществления устройства периферийное устройство вывода данных представлено экраном.
В настоящей заявке также описывается соответствующий способ эксплуатации устройства для механической обработки внутренних каналов, и этот способ отличается тем, что включает следующие этапы:
- определение рабочих параметров в блоке управления устройством;

- блок управления дает станку команды в соответствии с запрограммированным продольным и вращательным движениями;
- станок осуществляет продольное и вращательное движения, передающиеся резцу через соединительную конструкцию, образуемую вращающимся переходником и крутящей конусной головкой;
- крутящая конусная головка в соответствии с запрограммированным радиальным движением задействует управляющий стержень, который отвечает за задание степени подъема выдвижных ножей на основании запрограммированного значения.
Общее описание
В настоящей заявке описывается устройство для механической обработки внутренних каналов, соединяемое с механическим сверлильным устройством, предназначенным для осуществления вращательного и продольного движения, таким как машинное оборудование для сверления, фрезеровки и токарной обработки. При использовании настоящего устройства имеется возможность придания указанному устройству способности выполнять механическую обработку внутренних каналов, обеспечивая выполнение им не свойственной ему функции.
Для этого устройство механической обработки внутренних каналов включает соединительную конструкцию, блок управления и инструмент для механической обработки внутренних каналов, далее именуемый резцом.
Кроме того, также описывается способ эксплуатации соответствующего устройства, позволяющий обеспечивать работу резца в соответствии с набором параметров, программируемых оператором.
Для этого разработанное устройство устанавливают в механическое устройство, далее именуемое станком, с помощью соединительной конструкции, которая обеспечивает не только подачу питания на это устройство через станок, но также позволяет обеспечивать правильную передачу вращательного и продольного движений, осуществляемых им, на резец. В дополнение к указанным вращательному и продольному движениям также возможна настройка радиального движения, параметры которого устанавливаются блоком управления устройством, который, таким образом, управляет работой станка и задействует резец. Программирование указанного блока управления осуществляется через пользовательский интерфейс, позволяющий оператору настраивать предельные параметры резца и соответствующее движение.
Соединительная конструкция отвечает за соединение станка и резца и включает зажим-держатель, который на одном конце сцепляется со станком, а на противоположном - входит во вращательное устройство сопряжения. Последнее соединяется с вращающимся переходником, находящимся во взаимосоединении с самим устройством посредством стыковочного механизма. В свою очередь, вращающийся переходник соединен с крутящей конусной головкой, которая обеспечивает возможность соединения с резцом и правильного сообщения ему радиального движения. Такая механическая цепь передачи позволяет оператору управлять работой при вращательном и продольном движениях, осуществляемых станком, а также радиальными движениями, задействуемыми в отношении резца, в соответствии с параметрами, запрограммированными в блоке управления устройством. В результате становится возможным получение внутренних каналов, проходящих вдоль механически обрабатываемой детали, управляя продольным движением станка с переменной глубиной, а также вращательным и радиальным движениями.
На основании параметров, заданных оператором, блок управления устройством отвечает за задействование станка в отношении параметров вращательного и продольного движений, то есть, движений вперед и назад, и резца в соответствии с запрограммированным параметром радиального движения. Для этого блок управления устройством также включает модуль связи, обеспечивающий возможность взаимодействия с контроллером станка, тем самым обеспечивая доступ к управлению эксплуатацией. В свою очередь, управление резцом осуществляется посредством физического соединения устройства и станка, обеспечиваемого соединительной конструкцией, а именно - посредством соединения вращающегося переходника и крутящей конусной головки, которые обеспечивают возможность передачи и реализации управляющей информации на указанный резец согласно программе.
Блок управления обеспечивает взаимодействие с пользователем на двух уровнях: визуализация содержимого с помощью периферийных устройств вывода данных, таких как экран; и программирование параметров с помощью периферийных устройств ввода типа «мышь», физическая или сенсорная клавиатура в случаях, когда экран для визуализации данных поддерживает такую технологию.
Резец включает режущую поверхность и внутренний стержень управления, сцепляющийся с крутящей конусной головкой, соединяемой с устройством с помощью вращающегося переходника. Для наглядности режущая поверхность может иметь цилиндрическую геометрическую форму, именуемую цилиндрической режущей головкой. Длина внутреннего стержня может изменяться, и связана с полезной длиной указанной режущей головки и (посредством удлинителя) с резцом. Цилиндрическая режущая головка включает как минимум один выдвижной нож, вставленный в ее поверхность, который отвечает за механическую обработку канала внутри деталей. Работа этих ножей активируется внутреннем стержнем резца, который посредством крутящей конусной головки управляет степенью подъема ножей в соответствии с параметром радиального движения, программируемого оператором, то есть, в соответствии с диаметром, требуемым для внутреннего канала. При задействовании в соответствии с параметром радиального движения крутящая конусная головка задействует внутренний стержень, продольное движение которого в фиксированном интервале смещения отвечает непосредственно за подъем ножей.
Программирование управления устройством как таковое в отношении параметров вращательного, продольного и радиального движений позволяет осуществлять настройку внутренних каналов, проходящих через механически обрабатываемые детали по длине, с разной глубиной.
Что касается метода работы устройства, осуществляются следующие этапы:
- сборка устройства со станком;
- центровка и фиксация детали для механической обработки;
- определение рабочих параметров в блоке управления устройством:
- блок управления дает станку команды в соответствии с запрограммированным продольным и вращательным движениями;
- станок осуществляет продольное и вращательное движения, передающиеся резцу через соединительную конструкцию, образуемую вращающимся переходником и крутящей конусной головкой;
- крутящая конусная головка в соответствии с запрограммированным радиальным движением задействует управляющий стержень, который отвечает за задание степени подъема выдвижных ножей на основании запрограммированного значения.
В результате имеется возможность осуществления эффективного управления процессом механической обработки внутреннего канала, настройки размеров, определяющих его - глубины и ширины, например, посредством программирования параметров продольного, вращательного и радиального движения.
Краткое описание фигур
Для обеспечения лучшего понимания настоящей заявки были прикреплены фигуры, представляющие собой предпочтительные варианты осуществления, которые, однако, не предназначены для ограничения методики, раскрываемой в настоящей заявке.
На Фигуре 1 представлено устройство для механической обработки внутренних каналов с помощью станков со следующими обозначениями:
1 - устройство;
2 - станок;
3 - резец;
На Фигуре 2 представлено устройство для механической обработки внутренних каналов с помощью станков в разобранном виде со следующими обозначениями:
1 - устройство;
3 - резец;
4 - держатель;
5 - вращательное устройство сопряжения;
6 - вращающийся переходник;
7 - крутящая конусная головка;
8 - внутренний стержень;
9 - цилиндрическая режущая головка.
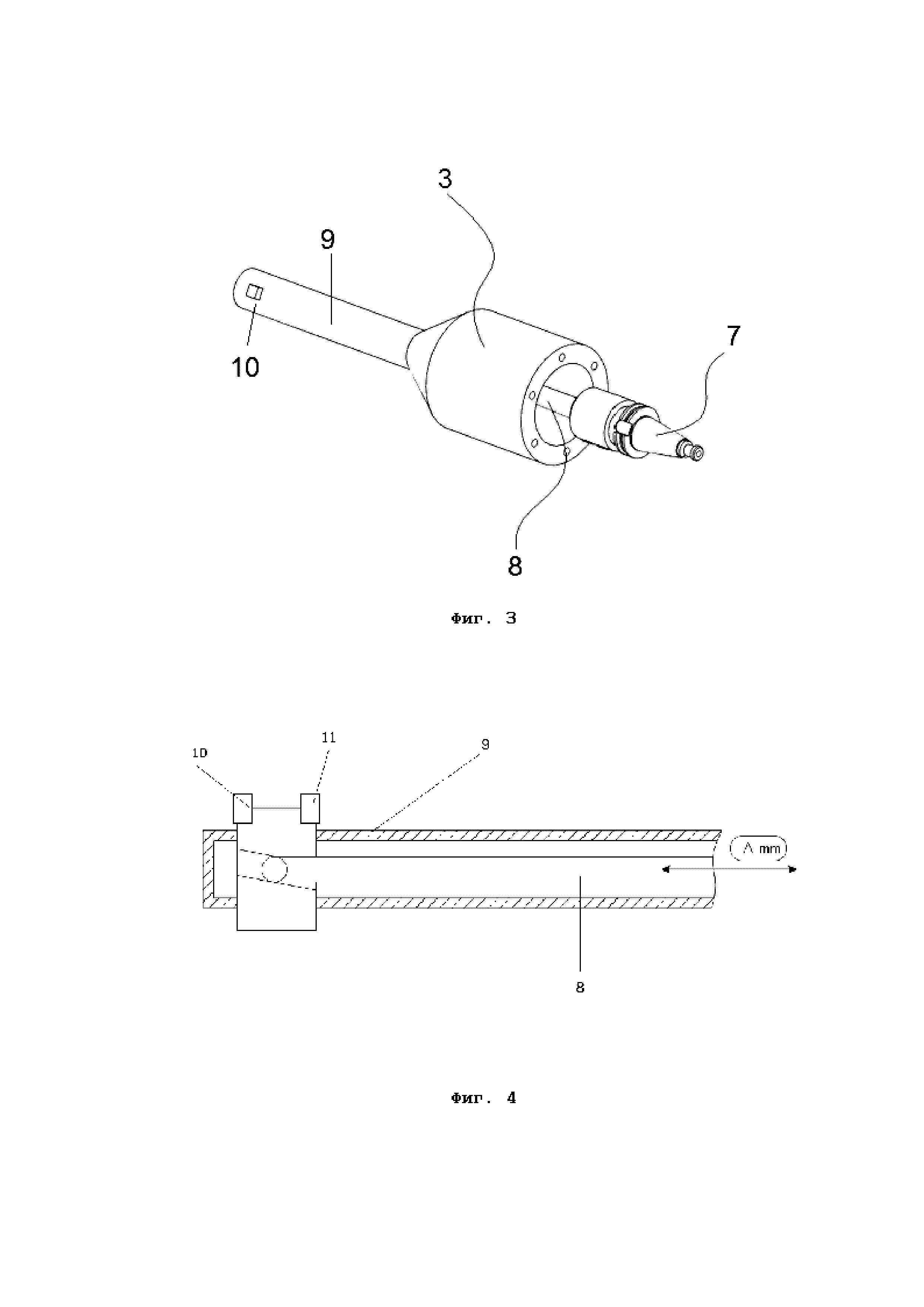
На Фигуре 3 представлен резец, обозначения в котором означают:
3 - резец;
7 - крутящая конусная головка;
8 - внутренний стержень;
9 - цилиндрическая режущая головка;
10 - нож.
На фигуре 4 изображена внутренняя часть резца и активирующий механизм ножей со следующими обозначениями:
8 - внутренний стержень;
9 - цилиндрическая головка;
10 - нож;
11 - нож.
Описание вариантов осуществления изобретения
Со ссылками на фигуры некоторые варианты осуществления описываются более подробно, что, однако, не предполагает ограничения объема настоящей заявки.
Станок (2) обеспечивает вращение вращательного устройства сопряжения (5) соединительной конструкции устройства (1) за счет механической соединительной цепи, удерживаемой держателем (4), который соединен со станком (2). В сочетании с продольным движением всей конструкции - устройства (1), резца (3) и станка (2) - это вращение позволяет проделывать внутренние каналы в деталях, подвергающихся механической обработке. Эти каналы могут иметь разную глубину в зависимости от параметра радиального движения, который в сочетании с двумя вышеуказанными движениями программируется оператором на блоке управления устройством.
В конкретном варианте осуществления вращательное движение, задаваемое станком (2), позволяет достигать максимальной скорости вращения, равной 6000 об/м, и мощности, равной 33 кВт. Для обеспечения возможности передачи вращательного движения на резец (3), в частности, его внутренний стержень (8) соединен с вращающимся переходником (6), который соединяется с вращательным устройством сопряжения (5), двигающимся вместе с фиксирующей конусной головкой (7). В настоящем конкретном варианте осуществления резец (3) включает два ножа (10, 11), расположенных на цилиндрической головке (9).
Для начала процесса механической обработки детали, которую необходимо обработать, последняя устанавливается вместе с резцом (3) за счет действия продольного движения станка (2). Далее (при начавшемся вращательном движении) резец (3) вставляется в предварительно выполненную рассверливаемую часть детали для механической обработки. Для выполнения внутренних каналов после определения необходимых параметров - вращательного, продольного и радиального движений, которые могут изменяться в зависимости от особенностей каждой механически обрабатываемой детали, контроллер устройства (1) инициирует продольное движение в стержне (8), размещенном внутри резца (3), который задействует ножи (10, 11), позволяющие растачивать необходимые каналы.
В конкретном варианте осуществления продольное движение стержня (8) может проходить максимум 150 мм с параметрами, предварительно заданными контроллером.
Это описание никоим образом не ограничивается вариантами осуществления, представленными в настоящем документе, и специалист в данной области техники может предусмотреть множество возможностей его изменения без отступления от общей идеи, указанной в формуле изобретения. Очевидно, что предпочтительные варианты осуществления, описанные выше, могут сочетаться. В следующей формуле изобретения представлены дополнительные предпочтительные варианты осуществления.
Реферат
Устройство предназначено для соединения с механическим сверлильным устройством, предназначенным для осуществления вращательного и продольного движения, таким как в станках для сверления, фрезеровки и токарной обработки. Способ обработки с помощью соответствующего устройств позволяет обеспечивать работу резца в соответствии с набором параметров, программируемых оператором. Достигается возможность придания указанному устройству способности выполнять механическую обработку внутренних каналов, обеспечивая выполнение им не свойственной ему функции. 2 н. и 8 з.п. ф-лы, 4 ил.
Комментарии